Спосіб електрогідравлічної очістки нежорстких пластинчатих деталей та пристрій для його здійснення
Номер патенту: 30508
Опубліковано: 15.11.2000
Автори: Онопченко Олександр Сергійович, Олександров Віктор Михайлович, Велигин Валерій Олександрович, Коваленко Євген Петрович, Мальцев Анатолій Саватійович, Ващиленко Василь Іванович, Великоречанин Олександр Васильович, Бутаков Борис Іванович, Довганюк Сергій Іванович, Мешин Віталій Веніамінович, Козин Костянтин Васильович, Власов Павло Євгенович
Формула / Реферат
1. Спосіб електрогідравлічної очистки нежорстких пластинчатих деталей, який включає укладання деталі в контейнер, розміщення позитивного і негативного електродів біля поверхні деталі, занурювання контейнера в робочу рідину і очищення дією високовольтних електричних розрядів в рідині з одночасним переміщенням позитивного електрода відносно поверхні деталі, який відрізняється тим, що в якості негативного електрода використовують металічну сітку з розміром вічка h´h і розміщують на відстані l від поверхні деталі, при цьому h і l вибирають із співвідношення:
h=(510)s,
l=(28)s,
де s - товщина деталі, що обробляється, а дію високовольтними електричними розрядами в рідині здійснюють з частотою до 50 Гц.
2. Пристрій для електрогідравлічної очистки нежорстких пластинчатих деталей, яке має в наявності бак з робочою рідиною, контейнер, позитивний і негативний електроди, з'єднані з генератором імпульсного току, вузол переміщення позитивного електрода, яке відрізняється тим, що негативний електрод виконаний у вигляді металевої сітки, прикріпленої до рами, розміщеної над контейнером і з'єднаної з ним з одного боку за допомогою шарнірного з'єднання, а з другого - фіксуючим пристосуванням, при цьому контейнер споряджений пружною прокладкою.
Текст
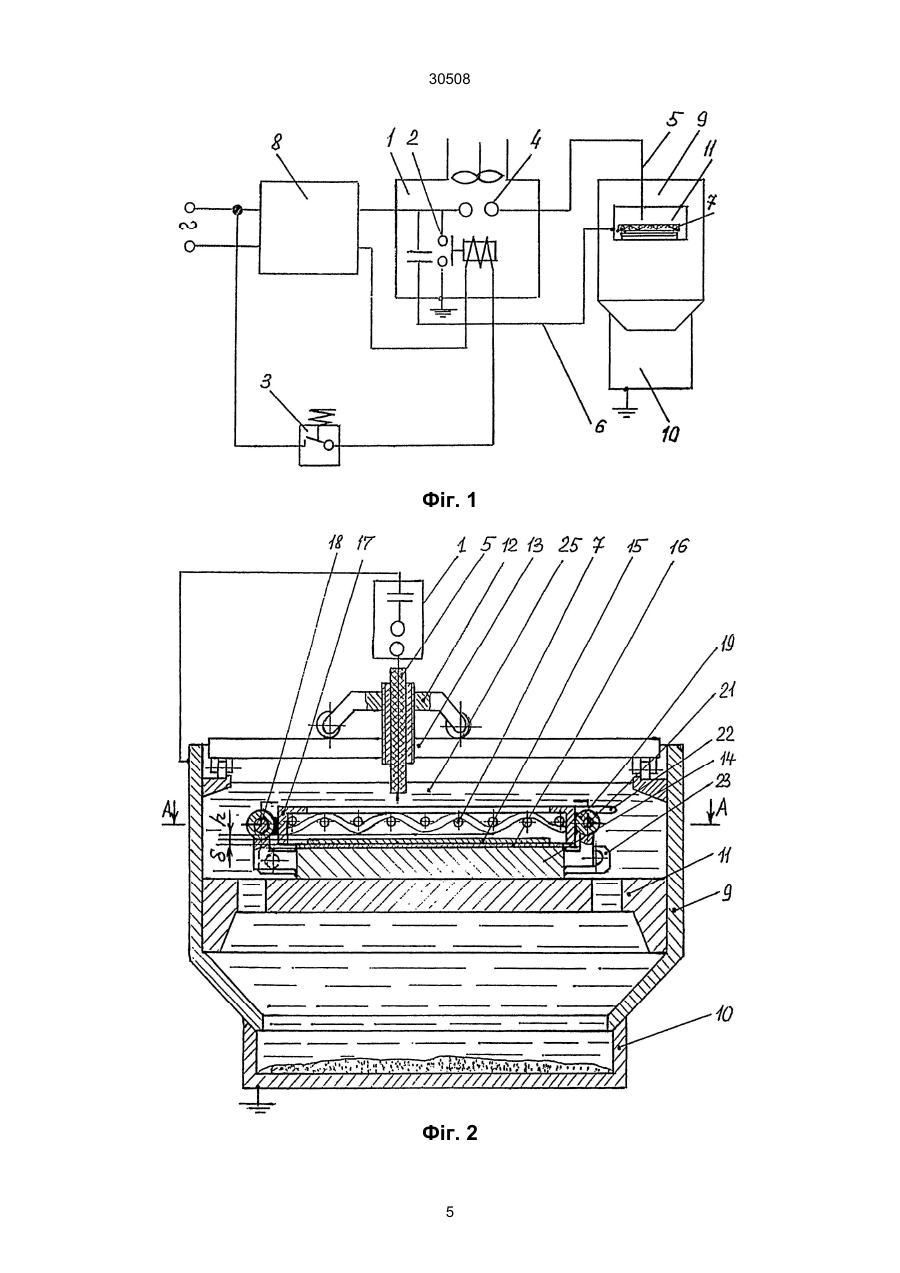
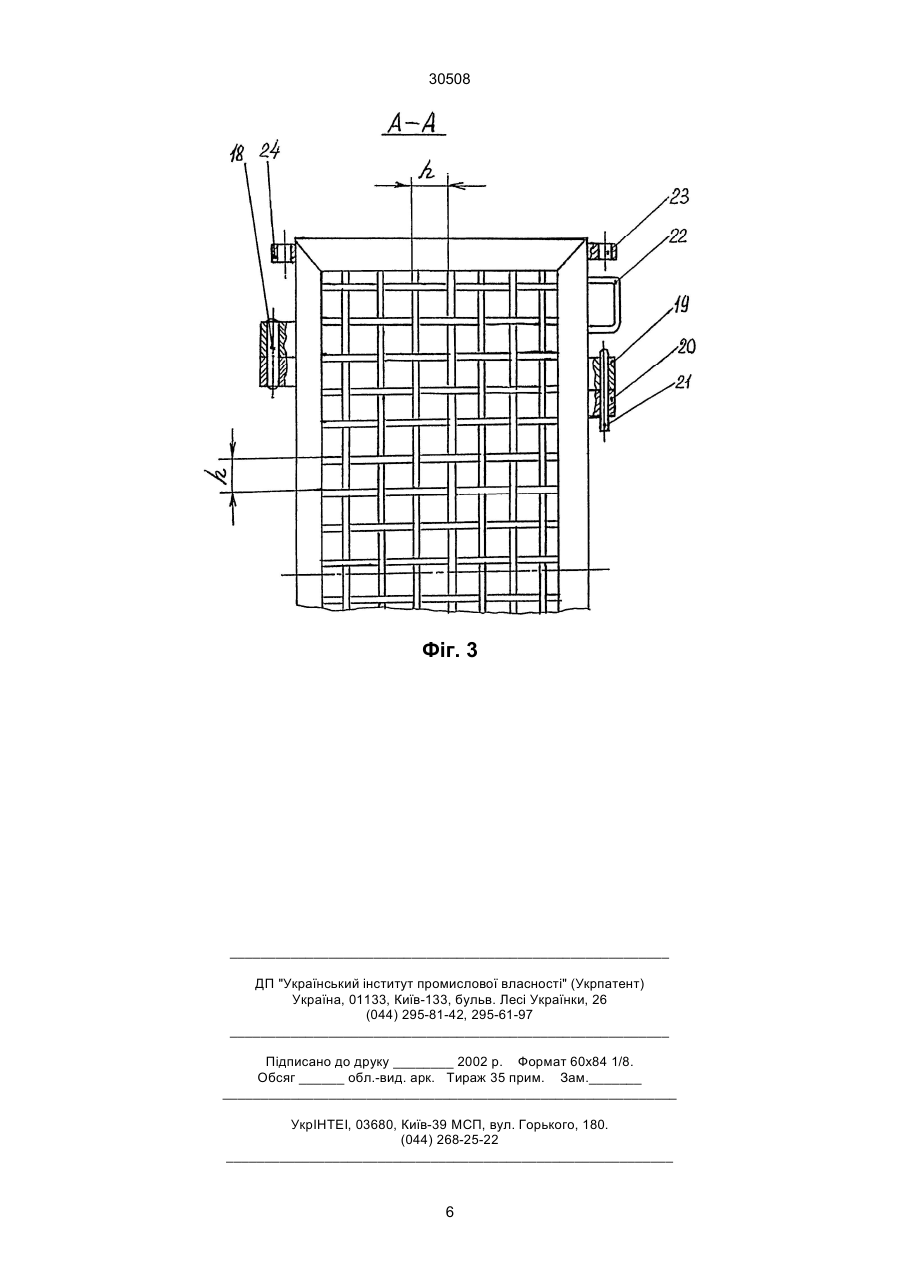
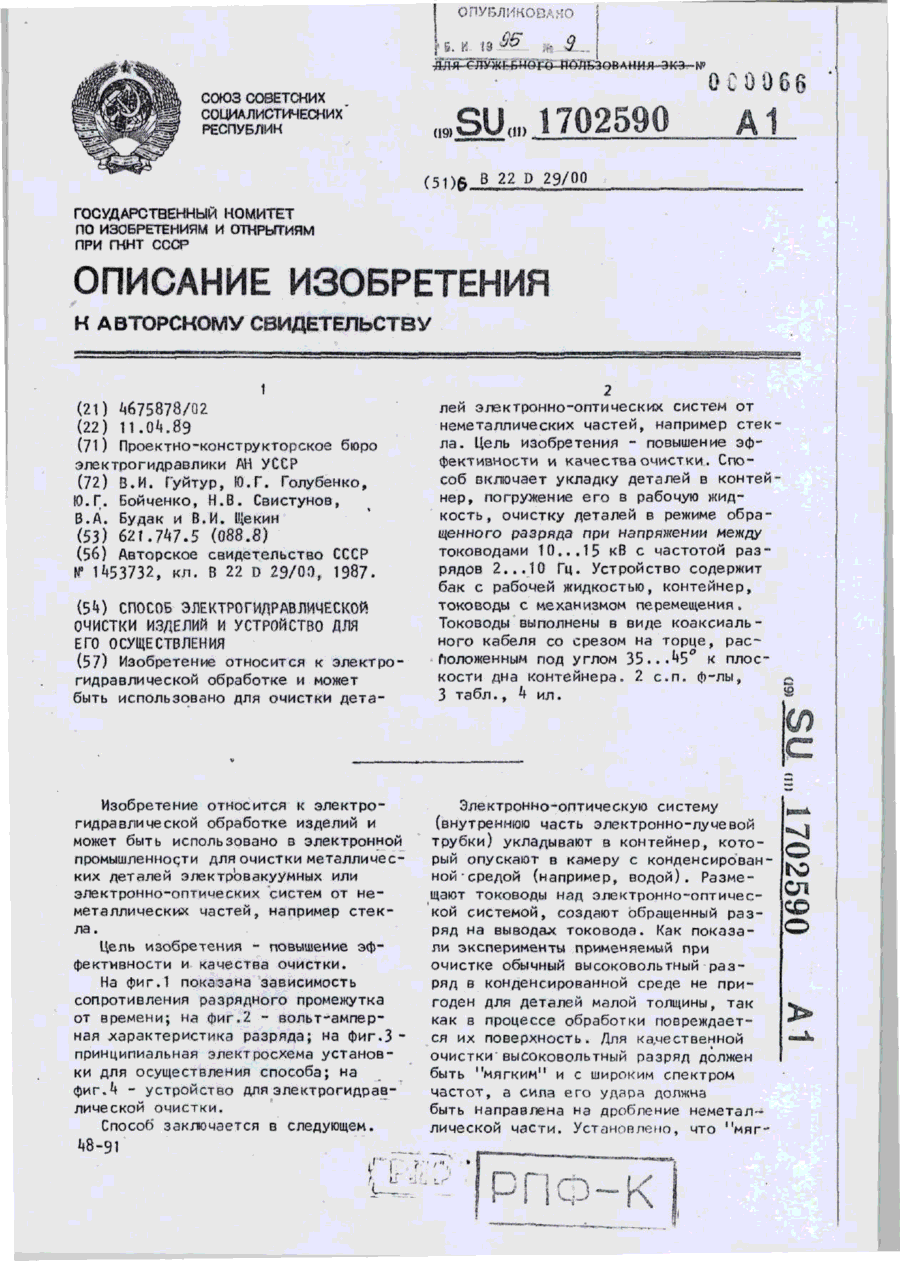
1. Спосіб електрогідравлічної очистки нежорстких пластинчатих деталей, який включає укладання деталі в контейнер, розміщення позитивного і негативного електродів біля поверхні деталі, занурювання контейнера в робочу рідину і очищення дією високовольтних електричних розрядів в рідині з одночасним переміщенням позитивного електрода відносно поверхні деталі, який відрізняєть 30508 для відливок, яка забезпечена приводною підйомною платформою для занурювання контейнера в робочу зону ємкості, яка переміщує по горизонтальним направляючим і подає контейнер на платформу приводним візком. Ознаки, які співпадають з істотними ознаками запропонованого обладнання: - ємкість для рідини; - робочий електрод з механізмом переміщення; - контейнер; - підйомна платформа для занурювання контейнера в робочу зону ємкості. Причини, які перешкоджають отриманню технічного результату, який вимагається: - жорстке дно контейнера, на якому розміщена деталь, що обробляється, знижує амплітуду, швидкість і прискорення переміщення деталі, що виникають при високовольтному розряді в рідині, що знижує ефективність очищення; - відсутність фіксації деталі в контейнері у напрямі позитивного електрода не дозволяє обмежити переміщення деталі в разі відскоку її від дна контейнера після припинення ударного імпульсу, що призведе до остаточної деформації деталі, що очищається, і знизить її якість. Найбільш близьким за технічною суттю до запропонованого способу є спосіб електрогідравлічного очищення виробів (патент України № 1834, МКИ5 B22D29/00, опублікований в бюлетені "Промислова власність" № 4, 1994 рік, стор. 3.21), що включає укладку виробів в контейнер, розміщення струмоводів біля їх поверхні, занурювання контейнера в робочу рідину і очищення дією електричних розрядів в рідині з одночасним переміщенням струмоводів вздовж виробів, при цьому очистку ведуть в режимі оберненого розряду при напрузі між струмоводами 10-15 кВ і частоті надходження розрядів 2...10 Гц. При цьому відстань від зрізу коаксіального кабелю, який є позитивним і негативним струмоводами, до деталі, що обробляється, складає 3...5 см. Ознаки, які співпадають з істотними ознаками запропонованого способу: - укладка деталей в контейнер; - занурювання контейнера в робочу рідину; - розміщення позитивного і негативного струмоводів-електродів біля поверхні деталі; - дія високовольтних електричних розрядів в рідині з одночасним переміщенням позитивного струмоводу-електроду вздовж деталі. Причина, яка перешкоджує одержанню технічного результату, що вимагається, наступна: наявність оберненого розряду на значній відстані до деталі, що обробляється, (3...5 см) при напрузі між струмоводами 10-15 кВ і частоті надходження розрядів 2...10 Гц не дозволяє ефективно очистити нежорсткі стальні пластини від технологічних відкладень, тому що адгезійний зв'язок відкладень з пластиною достатньо міцний. Найбільш близьким за технічною суттю до запропонованого обладнання є обладнання для електрогідравлічного очищення виробів (патент України № 1834, МПК5 B22D29/00, опублікований в бюлетені "Промислова власність" № 4, 1994 рік, стор. 3.21), яке включає бак з робочою рідиною, контейнер, струмоводи, вузол переміщення струмоводів і генератор імпульсного струму, струмоводи виконані у вигляді коаксіального кабелю із зрізом по торцю, розміщеним під кутом 35...45° до площини дна контейнера. Ознаки, які співпадають з істотними ознаками запропонованого обладнання: - бак з робочою рідиною; - контейнер для розміщення деталі, що обробляється; - позитивний і негативний струмоводи-електроди, з'єднані з генератором імпульсного струму; - вузол переміщення позитивного струмоводуелектроду. Причини, які перешкоджають одержанню технічного результату, що вимагається, наступні: - жорстке дно контейнера, на якому розміщена деталь, знижує амплітуду, а у відповідності до цього знижує швидкість і прискорення переміщення деталі при її прогині в процесі накладення на останню електрогідравлічних ударів, що знижує ефективність очищення. Тому для підвищення ефективності очищення деталей від технологічних відкладень необхідно застосовувати підвищені енергії високовольтного розряду, що неприпустимо для очищення нежорстких пластинчатих деталей, бо призведе до виникнення в них остаточних деформацій; - відсутність фіксації деталі в контейнері у напрямі позитивного струмоводу-електроду не дозволяє обмежити переміщення деталі під час відскоку її від дна контейнера після припинення ударного імпульсу, що призведе до остаточної деформації деталі, що очищується, і знизить її якість. В основу цього винаходу поставлена задача створити спосіб електрогідравлічного очищення нежорстких пластинчатих деталей, при якому використання нових технологічних прийомів і режиму обробки забезпечить високу ступінь очищення деталей при відсутності в них остаточних деформацій і припіків на поверхні, яка підлягає очищенню, що дозволить підвищити ефективність і якість очищення. В основу цього винаходу поставлена також задача створити обладнання для електрогідравлічного очищення нежорстких пластинчатих деталей, в якому нове конструктивне виконання контейнеру і негативного електрода забезпечить високу степінь очищення деталей при відсутності в них остаточних деформацій і припіків на поверхні, яка підлягає очищенню, що дозволить підвищити ефективність і якість очистки. Суть винаходу заключається в тому, що у способі електрогідравлічного очищення нежорстких пластинчатих деталей, який включає укладання деталі в контейнер, розміщення позитивного і негативного електродів біля її поверхні, занурювання контейнера в робочу рідину і очищення дією високовольтних електричних розрядів в рідині з одночасним переміщенням позитивного електрода відносно поверхні деталі, згідно з винаходом, в якості негативного електрода використовують металеву сітку з розміром вічка h´h і розміщують на відстані l від поверхні деталі, при цьому h і l вибирають із співвідношення: h=(5-10)s, l=(2-8)s, 2 30508 де s - товщина деталі, що обробляється, а дія електричними розрядами в рідині здійсняється з частотою 50 Гц. Суть винаходу заключається в обладнанні для електрогідравлічного очищення нежорстких пластинчатих деталей, яке має в наявності бак з робочою рідиною, контейнер, позитивний і негативний електроди, вузол переміщення позитивного електрода і генератор імпульсного струму, згідно винаходу, негативний електрод виконаний у вигляді металевої сітки, прикріпленої до рами, що розміщена над контейнером і з'єднана з ним з одного боку за допомогою шарнірного з'єднання, а з другої - фіксуючим пристосуванням, при цьому контейнер споряджений пружною прокладкою. Розкриваючи причинно-наслідковий зв'язок між суттєвими ознаками способу, що пропонується, та обладнання для його здійснення і технічним результатом, що досягається, необхідно відмітити таке. Виконання негативного електрода у вигляді металевої сітки з розміром вічка h´h і установлення відстані між негативним струмоводом і поверхнею деталі рівною l при h=(5-10)s і l=(2-8)s, де s товщина деталі, що обробляється, дозволить електричний розряд в рідині здійснювати не на деталь, а на розміщену поблизу неї сітку. Це з одного боку виключає появу припіків на поверхні деталі, з другого боку, обмежує амплітуду прогину деталі при відскоку її від дна контейнера після прикладання до неї ударного імпульсу, що виключає появу в деталі остаточної деформації, яка б знизила якість деталі або призвела до остаточного браку. Дія електричними розрядами в рідині з частотою до 50 Гц сприяє прикладенням до деталі ударних імпульсів з частотою, яка відповідає власній частоті коливань вигину деталі, що очищається, і крім того, здійснюється безперервна вібрація деталі, що очищається, тому що не встигають затухати коливання вигину від попереднього імпульсу як прикладається наступний імпульс. Таким чином, сукупність суттєвих ознак способу дозволить забезпечити високий ступінь очищення деталей при відсутності в них остаточних деформацій і припіків на поверхнях деталей. Суттєві ознаки обладнання, що пропонується, виконання негативного електрода у вигляді металевої сітки, прикріпленої до рами; розміщеної над контейнером і з'єднаної з ним з одного боку за допомогою шарнірного з'єднання, а з другого, фіксуючим пристосуванням, дозволить електричний розряд здійснювати на сітку і ударний імпульс, який створюється в результаті високовольтного розряду поблизу деталі, що обробляється, здійснює ефективне її очищення. При цьому виключається поява на поверхні деталі припіків від високовольтного розряду. Амплітуда прогину деталі при відскоку її від дна контейнера обмежується сіткою, що дозволить уникнути появи в деталях остаточних деформацій. Пружна прокладка між контейнером і деталлю дозволяє збільшити прогин деталі при накладенні на неї ударного імпульсу, що збільшує ефективність очищення деталі. Сукупність суттєвих ознак обладнання, що пропонується, дозволить забезпечити високий ступінь очищення деталей при відсутності в них оста точних деформацій і припіків на поверхнях деталей. Суть винаходу пояснюється кресленнями, де: - на фіг. 1 показана принципова електросхема пристрою для здійснення способу; - на фіг. 2 - поперечний переріз пристрою для електрогідравлічної очистки; - на фіг. 3 - переріз А-А пристрою для електрогідравлічної очистки. Спосіб здійснюють таким чином. Нежорстку пластинчату деталь поміщають в контейнер. Над поверхнею деталі на відстані l від неї розміщують негативний електрод, виконаний у вигляді сітки з розміром вічка h´h. Розмір вічка h і відстань l вибирають із співвідношення h=(5-10)s, l=(2-8)s, де s - товщина деталі, що обробляється. Мінімальне значення розміру вічка сітки h=5s обмежене з-за зниження ефективності очищення пластин, тому що при h50 Гц різко знижується ефективність кожного розряду з-за того, що не встигає відновити свої властивості рідина (вода) в зоні високовольтного розряду. Тривалість тільки першої пульсації парогазової порожнини при високовольтному розряді у відкритому об'ємі складає 10-12 мс. А таких пульсацій порожнини спостерігається не менше двох, тобто час існування парогазової порожнини складає 20 мс і більше (В.А Поздєєв, П.І. Царенко, Б.І. Бутаков, П.П. Малюшевський. Електророзрядні генератори пружних коливань, Київ, Наук. думка, 1985 - 176 с; див. стор. 127-128). Наступний розряд, який наступить в парогазовій порожнині, яка не затухла, буде мати значно меншу ефективність. Нижню границю значень частоти надходжень розрядів f min не обмежують, так як вона визначається власною частотою коливань вигину занурених в рідину деталей, які очищаються. Приклад здійснення способу електрогідравлічного очищення нежорсткої пластинчатої деталі. Як деталь, що обробляється, була взята пластина "Альфа-Лаваль" глиноземного виробництва. Плас 3 30508 тина має товщину s=1,2 мм, довжину і ширину відповідно 2000 і 800 мм. Вона виготовляється з нержавіючої сталі і має складний профіль гофру в обох взаємно перпендикулярних напрямках. Висота хвилі гофру складає »10 мм. Розрахунок власної частоти (f власн.пл.) коливань вигину пластини "Альфа-Лаваль" за залежностями у відповідності з роботами: Ландау Л.Д., Ліфшиць Є.М., Теорія пружності. - М: Наука, 1965 - 204 с. (стор. 150-151), Довідник з судової акустики під редакцією І.І. Клюєва і І.І. Боголєпова. - Л.: Судостроение, 1978. 422 с. (стор. 21-23), Міцність, стійкість, коливання. Довідник в трьох томах. Том 2. Під редакцією І.А. Біргера і Я.Г. Пановко, - М.: Машиностроение, 1968 - 464 с. (стор. 145-147) показав, що f власн.пл.=28 Гц. Однак, з урахуванням навколишньої води ця частота знижується »на 40%, таким чином f власн.пл.=20 Гц. Частоту надходження електричних розрядів установлюють 20 Гц. Зарядну напругу приймають рівною 50 кВ, а ємкість С конденсаторів - 0,5 мкФ. Розмір h вічка сітки приймають рівним 7,5s, тобто h=9 мм, а відстань l від сітки до деталі, що обробляється, - l=5s=6 мм. Обробка пластин "Альфа-Лаваль" з вказаними вище режимами привела до якісного очищення пластин (на 95-100%) від алюмосилікатних і залізистих відкладень. Обладнання для очищення нежорстких пластинчатих деталей складається: з високовольтного обладнання - генератора 1 імпульсних струмів (ГІС), до складу якого входять високовольтне блокування 2 для захисту від остаточної напруги на ємкісному накопичувачі, блок 3 захисту, система вентиляції розряднику 4, позитивний струмовод з електродом 5 і негативний струмовод 6, що подає потенціал на сітку 7, яку використовують як негативний електрод; з низьковольтного обладнання 8 для управління обладнанням; з технологічної частини, яка складається з бака 9, шламозбирача 10, платформи 11, каретки 12 переміщення позитивного електрода 5 по траверсі 13, контейнеру 14. Між контейнером 14 і деталлю 15, що обробляється, розміщена пружна прокладка 16. Сітка 7 прикріплена до рами 17 зварюванням або за допомогою скрутки з дроту. Рама 17 з'єднана з кон тейнером 14 з одного боку шарнірами 18 і з другого боку через кронштейни 19 і 20 фіксаторами 21. Рама 17 забезпечена ручками 22 для її повороту, а до контейнеру 14 прикріплені захвати 23 і 24 для його переміщення транспортними засобами. Бак 9 заповнений рідиною (наприклад водою з електричним опором >12,0 Ом´м). Обладнання для реалізації способу очищення працює таким чином. На платформу 11 установлюють контейнер 14 з пружною прокладкою 16, на яку викладають об'єкт 15 очищення - нежорстку пластинчату деталь. За ручки 22 повертають рамку 17 з сіткою 7 навколо осі шарнірів 18 і закріплюють її до контейнеру 14 фіксаторами 21. При цьому між сіткою 7 і деталлю 15, що обробляється, установлюють відстань l=(2-8)s, а розмір вічка h сітки 7 вибирають рівним h=(5-10)s, де s - товщина деталі, що обробляється. Платформу 11 опускають в бак 9 з водою 25. Механізм переміщення платформи 11 на кресленні не показаний. Перміщенням каретки 12 по траверсі 13 і переміщенням самої траверси 13 по поздовжнім направляючим бака 9, позитивний електрод установлюють в початкове положення - над одним з кутів деталі 15, що обробляється. Вмикають низьковольтне обладнання 8. При цьому замикаються контакти високовольтного блокування 2, блоку 3 захисту і системи вентиляції розряднику 4. Вмикають ГІС 1, на блоку управління (на кресленні не зображено) розряднику 4 виставляють частоту надходження розрядів до 50 Гц і подають імпульси управління на розрядник 4. По черзі переміщають позитивний електрод 5 відносно поверхні деталі 15, що очищається, вздовж і поперек її відповідно поздовжнім рухом траверси 13 і поперечним рухом каретки 12 по траверсі 13. Поперечна подача на кожний поздовжній прохід електрода 5 відносно деталі 15 не перевищує розмір зони ефективного очищення від кожного високовольтного розряду. Після очищення відключають ГІС 1 і низьковольтний блок 8. Піднімають платформу 11 з баку 9, за ручки 22 піднімають раму 17 з сіткою 7 і знімають деталь 15 з контейнеру 14. 4 30508 Фіг. 1 Фіг. 2 5 30508 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for electro-hydraulic clearing of non-rigid lamellar components
Автори англійськоюButakov Borys Ivanovych, Vaschilenko Vasyl Ivanovych, Meshyn Vitalii Veniaminovych, Kovalenko Yevhen Petrovych, Dovhaniuk Serhii Ivanovych, Vlasov Pavlo Yevhenovych, Kozin Kostiantyn Vasyliovych, Oleksandrov Viktor Mykhailovych, Velykorechanin Oleksandr Vasyliovych, Maltsev Anatolii Savatiiovych, Velihin Valerii Oleksandrovych, Onopchenko Oleksandr Serhiiovych
Назва патенту російськоюСпособ электрогидравлической очистки нежестких пластинчатых деталей и устройство для его осуществления
Автори російськоюБутаков Борис Иванович, Ващиленко Василий Иванович, Мешин Виталий Вениаминович, Коваленко Евгений Петрович, Довганюк Сергей Иванович, Власов Павел Евгеньевич, Козин Константин Васильевич, Александров Виктор Михайлович, Великоречанин Александр Васильевич, Мальцев Анатолий Савватиевич, Велигин Валерий Александрович, Онопченко Александр Сергеевич
МПК / Мітки
МПК: B22D 29/00
Мітки: нежорстких, пластинчатих, електрогідравлічної, деталей, пристрій, очистки, спосіб, здійснення
Код посилання
<a href="https://ua.patents.su/6-30508-sposib-elektrogidravlichno-ochistki-nezhorstkikh-plastinchatikh-detalejj-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрогідравлічної очістки нежорстких пластинчатих деталей та пристрій для його здійснення</a>
Спосіб електрогідравлічної очистки виробів та пристрій для його здійснення
Номер патенту: 1834
Опубліковано: 20.12.1994
Автори: Будак Валерій Дмитрович, Щокин Володимир Іванович, Голубенко Юрій Григорович, Гуйтур Василь Іванович, Бойченко Юрій Григорович, Свистунов Микола Васильович
МПК: B22D 29/00
Мітки: пристрій, здійснення, електрогідравлічної, виробів, очистки, спосіб
Формула / Реферат:
1. Способ электрогидравлической очистки изделий, преимущественно электровакуумных и электронно-оптических систем от неметаллических частей, включающий укладку систем в контейнер, размещение тоководов у их поверхности, погружение контейнера в рабочую жидкость и очистку воздействием электрогидравлических разрядов с одновременным перемещением токоподводов вдоль систем, отличающийся тем, что, с целью повышения эффективности и качества...
Спосіб шліфування та полірування деталей складної конфігурації та пристрій для його здійснення
Номер патенту: 6457
Опубліковано: 29.12.1994
Автори: Пісьман Лазар Ісаакович, Кац Леонід Соломонович, Каленський Едуард Борисович
МПК: B24B 7/00, B23Q 41/00
Мітки: конфігурації, полірування, складної, деталей, шліфування, пристрій, спосіб, здійснення
Формула / Реферат:
(57) 1. Способ шлифования и полирования деталей сложной конфигурации, заключающийся в загрузке деталей приспособления кругового транспортера и последовательной их обработке силовыми головками, расположенными вокруг транспортера, отличающийся тем, что сначала за один оборот транспортера обрабатывают одну группу поверхностей соответствующими силовыми головками, затем, на позиции загрузки, детали переустанавливают в другие приспособления и за...
Спосіб виготовлення деталей з прутка і пристрій для його здійснення
Номер патенту: 5614
Опубліковано: 28.12.1994
Автори: Сазонов Владімір Ніколаєвіч, Нестеров Дмитро Кузьмич, Стєпанов Владімір Андрєєвіч, Жученко Олександр Миколайович
МПК: B21D 35/00, B21D 22/02
Мітки: виготовлення, спосіб, деталей, прутка, пристрій, здійснення
Формула / Реферат:
(57) 1. Способ изготовления деталей из прутка в штампе путем последовательной гибки с передачей предварительно изогнутой заготовки на позицию окончательной гибки при обратном ходе подвижной плиты штампа, отличающийся тем, что на позиции предварительной гибки сперва отгибают концевые участки заготовки, затем, освободив их, гнут в обратном направлении среднюю часть, после чего, при зафиксированной средней части, гнут промежуточные участки...
Спосіб формування об’ємних ділянок деталей швейних виробів та пристрій для його здійснення
Номер патенту: 24163
Опубліковано: 07.07.1998
Автори: Білоус Світлана Викторівна, Беленікін Валерій Валерьянович, Березненко Микола Петрович, Березненко Сергій Миколайович
МПК: D06F 71/00
Мітки: об'ємних, ділянок, пристрій, спосіб, виробів, швейних, формування, деталей, здійснення
Формула / Реферат:
1. Способ формования объемных участков деталей швейных изделий, включающий размещение детали на выпуклом участке рабочей поверхности нижнего формирующего элемента, под верхним формирующим элементом, с последующим вибровоздействием на деталь с частотой 10 - 50Гц, отличающийся тем, что вибровоздействие на деталь осуществляют пульсирующим электромагнитным силовым полем со скважностью l = +(-)1 при мощности на верхнем формирующим элементе 100 -...
Установка для електрогідравлічної очистки деталей
Номер патенту: 7654
Опубліковано: 26.12.1995
Автори: Петрусенко Спартак Анатолійович, Завода Володимир Петрович, Федоренко Іван Іванович, Соломатін Євген Іванович
МПК: B08B 7/00
Мітки: електрогідравлічної, деталей, очистки, установка
Формула / Реферат:
Установка для электрогидравлической очистки деталей, содержащая ванну с вертикальными направляющими, электроды с механизмом их перемещения, генератор импульсных токов, горизонтальный ходовой путь с опускной секцией и грузовыми платформами, отличающаяся тем, что с целью повышения производительности, горизонтальный ходовой путь выполнен кольцевым, грузовые платформы равноудалены одна от другой и имеют поддоны для размещения очищаемых...
Попередній патент: Електролізер для переробки металевих відходів
Наступний патент: Електроліт для електрохімічного конденсатору подвійного шару
Випадковий патент: Спосіб роботи багатоциліндрової турбоустановки