Універсальний ливарно-прокатний стан
Номер патенту: 50818
Опубліковано: 15.11.2002
Автори: Ткаченко Олександр Павлович, Фаренбрух Альберт Володимирович, Мірошніченко Сергій Павлович, Рудь Володимир Павлович, Донченко Анатолій Григорович, Хейфец Григорій Рувимович, Шрамко Микола Карпович, Шестопалов Олександр Васильович, Работніков Петро Олександрович

Формула / Реферат
1. Універсальний ливарно-прокатний стан, який має ділянки відділення неперервного лиття заготовок, яке містить печі неперервного плавлення металу, міксери неперервного плавлення металу, машину неперервного лиття заготовок з кристалізатором, кліть обтискну, ножиці летючі, рольганги стана і транспортні рольганги, також ділянки стана гарячої прокатки, який містить піч для нагріву зливків, реверсивну кліть ДУО, рольганги стана та завантажувальні рольганги, охолоджувач прокату, машини листоправильну, що розкривається, зачисну та згортувальну, також ділянки заготовочно-чистового стана холодної прокатки, який містить листоукладач-розкладач, розмотувачі с завантажувальним обладанням і накопичувачами рулонів, які містяться у трьох рівнях, машини листоправильну та зачисну, моталки с розвантажувально-завантажувальним обладнанням та накопичувачами рулонів, які встановлені у двох рівнях, кліть робочу реверсивну "Кварто" з електрогідравлічним та електромеханічним приводами суміщених натискних пристроїв, центрувателем та змінною багатовалковою касетою, рольганги, ножиці гільйотинні та летючі, укладач листів, штаб та карт, машину для згортування штаб у рулони і накопичувач рулонів, який відрізняється тим, що має обладнання крокової поперечної передачі заготовок, яке виконане на основі важільно-ексцентрикового механізму і взаємодіє з рольгангами стана і транспортними рольгангами ділянок неперервного лиття заготовок, стана гарячої прокатки і охолоджувачем прокату, а листоукладач-розкладач має вакуумні присоски і змонтований співвісно з віссю заготовочно-чистового стана холодної прокатки послідовно з машинами листоправильною, зачисною та загортувальною.
2. Універсальний ливарно-прокатний стан за п. 1, який відрізняється тим, що летючі ножиці, які встановлені на ділянці неперервного лиття заготовок, оснащені системою управління регульованим електроприводом з двоканальними неперервно діючими автоматичними самонастроювальними системами неруйнівного контролю, відстежування та синхронізації швидкості безупорного дискретного мірного різання неперервно-виливної заготовки по довжині, перерізу та розваженню, які задаються програмою, забезпечення постійного контролю стану ножей і регулювання швидкості їх руху при різанні у функції швидкості руху неперервно-виливної заготовки на виході з кристалізатора і обтискувальної кліті з урахуванням параметрів різання мірної заготовки, а також системами лічення та урахування продукції з діагностикою роботи устаткування і технології.
3. Універсальний ливарно-прокатний стан за п. 1, який відрізняється тим, що він оснащений секціонованими з гідромеханічними пристроями розкриття та датчиками контролю температури прокату теплоізолюючими ковпаками, які змонтовані над рольгангами стана гарячої прокатки.
Текст
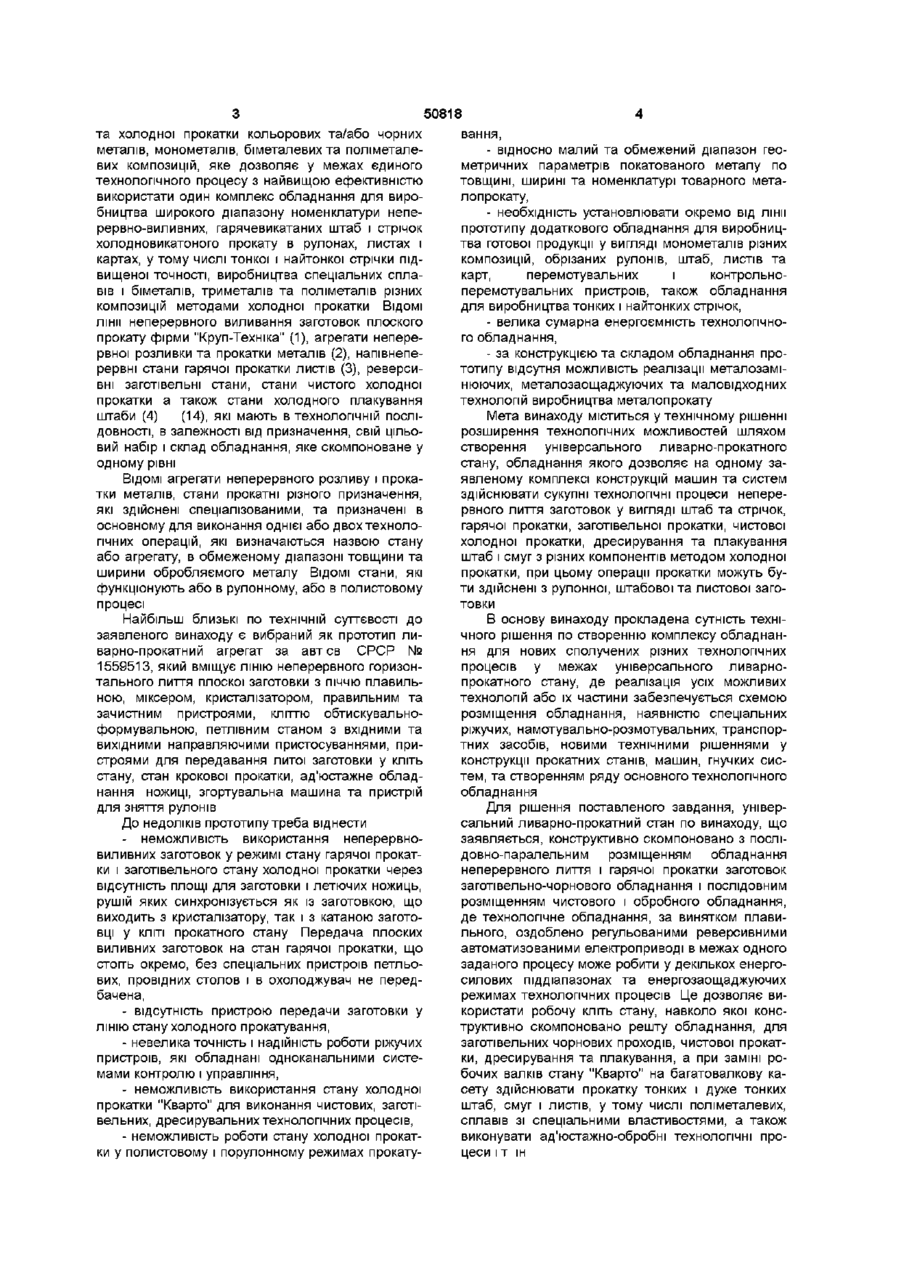
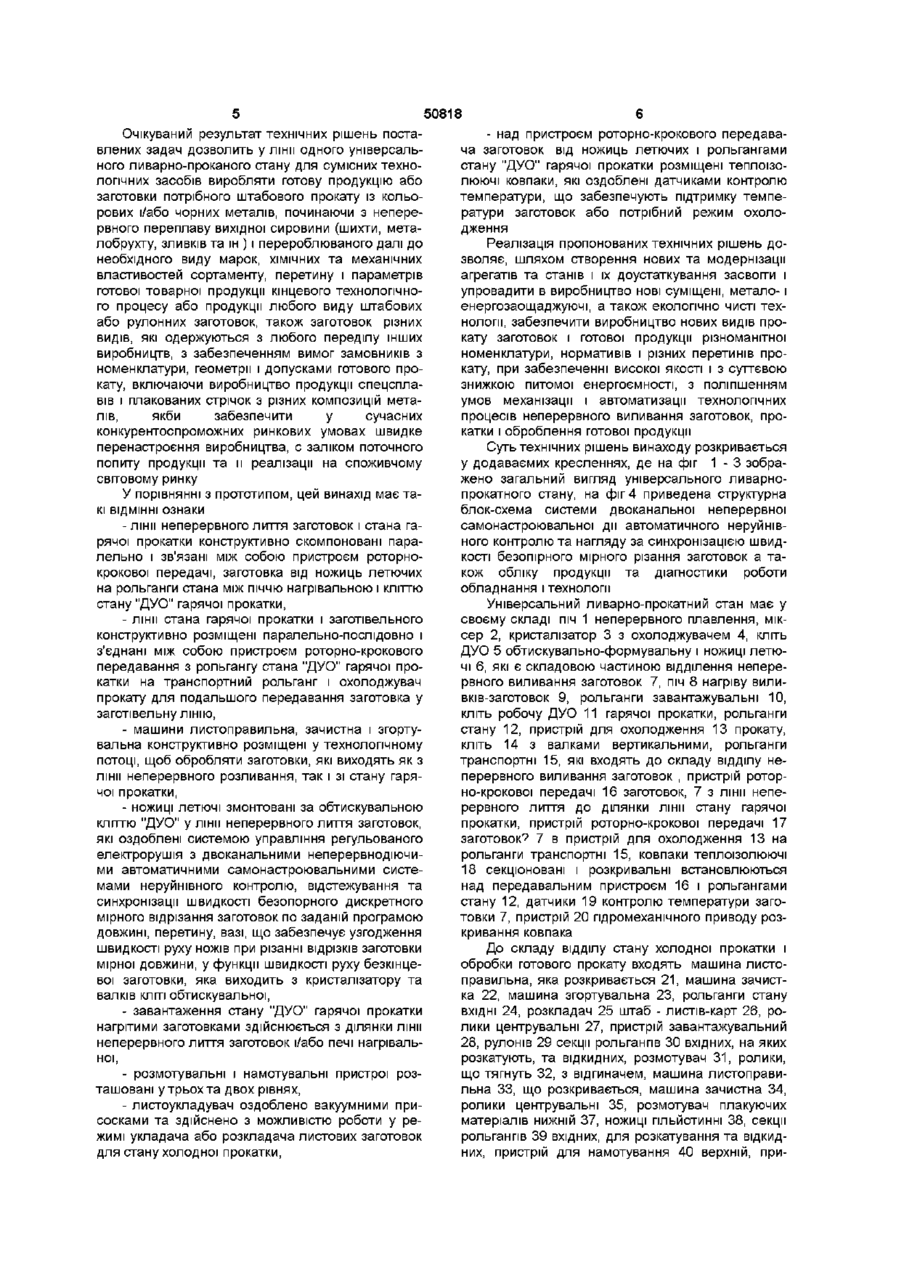
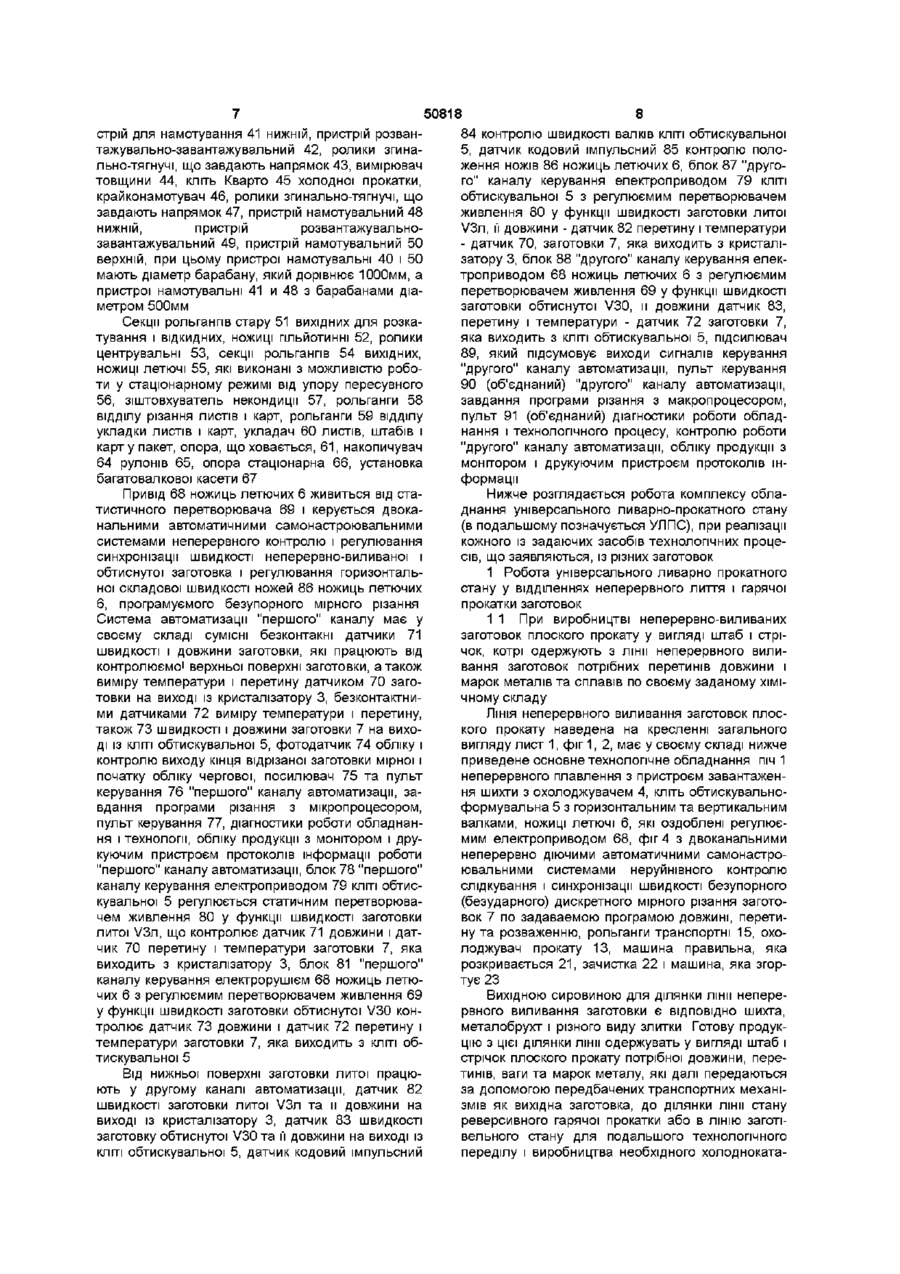
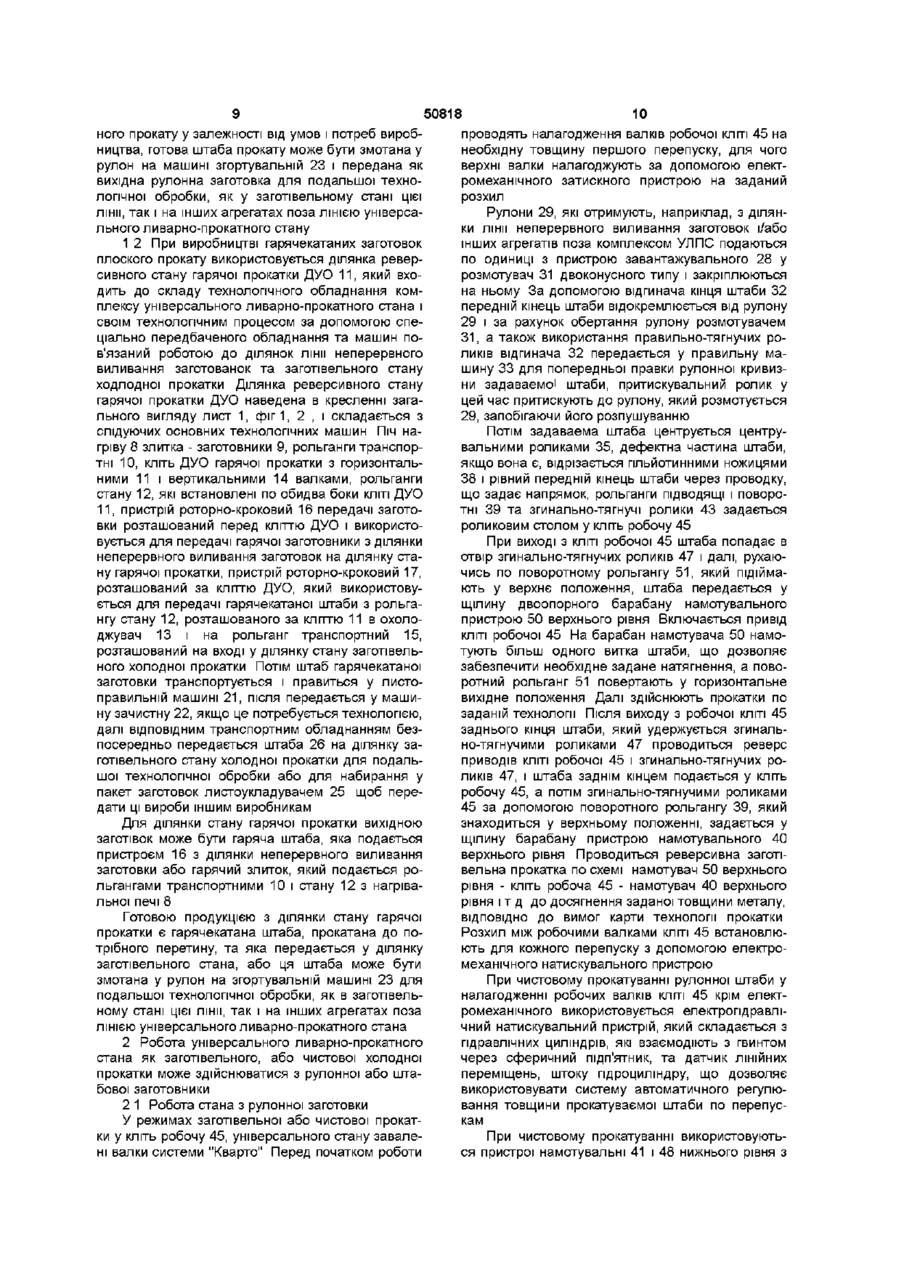
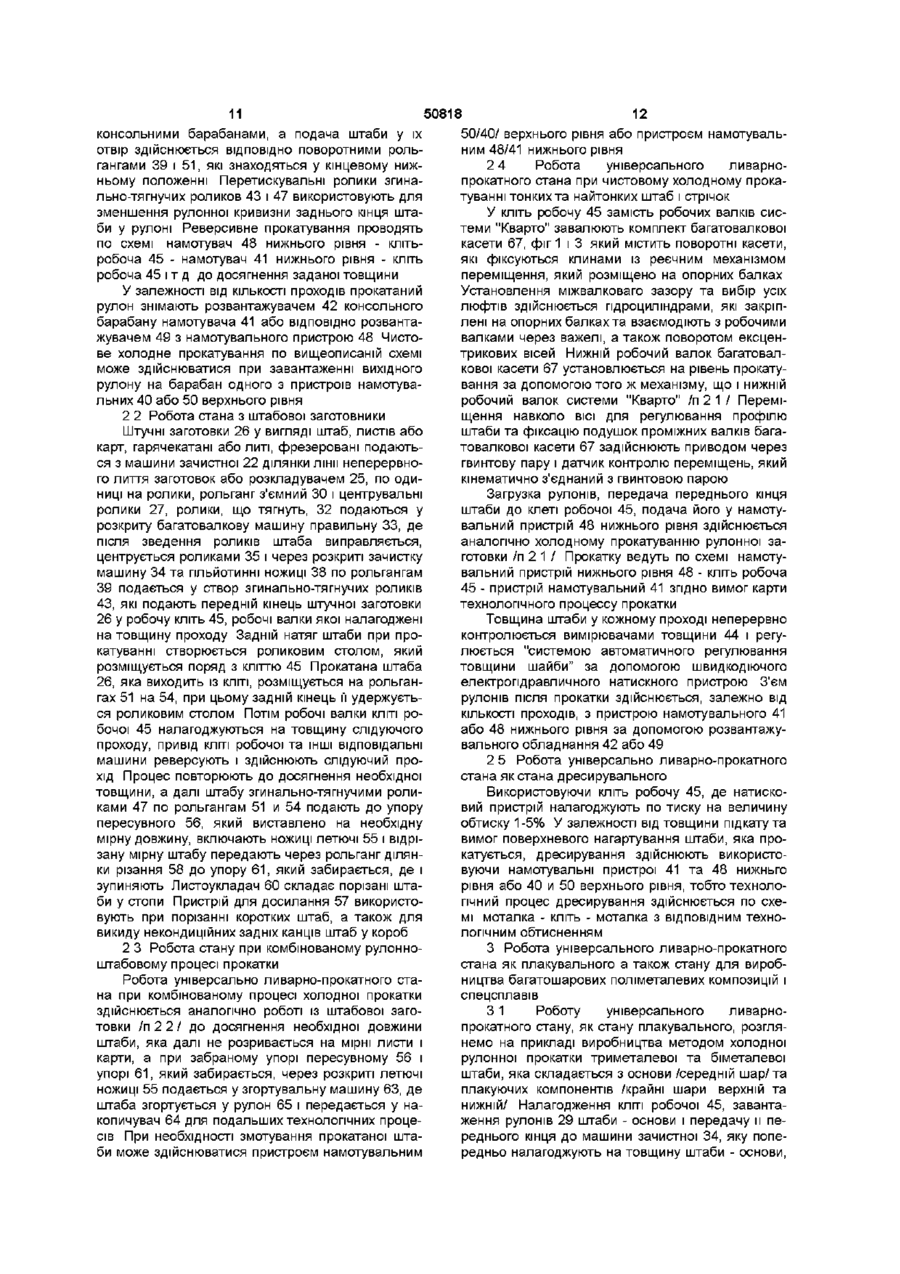
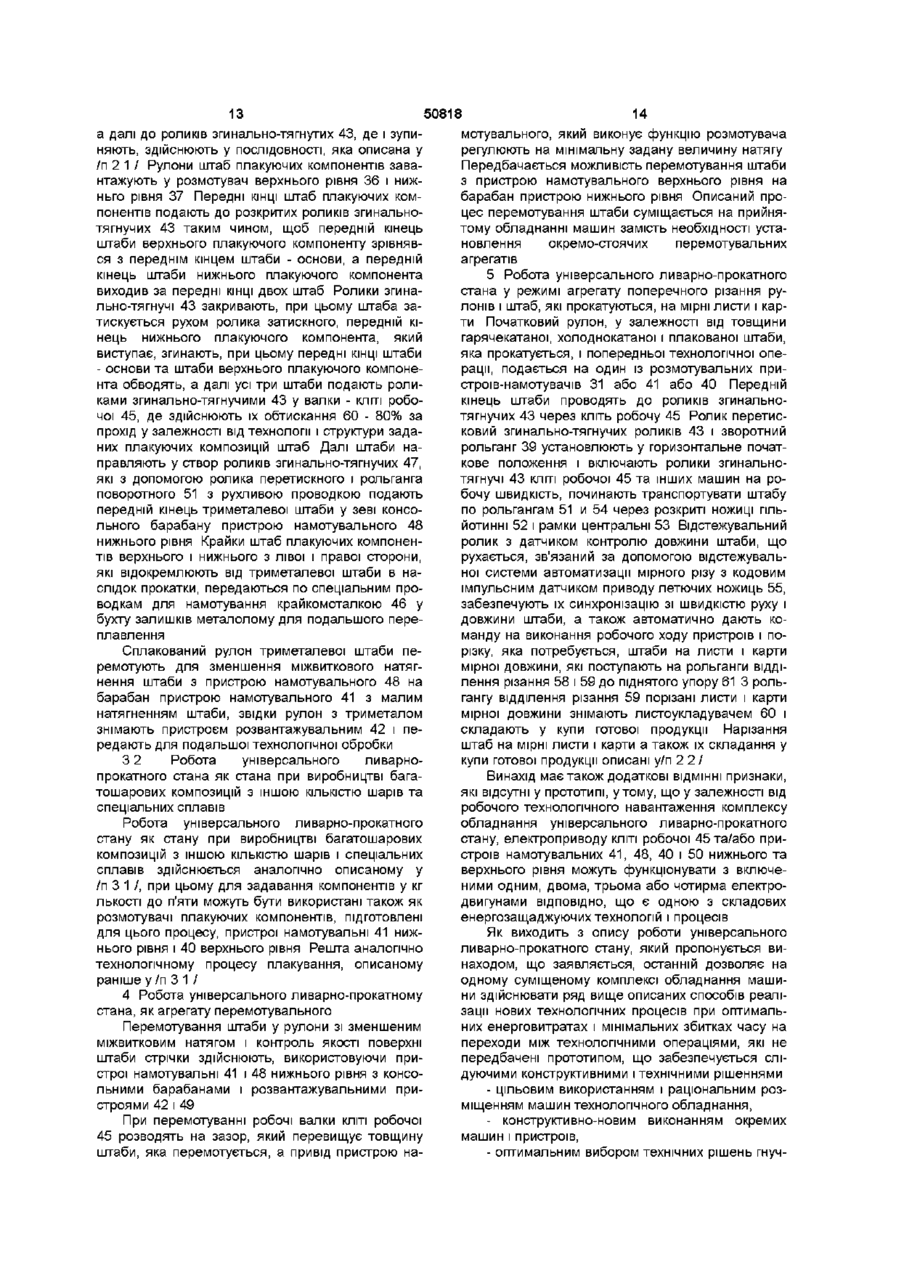
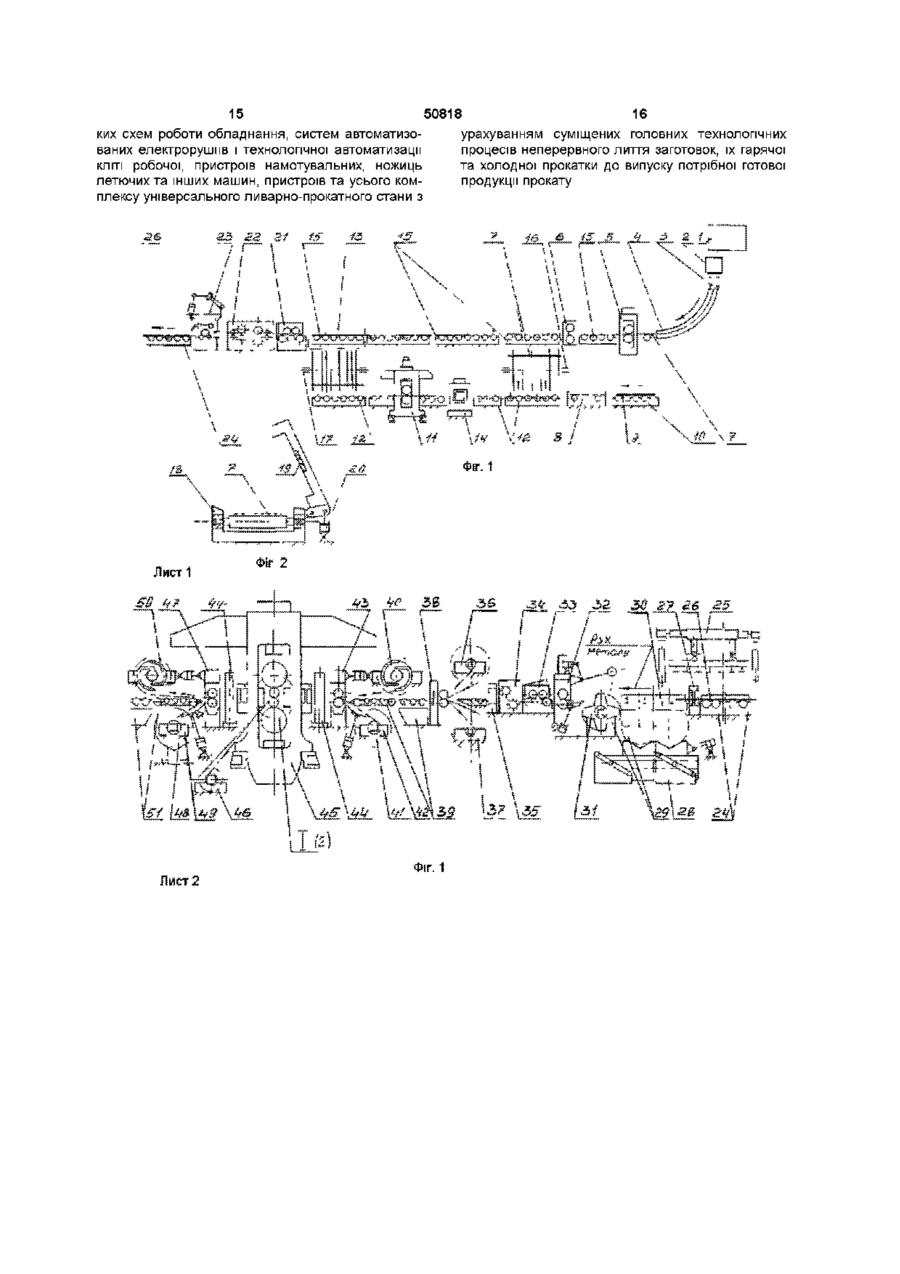
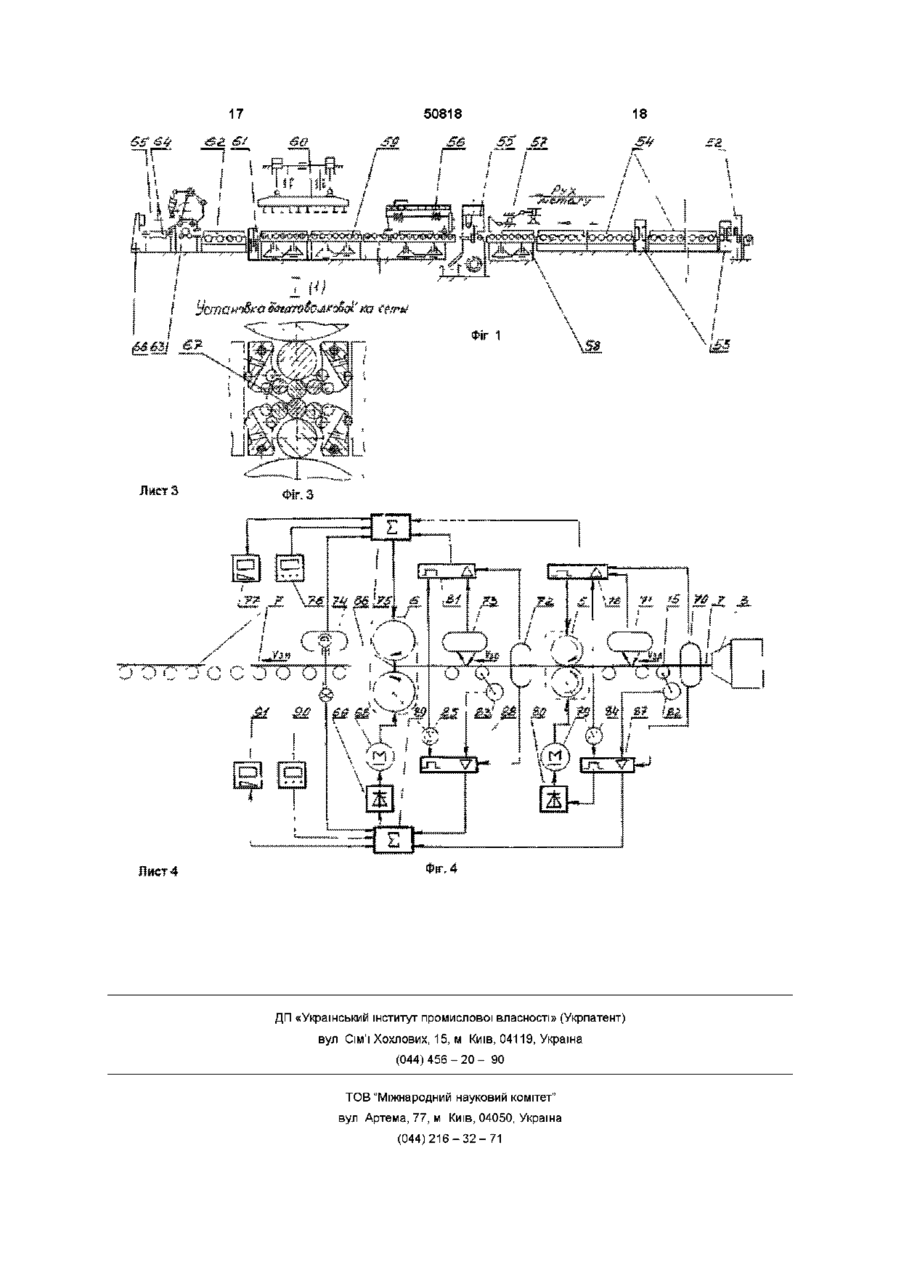
1 Універсальний ливарно-прокатний стан, який має ділянки відділення неперервного лиття заготовок, яке містить печі неперервного плавлення металу, міксери неперервного плавлення металу, машину неперервного лиття заготовок з кристалізатором, кліть обтискну, ножиці летючі, рольганги стана і транспортні рольганги, також ділянки стана гарячої прокатки, який містить піч для нагріву зливків, реверсивну кліть ДУО, рольганги стана та завантажувальні рольганги, охолоджувач прокату, машини листоправильну, що розкривається, зачисну та згортувальну, також ділянки заготовочно-чистового стана холодної прокатки, який містить листоукладач-розкладач, розмотувачі с завантажувальним обпаданням і накопичувачами рулонів, які містяться утрьох рівнях, машини листоправильну та зачисну, моталки с розвантажувально-завантажувальним обладнанням та накопичувачами рулонів, які встановлені у двох рівнях, кліть робочу реверсивну "Кварто" з електрогідравлічним та електромеханічним приводами суміщених натискних пристроїв, центрувателем та змінною багатовалковою касетою, рольганги, ножиці ГІЛЬЙОТИННІ та летючі, укладач листів, штаб та карт, машину для згортування штаб у рулони і накопичувач рулонів, який відрізняється тим, що має обладнання крокової поперечної передачі заготовок, яке виконане на основі важільно-ексцентрикового механізму і взаємодіє з рольгангами стана і транспортними рольгангами ділянок неперервного лиття заготовок, стана гарячої прокатки і охолоджувачем прокату, а листоукладач-розкладач має вакуумні присоски і змонтований СПІВВІСНО з віссю заготовочно-чистового стана холодної прокатки послідовно з машинами листоправильною, зачисноюта загортувальною 2 Універсальний ливарно-прокатний стан за п 1, який відрізняється тим, що летючі ножиці, які встановлені на ДІЛЯНЦІ неперервного лиття заготовок, оснащені системою управління регульованим електроприводом з двоканальними неперервно діючими автоматичними самонастроювальними системами неруйнівного контролю, відстежування та синхронізації швидкості безупорного дискретного мірного різання неперервно-виливної заготовки по довжині, перерізу та розваженню, які задаються програмою, забезпечення постійного контролю стану ножей і регулювання швидкості їх руху при різанні у функції швидкості руху неперервновиливної заготовки на виході з кристалізатора і обтискувальної КЛІТІ З урахуванням параметрів різання мірної заготовки, а також системами лічення та урахування продукції з діагностикою роботи устаткування і технології Винахід належить до металургійної галузі, зокрема до обладнання, яке об'єднує виробництво плоского прокату по технологи, яка включає випуск безперервної виливної плоскої заготовки гарячої 3 Універсальний ливарно-прокатний стан за п 1, який відрізняється тим, що він оснащений секціонованими з гідромеханічними пристроями розкриття та датчиками контролю температури прокату теплоізолюючими ковпаками, які змонтовані над рольгангами стана гарячої прокатки О 00 00 о ю 50818 та холодної прокатки кольорових та/або чорних металів, монометалів, біметалевих та поліметалевих композицій, яке дозволяє у межах єдиного технологічного процесу з найвищою ефективністю використати один комплекс обладнання для виробництва широкого діапазону номенклатури неперервно-виливних, гарячевикатаних штаб і стрічок холодновикатоного прокату в рулонах, листах і картах, у тому числі тонкої і найтонкої стрічки підвищеної точності, виробництва спеціальних сплавів і біметалів, триметалів та поліметалів різних композицій методами холодної прокатки ВІДОМІ ЛІНІЇ неперервного виливання заготовок плоского прокату фірми "Круп-Техніка" (1), агрегати неперервної розливки та прокатки металів (2), напівнеперервні стани гарячої прокатки листів (3), реверсивні заготівельні стани, стани чистого холодної прокатки а також стани холодного плакування штаби (4) (14), які мають в технологічній ПОСЛІДОВНОСТІ, в залежності від призначення, свій цільовий набір і склад обладнання, яке скомпоноване у одному рівні ВІДОМІ агрегати неперервного розливу і прокатки металів, стани прокатні різного призначення, які здійснені спеціалізованими, та призначені в основному для виконання однієї або двох технологічних операцій, які визначаються назвою стану або агрегату, в обмеженому діапазоні товщини та ширини обробляємого металу ВІДОМІ стани, які функціонують або в рулонному, або в полистовому процесі Найбільш близькі по технічній суттєвості до заявленого винаходу є вибраний як прототип ливарно-прокатний агрегат за авт св СРСР № 1559513, який вміщує ЛІНІЮ неперервного горизонтального лиття плоскої заготовки з піччю плавильною, міксером, кристалізатором, правильним та зачистним пристроями, кліттю обтискувальноформувальною, петлівним станом з вхідними та вихідними направляючими пристосуваннями, пристроями для передавання литої заготовки у кліть стану, стан крокової прокатки, ад'юстажне обладнання ножиці, згортувальна машина та пристрій для зняття рулонів До недоліків прототипу треба віднести - неможливість використання неперервновиливних заготовок у режимі стану гарячої прокатки і заготівельного стану холодної прокатки через відсутність площі для заготовки і летючих ножиць, рушій яких синхронізується як із заготовкою, що виходить з кристалізатору, так і з катаною заготовці у КЛІТІ прокатного стану Передача плоских виливних заготовок на стан гарячої прокатки, що стоїть окремо, без спеціальних пристроїв петльових, провідних столов і в охолоджувач не передбачена, - відсутність пристрою передачи заготовки у ЛІНІЮ стану холодного прокатування, - невелика точність і надійність роботи ріжучих пристроїв, які обладнані одноканальними системами контролю і управління, - неможливість використання стану холодної прокатки "Кварто" для виконання чистових, заготівельних, дресирувальних технологічних процесів, - неможливість роботи стану холодної прокатки у полистовому і порулонному режимах прокату вання, - відносно малий та обмежений діапазон геометричних параметрів покатованого металу по товщині, ширині та номенклатурі товарного металопрокату, - необхідність установлювати окремо від лінії прототипу додаткового обладнання для виробництва готової продукції у вигляді монометалів різних композицій, обрізаних рулонів, штаб, листів та карт, перемотувальних і контрольноперемотувальних пристроїв, також обладнання для виробництва тонких і найтонких стрічок, - велика сумарна енергоємність технологічного обладнання, - за конструкцією та складом обладнання прототипу відсутня можливість реалізації металозамінюючих, металозаощаджуючих та маловідходних технологій виробництва металопрокату Мета винаходу міститься у технічному рішенні розширення технологічних можливостей шляхом створення універсального ливарно-прокатного стану, обладнання якого дозволяє на одному заявленому комплексі конструкцій машин та систем здійснювати сукупні технологічні процеси неперервного лиття заготовок у вигляді штаб та стрічок, гарячої прокатки, заготівельної прокатки, чистової холодної прокатки, дресирування та плакування штаб і смуг з різних компонентів методом холодної прокатки, при цьому операції прокатки можуть бути здійснені з рулонної, штабової та листової заготовки В основу винаходу прокладена сутність технічного рішення по створенню комплексу обладнання для нових сполучених різних технологічних процесів у межах універсального ливарнопрокатного стану, де реалізація усіх можливих технологій або їх частини забезпечується схемою розміщення обладнання, наявністю спеціальних ріжучих, намотувально-розмотувальних, транспортних засобів, новими технічними рішеннями у конструкції прокатних станів, машин, гнучких систем, та створенням ряду основного технологічного обладнання Для рішення поставленого завдання, універсальний ливарно-прокатний стан по винаходу, що заявляється, конструктивно скомпоновано з послідовно-паралельним розміщенням обладнання неперервного лиття і гарячої прокатки заготовок заготівельно-чорнового обладнання і послідовним розміщенням чистового і обробного обладнання, де технологічне обладнання, за винятком плавильного, оздоблено регульованими реверсивними автоматизованими електроприводі в межах одного заданого процесу може робити у декількох енергосилових піддіапазонах та енергозаощаджуючих режимах технологічних процесів Це дозволяє використати робочу кліть стану, навколо якої конструктивно скомпоновано решту обладнання, для заготівельних чорнових проходів, чистової прокатки, дресирування та плакування, а при заміні робочих валків стану "Кварто" на багатовалкову касету здійснювати прокатку тонких і дуже тонких штаб, смуг і листів, у тому числі поліметалевих, сплавів зі спеціальними властивостями, а також виконувати ад'юстажно-обробні технологічні процеси і т ш 50818 Очікуваний результат технічних рішень поставлених задач дозволить у лінії одного універсального ливарно-проканого стану для сумісних технологічних засобів виробляти готову продукцію або заготовки потрібного штабового прокату із кольорових і/або чорних металів, починаючи з неперервного переплаву вихідної сировини (шихти, металобрухту, зливків та ш ) і перероблюваного далі до необхідного виду марок, ХІМІЧНИХ та механічних властивостей сортаменту, перетину і параметрів готової товарної продукції кінцевого технологічного процесу або продукції любого виду штабових або рулонних заготовок, також заготовок різних видів, які одержуються з любого переділу інших виробництв, з забезпеченням вимог замовників з номенклатури, геометрії і допусками готового прокату, включаючи виробництво продукції спецсплавів і плакованих стрічок з різних композицій металів, якби забезпечити у сучасних конкурентоспроможних ринкових умовах швидке перенастроєння виробництва, с заліком поточного попиту продукції та и реалізації на споживчому світовому ринку У порівнянні з прототипом, цей винахід має такі ВІДМІННІ ознаки - лінії неперервного лиття заготовок і стана гарячої прокатки конструктивно скомпоновані паралельно і зв'язані між собою пристроєм роторнокрокової передачі, заготовка від ножиць летючих на рольганги стана між піччю нагрівальною і кліттю стану "ДУО" гарячої прокатки, - лінії стана гарячої прокатки і заготівельного конструктивно розміщені паралельно-послідовно і з'єднані між собою пристроєм ротор но-крокового передавання з рольгангу стана "ДУО" гарячої прокатки на транспортний рольганг і охолоджувач прокату для подальшого передавання заготовка у заготівельну ЛІНІЮ, - машини листоправильна, зачистна і згортувальна конструктивно розміщені у технологічному потоці, щоб обробляти заготовки, які виходять як з лінії неперервного розливання, так і зі стану гарячої прокатки, - ножиці летючі змонтовані за обтискувальною кліттю "ДУО" у лінії неперервного лиття заготовок, які оздоблені системою управління регульованого електрорушія з двоканальними неперервнодіючими автоматичними самонастроювальними системами неруйнівного контролю, відстежування та синхронізації швидкості безопорного дискретного мірного відрізання заготовок по заданій програмою довжині, перетину, вазі, що забезпечує узгодження швидкості руху ножів при різанні відрізків заготовки мірної довжини, у функції швидкості руху безкінцевоі заготовки, яка виходить з кристалізатору та валків КЛІТІ обтискувальної, - завантаження стану "ДУО" гарячої прокатки нагрітими заготовками здійснюється з ділянки лінії неперервного лиття заготовок і/або печі нагрівальної, - розмотувальні і намотувальні пристрої розташовані у трьох та двох рівнях, - листоукладувач оздоблено вакуумними присосками та здійснено з можливістю роботи у режимі укладача або розкладача листових заготовок для стану холодної прокатки, - над пристроєм ротор но-крокового передавача заготовок від ножиць летючих і рольгангами стану "ДУО" гарячої прокатки розміщені теплоізолюючі ковпаки, які оздоблені датчиками контролю температури, що забезпечують підтримку температури заготовок або потрібний режим охолодження Реалізація пропонованих технічних рішень дозволяє, шляхом створення нових та модернізації агрегатів та станів і їх доустаткування засвоїти і упровадити в виробництво нові суміщені, метало-1 енергозаощаджуючі, а також екологічно чисті технологи, забезпечити виробництво нових видів прокату заготовок і готової продукції різноманітної номенклатури, нормативів і різних перетинів прокату, при забезпеченні високої якості і з суттєвою знижкою питомої енергоємності, з поліпшенням умов механізації і автоматизації технологічних процесів неперервного виливання заготовок, прокатки і оброблення готової продукції Суть технічних рішень винаходу розкривається у додаваємих кресленнях, де на фіг 1 - 3 зображено загальний вигляд універсального ливарнопрокатного стану, на фіг 4 приведена структурна блок-схема системи двоканальної неперервної самонастроювальної дії автоматичного неруйнівного контролю та нагляду за синхронізацією швидкості безопірного мірного різання заготовок а також обліку продукції та діагностики роботи обладнання і технології Універсальний ливарно-прокатний стан має у своєму складі піч 1 неперервного плавлення, міксер 2, кристалізатор 3 з охолоджувачем 4, кліть ДУО 5 обтискувально-формувальну і ножиці летючі 6, які є складовою частиною відділення неперервного виливання заготовок 7, піч 8 нагріву виливків-заготовок 9, рольганги завантажувальні 10, кліть робочу ДУО 11 гарячої прокатки, рольганги стану 12, пристрій для охолодження 13 прокату, кліть 14 з валками вертикальними, рольганги транспортні 15, які входять до складу відділу неперервного виливання заготовок , пристрій роторно-крокової передачі 16 заготовок, 7 з лінії неперервного лиття до ділянки лінії стану гарячої прокатки, пристрій ротор но-кроково і передачі 17 заготовок'? 7 в пристрій для охолодження 13 на рольганги транспортні 15, ковпаки теплоізолюючі 18 секцюновані і розкривальні встановлюються над передавальним пристроєм 16 і рольгангами стану 12, датчики 19 контролю температури заготовки 7, пристрій 20 гідромеханічного приводу розкривання ковпака До складу відділу стану холодної прокатки і обробки готового прокату входять машина листоправильна, яка розкривається 21, машина зачистка 22, машина згортувальна 23, рольганги стану ВХІДНІ 24, розкладач 25 штаб - листів-карт 26, ролики центрувальні 27, пристрій завантажувальний 28, рулонів 29 секції рольгангів ЗО вхідних, на яких розкатують, та відкидних, розмотувач 31, ролики, що тягнуть 32, з відгиначем, машина листоправильна 33, що розкривається, машина зачистна 34, ролики центрувальні 35, розмотувач плакуючих матеріалів нижній 37, ножиці ГІЛЬЙОТИННІ 38, секції рольгангів 39 вхідних, для розкатування та відкидних, пристрій для намотування 40 верхній, при 50818 стрій для намотування 41 нижній, пристрій розвантажувально-завантажувальний 42, ролики згинально-тягнучі, що завдають напрямок 43, вимірювач товщини 44, кліть Кварто 45 холодної прокатки, крайконамотувач 46, ролики згинально-тягнучі, що завдають напрямок 47, пристрій намотувальний 48 нижній, пристрій розвантажувальнозавантажувальний 49, пристрій намотувальний 50 верхній, при цьому пристрої намотувальні 40 і 50 мають діаметр барабану, який дорівнює 1000мм, а пристрої намотувальні 41 и 48 з барабанами діаметром 500мм Секції рольгангів стару 51 вихідних для розкатування і відкидних, ножиці ГІЛЬЙОТИННІ 52, ролики центрувальні 53, секції рольгангів 54 вихідних, ножиці летючі 55, які виконані з можливістю роботи у стаціонарному режимі від упору пересувного 56, зіштовхуватель некондицм 57, рольганги 58 відділу різання листів і карт, рольганги 59 відділу укладки листів і карт, укладач 60 листів, штабів і карт у пакет, опора, що ховається, 61, накопичувач 64 рулонів 65, опора стаціонарна 66, установка багатовалкової касети 67 Привід 68 ножиць летючих 6 живиться від статистичного перетворювача 69 і керується двоканальними автоматичними самонастроювальними системами неперервного контролю і регулювання синхронізації швидкості неперервно-виливаної і обтиснутої заготовка і регулювання горизонтальної складової швидкості ножей 86 ножиць летючих 6, програмуємого безупорного мірного різання Система автоматизації "першого" каналу має у своєму складі сумісні безконтакні датчики 71 швидкості і довжини заготовки, які працюють від контролюємо! верхньої поверхні заготовки, а також виміру температури і перетину датчиком 70 заготовки на виході із кристалізатору 3, безконтактними датчиками 72 виміру температури і перетину, також 73 швидкості і довжини заготовки 7 на виході із КЛІТІ обтискувальної 5, фотодатчик 74 обліку і контролю виходу кінця відрізаної заготовки мірної і початку обліку чергової, посилювач 75 та пульт керування 76 "першого" каналу автоматизації, завдання програми різання з мікропроцесором, пульт керування 77, діагностики роботи обладнання і технологи, обліку продукції з монітором і друкуючим пристроєм протоколів інформації роботи "першого" каналу автоматизації, блок 78 "першого" каналу керування електроприводом 79 КЛІТІ обтискувальної 5 регулюється статичним перетворювачем живлення 80 у функції швидкості заготовки литої \/Зл, що контролює датчик 71 довжини і датчик 70 перетину і температури заготовки 7, яка виходить з кристалізатору 3, блок 81 "першого" каналу керування електрорушієм 68 ножиць летючих 6 з регулюємим перетворювачем живлення 69 у функції швидкості заготовки обтиснутої V30 контролює датчик 73 довжини і датчик 72 перетину і температури заготовки 7, яка виходить з КЛІТІ обтискувальної 5 Від нижньої поверхні заготовки литої працюють у другому каналі автоматизації, датчик 82 швидкості заготовки литої \/Зл та и довжини на виході із кристалізатору 3, датчик 83 швидкості заготовку обтиснутої V30 та її довжини на виході із КЛІТІ обтискувальної 5, датчик кодовий імпульсний 8 84 контролю швидкості валків КЛІТІ обтискувальної 5, датчик кодовий імпульсний 85 контролю положення ножів 86 ножиць летючих 6, блок 87 "другого" каналу керування електроприводом 79 КЛІТІ обтискувальної 5 з регулюємим перетворювачем живлення 80 у функції швидкості заготовки литої \/Зл, її довжини - датчик 82 перетину і температури - датчик 70, заготовки 7, яка виходить з кристалізатору 3, блок 88 "другого" каналу керування електроприводом 68 ножиць летючих 6 з регулюємим перетворювачем живлення 69 у функції швидкості заготовки обтиснутої V30, и довжини датчик 83, перетину і температури - датчик 72 заготовки 7, яка виходить з КЛІТІ обтискувальної 5, підсилювач 89, який підсумовує виходи сигналів керування "другого" каналу автоматизації, пульт керування 90 (об'єднаний) "другого" каналу автоматизації, завдання програми різання з макропроцесором, пульт 91 (об'єднаний) діагностики роботи обладнання і технологічного процесу, контролю роботи "другого" каналу автоматизації, обліку продукції з монітором і друкуючим пристроєм протоколів інформації Нижче розглядається робота комплексу обладнання універсального ливарно-прокатного стану (в подальшому позначується УЛПС), при реалізації кожного із задаючих засобів технологічних процесів, що заявляються, із різних заготовок I Робота універсального ливарно прокатного стану у відділеннях неперервного лиття і гарячої прокатки заготовок II При виробництві неперервно-виливаних заготовок плоского прокату у вигляді штаб і стрічок, котрі одержують з лінії неперервного виливання заготовок потрібних перетинів довжини і марок металів та сплавів по своєму заданому хімічному складу ЛІНІЯ неперервного виливання заготовок плоского прокату наведена на кресленні загального вигляду лист 1, фіг 1, 2, має у своєму складі нижче приведене основне технологічне обладнання піч 1 неперервного плавлення з пристроєм завантаження шихти з охолоджувачем 4, кліть обтис кувальноформувальна 5 з горизонтальним та вертикальним валками, ножиці летючі 6, які оздоблені регулюємим електроприводом 68, фіг 4 з двоканальними неперервно діючими автоматичними самонастроювальними системами неруйнівного контролю слідкування і синхронізації швидкості безупорного (безударного) дискретного мірного різання заготовок 7 по задаваемою програмою довжині, перетину та розваженню, рольганги транспортні 15, охолоджувач прокату 13, машина правильна, яка розкривається 21, зачистка 22 і машина, яка згортує23 Вихідною сировиною для ділянки лінії неперервного виливання заготовки є ВІДПОВІДНО шихта, металобрухт і різного виду злитки Готову продукцію з цієї ділянки лінії одержувать у вигляді штаб і стрічок плоского прокату потрібної довжини, перетинів, ваги та марок металу, які далі передаються за допомогою передбачених транспортних механізмів як вихідна заготовка, до ділянки лінії стану реверсивного гарячої прокатки або в ЛІНІЮ заготівельного стану для подальшого технологічного переділу і виробництва необхідного холодноката 50818 10 ного прокату у залежності від умов і потреб виробпроводять налагодження валків робочої КЛІТІ 45 на ництва, готова штаба прокату може бути змотана у необхідну товщину першого перепуску, для чого рулон на машині згортувальній 23 і передана як верхні валки налагоджують за допомогою електвихідна рулонна заготовка для подальшої техноромеханічного затискного пристрою на заданий логічної обробки, як у заготівельному стані цієї розхил лінії, так і на інших агрегатах поза ЛІНІЄЮ універсаРулони 29, які отримують, наприклад, з ділянльного ливарно-прокатного стану ки лінії неперервного виливання заготовок і/або інших агрегатів поза комплексом УЛПС подаються 1 2 При виробництві гарячекатаних заготовок по одиниці з пристрою завантажувального 28 у плоского прокату використовується ділянка реверрозмотувач 31 двоконусного типу і закріплюються сивного стану гарячої прокатки ДУО 11, який вхона ньому За допомогою відгинача кінця штаби 32 дить до складу технологічного обладнання компередній кінець штаби відокремлюється від рулону плексу універсального ливарно-прокатного стана і 29 і за рахунок обертання рулону розмотувачем своїм технологічним процесом за допомогою спе31, а також використання правильно-тягнучих роціально передбаченого обладнання та машин поликів відгинача 32 передається у правильну мав'язаний роботою до ділянок лінії неперервного шину 33 для попередньої правки рулонної кривизвиливання заготованок та заготівельного стану ни задаваемо! штаби, притискувальний ролик у ходлодної прокатки Ділянка реверсивного стану цей час притискують до рулону, який розмотується гарячої прокатки ДУО наведена в кресленні зага29, запобігаючи його розпушуванню льного вигляду лист 1, фіг1, 2 , і складається з слідуючих основних технологічних машин Піч наПотім задаваема штаба центрується центругріву 8 злитка - заготовники 9, рольганги транспорвальними роликами 35, дефектна частина штаби, тні 10, кліть ДУО гарячої прокатки з горизонтальякщо вона є, відрізається гільйотинними ножицями ними 11 і вертикальними 14 валками, рольганги 38 і рівний передній кінець штаби через проводку, стану 12, які встановлені по обидва боки КЛІТІ ДУО що задає напрямок, рольганги ПІДВОДЯЩІ і поворо11, пристрій роторно-кроковий 16 передачі загототні 39 та згинально-тягнучі ролики 43 задається вки розташований перед кліттю ДУО і використороликовим столом у кліть робочу 45 вується для передачі гарячої заготовники з ділянки При виході з КЛІТІ робочої 45 штаба попадає в неперервного виливання заготовок на ділянку стаотвір згинально-тягнучих роликів 47 і далі, рухаюну гарячої прокатки, пристрій роторно-кроковий 17, чись по поворотному рольгангу 51, який підіймарозташований за кліттю ДУО, який використовують у верхнє положення, штаба передається у ється для передачі гарячекатаної штаби з рольгащілину двоопорного барабану намотувального нгу стану 12, розташованого за кліттю 11 в охолопристрою 50 верхнього рівня Включається привід джувач 13 і на рольганг транспортний 15, КЛІТІ робочої 45 На барабан намотувача 50 наморозташований на вході у ділянку стану заготівельтують більш одного витка штаби, що дозволяє ного холодної прокатки Потім штаб гарячекатаної забезпечити необхідне задане натягнення, а повозаготовки транспортується і правиться у листоротний рольганг 51 повертають у горизонтальне правильній машині 21, після передається у машивихідне положення Далі здійснюють прокатки по ну зачистну 22, якщо це потребується технологією, заданій технології Після виходу з робочої КЛІТІ 45 далі ВІДПОВІДНИМ транспортним обладнанням беззаднього кінця штаби, який удержується згинальпосередньо передається штаба 26 на ділянку зано-тягнучими роликами 47 проводиться реверс готівельного стану холодної прокатки для подальприводів КЛІТІ робочої 45 і згинально-тягнучих рошої технологічної обробки або для набирання у ликів 47, і штаба заднім кінцем подається у кліть пакет заготовок листоукладувачем 25 щоб переробочу 45, а потім згинально-тягнучими роликами дати ці вироби іншим виробникам 45 за допомогою поворотного рольгангу 39, який знаходиться у верхньому положенні, задається у Для ділянки стану гарячої прокатки вихідною щілину барабану пристрою намотувального 40 заготівок може бути гаряча штаба, яка подається верхнього рівня Проводиться реверсивна заготіпристроєм 16 з ділянки неперервного виливання вельна прокатка по схемі намотувач 50 верхнього заготовки або гарячий злиток, який подається рорівня - кліть робоча 45 - намотувач 40 верхнього льгангами транспортними 10 і стану 12 з нагріварівня і т д до досягнення заданої товщини металу, льної печі 8 ВІДПОВІДНО до вимог карти технології прокатки Готовою продукцією з ділянки стану гарячої Розхил між робочими валками КЛІТІ 45 встановлюпрокатки є гарячекатана штаба, прокатана до поють для кожного перепуску з допомогою електротрібного перетину, та яка передається у ділянку механічного натискувального пристрою заготівельного стана, або ця штаба може бути змотана у рулон на згортувальній машині 23 для При чистовому прокатуванні рулонної штаби у подальшої технологічної обробки, як в заготівельналагодженні робочих валків КЛІТІ 45 крім електному стані цієї лінії, так і на інших агрегатах поза ромеханічного використовується електрогідравліЛІНІЄЮ універсального ливарно-прокатного стана чний натискувальний пристрій, який складається з гідравлічних циліндрів, які взаємодіють з гвинтом 2 Робота універсального ливарно-прокатного через сферичний підп'ятник, та датчик ЛІНІЙНИХ стана як заготівельного, або чистової холодної переміщень, штоку гідроциліндру, що дозволяє прокатки може здійснюватися з рулонної або штавикористовувати систему автоматичного регулюбової заготовники вання товщини прокатуваємої штаби по перепус2 1 Робота стана з рулонної заготовки кам У режимах заготівельної або чистової прокатки у кліть робочу 45, універсального стану завалеПри чистовому прокатуванні використовуютьні валки системи "Кварто" Перед початком роботи ся пристрої намотувальні 41 і 48 нижнього рівня з 12 11 50818 консольними барабанами, а подача штаби у їх 50/40/ верхнього рівня або пристроєм намотувальотвір здійснюється ВІДПОВІДНО поворотними рольним 48/41 нижнього рівня гангами 39 і 51, які знаходяться у кінцевому ниж24 Робота універсального ливарноньому положенні Перетискувальні ролики згинапрокатного стана при чистовому холодному прокально-тягнучих роликов 43 і 47 використовують для туванні тонких та найтонких штаб і стрічок зменшення рулонної кривизни заднього кінця штаУ кліть робочу 45 замість робочих валків сисби у рулоні Реверсивне прокатування проводять теми "Кварто" завалюють комплект багатовалкової по схемі намотувач 48 нижнього рівня - клітькасети 67, фіг 1 і 3 який містить поворотні касети, робоча 45 - намотувач 41 нижнього рівня - кліть які фіксуються кпинами із реєчним механізмом робоча 45 і т д до досягнення заданої товщини переміщення, який розміщено на опорних балках Установлення міжвалковаго зазору та вибір усіх У залежності від КІЛЬКОСТІ проходів прокатаний люфтів здійснюється гідроциліндрами, які закріпрулон знімають розвантажувачем 42 консольного лені на опорних балках та взаємодіють з робочими барабану намотувача 41 або ВІДПОВІДНО розвантавалками через важелі, а також поворотом ексценжувачем 49 з намотувального пристрою 48 Чистотрикових вісей Нижній робочий валок багатовалве холодне прокатування по вищеописаній схемі кової касети 67 установлюється на рівень прокатуможе здійснюватися при завантаженні вихідного вання за допомогою того ж механізму, що і нижній рулону на барабан одного з пристроїв намотуваробочий валок системи "Кварто" /п 2 1 / Перемільних 40 або 50 верхнього рівня щення навколо ВІСІ для регулювання профілю 2 2 Робота стана з штабової заготовники штаби та фіксацію подушок проміжних валків багаШтучні заготовки 26 у вигляді штаб, листів або товалкової касети 67 задіиснюють приводом через карт, гарячекатані або литі, фрезеровані подаютьгвинтову пару і датчик контролю переміщень, який ся з машини зачистної 22 ділянки лінії неперервнокінематично з'єднаний з гвинтовою парою го лиття заготовок або розкладувачем 25, по одиниці на ролики, рольганг з'ємний ЗО і центрувальні Загрузка рулонів, передача переднього кінця ролики 27, ролики, що тягнуть, 32 подаються у штаби до клеті робочої 45, подача його у намотурозкриту багатовалкову машину правильну 33, де вальний пристрій 48 нижнього рівня здійснюється після зведення роликів штаба виправляється, аналогічно холодному прокатуванню рулонної зацентрується роликами 35 і через розкриті зачистку готовки /п 2 1 / Прокатку ведуть по схемі намотумашину 34 та ГІЛЬЙОТИННІ НОЖИЦІ 38 по рольгангам вальний пристрій нижнього рівня 48 - кліть робоча 39 подається у створ згинально-тягнучих роликів 45 - пристрій намотувальний 41 згідно вимог карти 43, які подають передній кінець штучної заготовки технологічного процессу прокатки 26 у робочу кліть 45, робочі валки якої налагоджені Товщина штаби у кожному проході неперервно на товщину проходу Задній натяг штаби при проконтролюється вимірювачами товщини 44 і регукатуванні створюється роликовим столом, який люється "системою автоматичного регулювання розміщується поряд з кліттю 45 Прокатана штаба товщини шайби" за допомогою швидкодіючого 26, яка виходить із КЛІТІ, розміщується на рольганелектропдравличного натискного пристрою З'єм гах 51 на 54, при цьому задній кінець її удержуєтьрулонів після прокатки здійснюється, залежно від ся роликовим столом Потім робочі валки КЛІТІ роКІЛЬКОСТІ проходів, з пристрою намотувального 41 бочої 45 налагоджуються на товщину слідуючого або 48 нижнього рівня за допомогою розвантажупроходу, привід КЛІТІ робочої та ІНШІ відповідальні вального обладнання 42 або 49 машини реверсують і здійснюють слідуючий про2 5 Робота універсально ливарно-прокатного хід Процес повторюють до досягнення необхідної стана як стана дресирувального товщини, а далі штабу згинально-тягнучими ролиВикористовуючи кліть робочу 45, де натискоками 47 по рольгангам 51 и 54 подають до упору вий пристрій налагоджують по тиску на величину пересувного 56, який виставлено на необхідну обтиску 1-5% У залежності від товщини підкатута мірну довжину, включають ножиці летючі 55 і відрівимог поверхневого нагартування штаби, яка прозану мірну штабу передають через рольганг ділянкатується, дресирування здійснюють використоки різання 58 до упору 61, який забирається, де і вуючи намотувальні пристрої 41 та 48 нижньго зупиняють Листоукладач 60 складає порізані штарівня або 40 и 50 верхнього рівня, тобто технолоби у стопи Пристрій для досилання 57 використогічний процес дресирування здійснюється по схевують при порізанні коротких штаб, а також для мі моталка - кліть - моталка з ВІДПОВІДНИМ техновикиду некондиційних задніх канців штаб у короб логічним обтисненням 2 3 Робота стану при комбінованому рулонно3 Робота універсального ливарно-прокатного штабовому процесі прокатки стана як плакувального а також стану для виробництва багатошарових поліметалевих композицій і Робота універсально ливарно-прокатного стаспецсплавів на при комбінованому процесі холодної прокатки здійснюється аналогічно роботі із штабової заго31 Роботу універсального ливарнотовки /п 2 2 / до досягнення необхідної довжини прокатного стану, як стану плакувального, розгляштаби, яка далі не розривається на мірні листи і немо на прикладі виробництва методом холодної карти, а при забраному упорі пересувному 56 і рулонної прокатки триметалевої та біметалевої упорі 61, який забирається, через розкриті летючі штаби, яка складається з основи /середній шар/та ножиці 55 подається у згортувальну машину 63, де плакуючих компонентів /крайні шари верхній та штаба згортується у рулон 65 і передається у нанижній/ Налагодження КЛІТІ робочої 45, завантакопичувач 64 для подальших технологічних процеження рулонів 29 штаби - основи і передачу и песів При необхідності змотування прокатаної штареднього кінця до машини зачистної 34, яку попеби може здійснюватися пристроєм намотувальним редньо налагоджують на товщину штаби - основи, 14 13 50818 а далі до роликів згинально-тягнутих 43, де і зупимотувального, який виконує функцію розмотувача няють, здійснюють у ПОСЛІДОВНОСТІ, яка описана у регулюють на мінімальну задану величину натягу /п 2 1 / Рулони штаб плакуючих компонентів заваПередбачається можливість перемотування штаби нтажують у розмотувач верхнього рівня 36 і нижз пристрою намотувального верхнього рівня на ньго рівня 37 Передні КІНЦІ штаб плакуючих комбарабан пристрою нижнього рівня Описаний пропонентів подають до розкритих роликів згинальноцес перемотування штаби суміщається на прийнятягнучих 43 таким чином, щоб передній кінець тому обладнанні машин замість необхідності усташтаби верхнього плакуючого компоненту зрівнявновлення окремо-стоячих перемотувальних ся з переднім кінцем штаби - основи, а передній агрегатів кінець штаби нижнього плакуючого компонента 5 Робота універсального ливарно-прокатного виходив за передні КІНЦІ ДВОХ штаб Ролики згинастана у режимі агрегату поперечного різання рульно-тягнучі 43 закривають, при цьому штаба залонів і штаб, які прокатуються, на мірні листи і картискується рухом ролика затискного, передній кіти Початковий рулон, у залежності від товщини нець нижнього плакуючого компонента, який гарячекатаної, холоднокатаної і плакованої штаби, виступає, згинають, при цьому передні КІНЦІ штаби яка прокатується, і попередньої технологічної опе- основи та штаби верхнього плакуючого компонерації, подається на один із розмотувальних принта обводять, а далі усі три штаби подають ролистроів-намотувачів 31 або 41 або 40 Передній ками згинально-тягнучими 43 у валки - КЛІТІ робокінець штаби проводять до роликів згинальночої 45, де здійснюють їх обтискання 60 - 80% за тягнучих 43 через кліть робочу 45 Ролик перетиспрохід у залежності від технології і структури задаковий згинально-тягнучих роликів 43 і зворотний них плакуючих композицій штаб Далі штаби нарольганг 39 установлюють у горизонтальне початправляють у створ роликів згинально-тягнучих 47, кове положення і включають ролики згинальноякі з допомогою ролика перетискного і рольганга тягнучі 43 КЛІТІ робочої 45 та інших машин на роповоротного 51 з рухливою проводкою подають бочу швидкість, починають транспортувати штабу передній кінець триметалевої штаби у зеві консопо рольгангам 51 и 54 через розкриті ножиці ГІЛЬльного барабану пристрою намотувального 48 ЙОТИННІ 52 і рамки центральні 53 Відстежувальний нижнього рівня Крайки штаб плакуючих компоненролик з датчиком контролю довжини штаби, що тів верхнього і нижнього з лівої і правої сторони, рухається, зв'язаний за допомогою відстежувальякі відокремлюють від триметалевої штаби в наноі системи автоматизації мірного різу з кодовим слідок прокатки, передаються по спеціальним проімпульсним датчиком приводу летючих ножиць 55, водкам для намотування крайкомоталкою 46 у забезпечують їх синхронізацію зі швидкістю руху і бухту залишків металолому для подальшого передовжини штаби, а також автоматично дають коплавлення манду на виконання робочого ходу пристроїв і порізку, яка потребується, штаби на листи і карти Сплакований рулон триметалевої штаби пемірної довжини, які поступають на рольганги віддіремотують для зменшення міжвиткового натяглення різання 58 і 59 до піднятого упору 61 3 рольнення штаби з пристрою намотувального 48 на гангу відділення різання 59 порізані листи і карти барабан пристрою намотувального 41 з малим мірної довжини знімають листоукладувачем 60 і натягненням штаби, звідки рулон з триметалом складають у купи готової продукції Нарізання знімають пристроєм розвантажувальним 42 і пештаб на мірні листи і карти а також їх складання у редають для подальшої технологічної обробки купи готової продукції описані у/п 2 2 / 32 Робота універсального ливарнопрокатного стана як стана при виробництві багаВинахід має також додаткові ВІДМІННІ признаки, тошарових композицій з іншою КІЛЬКІСТЮ шарів та які відсутні у прототипі, утому, що у залежності від спеціальних сплавів робочого технологічного навантаження комплексу обладнання універсального ливарно-прокатного Робота універсального ливарно-прокатного стану, електроприводу КЛІТІ робочої 45 та/або пристану як стану при виробництві багатошарових строїв намотувальних 41, 48, 40 і 50 нижнього та композицій з іншою КІЛЬКІСТЮ шарів і спеціальних верхнього рівня можуть функціонувати з включесплавів здійснюється аналогічно описаному у ними одним, двома, трьома або чотирма електро/п 3 1 /, при цьому для задавання компонентів у кг двигунами ВІДПОВІДНО, що є одною з складових лькості до п'яти можуть бути використані також як енергозащаджуючих технологій і процесів розмотувачі плакуючих компонентів, підготовлені для цього процесу, пристрої намотувальні 41 нижЯк виходить з опису роботи універсального нього рівня і 40 верхнього рівня Решта аналогічно ливарно-прокатного стану, який пропонується витехнологічному процесу плакування, описаному находом, що заявляється, останній дозволяє на раніше у/п 3 1 / одному суміщеному комплексі обладнання машини здійснювати ряд вище описаних способів реалі4 Робота універсального ливарно-прокатному зації нових технологічних процесів при оптимальстана, як агрегату перемотувального них енерговитратах і мінімальних збитках часу на Перемотування штаби у рулони зі зменшеним переходи між технологічними операціями, які не міжвитковим натягом і контроль якості поверхні передбачені прототипом, що забезпечується сліштаби стрічки здійснюють, використовуючи придуючими конструктивними і технічними рішеннями строї намотувальні 41 і 48 нижнього рівня з консольними барабанами і розвантажувальними при- цільовим використанням і раціональним розстроями 42 і 49 міщенням машин технологічного обладнання, При перемотуванні робочі валки КЛІТІ робочої - конструктивно-новим виконанням окремих 45 розводять на зазор, який перевищує товщину машин і пристроїв, штаби, яка перемотується, а привід пристрою на- оптимальним вибором технічних рішень гнуч 15 50818 16 ких схем роботи обладнання, систем автоматизоурахуванням суміщених головних технологічних ваних електрорушив і технологічної автоматизації процесів неперервного лиття заготовок, їх гарячої КЛІТІ робочої, пристроїв намотувальних, ножиць та холодної прокатки до випуску потрібної готової летючих та інших машин, пристроїв та усього компродукції прокату плексу універсального ливарно-прокатного стани з Лист, -. 1 17 50818 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 18
ДивитисяДодаткова інформація
Назва патенту англійськоюUniversal foundry-roll mill
Автори англійськоюRud Volodymyr Pavlovych, Donchenko Anatolii Hryhorovych, Farenbrukh Albert Volodymyrovych
Назва патенту російськоюУниверсальный литейно-прокатный стан
Автори російськоюРудь Владимир Павлович, Донченко Анатолий Григорьевич, Фаренбрух Альберт Владимирович
МПК / Мітки
Мітки: стан, універсальний, ливарно-прокатний
Код посилання
<a href="https://ua.patents.su/9-50818-universalnijj-livarno-prokatnijj-stan.html" target="_blank" rel="follow" title="База патентів України">Універсальний ливарно-прокатний стан</a>
Ливарно-прокатний модуль
Номер патенту: 41954
Опубліковано: 15.10.2001
Автори: Остапенко Арнольд Леонтійович, Деркач Дмитро Олександрович, Белобров Юрій Миколайович, Бейгельзімер Емануіл Юхимович, Стеч Володимир Станіславович, Дюдкін Дмитро Олександрович
МПК: B21B 1/46, B22D 11/14, B22D 11/128
Мітки: модуль, ливарно-прокатний
Формула / Реферат:
1.Литейно-прокатный модуль, включающий несколько паралельно расположенных технологических линий получения слябов (ТЛПС), каждая из которых состоит из соосно расположенных машины непрерывного литья слябов, подогревательной печи, подвижной термостатирующей печи, выполненной с возможностью поворота, и прокатный стан, соосно расположенный с одной из ТЛПС, отличающийся тем, что между технологическими линиями получения слябов и параллельно им...
Прокатний стан

Номер патенту: 15846
Опубліковано: 30.06.1997
Автори: Кауров Володимир Васильович, Тільга Степан Сергійович, Вільфрид Класк, Нечепоренко Володимир Андрійович, Хрустенко Юрій Михайлович, Дишковець Генадій Анатольович, Клетцен Петер, Куцов Юрій Георгійович
МПК: B21B 1/16
Формула / Реферат:
Прокатный стан, включающий взаимно перпендикулярные пары прокатных валков, привод которых состоит из раздаточного редуктора и двух групповых трансмиссий, каждая из которых соединена с четными или нечетными парами прокатных валков и выполнена в виде общего, параллельного оси прокатки трансмиссионного вала, системы валов и зубчатых передач, выполненных со скрещивающимися осями, при этом каждое ведущее коническое колесо зубчатых передач...
Прокатний стан
Номер патенту: 15847
Опубліковано: 30.06.1997
Автори: Кауров Володимир Васильович, Клетцен Петер, Хрустенко Юрій Михайлович, Куцов Юрій Георгійович, Вільфрид Класк, Нечепоренко Володимир Андрійович, Дишковець Генадій Анатольович, Тільга Степан Сергійович
МПК: B21B 1/16
Формула / Реферат:
1. Прокатный стан, включающий взаимно перпендикулярные пары прокатных валков, привод которых состоит из раздаточного редуктора и двух групповых трансмиссий, каждая из которых соединена с четными или нечетными парами прокатных валков и выполнена в виде общего, параллельного оси прокатки раздаточного вала, системы валов и конических зубчатых передач, связывающих прокатные валки с раздаточным валом, выполненных со скрещивающимися осями, причем...
Лабораторний прокатний стан
Номер патенту: 2655
Опубліковано: 26.12.1994
Автор: Шломчак Георгій Григорович
МПК: B21B 1/00
Мітки: прокатній, лабораторний, стан
Формула / Реферат:
Лабораторный прокатный стан, содержащий раму с размещенными на ней приводом, станинами клети и установленными в них подушками с оптически прозрачными валками-дисками, на осях которых закреплены звездочки, связанные с приводом цепной передачей, нажимным и уравновешивающим устройствами, отличающийся тем, что каждая из звездочек выполнена с одной спицей и диаметром, большим диаметра валка-диска, они свободно установлены на противоположных...
Універсальний стан холодної прокатки
Номер патенту: 25499
Опубліковано: 30.10.1998
Автори: Донченко Анатолій Григорович, Гершович Євген Ушерович, Рудь Володимир Павлович, Прудков Марк Львович, Хейфец Григорій Рувимович, Ткаченко Олександр Павлович, Горовий Євген Семенович, Шрамко Микола Карпович, Секеріна Вікторія Леонідівна
МПК: B21B 1/00
Мітки: стан, універсальний, холодної, прокатки
Формула / Реферат:
1. Универсальный стан холодной прокатки черных и цветных металлов, предназначенный для выполнения заготовительных, чистовых прокатных, дрессировочных и плакировочных операций, содержащий установленные в технологической последовательности разматыватели полос с загрузочно-накопительными и задающими устройствами в трех уровнях, многовалковую правильную машину, зачистные устройства, ножницы для обрезки концов полос, реверсивную рабочую клеть со...
Попередній патент: Склад зміцненого легковагового вогнетриву
Наступний патент: Спосіб зведення оболонки
Випадковий патент: Спосіб лікування віл-інфекції