Ливарно-прокатний модуль
Номер патенту: 41954
Опубліковано: 15.10.2001
Автори: Бейгельзімер Емануіл Юхимович, Остапенко Арнольд Леонтійович, Стеч Володимир Станіславович, Деркач Дмитро Олександрович, Белобров Юрій Миколайович, Дюдкін Дмитро Олександрович

Формула / Реферат
1.Литейно-прокатный модуль, включающий несколько паралельно расположенных технологических линий получения слябов (ТЛПС), каждая из которых состоит из соосно расположенных машины непрерывного литья слябов, подогревательной печи, подвижной термостатирующей печи, выполненной с возможностью поворота, и прокатный стан, соосно расположенный с одной из ТЛПС, отличающийся тем, что между технологическими линиями получения слябов и параллельно им расположены технологические линии передачи и накопления слябов (ТЛПНС), состоящие из подвижной термостатирующей печи, участка утилизации слябов и недокатов с буферной термостатирующей печью, причем окна выдачи подогревательных печей ТЛПНС и окна загрузки-выдачи подвижных термостатирующих печей ТЛПНС лежат в одной плоскости, а каждая подвижная термостатирующая печь ТЛПНС и ТЛПНС выполнена с возможностью поворота в горизонтальной плоскости вокруг точки, лежащей на ее продольной оси со стороны, противоположной окну загрузки-выдачи, до позиции совмещения их продольных осей.
2.Литейно-прокатный модуль по п.1 отличающийся тем, что прокатный стан включает две непрерывные подгруппы и промежуточное перемоточное устройство между ними, причем первая непрерывная подгруппа состоит из двух клетей, а номинальный диаметр рабочих валков этих клетей отвечает условию:
Д= К × Др × i × Н/S, м
где
Др- диаметр роликов термостатирующих печей, м;
Н-зазор между роликами тянущей клетки машины непрерывного литья, м;
S-межвалковый зазор первой клетки в нагруженном состоянии, нормальный, м;
і-передаточное число редуктора первой клети.
К = npmax/n - коэффициент равный отношению максимально допустимой скорости вращения роликов термостатирующих печей к номинальной скорости вращения коренного вала привода первой клети.
3. Литейно-прокатный модуль по п.1, отличающийся тем, что в ТЛПНС соосно с буферной термостатирующей печью участка утилизации недокатов установлена дополнительная буферная неподвижная термостатирующая печь, причем ее окно загрузки-выдачи лежит в одной плоскости с окнами загрузки-выдачи подвижных термостатирующих печей ТЛПНС.
Текст
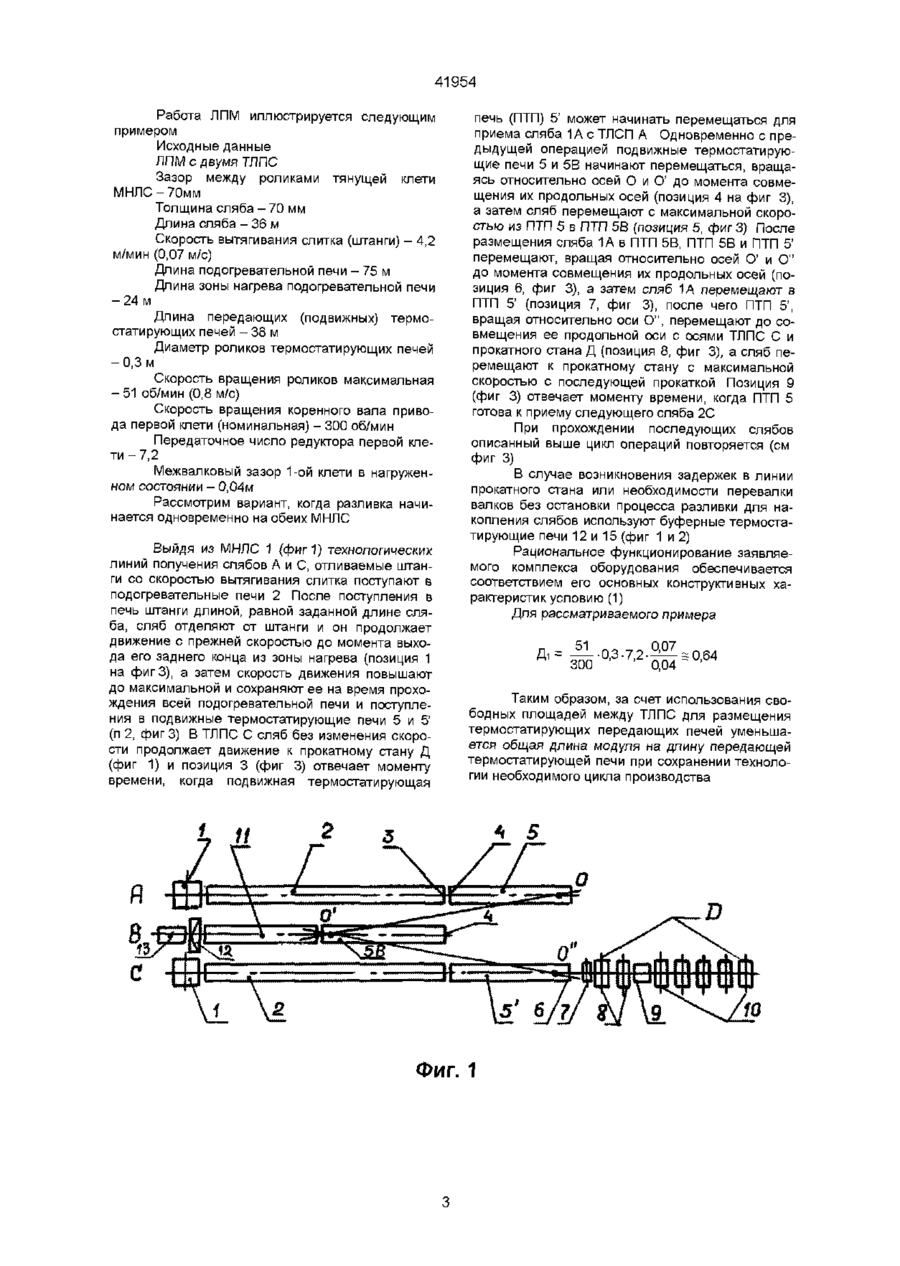
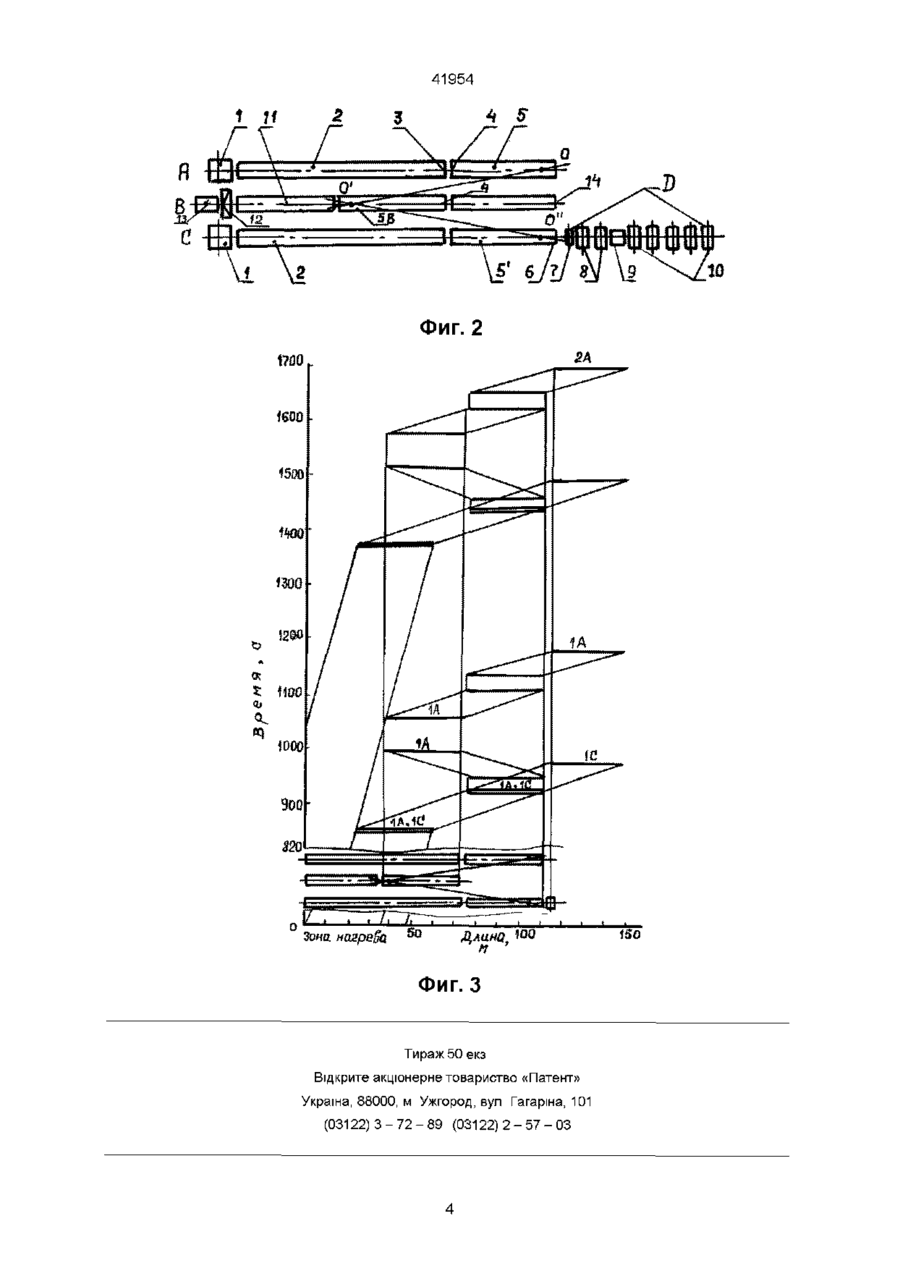
1 Литейно-прокатный модуль, включающий несколько параллельно расположенных технологических линий получения слябов (ТЛПС), каждая из которых состоит из соосно расположенных машины непрерывного литья слябов, подогревательной печи, подвижной термостатирующей печи, выполненной с возможностью поворота, и прокатный стан, соосно расположенный с одной из ТЛПС, отличающийся тем, что между технологическими линиями получения слябов и параллельно им расположены технологические линии передачи и накопления слябов (ТЛПНС), состоящие из подвижной термостатирующей печи, участка утилизации слябов и недокатов с буферной термостатирующей печью, причем окна выдачи подогревательных печей ТЛПС и окна загрузки-выдачи подвижных термостатирующих печей ТЛПНС лежат в одной плоскости, а каждая подвижная термостатирующая печь ТЛПС и ТЛПНС выполнена с возможностью поворота в горизонтальной плоско сти вокруг точки, лежащей на ее продольной оси со стороны, противоположной окну загрузкивыдачи, до позиции совмещения их продольных осей 2 Литейно-прокатный модуль по п 1 отличающийся тем, что прокатный стан включает две непрерывные подгруппы и промежуточное перемоточное устройство между ними, причем первая непрерывная подгруппа состоит из двух клетей, а номинальный диаметр рабочих валков этих клетей отвечает условию Изобретение относится к области металлургического машиностроения, а точнее к созданию непрерывного литья и прокатки полос Известен литейно-прокатный модуль (ЛПМ), включающий две технологические линии получения слябов (ТЛПС) ТЛПС 1 и ТЛПС 2, каждая из которых состоит из соосно расположенных машины непрерывного литья слябов (МНЛС), неподвижных подогревательной и термостатирующей печей, подвижной термостатирующей печи и прокатный стан, соосно расположенный с одной из ТЛПС, например ТЛПС 1 Передачу сляба с ТЛПС 2 в линию прокатного стана осуществляют подвижной термостатирующей печью путем ее плоскопараллельного перемещения к линии прокатки и перпендикулярно ей ((Steel Times International, 1992, N2, с 17) Наличие подвижного передающего устройства, выполняющего плоскопараллельные перемещения, снижает надежность работы комплекса, не позволяет полностью использовать общую ВШ Д= К • Др . і • H/S, м где Д,- диаметр роликов термостатирующих печей, м, Н-зазор между роликами тянущей клети машины непрерывного литья, м, S-межвалковый зазор первой клети в нагруженном состоянии, номинальный, м, і-передаточное число редуктора первой клети, К = Пртах/П КОЭффИЦИеНТ, рЭВНЫЙ ОТНОШЄНИЮ максимально допустимой скорости вращения роликов термостатирующих печей к номинальной скорости вращения коренного вала привода первой клети 3 Литейно-прокатный модуль по п 1 , отличающийся тем, что в ТЛПНС соосно с буферной термостатирующей печью участка утилизации недокатов установлена дополнительная буферная неподвижная термостатирующая печь, причем ее окно загрузки-выдачи лежит в одной плоскости с окнами загрузки-выдачи подвижных термостатирующих печей ТЛПС О ю 41954 длину печей при аварийных остановках, создает проблему подвода энергоносителей к подвижной печи, усложняет задачу сохранения параллельности оси передающего устройства (подвижной термостатирующей печи) и оси прокатки при перемещении передающего устройства с линии МНЛС в линию прокатки Известен литейно-прокатный модуль, включающий несколько, например три, ТЛПС, у которого подвижные термостатирующие печи (передающие устройства) соседних ТЛПС смещены по длине относительно друг друга, а передачу сляба из одной линии ТЛПС в другую осуществляют поворотом подвижных термостатирующих печей соседних линий до совмещения их продольных осей (патент Германии №4041205 от 21 12 90) Основной недостаток заключается в том, что общая длина ЛПМ увеличивается на длину подвижной термостатирующей печи В основу изобретения поставлена задача усовершенствовать систему передающих термостатирующих устройств и рабочих клетей, изменив их взаимное расположение и определив взаимозависимость основных конструктивных характеристик так, чтобы обеспечить совмещение технологических осей всех ТЛП с осью прокатки при уменьшении общей длины ЛПМ Сущность изобретения состоит в том, что в литейно-прокатном модуле, включающем несколько параллельно расположенных технологических линий получения слябов (ТЛПС), каждая из которых состоит из соосно расположенных машины непрерывного литья слябов, подогревательной печи, подвижной термостатирующей печи, выполненной с возможностью поворота, и прокатный стан, соосно расположенный с одной из ТЛПС, между технологическими линиями получения слябов и параллельно им расположены технологические линии передачи и накопления слябов (ТЛПНС), состоящие из подвижной термостатирующей печи, участка утилизации слябов и недокатов с буферной термостатирующей печью, причем окна выдачи подогревательных печей ТЛПС и окна загрузки-выдачи подвижных термостатирующих печей ТЛПНС лежат в одной плоскости, а каждая подвижная термостатирующая печь ТЛПС и ТЛПНС выполнена с возможностью поворота в горизонтальной плоскости вокруг точки, лежащей на ее продольной оси со стороны, противоположной окну загрузки-выдачи, до позиции совмещения их продольных осей, а прокатный стан включает две непрерывные подгруппы и промежуточное перемоточное устройство между ними, причем первая непрерывная подгруппа состоит из двух клетей, а номинальный диаметр рабочих валков этих клетей отвечает условию Д = К Д р і H/S, м, (1) где Др - диаметр роликов термостатирующих печей, м, Н - зазор между роликами тянущей клети машины непрерывного литья, м, S - межвалковый зазор первой клети в нагруженном состоянии, номинальный, м, і - передаточное число редуктора первой клети, К = Пртах/П - КОЭффИЦИеНТ, рЭВНЫЙ ОТНОШЄ нию максимально допустимой скорости вращения роликов термостатирующих печей к номинальной скорости вращения коренного вала привода первой клети Кроме того, в ТЛПНС соосно с буферной термостатирующей печью участка утилизации недокатов установлена дополнительная буферная неподвижная термостатирующая печь, причем ее окно загрузки-выдачи лежит в одной плоскости с окнами загрузки-выдачи подвижных термостатирующих печей ТЛПС Наличие причинно-следственной связи между совокупностью существенных признаков заявляемого изобретения и техническими разработками доказывается тем, что только совокупность существенных признаков необходима и достаточна для получения технического результата совмещение осей технологических линий получения сляба с осью прокатки при взаимообусловленных конструктивных характеристиках основных элементов ТЛПС и прокатного стана, что снижает общую длину ЛПМ и повышает его эксплуатационную надежность При отсутствии одного из существенных признаков технический результат не достигается На фиг 1 представлена схема размещения оборудования ЛПМ, на фиг 2 - схема размещения оборудования ЛПМ с дополнительной буферной термостатирующей печью, на фигЗ - график движения слябов от МНЛС к прокатному стану Литейно-прокатный модуль (см фиг 1 и 2) состоит из параллельно расположенных технологических линий получения слябов (ТЛПС), позиция А, ТЛПС, позиция С, с прокатным станом, позиция Д, и расположенной между ними технологической линии передачи и накопления слябов (ТЛПНС), позиция В ТЛПС включает соосно расположенные машину непрерывного литья тонких слябов (МНЛС), позиция 1, подогревательную печь 2 с окном выдачи 3 и подвижную термостатирующую печь 5 (5') с окном загрузки-выдачи 4 и осью вращения О (О') Подвижная термостатирующая печь 5' выполнена с окном выдачи 6 и осью вращения О Прокатный стан Д включает окалиноломатель 7, двухклетевую группу предварительного обжатия 8, промежуточное перемоточное устройство 9 и чистовую непрерывную подгруппу 10 ТЛПНС состоит из подвижной термостатирующей печи 5В с окном загрузки-выдачи 4 и окном выдачи 6 и участка утилизации недокатов, включающего буферную термостатирующую печь 11, ножницы 12 и штабелирующее устройство 13 Дополнительная буферная термостатирующая печь 14 с окном загрузки-выгрузки 4 (фиг 2) расположена соосно с буферной термостатирующей печью 11 На оси абсцисс (фиг 3) показаны длины подогревательной печи (75 м) с зоной нагрева (24 м), подвижных термостатирующих печей (38 м), и по оси ординат - время, с, 1А 2С - порядковый номер сляба и индекс ТЛПС, 1 9 - номера позиций 41954 Работа ЛПМ иллюстрируется следующим примером Исходные данные ЛПМ с двумя ТЛПС Зазор между роликами тянущей клети МНЛС-70мм Толщина сляба - 70 мм Длина сляба - 36 м Скорость вытягивания слитка (штанги) - 4,2 м/мин (0,07 м/с) Длина подогревательной печи - 75 м Длина зоны нагрева подогревательной печи -24 м Длина передающих (подвижных) термостатирующих печей - 38 м Диаметр роликов термостатирующих печей -0,3 м Скорость вращения роликов максимальная - 5 1 об/мин (0,8 м/с) Скорость вращения коренного вала привода первой клети (номинальная) - 300 об/мин Передаточное число редуктора первой клети-7,2 Межвалковый зазор 1-ой клети в нагруженном состоянии - 0,04м Рассмотрим вариант, когда разливка начинается одновременно на обеих МНЛС Выйдя из МНЛС 1 (фиг1) технологических линий получения слябов А и С, отливаемые штанги со скоростью вытягивания слитка поступают в подогревательные печи 2 После поступления в печь штанги длиной, равной заданной длине сляба, сляб отделяют от штанги и он продолжает движение с прежней скоростью до момента выхода его заднего конца из зоны нагрева (позиция 1 на фигЗ), а затем скорость движения повышают до максимальной и сохраняют ее на время прохождения всей подогревательной печи и поступления в подвижные термостатирующие печи 5 и 5' (п 2, фиг 3) В ТЛПС С сляб без изменения скорости продолжает движение к прокатному стану Д (фиг 1) и позиция 3 (фиг 3) отвечает моменту времени, когда подвижная термостатирующая печь (ПТП) 5' может начинать перемещаться для приема сляба 1А с ТЛСП А Одновременно с предыдущей операцией подвижные термостатирующие печи 5 и 5В начинают перемещаться, вращаясь относительно осей О и О' до момента совмещения их продольных осей (позиция 4 на фиг 3), а затем сляб перемещают с максимальной скоростью из ПТП 5 в ПТП 5В (позиция 5, фиг 3) После размещения сляба 1А в ПТП 5В, ПТП 5В и ПТП 5' перемещают, вращая относительно осей О' и О" до момента совмещения их продольных осей (позиция 6, фиг 3), а затем сляб 1А перемещают в ПТП 5' (позиция 7, фиг 3), после чего ПТП 5', вращая относительно оси О", перемещают до совмещения ее продольной оси с осями ТЛПС С и прокатного стана Д (позиция 8, фиг 3), а сляб перемещают к прокатному стану с максимальной скоростью с последующей прокаткой Позиция 9 (фиг 3) отвечает моменту времени, когда ПТП 5 готова к приему следующего сляба 2С При прохождении последующих слябов описанный выше цикл операций повторяется (см фиг 3) В случае возникновения задержек в линии прокатного стана или необходимости перевалки валков без остановки процесса разливки для накопления слябов используют буферные термостатирующие печи 12 и 15 (фиг 1 и 2) Рациональное функционирование заявляемого комплекса оборудования обеспечивается соответствием его основных конструктивных характеристик условию (1) Для рассматриваемого примера " • 5 1 300 -0,3.7,2.^0,64 0,04 Таким образом, за счет использования свободных площадей между ТЛПС для размещения термостатирующих передающих печей уменьшается общая длина модуля на длину передающей термостатирующей печи при сохранении технологии необходимого цикла производства Я D Фиг. 1 41954 1 11 Фиг. 2 1700.. ієоо Зона нагрей 5 Q ФИГ. Длимо, З Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3-72-89 (03122) 2-57-03 150 41954
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting-rolling module
Автори англійськоюOstapenko Arnold Leontiovych, Beihelzimer Emanuil Yukhymovych, Diudkin Dmytro Oleksandrovych, Belobrov Yurii Mykolaiovych, Stech Volodymyr Stanislavovych, Derkach Dmytro Oleksandrovych
Назва патенту російськоюЛитейно-прокатный модуль
Автори російськоюОстапенко Арнольд Леонтьевич, Бейгельзимер Эммануил Ефимович, Дюдкин Дмитрий Александрович, Белобров Юрий Николаевич, Стеч Владимир Станиславович, Деркач Дмитрий Александрович
МПК / Мітки
МПК: B21B 1/46, B22D 11/14, B22D 11/128
Мітки: модуль, ливарно-прокатний
Код посилання
<a href="https://ua.patents.su/5-41954-livarno-prokatnijj-modul.html" target="_blank" rel="follow" title="База патентів України">Ливарно-прокатний модуль</a>
Складений прокатний валок

Номер патенту: 20748
Опубліковано: 07.10.1997
Автори: Крилов Михайло Юрійович, Хаустов Георгій Йосипович, Правдін Юрій Михайлович, Сергєєв Віктор Володимирович, Лобанов Олександр Іванович
МПК: B21B 27/03
Мітки: валок, прокатній, складений
Формула / Реферат:
Составной прокатный валок, содержащий круглый вал, установленную на валу промежуточную цилиндрическую втулку и бандаж, по периметру которого расположен прокатный ручей, отличающийся тем, что промежуточная втулка закреплена на валу валка и выполнена в виде ступицы с кольцевым упорным выступом, бандаж смонтирован на ступице и закреплен на ее выступе с помощью стяжных болтов и кольца, по форме и размерам соответствующего выступу ступицы, при...
Прокатний стан
Номер патенту: 15847
Опубліковано: 30.06.1997
Автори: Куцов Юрій Георгійович, Хрустенко Юрій Михайлович, Дишковець Генадій Анатольович, Нечепоренко Володимир Андрійович, Вільфрид Класк, Кауров Володимир Васильович, Тільга Степан Сергійович, Клетцен Петер
МПК: B21B 1/16
Формула / Реферат:
1. Прокатный стан, включающий взаимно перпендикулярные пары прокатных валков, привод которых состоит из раздаточного редуктора и двух групповых трансмиссий, каждая из которых соединена с четными или нечетными парами прокатных валков и выполнена в виде общего, параллельного оси прокатки раздаточного вала, системы валов и конических зубчатых передач, связывающих прокатные валки с раздаточным валом, выполненных со скрещивающимися осями, причем...
Лабораторний прокатний стан
Номер патенту: 2655
Опубліковано: 26.12.1994
Автор: Шломчак Георгій Григорович
МПК: B21B 1/00
Мітки: прокатній, лабораторний, стан
Формула / Реферат:
Лабораторный прокатный стан, содержащий раму с размещенными на ней приводом, станинами клети и установленными в них подушками с оптически прозрачными валками-дисками, на осях которых закреплены звездочки, связанные с приводом цепной передачей, нажимным и уравновешивающим устройствами, отличающийся тем, что каждая из звездочек выполнена с одной спицей и диаметром, большим диаметра валка-диска, они свободно установлены на противоположных...
Прокатний стан

Номер патенту: 15846
Опубліковано: 30.06.1997
Автори: Кауров Володимир Васильович, Дишковець Генадій Анатольович, Вільфрид Класк, Клетцен Петер, Хрустенко Юрій Михайлович, Куцов Юрій Георгійович, Нечепоренко Володимир Андрійович, Тільга Степан Сергійович
МПК: B21B 1/16
Формула / Реферат:
Прокатный стан, включающий взаимно перпендикулярные пары прокатных валков, привод которых состоит из раздаточного редуктора и двух групповых трансмиссий, каждая из которых соединена с четными или нечетными парами прокатных валков и выполнена в виде общего, параллельного оси прокатки трансмиссионного вала, системы валов и зубчатых передач, выполненных со скрещивающимися осями, при этом каждое ведущее коническое колесо зубчатых передач...
Пристрій для вивантажування слябів з печі на рольганг

Номер патенту: 12963
Опубліковано: 28.02.1997
Автори: Нікітін Костантин Миколайович, Алдохін Володимир Михайлович, Христиченко Володимир Іванович, Олійник Василь Антонович
МПК: F27D 3/06
Мітки: пристрій, слябів, печі, вивантажування, рольганг
Формула / Реферат:
(57) Устройство для выгрузки сляба из печи на рольганг, содержащее наклонные балки, тележку с катками, контактирующими с направляющими копирами, размещенными между роликами рольганга, приводные штанги, шарнирно соединенные с тележкой, оснащенной амортизаторами, отличающ е е с я тем, что оно снабжено дополнительными копирами и установленными на штанге катками, причем одни из копиров размещены между роликами рольганга с возможностью...
Попередній патент: Розділова панель для упаковки (варіанти)
Наступний патент: Одномодовий волоконнооптичний хвилевід з керованою дисперсією та спосіб його виготовлення (варіанти)
Випадковий патент: Спосіб визначення моменту часу початку спрацьовування піромеханізму та пристрій для здійснення способу