Спосіб і апарат для ультразвукової дробоструминної обробки деталей на колесі
Номер патенту: 57173
Опубліковано: 16.06.2003
Автори: Дюкенн Катрін Домінік Беатріс, Жиффар Веронік Крістіан Раймонд, Гелдрі Жерар Мішель Ролан, Мон Клод Марсель
Формула / Реферат
1. Спосіб ультразвукової дробоструминної обробки деталей на колесі, при цьому колесо містить кільцеву поверхню обертання з центром на геометричній осі обертання колеса, деталі розташовані на кільцевій поверхні на лінії по геометричному колу, утвореному навколо геометричної осі обертання, при цьому деталі утворюють таким чином геометричну поверхню обертання, яку називають оболонкою, коли колесо обертається навколо своєї геометричної осі обертання, і дробоструминну обробку здійснюють шляхом занурення деталей в мікрокульковий факел всередині активної камери, при цьому мікрокульковий факел активують вібруючою поверхнею всередині активної камери, причому колесо приводиться у обертання навколо своєї геометричної осі обертання під час дробоструминної обробки, який відрізняється тим, що:
а) колесо розміщують одночасно в отворах щонайменше трьох камер, при цьому кожний отвір обмежений з одного і з іншого боку двома бічними краями деталей, бічні краї розташовані навпроти кільцевої поверхні з обмеженим зазором Е1, і отвори також обмежені двома розташованими один проти одного профільними краями, при цьому профільні краї розташовані також навпроти щонайменше поверхні оболонки з обмеженим зазором Е2, камери є попарно суміжними, кожна за рахунок одного профільного краю, при цьому щонайменше одна камера є активною, і щонайменше дві камери є пасивними, і кожна активна камера розташована між двома іншими камерами,
б) під час дробоструминної обробки мікрокульки подають в активні камери і витягують їх з пасивних камер.
2. Спосіб за п. 1, який відрізняється тим, що зазор Е1 між бічними краями і кільцевою поверхнею менше діаметра мікрокульок, що застосовуються.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що зазор Е2 щонайменше дорівнює подвійному діаметру мікрокульок, що застосовуються.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що простори між двома сусідніми деталями є міжпір’яними просторами і кругова довжина L1 камер, взята між профільними краями, щонайменше рівна потрійній круговій відстані L2 між двома сусідніми деталями.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що колесо робить щонайменше N = 5 обертів під час дробоструминної обробки.
6. Спосіб за будь-яким з пп. 1 - 5, який відрізняється тим, що активні камери і вібруючі поверхні симетричні по відношенню до вертикальної геометричної площини Р, що включає геометричну вісь обертання.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що використовують ряд камер, що складається послідовно з двох пасивних камер, однієї активної камери і двох інших пасивних камер.
8. Дробометальний апарат для реалізації заявленого способу, при цьому вказаний дробометальний апарат містить шпиндель, виконаний з можливістю утримання і приведення у обертання колеса навколо геометричної осі обертання, активну камеру, днище якої виконане навколо вібруючої поверхні, здатної втримувати мікрокульковий факел в активній камері, який відрізняється тим, що він містить:
а) щонайменше три камери, кожна з яких містить отвір, повернений до геометричної осі обертання, при цьому кожний отвір обмежений двома розташованими один проти одного бічними краями, один з бічних країв кожного отвору розташований на першій дузі геометричного кола з центром на геометричній осі обертання, а інший бічний край кожного отвору розташований на другій дузі геометричного кола також з центром на геометричній осі обертання, кожний отвір містить також два ідентичних профільних краї, розташованих по геометричному колу з центром на геометричній осі обертання, при цьому камери є попарно суміжними через профільний край, і щонайменше одна камера є активною, причому кожна активна камера розташована між двома іншими камерами, і
б) засоби подачі мікрокульок в активні камери, а також засоби видалення мікрокульок з пасивних камер.
9. Дробометальний апарат за п. 8, який відрізняється тим, що камери містять бічні стінки, а засоби подачі мікрокульок в активні камери і засоби видалення мікрокульок з пасивних камер утворені тальвегами на днищі камер таким чином, що тальвегами мікрокульки під силою тяжіння проходять від пасивних камер в активні камери, перетинаючи бічні стінки через канали.
10. Дробометальний апарат за пп. 8 або 9, який відрізняється тим, що камери виконані знімними.
11. Дробометальний апарат за будь-яким з пп. 8 - 10, який відрізняється тим, що він містить бак, відкритий зверху, що містить два ребра у вигляді дуги кола з центром на геометричній осі обертання, при цьому бак містить дві подовжні паралельні плоскі стінки, кожна подовжня стінка містить одне з ребер у вигляді дуги кола, і подовжні стінки сполучені поперечними стінками, що закривають бак по боках, бак розділенийна М камер поперечними перегородками в кількості М+1, при цьому кожна з камер відкрита між двома ребрами у вигляді дуги кола.
Текст
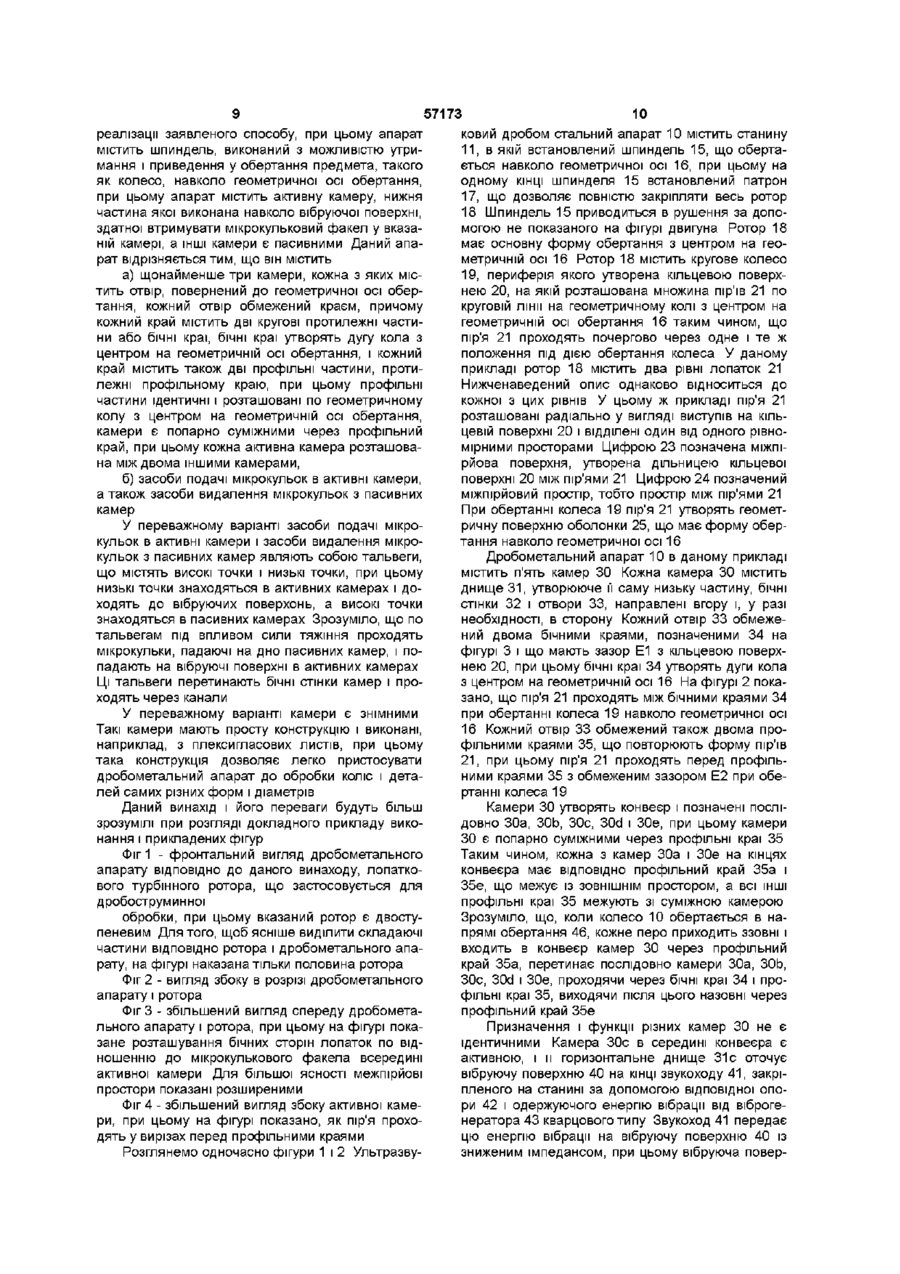
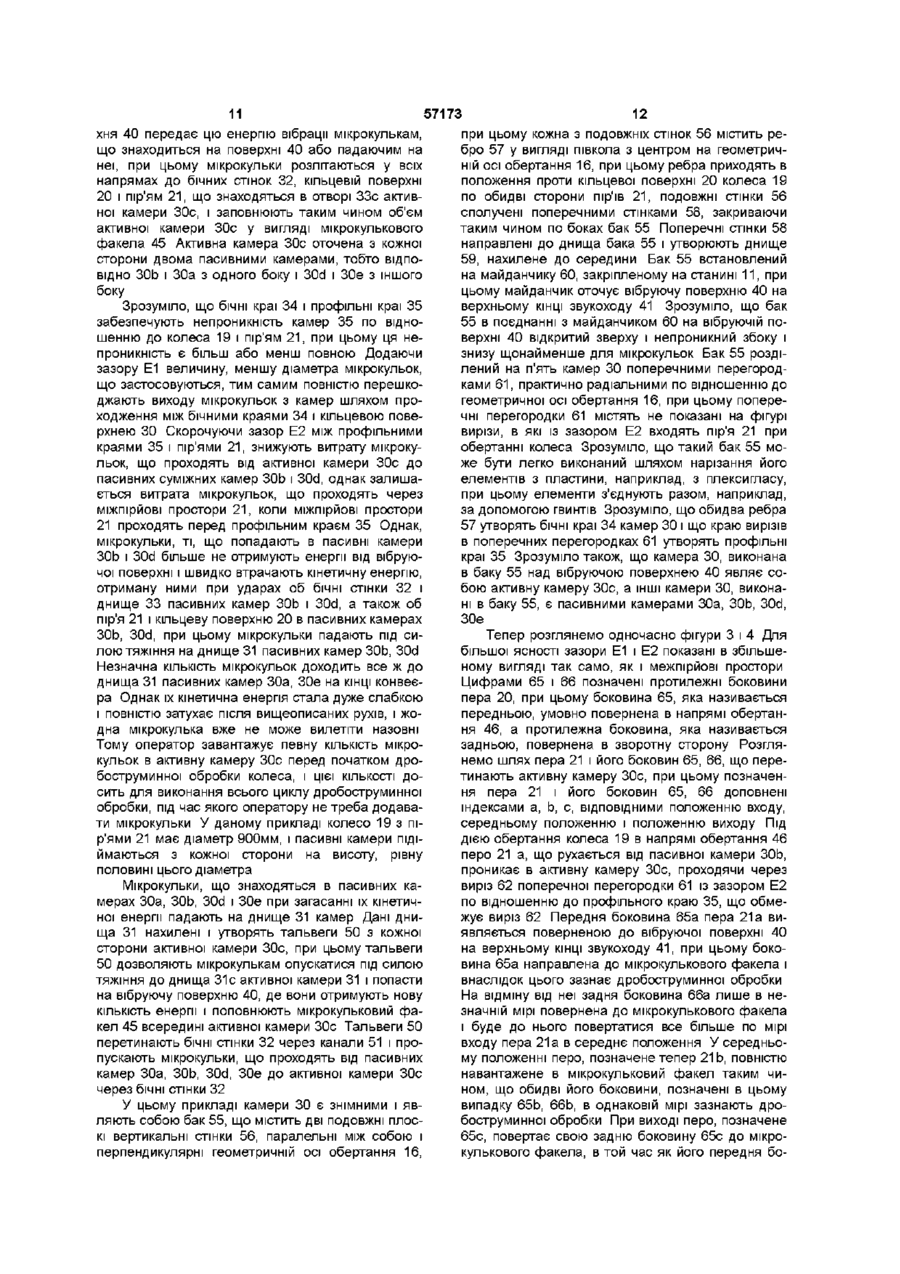
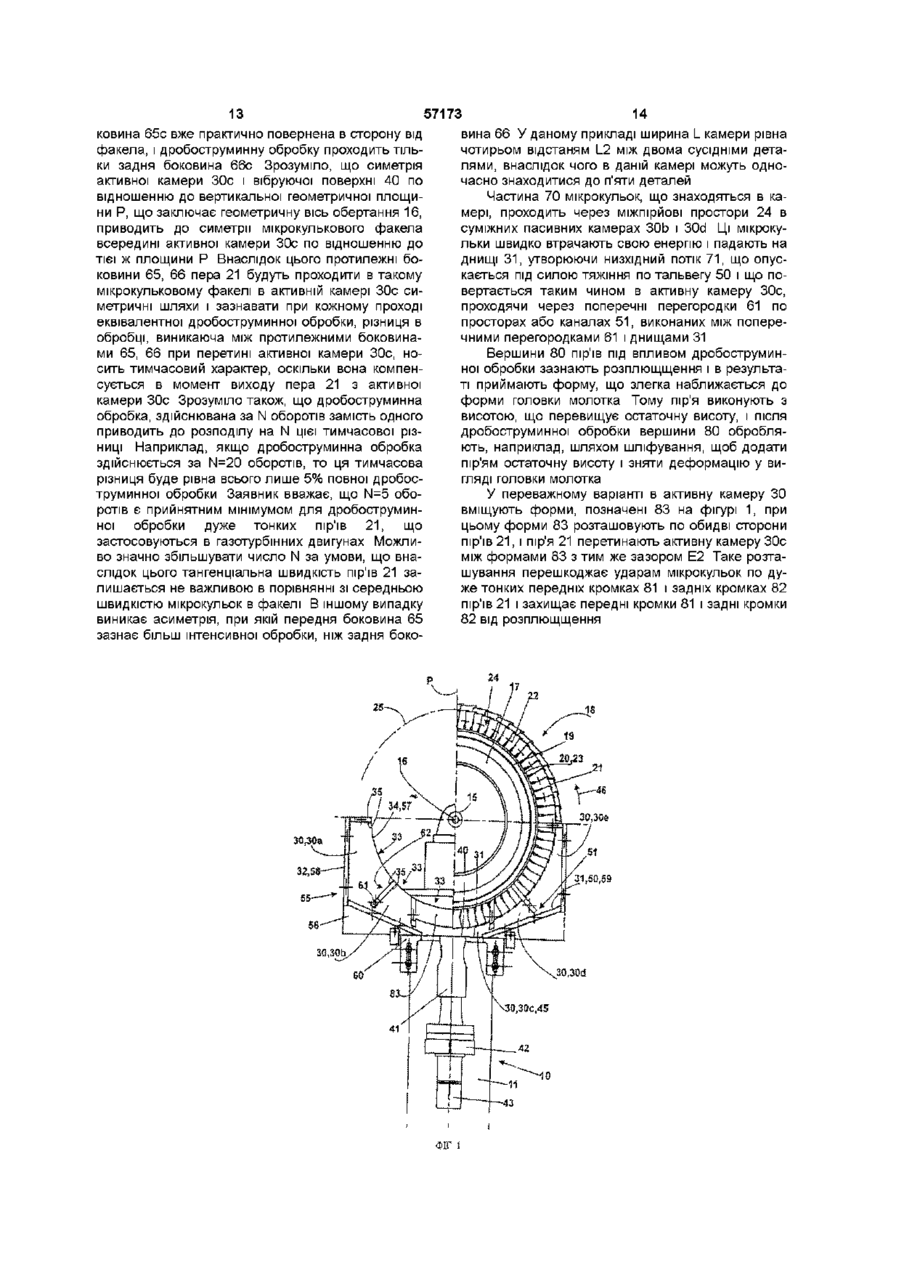
1 Спосіб ультразвукової дробоструминної обробки деталей на колесі, при цьому колесо містить кільцеву поверхню обертання з центром на геометричній осі обертання колеса, деталі розташовані на кільцевій поверхні на лінії по геометричному колу, утвореному навколо геометричної осі обертання, при цьому деталі утворюють таким чином геометричну поверхню обертання, яку називають оболонкою, коли колесо обертається навколо своєї геометричної осі обертання, і дробоструминну обробку здійснюють шляхом занурення деталей в мікрокульковий факел всередині активної камери, при цьому мікрокульковий факел активують вібруючою поверхнею всередині активної камери, причому колесо приводиться у обертання навколо своєї геометричної осі обертання під час дробоструминної обробки, який відрізняється тим, що а) колесо розміщують одночасно в отворах щонайменше трьох камер, при цьому кожний отвір обмежений з одного і з іншого боку двома бічними краями деталей, бічні краї розташовані навпроти кільцевої поверхні з обмеженим зазором Е1, і отвори також обмежені двома розташованими один проти одного профільними краями, при цьому профільні краї розташовані також навпроти щонайменше поверхні оболонки з обмеженим зазором Е2, камери є попарно суміжними, кожна за рахунок одного профільного краю, при цьому щонайменше одна камера є активною, і щонайменше дві камери є пасивними, і кожна активна камера розташована між двома іншими камерами, б) під час дробоструминної обробки мікрокульки подають в активні камери і витягують їх з пасивних камер 2 Спосіб за п 1, який відрізняється тим, що зазор Е1 між бічними краями і кільцевою поверхнею менше діаметра мікрокульок, що застосовуються 3 Спосіб за пп 1 або 2, який відрізняється тим, що зазор Е2 щонайменше дорівнює подвійному діаметру мікрокульок, що застосовуються 4 Спосіб за будь-яким з пп 1-3, який відрізняється тим, що простори між двома сусідніми деталями є міжпір'яними просторами і кругова довжина L1 камер, взята між профільними краями, щонайменше рівна потрійній круговій відстані L2 між двома сусідніми деталями 5 Спосіб за будь-яким з пп 1-4, який відрізняється тим, що колесо робить щонайменше N = 5 обертів під час дробоструминної обробки 6 Спосіб за будь-яким з пп 1 - 5 , який відрізняється тим, що активні камери і вібруючі поверхні симетричні по відношенню до вертикальної геометричної площини Р, що включає геометричну вісь обертання 7 Спосіб за будь-яким з пп 1-6, який відрізняється тим, що використовують ряд камер, що складається послідовно з двох пасивних камер, однієї активної камери і двох інших пасивних камер 8 Дробометальний апарат для реалізації заявленого способу, при цьому вказаний дробометальний апарат містить шпиндель, виконаний з можливістю утримання і приведення у обертання колеса навколо геометричної осі обертання, активну камеру, днище якої виконане навколо вібруючої поверхні, здатної втримувати мікрокульковий факел в активній камері, який відрізняється тим, що він містить а) щонайменше три камери, кожна з яких містить отвір, повернений до геометричної осі обертання, при цьому кожний отвір обмежений двома розташованими один проти одного бічними краями, один з бічних країв кожного отвору розташований на першій дузі геометричного кола з центром на геометричній осі обертання, а інший бічний край кожного отвору розташований на другій дузі геометричного кола також з центром на геометричній осі обертання, кожний отвір містить також два ідентичних профільних краї, розташованих по геометричному колу з центром на геометричній осі обе О СО 1 Ю 57173 10 Дробометальний апарат за пп 8 або 9, який ртання, при цьому камери є попарно суміжними відрізняється тим, що камери виконані знімними через профільний край, і щонайменше одна каме11 Дробометальний апарат за будь-яким з пп 8 ра є активною, причому кожна активна камера 10, який відрізняється тим, що він містить бак, розташована між двома іншими камерами, і відкритий зверху, що містить два ребра у вигляді б) засоби подачі мікрокульок в активні камери, а дуги кола з центром на геометричній осі обертантакож засоби видалення мікрокульок з пасивних ня, при цьому бак містить дві подовжні паралельні камер плоскі стінки, кожна подовжня стінка містить одне з 9 Дробометальний апарат за п 8, який відрізняребер у вигляді дуги кола, і подовжні стінки сполується тим, що камери містять бічні стінки, а засочені поперечними стінками, що закривають бак по би подачі мікрокульок в активні камери і засоби боках, бак розділений на М камер поперечними видалення мікрокульок з пасивних камер утворені перегородками в КІЛЬКОСТІ М+1, при цьому кожна з тальвегами на днищі камер таким чином, що такамер відкрита між двома ребрами у вигляді дуги львегами мікрокульки під силою тяжіння проходять кола від пасивних камер в активні камери, перетинаючи бічні стінки через канали Даний винахід стосується способу дробоструминної обробки, яку називають "ультразвуковою", в якому використовують факел мікрокульок всередині камери, і, зокрема, способу дробоструминної обробки деталей на колесі, таких як пір'я лопаток на роторі газотурбінного двигуна Винахід стосується також дробометального апарату, що застосовується для реалізації даного способу Під терміном "колесо" розуміють предмет, що має основну форму, утворену обертанням навколо геометричної осі, при цьому даний предмет виконаний з можливістю обертання навколо цієї осі Для підвищення МІЦНОСТІ від утомленості механічних деталей з рівня техніки відомий спосіб дробоструминної обробки їх поверхні за допомогою струменя мікрокульок Така технологія вельми поширена в авіаційній промисловості Попадаючи на поверхню деталі під незначним відносно перпендикуляра до цієї поверхні кутом падіння і з достатньою кінетичною енергією, мікрокульки створюють постійну компресію поверхні на незначній глибині Ця компресія протистоїть появі і поширенню тріщин на поверхні деталі, що дозволяє підвищити її МІЦНІСТЬ від утомленості Звичайно цей кут падіння повинен бути меншим за 30°, щоб удари могли передавати достатню енергію від кульки на поверхню, що обробляється Положення деталі при дробоструминній обробці повинно наближатися до оптимального, що сприяє приданию даної деталі максимальної МІЦНОСТІ Недостатня дробоструминна обробка не додає деталі передбаченої МІЦНОСТІ, однак максимуму МІЦНОСТІ можна ще досягнути шляхом додаткової дробоструминної обробки 3 іншого боку, надмірна дробоструминна обробка приводить до поверхневого зносу деталі і пониження її МІЦНОСТІ Такий знос не підлягає відновленню, і деталь відбраковують Звичайно дробоструминну обробку здійснюють за допомогою сопел, в які одночасно подають стисле повітря і мікрокульки Такий спосіб дробоструминної обробки має два недоліки - параметри дробоструминної обробки відрізняються нестійкістю, і дробометальний апарат необхідно часто контролювати і регулювати, якщо хочуть досягти близької до оптимальної дробоструминної обробки, - спосіб необхідно здійснювати всередині камери досить великих розмірів, щоб мати можливість маніпулювати деталями і дробоструминними соплами У авіаційній промисловості відомий спосіб дробоструминної обробки боковин лопаток турбінних роторів літальних апаратів Коли лопатки виготовляють окремо від колеса, кожна з них містить тонке перо і ніжку, призначену для закріплення лопатки Для дробоструминної обробки тонкого пера лопатку втримують за ніжку, і дробоструминну обробку здійснюють за допомогою двох сопел, направлених одне проти одного по обидві сторони пера, при цьому перше сопло проводить дробоструминну обробку однієї боковини пера, а друге сопло - дробоструминну обробку його іншої боковини, причому обидва сопла повинні переміщатися вздовж боковин пера по можливості максимально синхронно, щоб досягнути симетричної прогресії дробоструминної обробки Якщо такої симетрії не досягають, то під боковиною, що піддається обробці в більшій мірі, виникають піки напруження, які знижують ЗНОСОСТІЙКІСТЬ лопатки і приводять до її деформації Досягти такої симетрії і зберігати и досить складно через розкид і відхилення параметрів дробоструминної обробки, властиву даному способу Стає зрозумілим, що близька до оптимальної дробоструминна обробка є тривалою і такою операцією, що дорого коштує, оскільки її необхідно здійснювати для кожної лопатки окремо і з великою точністю Намагалися також здійснювати дробоструминну обробку пір'їв лопаток роторів напряму і таким же чином, при цьому ротори виконані у вигляді єдиного блоку "колесо + лопатки", і пір'я лопаток утворять на роторі виступи Дробоструминної обробки повинні зазнавати боковини пір'їв, а також поверхня ротора, яку називають звана "міжпірйовою", що тобто, розташовується між двома поряд стоячими пір'ями і, можливо, навколо вказаних пір'їв Лопатки можуть монтуватися на роторі, або пір'я можуть бути інтегровані в ротор шляхом виконання заодно з ним з того ж матеріалу Дробоструминну обробку виконують для кожної лопатки окремо таким чином - синхронно обробляють мікрокульками обидві 57173 боковини кожної лопатки за допомогою двох сопел з відхиленим струменем, проникаючим в міжпірйові простори, тобто в простори, що розташовуються між двома поряд стоячими пір'ями, при цьому кожне сопло містить рефлектор для відхилення потоку мікрокульок на 90°, що додає йому напрям, перпендикулярний до боковин пір'їв, - після цього за допомогою прямоструйного сопла мікрокульками обробляють міжпірйовий простір ротора Недолік способу полягає в тому, що при дробоструминній обробці боковин пір'їв і міжпірйового простору неминуче виникають ДІЛЬНИЦІ перекриття в перехідній зоні між вказаними боковинами і міжпірйовим простором Зрозуміло, що по суті ця перехідна зона зазнає дробоструминної обробки ДВІЧІ Основним недоліком способу є те, що його неможливо застосовувати, коли міжпірйовий простір є дуже вузьким і в нього неможливо вводити сопла, що часто відбувається у випадку лопаткових робочих коліс, що виробляються в даний час Фахівці поки не знають способу дробоструминної обробки боковин пір'їв і міжпірйового простору, коли лопатки не є знімними З міжнародної публікації WO 95/17994, США є вказаною країною, відомий ультразвуковий дробометальний апарат, в якому застосовують титановий барабан, дно якого піддають вібрації за допомогою звукоходу сполученого з магнітострикційним вібратором Деталі, що обробляються мікрокульками підвішують до кришки, що закріпляється на отворі барабана Барабан піддають вібрації, і він утворює разом з кришкою камеру, всередині якої створюють мікрокульковий факел Такий дробометальний апарат не дозволяє обробляти тонкі деталі, такі як пір'я турбінних лопаток, оскільки мікрокульковий факел не є однорідним, зокрема, внаслідок того, що розподіл вібраційної енергії є дуже складним, і при ньому утворяться вузли і опуклості Крім того, для дробоструминної обробки повністю укомплектованого ротора потрібний барабан великих розмірів, який є таким, що дорого коштує і вимагає потужного віброгенератора З патенту FR 2 689 431 відомий також спосіб дробоструминної обробки зубів шестерні, при цьому шестерню приводять у обертання перед звукоходом, а звукоход оточений екраном з стержнів, що втримуються за допомогою пружин, при цьому стержні входять в контакт із зубами і з шестернею і утворять навколо звукоходу непроникну камеру, боки якої, що деформуються, повторюють профіль зубів і шестерні Такий спосіб не може бути застосований для лопаткового колеса, оскільки - обробка боковин пір'їв буде дуже асиметричною, - стержні не можуть автоматично повторювати профіль боковин пір'їв, які розташовані дуже близько один від одного і від радіального положення Крім того, дуже важко забезпечити оптимальну обробку, оскільки необхідно встановлювати високу точність для обробки всієї периферії колеса, не піддаючи при цьому додатковій обробці частину колеса, яка першою пройшла обробку Першою задачею є виконання дробоструминної обробки, коли боковини пір'їв лопаткового колеса розташовані дуже близько одне від одного, що заважає вводити дробометальні сопла Друга задача складається в обробці боковин пір'їв і міжпірйового простору, не обробляючи при цьому ДВІЧІ перехідні зони між пір'ями і міжпірйовими просторами Третя задача складається в збільшенні швидкості дробоструминної обробки пір'їв міжпірйового простору лопаткового колеса Четвертою задачею є поліпшення симетрії дробоструминної обробки на протилежних боковинах пір'їв Предметом даного винаходу є спосіб ультразвукової дробоструминної обробки деталей на колесі, яке містить кільцеву поверхню обертання з центром на геометричній осі обертання колеса, при цьому деталі розташовані на кільцевій поверхні на лінії по геометричному колу з центром на геометричній осі обертання і утворюють таким чином геометричну поверхню обертання, яку називають оболонкою, коли колесо обертається навколо своєї геометричної осі обертання, дробоструминну обробку здійснюють шляхом занурення деталей в мікрокульковий факел всередині активної камери, мікрокульковий факел активується вібруючою поверхнею всередині активної камери, при цьому колесо приводиться у обертання навколо своєї геометричної осі під час дробоструминної обробки Такий спосіб відрізняється тим, що а) колесо вміщують одночасно в отворах щонайменше трьох камер, кожний отвір обмежений з одного і з іншого боку двома бічними краями деталей, бічні краї розташовані навпроти кільцевої поверхні з обмеженим зазором Е1, при цьому отвори також обмежені двома розташованими один проти одного профільними краями, які розташовані також навпроти щонайменше поверхні оболонки з обмеженим зазором Е2, камери є попарно суміжними, кожна за допомогою одного профільного краю, причому щонайменше одна камера є активною, і щонайменше дві камери є пасивними, тобто не містять вібруючої поверхні, при цьому кожна активна камера розташована між двома іншими камерами, б) під час дробоструминної обробки мікрокульки подають в активні камери і витягують їх з пасивних камер Зрозуміло, що деталі можуть бути знімними і можуть бути інтегровані в колесо шляхом їх виконання в єдиному блоці з матеріалу колеса У будьякому разі деталі послідовно проходять всередині кожної камери при обертанні колеса, що дозволяє проводити дробоструминну обробку всіх деталей Зрозуміло також, що активна камера не сполучається із ЗОВНІШНІМ простором безпосередньо через свій профільний край, а завжди через, щонайменше, одну пасивну камеру, оскільки тільки пасивна камера може сполучатися через свій профільний край із ЗОВНІШНІМ простором Зрозуміло, що бічні краї і профільні краї взаємодіють один з одним, забезпечуючи непроникність камер для мікрокульок по відношенню до колеса і деталей, при цьому вказана непроникність є безконтактною Дійсно, бічні краї закривають камери по кільцевій поверхні 57173 8 зазору Е2 величину, меншу діаметра мікрокульок, колеса, внаслідок чого кільцева поверхня прохощо повністю виключає можливість їх проходження дить вздовж бічних країв із зазором Е1, а деталі через цей зазор Е2 з однієї камери в іншу, однак проходять внаслідок цього між бічними краями, очевидно, що цей зменшений зазор Е2 не впливає коли колесо обертається навколо своєї геометрина мікрокульки, що попадають з однієї камери в чної осі обертання Точно так само профільні краї іншу через межпірйові простори закривають камери по поверхні оболонки, при цьому деталі прохоУ переважному варіанті кругова ширина L1 дять поперечно перед профільними краями з обкамер, взята між краями форми, щонайменше рівмеженим зазором Е2 Така непроникність достатна потрійній круговій відстані L2 між двома- сусідня, щоб мікрокульковий факел залишався німи деталями, при цьому L1 і L2 утворять довжисконцентрованим в обмеженому об'ємі для того, ни дуги на геометричному колі, утвореному щоб енергія, що приводить його в рушення не модеталями Інакше кажучи, одна камера може одгла понадміру розсіюватися ночасно приймати до чотирьох деталей У випадку активних камер таке розташування дозволяє Зрозуміло, що мікрокульки поступово покидавтримувати в цій активній камері масу мікрокульють активну камеру нри проходженні через міжпіркового факела, що перевищує масу, здатну пронийовий простір, тобто між двома деталями, коли кати через міжпірйовий простір при його прохоміжпірйові простори проходять перед профільним дженні перед профільним краєм, що є чинником, краєм Оскільки активна камера є суміжною через регулюючим цю масу У випадку пасивних камер кожний з своїх профільних країв з іншою камерою, таке розташування збільшує камеру, сприяє загато мікрокульки попадають в суміжні камери При санню енергії мікрокульок і дозволяє тим самим цьому можна розглядати два випадки Якщо дана скоротити пропорцію кульок, здатних покидати суміжна камера є пасивною, то проникаючі в неї камеру Проте отриманий ефект можна збільшити мікрокульки перестають отримувати енергію від шляхом збільшення відношення L1/L2, наприклад, вібруючої поверхні і швидко осідають на дні пасидо величини, щонайменше рівній від п'яти до девної камери внаслідок загасання отриманої ними сяти енергії Якщо дана суміжна камера є активною, то мікрокульки знову проходять через міжпірйові проПереважно, під час дробоструминної обробки стори до обох суміжних камер до того моменту, колесо робить щонайменше N=5 оборотів При поки вони не попадуть в пасивну камеру, в якій такому розташуванні кожна деталь при кожному вони втрачають свою енергію і осідають на дно обороті проходить тільки 1/N частину необхідної Звідси зрозуміло, що потік мікрокульок утвориться повної дробоструминної обробки, що дозволяє під час дробоструминної обробки в напрямі від досягти рівномірної і близької до оптимальної активних камер до пасивних камер, при цьому дадробоструминної обробки деталей Насправді зроний потік в основному проходить через міжпірйові зуміло, що в нормальному режимі деталі прохопростори, причому ті, що нагромаджуються в падять через активну камеру N раз, але деякі з них сивних камерах мікрокульки витягуються і в перепройдуть N+1 або N-1 разів в залежності від того, важному варіанті знову подаються в активні камеяк колесо пройде останнє коло, однак це різниця ри, забезпечуючи їх живлення 1/N стає не важливою при великому N Було помічене, що мікрокульковий факел дуже Таке розташування є переважним у випадку добре проникає у вузькі простори між пір'ями до тонких деталей, таких як пір'я турбінних лопаток міжпірйового простору колеса, що дозволяє повніДійсно, КОЛИ перо проникає у вібраційний камеру, стю обробити боковини пір'їв і вирішити першу його боковина, повернена в напрямі обертання задачу Міжпірйові простори обробляються одноколеса, стає навпроти вібруючої поверхні і внаслічасно з боковинами пір'їв Внаслідок цього перехідок цього буде оброблятися переважно протилеждні зони між боковинами пір'їв і міжпірйові простона боковина, і все відбувається навпаки в момент, ри зазнають дробоструминної обробки тільки один коли це ж перо виходить з активної камери Таким раз, що є рішенням другої задачі чином, прогресія дробоструминної обробки на протилежних боковинах пера є асиметричною під Звичайно тривалість дробоструминної обробчас проходження пера у вібраційний камері, і ця ки в камері набору з 75 пір'їв досягає 24 годин, асиметрія компенсується, коли перо виходить з враховуючи необхідність численних проміжних вібраційний камери, при цьому дана асиметрія маніпуляцій між кожним пером При застосуванні ділиться на N і внаслідок цього може стати не ваданого способу ця тривалість скорочується до 90 жливою, що є розв'язанням четвертої проблеми хвилин, завдяки скасуванню цих проміжних операцій, що дозволяє вирішити третю задачу У переважному варіанті активні камери і вібруючі поверхні симетричні по відношенню до верПрактично величина зазору Е1 між бічними тикальної геометричної площини Р, що містить в краями і кільцевою поверхнею менше діаметра собі геометричну вісь обертання При такому розмікрокульок, що повністю перешкоджає проникташуванні мікрокульковий факел,, що знаходиться ненню мікрокульок через цей зазор Е1 і дозволяє в активних камерах симетричний по відношенню уникнути застосування додаткових засобів для до цієї площини Р, тому задні і передні боковини витягання мікрокульок, що проникли через цей пір'їв проходять в мікрокульковому факелі через зазор Е1 еквівалентні цикли дробоструминної обробки, що У переважному варіанті зазор Е2 між краями поліпшує загальну симетрію дробоструминної обформи і поверхнею оболонки щонайменше рівний робки боковин пір'їв подвійному діаметру мікрокульок Це дозволяє скоротити КІЛЬКІСТЬ мікрокульок, що проходять з Даною патентною заявкою запропонований однієї камери в іншу Можна також додати цьому також дробометальний апарат, необхідний для реалізації заявленого способу, при цьому апарат містить шпиндель, виконаний з можливістю утримання і приведення у обертання предмета, такого як колесо, навколо геометричної осі обертання, при цьому апарат містить активну камеру, нижня частина якої виконана навколо вібруючої поверхні, здатної втримувати мікрокульковий факел у вказаній камері, а ІНШІ камери є пасивними Даний апарат відрізняється тим, що він містить а) щонайменше три камери, кожна з яких містить отвір, повернений до геометричної осі обертання, кожний отвір обмежений краєм, причому кожний край містить дві кругові протилежні частини або бічні краї, бічні краї утворять дугу кола з центром на геометричній осі обертання, і кожний край містить також дві профільні частини, протилежні профільному краю, при цьому профільні частини ідентичні і розташовані по геометричному колу з центром на геометричній осі обертання, камери є попарно суміжними через профільний край, при цьому кожна активна камера розташована між двома іншими камерами, б) засоби подачі мікрокульок в активні камери, а також засоби видалення мікрокульок з пасивних камер У переважному варіанті засоби подачі мікрокульок в активні камери і засоби видалення мікрокульок з пасивних камер являють собою тальвеги, що містять високі точки і низькі точки, при цьому низькі точки знаходяться в активних камерах і доходять до вібруючих поверхонь, а високі точки знаходяться в пасивних камерах Зрозуміло, що по тальвегам під впливом сили тяжіння проходять мікрокульки, падаючі на дно пасивних камер, і попадають на вібруючі поверхні в активних камерах Ці тальвеги перетинають бічні стінки камер і проходять через канали У переважному варіанті камери є знімними Такі камери мають просту конструкцію і виконані, наприклад, з плексигласових листів, при цьому така конструкція дозволяє легко пристосувати дробометальний апарат до обробки коліс і деталей самих різних форм і діаметрів Даний винахід і його переваги будуть більш зрозумілі при розгляді докладного прикладу виконання і прикладених фігур Фіг 1 - фронтальний вигляд дробометального апарату ВІДПОВІДНО ДО даного винаходу, лопаткового турбінного ротора, що застосовується для дробоструминної обробки, при цьому вказаний ротор є двоступеневим Для того, щоб ясніше виділити складаючі частини ВІДПОВІДНО ротора і дробометального апарату, на фігурі наказана тільки половина ротора Фіг 2 - вигляд збоку в розрізі дробометального апарату і ротора Фіг 3 - збільшений вигляд спереду дробометального апарату і ротора, при цьому на фігурі показане розташування бічних сторін лопаток по відношенню до мікрокулькового факела всередині активної камери Для більшої ясності межпірйові простори показані розширеними Фіг 4 - збільшений вигляд збоку активної камери, при цьому на фігурі показано, як пір'я проходять у вирізах перед профільними краями Розглянемо одночасно фігури 1 і 2 Ультразву 57173 10 ковий дробом стальний апарат 10 містить станину 11, в якій встановлений шпиндель 15, що обертається навколо геометричної осі 16, при цьому на одному КІНЦІ шпинделя 15 встановлений патрон 17, що дозволяє повністю закріпляти весь ротор 18 Шпиндель 15 приводиться в рушення за допомогою не показаного на фігурі двигуна Ротор 18 має основну форму обертання з центром на геометричній осі 16 Ротор 18 містить кругове колесо 19, периферія якого утворена кільцевою поверхнею 20, на якій розташована множина пір'їв 21 по круговій лінії на геометричному колі з центром на геометричній осі обертання 16 таким чином, що пір'я 21 проходять почергово через одне і те ж положення під дією обертання колеса У даному прикладі ротор 18 містить два рівні лопаток 21 Нижченаведений опис однаково відноситься до кожної з цих рівнів У цьому ж прикладі пір'я 21 розташовані радіально у вигляді виступів на кільцевій поверхні 20 і відділені один від одного рівномірними просторами Цифрою 23 позначена МІЖПІрйова поверхня, утворена дільницею кільцевої поверхні 20 між пір'ями 21 Цифрою 24 позначений міжпірйовий простір, тобто простір між пір'ями 21 При обертанні колеса 19 пір'я 21 утворять геометричну поверхню оболонки 25, що має форму обертання навколо геометричної осі 16 Дробометальний апарат 10 в даному прикладі містить п'ять камер ЗО Кожна камера ЗО містить днище 31, утворююче її саму низьку частину, бічні стінки 32 і отвори 33, направлені вгору і, у разі необхідності, в сторону Кожний отвір 33 обмежений двома бічними краями, позначеними 34 на фігурі 3 і що мають зазор Е1 з кільцевою поверхнею 20, при цьому бічні краї 34 утворять дуги кола з центром на геометричній осі 16 На фігурі 2 показано, що пір'я 21 проходять між бічними краями 34 при обертанні колеса 19 навколо геометричної осі 16 Кожний отвір 33 обмежений також двома профільними краями 35, що повторюють форму пір'їв 21, при цьому пір'я 21 проходять перед профільними краями 35 з обмеженим зазором Е2 при обертанні колеса 19 Камери ЗО утворять конвеєр і позначені послідовно 30а, ЗОЬ, 30с, 30d і ЗОе, при цьому камери ЗО є попарно суміжними через профільні краї 35 Таким чином, кожна з камер 30а і ЗОе на кінцях конвеєра має ВІДПОВІДНО профільний край 35а і 35е, що межує із ЗОВНІШНІМ простором, а всі ІНШІ профільні краї 35 межують зі суміжною камерою Зрозуміло, що, коли колесо 10 обертається в напрямі обертання 46, кожне перо приходить ззовні і входить в конвеєр камер ЗО через профільний край 35а, перетинає послідовно камери 30а, ЗОЬ, 30с, 30d і ЗОе, проходячи через бічні краї 34 і профільні краї 35, виходячи після цього назовні через профільний край 35е Призначення і функції різних камер ЗО не є ідентичними Камера 30с в середині конвеєра є активною, і и горизонтальне днище 31с оточує вібруючу поверхню 40 на КІНЦІ звукоходу 41, закріпленого на станині за допомогою відповідної опори 42 і одержуючого енергію вібрації від віброгенератора 43 кварцового типу Звукоход 41 передає цю енергію вібрації на вібруючу поверхню 40 із зниженим імпедансом, при цьому вібруюча повер 11 хня 40 передає цю енергію вібрації мікрокулькам, що знаходиться на поверхні 40 або падаючим на неї, при цьому мікрокульки розлітаються у всіх напрямах до бічних стінок 32, кільцевій поверхні 20 і пір'ям 2 1 , що знаходяться в отворі 33с активної камери 30с, і заповнюють таким чином об'єм активної камери 30с у вигляді мікрокулькового факела 45 Активна камера 30с оточена з кожної сторони двома пасивними камерами, тобто ВІДПОВІДНО ЗОЬ і 30а з одного боку і 30d і ЗОе з іншого боку Зрозуміло, що бічні краї 34 і профільні краї 35 забезпечують непроникність камер 35 по відношенню до колеса 19 і пір'ям 2 1 , при цьому ця непроникність є більш або менш повною Додаючи зазору Е1 величину, меншу діаметра мікрокульок, що застосовуються, тим самим повністю перешкоджають виходу мікрокульок з камер шляхом проходження між бічними краями 34 і кільцевою поверхнею ЗО Скорочуючи зазор Е2 між профільними краями 35 і пір'ями 2 1 , знижують витрату мікрокульок, що проходять від активної камери 30с до пасивних суміжних камер ЗОЬ і 30d, однак залишається витрата мікрокульок, що проходять через міжпірйові простори 2 1 , коли міжпірйові простори 21 проходять перед профільним краєм 35 Однак, мікрокульки, ті, що попадають в пасивні камери ЗОЬ і 30d більше не отримують енергії від вібруючої поверхні і швидко втрачають кінетичну енергію, отриману ними при ударах об бічні стінки 32 і днище 33 пасивних камер ЗОЬ і 30d, а також об пір'я 21 і кільцеву поверхню 20 в пасивних камерах 30b, 30d, при цьому мікрокульки падають під силою тяжіння на днище 31 пасивних камер 30b, 30d Незначна КІЛЬКІСТЬ мікрокульок доходить все ж до днища 31 пасивних камер 30а, ЗОе на КІНЦІ конвеєра Однак їх кінетична енергія стала дуже слабкою і повністю затухає після вищеописаних рухів, і жодна мікрокулька вже не може вилетіти назовні Тому оператор завантажує певну КІЛЬКІСТЬ мікрокульок в активну камеру 30с перед початком дробоструминної обробки колеса, і цієї КІЛЬКОСТІ ДОСИТЬ для виконання всього циклу дробоструминної обробки, під час якого оператору не треба додавати мікрокульки У даному прикладі колесо 19 з пір'ями 21 має діаметр 900мм, і пасивні камери підіймаються з кожної сторони на висоту, рівну половині цього діаметра Мікрокульки, що знаходяться в пасивних камерах 30а, 30b, 30d і ЗОе при загасанні їх кінетичної енергії падають на днище 31 камер Дані днища 31 нахилені і утворять тальвеги 50 з кожної сторони активної камери 30с, при цьому тальвеги 50 дозволяють мікрокулькам опускатися під силою тяжіння до днища 31с активної камери 31 і попасти на вібруючу поверхню 40, де вони отримують нову КІЛЬКІСТЬ енергії і поповнюють мікрокульковий факел 45 всередині активної камери 30с Тальвеги 50 перетинають бічні стінки 32 через канали 51 і пропускають мікрокульки, що проходять від пасивних камер 30а, 30b, 30d, ЗОе до активної камери 30с через бічні стінки 32 У цьому прикладі камери ЗО є знімними і являють собою бак 55, що містить дві подовжні плоскі вертикальні стінки 56, паралельні між собою і перпендикулярні геометричній осі обертання 16, 57173 12 при цьому кожна з подовжніх стінок 56 містить ребро 57 у вигляді півкола з центром на геометричній осі обертання 16, при цьому ребра приходять в положення проти кільцевої поверхні 20 колеса 19 по обидві сторони пір'їв 2 1 , подовжні стінки 56 сполучені поперечними стінками 58, закриваючи таким чином по боках бак 55 Поперечні стінки 58 направлені до днища бака 55 і утворюють днище 59, нахилене до середини Бак 55 встановлений на майданчику 60, закріпленому на станині 1 1 , при цьому майданчик оточує вібруючу поверхню 40 на верхньому КІНЦІ звукоходу 41 Зрозуміло, що бак 55 в поєднанні з майданчиком 60 на вібруючій поверхні 40 відкритий зверху і непроникний збоку і знизу щонайменше для мікрокульок Бак 55 розділений на п'ять камер ЗО поперечними перегородками 6 1 , практично радіальними по відношенню до геометричної осі обертання 16, при цьому поперечні перегородки 61 містять не показані на фігурі вирізи, в які із зазором Е2 входять пір'я 21 при обертанні колеса Зрозуміло, що такий бак 55 може бути легко виконаний шляхом нарізання його елементів з пластини, наприклад, з плексигласу, при цьому елементи з'єднують разом, наприклад, за допомогою гвинтів Зрозуміло, що обидва ребра 57 утворять бічні краї 34 камер ЗО і що краю вирізів в поперечних перегородках 61 утворять профільні краї 35 Зрозуміло також, що камера ЗО, виконана в баку 55 над вібруючою поверхнею 40 являє собою активну камеру 30с, а ІНШІ камери ЗО, виконані в баку 55, є пасивними камерами 30а, 30b, 30d, ЗОе Тепер розглянемо одночасно фігури 3 і 4 Для більшої ясності зазори Е1 і Е2 показані в збільшеному вигляді так само, як і межпірйові простори Цифрами 65 і 66 позначені протилежні боковини пера 20, при цьому боковина 65, яка називається передньою, умовно повернена в напрямі обертання 46, а протилежна боковина, яка називається задньою, повернена в зворотну сторону Розглянемо шлях пера 21 і його боковин 65, 66, що перетинають активну камеру 30с, при цьому позначення пера 21 і його боковин 65, 66 доповнені індексами а, Ь, с, ВІДПОВІДНИМИ положенню входу, середньому положенню і положенню виходу Під ДІЄЮ обертання колеса 19 в напрямі обертання 46 перо 21 а, що рухається від пасивної камери ЗОЬ, проникає в активну камеру 30с, проходячи через виріз 62 поперечної перегородки 61 із зазором Е2 по відношенню до профільного краю 35, що обмежує виріз 62 Передня боковина 65а пера 21а виявляється поверненою до вібруючої поверхні 40 на верхньому КІНЦІ звукоходу 4 1 , при цьому боковина 65а направлена до мікрокулькового факела і внаслідок цього зазнає дробоструминної обробки На відміну від неї задня боковина 66а лише в незначній мірі повернена до мікрокулькового факела і буде до нього повертатися все більше по мірі входу пера 21а в середнє положення У середньому положенні перо, позначене тепер 21Ь, повністю навантажене в мікрокульковий факел таким чином, що обидві його боковини, позначені в цьому випадку 65b, 66b, в однаковій мірі зазнають дробоструминної обробки При виході перо, позначене 65с, повертає свою задню боковину 65с до мікрокулькового факела, в той час як його передня бо 14 13 57173 ковина 65с вже практично повернена в сторону від вина 66 У даному прикладі ширина L камери рівна факела, і дробоструминну обробку проходить тільчотирьом відстаням L2 між двома сусідніми детаки задня боковина 66с Зрозуміло, що симетрія лями, внаслідок чого в даній камері можуть одноактивної камери 30с і вібруючої поверхні 40 по часно знаходитися до п'яти деталей відношенню до вертикальної геометричної площиЧастина 70 мікрокульок, що знаходяться в кани Р, що заключав геометричну вісь обертання 16, мері, проходить через міжпірйові простори 24 в приводить до симетрії мікрокулькового факела суміжних пасивних камерах ЗОЬ і 30d Ці мікрокувсередині активної камери 30с по відношенню до льки швидко втрачають свою енергію і падають на тієї ж площини Р Внаслідок цього протилежні боднищі 31, утворюючи низхідний потік 71, що опусковини 65, 66 пера 21 будуть проходити в такому кається під силою тяжіння по тальвегу 50 і що помікрокульковому факелі в активній камері 30с сивертається таким чином в активну камеру 30с, метричні шляхи і зазнавати при кожному проході проходячи через поперечні перегородки 61 по еквівалентної дробоструминної обробки, різниця в просторах або каналах 51, виконаних між попереобробці, виникаюча між протилежними боковиначними перегородками 61 і днищами 31 ми 65, 66 при перетині активної камери 30с, ноВершини 80 пір'їв під впливом дробоструминсить тимчасовий характер, оскільки вона компенної обробки зазнають розплющщення і в результасується в момент виходу пера 21 з активної ті приймають форму, що злегка наближається до камери 30с Зрозуміло також, що дробоструминна форми головки молотка Тому пір'я виконують з обробка, здійснювана за N оборотів замість одного висотою, що перевищує остаточну висоту, і після приводить до розподілу на N цієї тимчасової різдробоструминної обробки вершини 80 обробляниці Наприклад, якщо дробоструминна обробка ють, наприклад, шляхом шліфування, щоб додати здійснюється за N=20 оборотів, то ця тимчасова пір'ям остаточну висоту і зняти деформацію у вирізниця буде рівна всього лише 5% повної дробосгляді головки молотка труминної обробки Заявник вважає, що N=5 обоУ переважному варіанті в активну камеру ЗО ротів є прийнятним мінімумом для дробоструминвміщують форми, позначені 83 на фігурі 1, при ної обробки дуже тонких пір'їв 21, що цьому форми 83 розташовують по обидві сторони застосовуються в газотурбінних двигунах Можлипір'їв 21, і пір'я 21 перетинають активну камеру 30с во значно збільшувати число N за умови, що внаміж формами 83 з тим же зазором Е2 Таке розтаслідок цього тангенціальна швидкість пір'їв 21 зашування перешкоджає ударам мікрокульок по дулишається не важливою в порівнянні зі середньою же тонких передніх кромках 81 і задніх кромках 82 швидкістю мікрокульок в факелі В іншому випадку пір'їв 21 і захищає передні кромки 81 і задні кромки виникає асиметрія, при якій передня боковина 65 82 від розплющщення зазнає більш інтенсивної обробки, ніж задня боко 25 18 ФІГ І 15 57173 16 1 20. 25 ,19 42 ФІГ 2 ФІ1 З 17 18 19,20 Комп'ютерна верстка О Кураєв Підписано до друку 05 07 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and machine for ultrasonic shot blasting of workplaces on wheel
Назва патенту російськоюСпособ и аппарат для ультразвуковой дробеструйной обработки деталей на колесе
МПК / Мітки
Мітки: спосіб, дробоструминної, обробки, апарат, деталей, ультразвукової, колесі
Код посилання
<a href="https://ua.patents.su/9-57173-sposib-i-aparat-dlya-ultrazvukovo-drobostruminno-obrobki-detalejj-na-kolesi.html" target="_blank" rel="follow" title="База патентів України">Спосіб і апарат для ультразвукової дробоструминної обробки деталей на колесі</a>
Спосіб об’ємної обробки поверхні деталей
Номер патенту: 38253
Опубліковано: 15.05.2001
Автори: Кобець Анатолій Степанович, Фасатуров Станіслав Степанович, Деркач Олексій Дмитрович, Буря Олександр Іванович
МПК: B24B 31/033
Мітки: спосіб, деталей, обробки, об'ємної, поверхні
Формула / Реферат:
(21) 2000063429(54) (57) Дата прийняття рішення 27 березня 2001р. 1. Спосіб об'ємної обробки поверхні деталей, розміщених в ємкості,...
Пристрій для ультразвукової ударної обробки металів

Номер патенту: 47536
Опубліковано: 15.07.2002
Автори: Міхеєв Павло Петрович, Книш Віталій Васильович, Прокопенко Георгій Іванович, Кудрявцев Юрій Філіпович, Клейман Яков Ісакович, Козлов Олександр Вікторович
МПК: B24B 39/00, C21D 11/00, C21D 1/04, B24B 1/04
Мітки: ударної, пристрій, обробки, металів, ультразвукової
Формула / Реферат:
1. Пристрій для ультразвукової ударної обробки металів, який містить послідовно з’єднані ультразвуковий генератор, п’єзокерамічний перетворювач, трансформатор коливальної швидкості (ТКШ), головку у вигляді стакана, встановлену з можливістю її вільного обертання навколо осі ТКШ і з отворами у донній частині, в яких розташовані стрижневі ударні інструменти з конічними потовщеннями на верхніх кінцях, а між інструментами і торцем ТКШ знаходиться...
Спосіб віброхімічної вирівнюючої обробки деталей
Номер патенту: 39685
Опубліковано: 15.06.2001
Автори: Лубенська Людмила Михайлівна, Перов Дмитро Леонідович, Власов Володимир Олександрович
МПК: B24B 31/06
Мітки: вирівнюючої, обробки, деталей, спосіб, віброхімічної
Формула / Реферат:
Спосіб віброхімічної вирівнюючої обробки деталей, при якому деталі обробляють у вібруючому резервуарі, який заповнений абразивними робочими тілами та хімічно активним розчином, який відрізняється тим, що поверхню деталей заздалегідь покривають тонким (0.5 - 5 мкм) шаром гальванічного покриття, пасивного до хімічно- активного розчину.
Спосіб ультразвукової ударної обробки і операційний технологічний комплекс для його реалізації

Номер патенту: 12741
Опубліковано: 28.02.1997
Автори: Труфяков Володимир Іванович, Чірцов Сєргєй Жоржевіч, RU, Міхеєв Павло Петрович, Лобанов Леонід Михайлович, Вострухін Євгеній Алексєєвіч, RU, Статніков Єфім Шмульєвіч, RU, Арановскій Дмітрій Євгеньєвіч, RU, Патон Борис Євгенович
МПК: C21D 1/04
Мітки: ультразвукової, обробки, технологічний, спосіб, комплекс, ударної, реалізації, операційний
Формула / Реферат:
(57) 1 Способ ультразвуковой ударной обработки преимущественно сварных металлоконструкций ударными элементами, соединенными с ультразвуковым преобразователем включающий подачу вынужденных колебаний ультразвуковой частоты через преобразователь на ударные элементы и воздействие на обрабатываемую поверхность материала ударными элементами с заданной по технологии амплитудой смещения их выходных торцев перпендикулярно обрабатываемой поверхности,...
Спосіб обробки різанням плоских поверхонь деталей
Номер патенту: 29929
Опубліковано: 15.11.2000
Автори: Кривобоков Владислав Анатолійович, Покинтелиця Микола Іванович, Зарубицький Євген Улянович
МПК: B23D 23/00
Мітки: деталей, різанням, плоских, спосіб, поверхонь, обробки
Формула / Реферат:
Спосіб обробки різанням плоских поверхонь деталей, в якому зрізання стружки здійснюють різальним диском, який відрізняється тим, що торцеву поверхню диска встановлюють під кутом 3...5° до площини оброблюваної поверхні.
Попередній патент: Практично безводна косметична композиція для місцевого застосування (варіанти), спосіб її виготовлення, олівець для очей та косметична плівкоутворювальна система
Наступний патент: Робочий орган автомата для навивання кілець із стрічки
Випадковий патент: Хірургічний апарат для накладання анастомозів на порожнисті органи