Стакан для безперервного розливу з модулятором тиску
Номер патенту: 73574
Опубліковано: 15.08.2005
Автори: Хісліп Лоуренс Дж., Доррікотт Джеймс Д., Ксу Донг
Формула / Реферат
1. Розливний стакан для переміщення рідкого металу у напрямку його потоку, який виконаний з можливістю взаємодії з регулятором, що регулює потік рідкого металу, що включає:
(а) внутрішню поверхню, що визначає прохідний канал для переміщення рідкого металу; і
(б) вхідну частину, виконану з можливістю взаємодії з регулятором, утворюючи з ним зону регулювання потоку,
який відрізняється тим, що додатково включає модулятор тиску, розташований нижче за потоком відносно зони регулювання, який включає бічну стінку, вирівняну вздовж напряму потоку, і основу, розташовану головним чином ортогонально напряму потоку, причому бічна поверхня і основа утворюють між собою кут Ф, що має значення орієнтовно менше, ніж 135°.
2. Розливний стакан за п. 1, який відрізняється тим, що регулятор являє собою стопорний стрижень.
3. Розливний стакан за п. 1, який відрізняється тим, що модулятор тиску включає вставку, встановлену у каналі розливного стакана.
4. Розливний стакан за п. 3, який відрізняється тим, що зазначена вставка визначає вхідну частину і містить щонайменше одну зону звуження, для звуження потоку нижче за потоком відносно вхідної частини і модулятора тиску.
5. Розливний стакан за п. 4, який відрізняється тим, що зона звуження має в напрямку потоку довжину L2 і ширину А в ортогональному напрямку, а частина модулятора тиску має в напрямку потоку довжину L1 і ширину В в ортогональному напрямку.
6. Розливний стакан за п. 5, який відрізняється тим, що ширина В, розділена на ширину А, визначає відношення звуження В/А, довжина L1, розділена на ширину В, визначає відношення простору тиску L1/В, а довжина L2, розділена на ширину А, визначає відносний показник довжини звуження L2/А, причому вказані відношення вибирають таким чином, щоб зменшити розділення потоку.
7. Розливний стакан за п. 5, який відрізняється тим, що ширина В, розділена на ширину А, визначає відношення звуження В/А, яке є більшим, ніж приблизно 1,4.
8. Розливний стакан за п. 5, який відрізняється тим, що ширина В, розділена на
ширину А, визначає відношення звуження В/А, яке знаходиться у межах приблизно від 1,7 до 2,5.
9. Розливний стакан за п. 5, який відрізняється тим, що довжина L1, розділена на
ширину В, визначає відношення простору тиску L1/В, яке є приблизно більшим, ніж 0,7, і меншим, ніж 8,0.
10.Розливний стакан за п. 5, який відрізняється тим, що довжина L1, розділена на
ширину В, визначає відношення простору тиску L1/В, яке знаходиться у межах приблизно від 1,0 до 2,5.
11. Розливний стакан за п. 5, який відрізняється тим, що довжина L2, розділена на ширину А, визначає відносний показник довжини звуження L2/А, який є приблизно меншим, ніж 6,0.
12. Розливний стакан за п. 5, який відрізняється тим, що довжина L2, розділена на ширину А, визначає відносний показник довжини звуження L2/А, який знаходиться у межах приблизно від 0,3 до 1,5.
13. Розливний стакан за п. 1, який відрізняється тим, що кут Ф знаходиться у межах приблизно від 80° до 100°.
14. Розливний стакан за п. 1, який відрізняється тим, що бічна стінка і основа визначають радіус R між ними, який є меншим, ніж приблизно (В-А)/2.
15.Розливний стакан за п. 14, який відрізняється тим, що радіус R є меншим, ніж приблизно (В-А)/4.
16. Спосіб регулювання потоку рідини, що має напрямок потоку, який відрізняється тим, що регулювання здійснюють за допомогою розливного стакана за будь-яким з пп. 1-15.
Текст
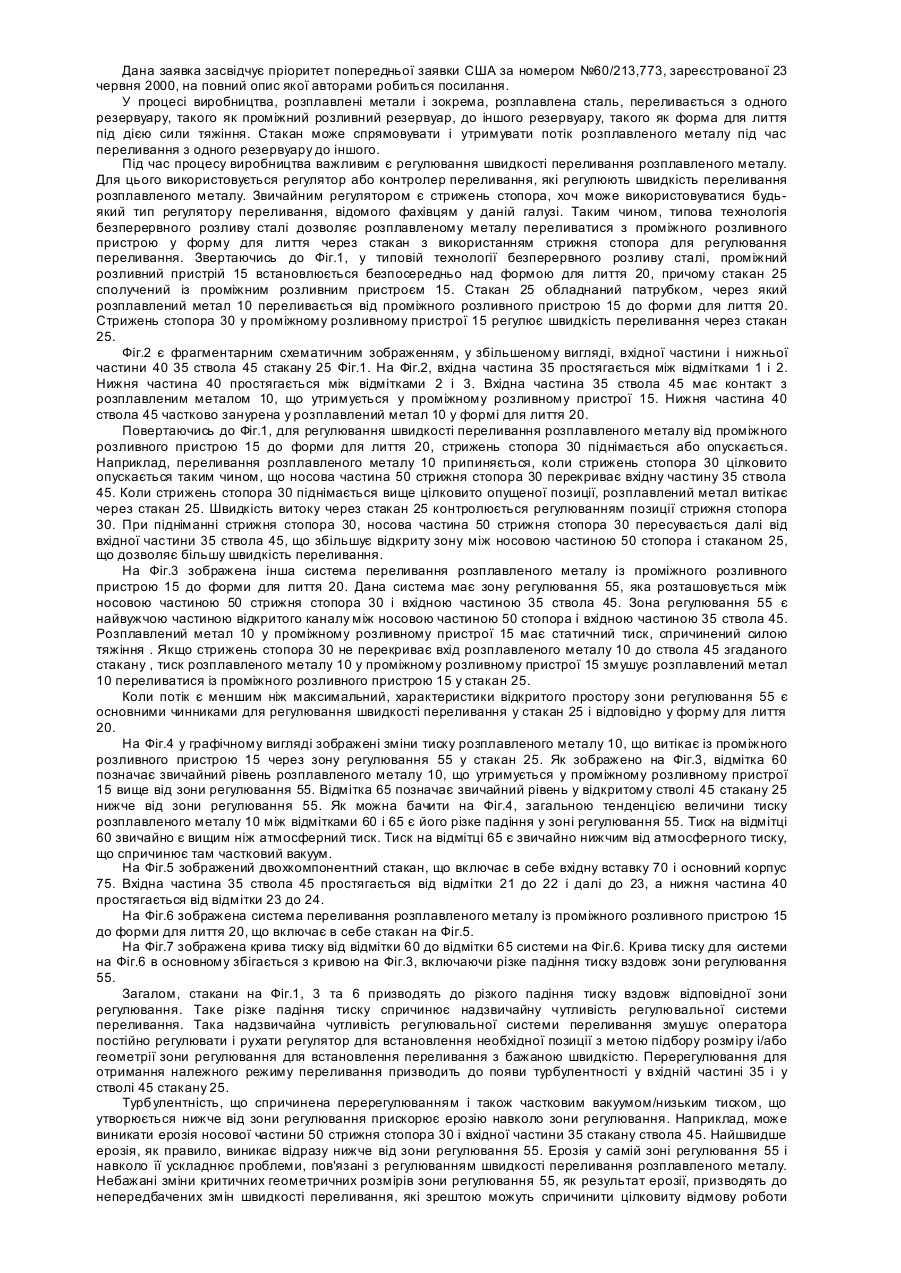
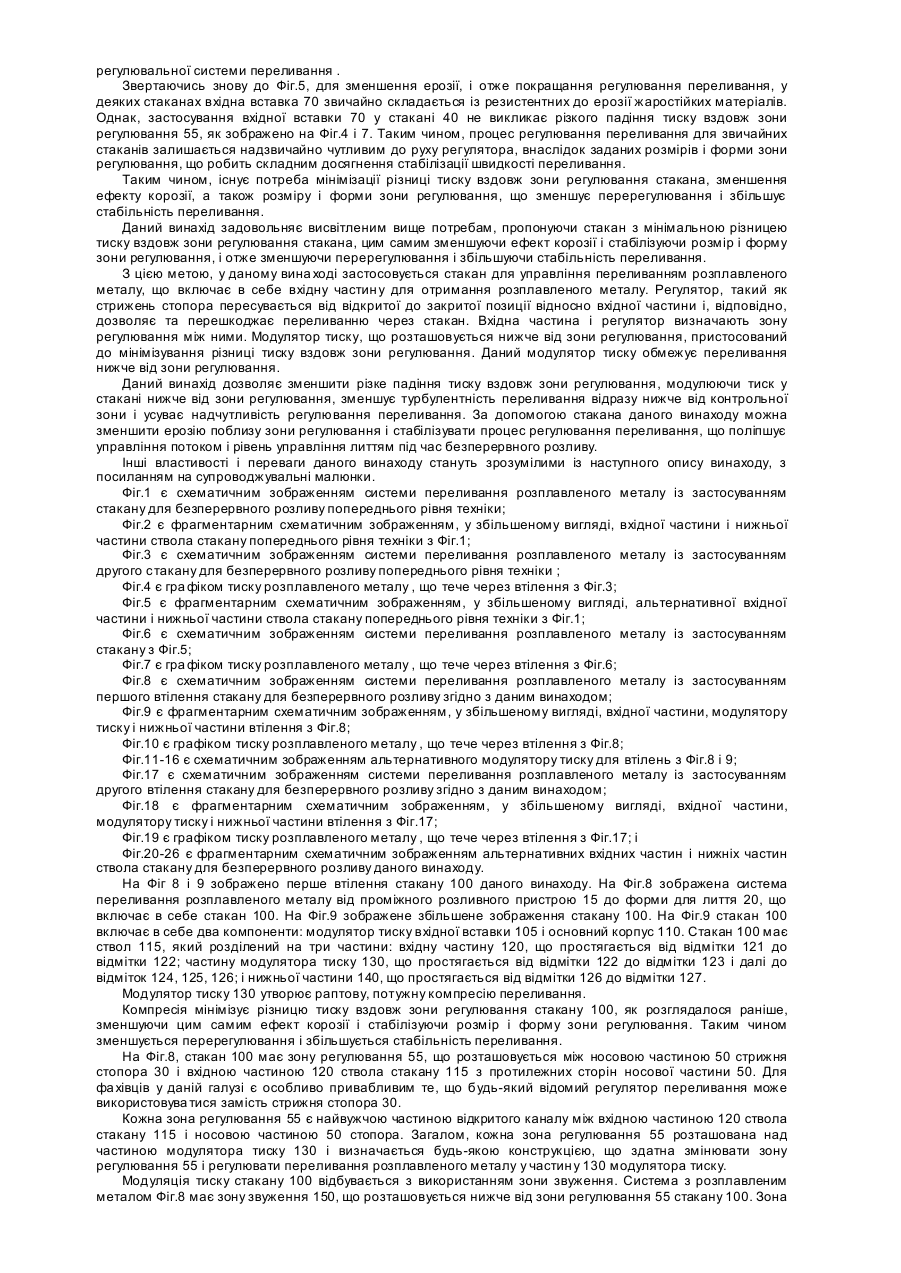
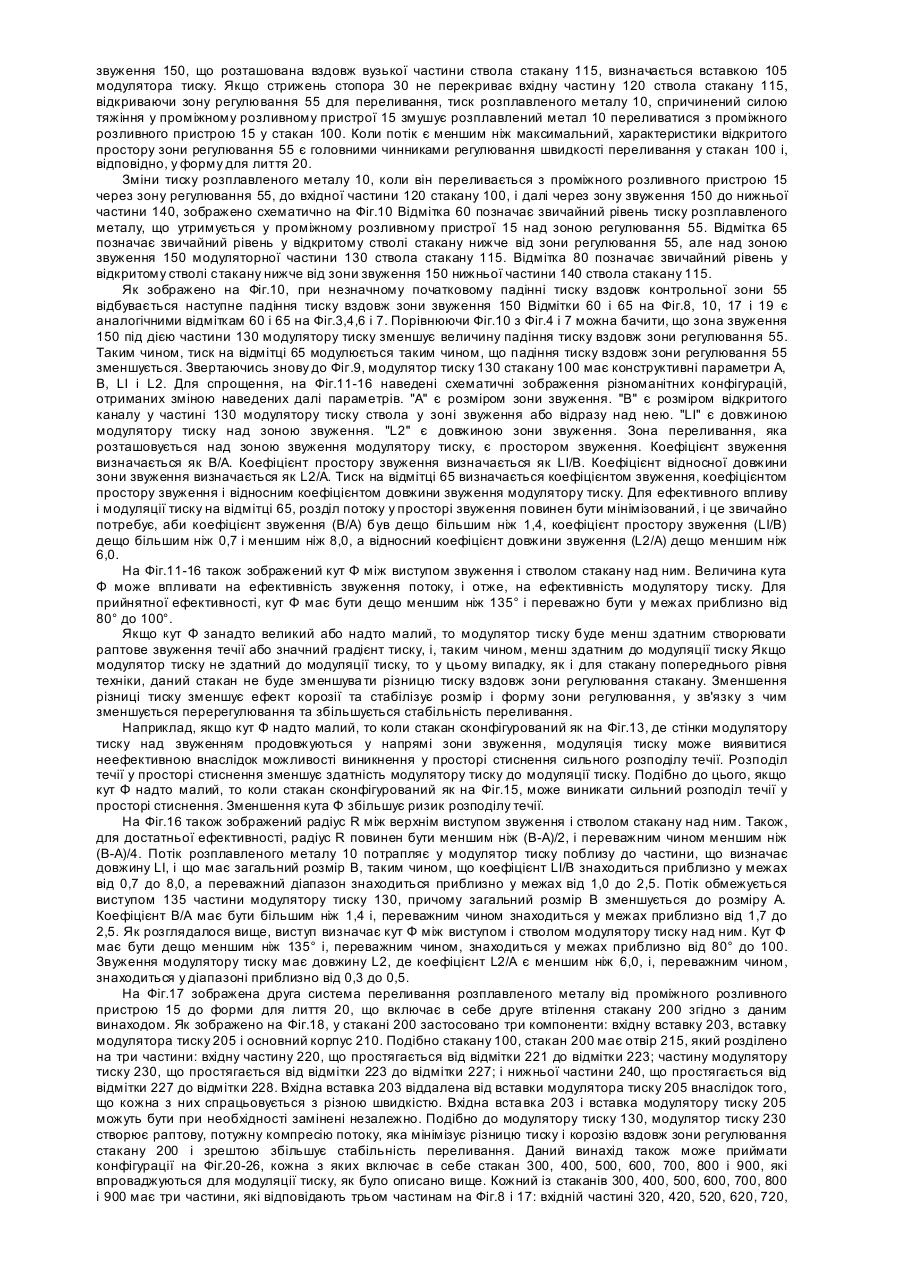
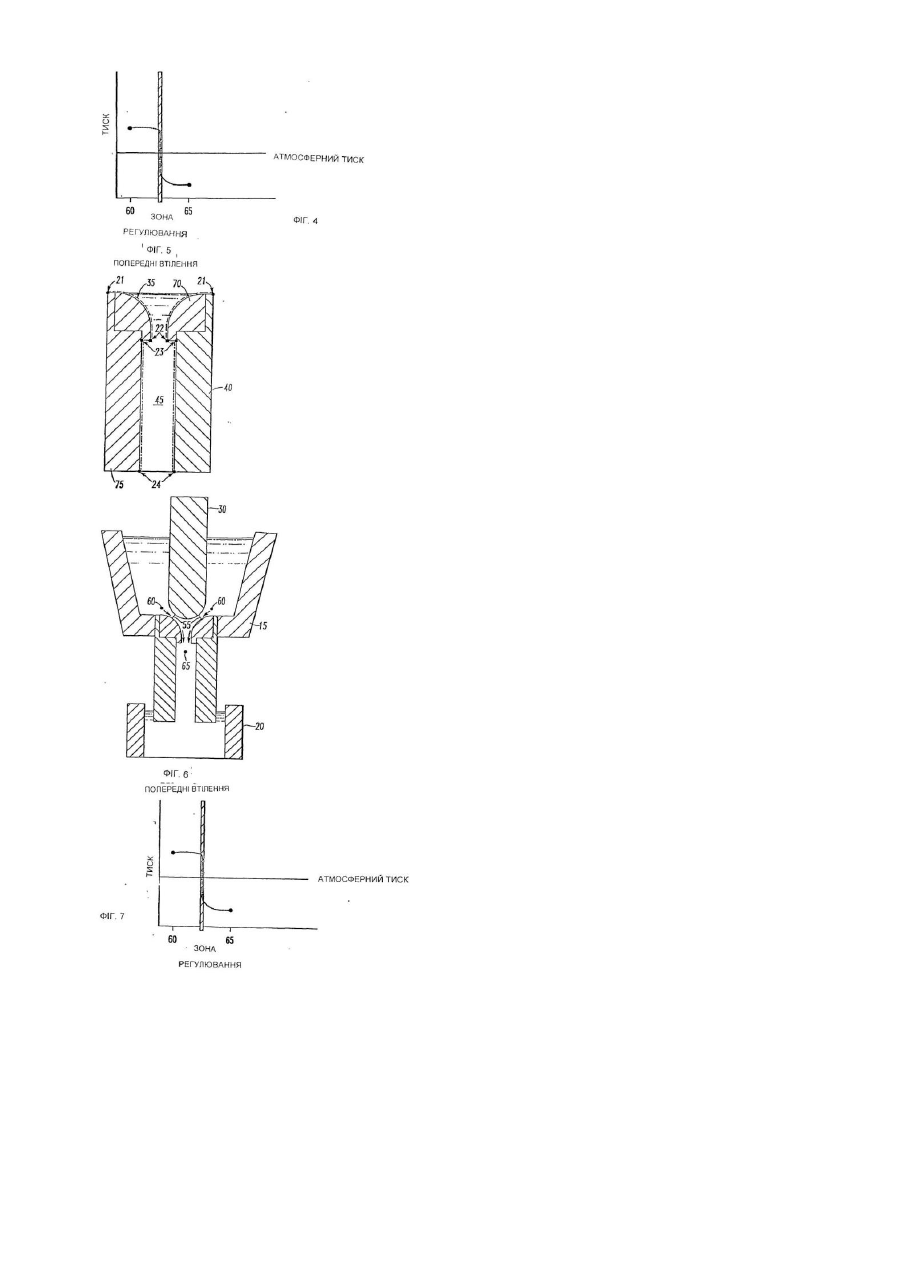
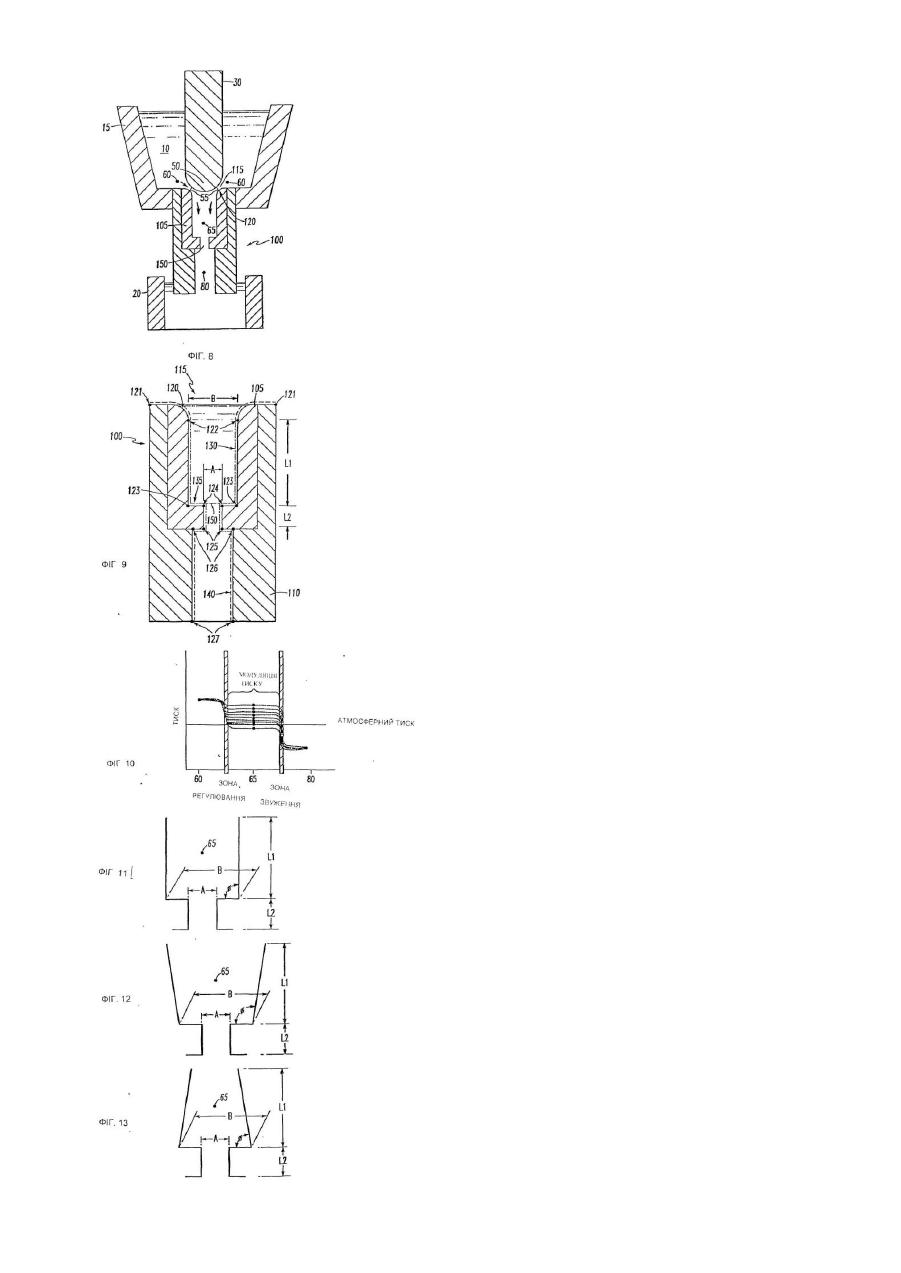
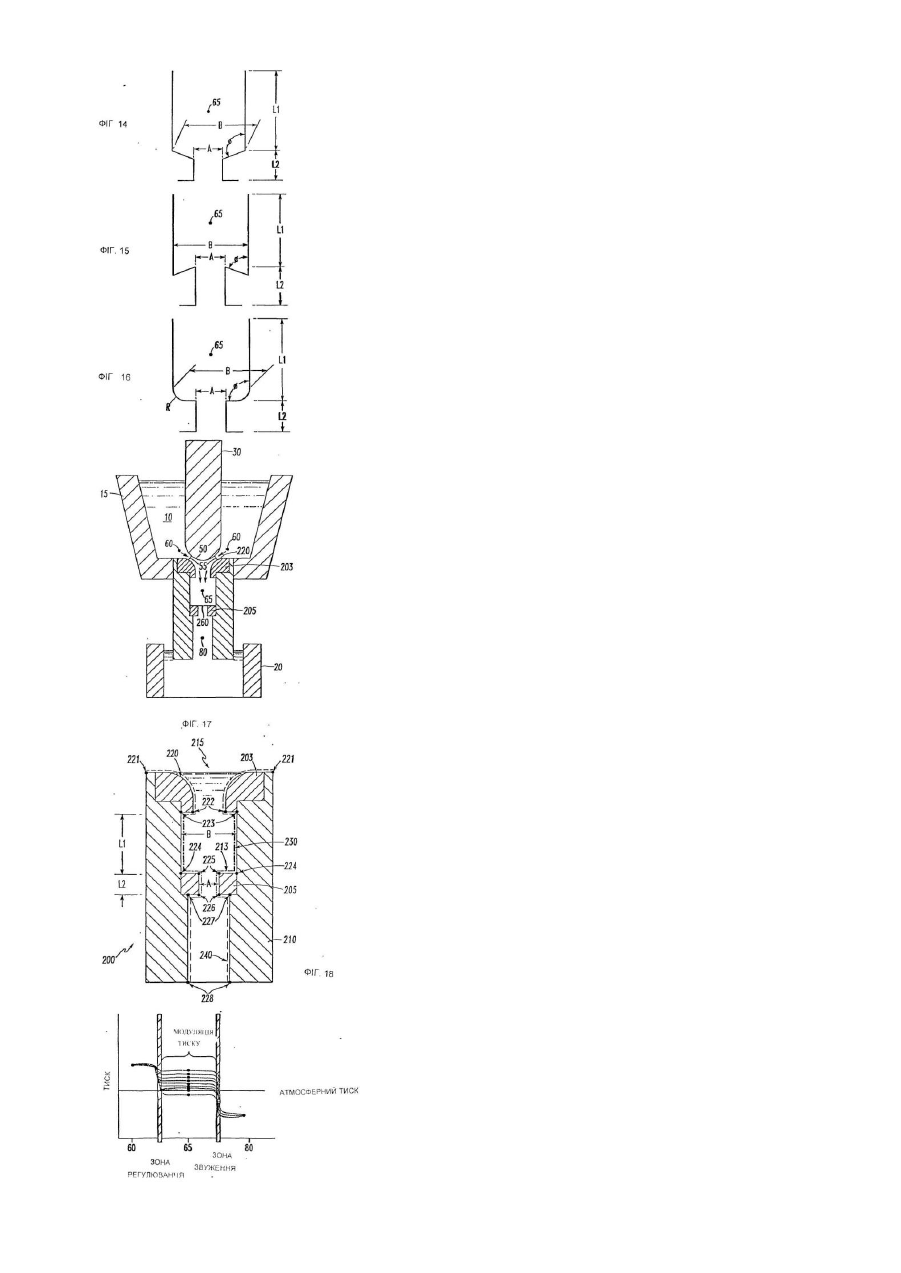
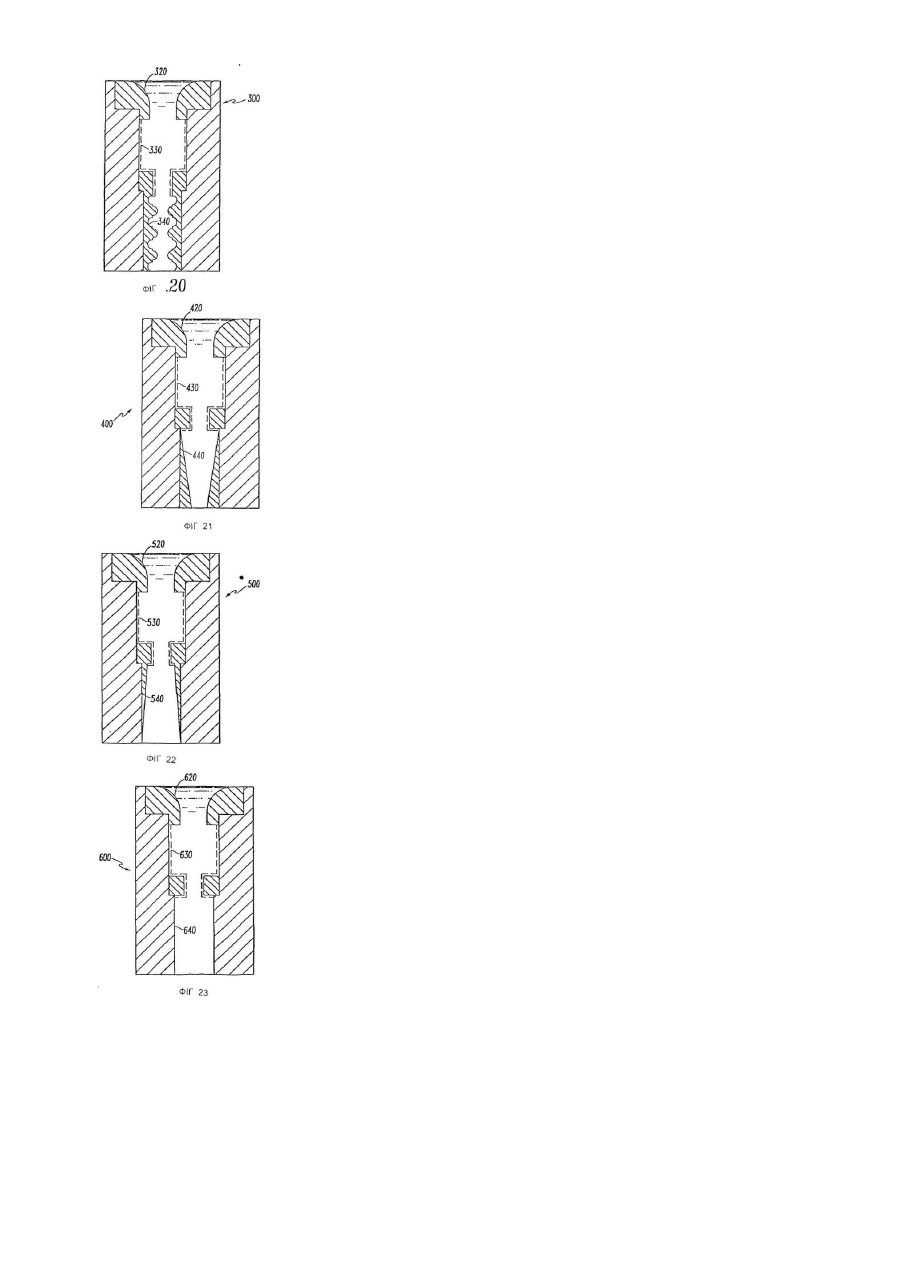
Дана заявка засвідчує пріоритет попередньої заявки США за номером №60/213,773, зареєстрованої 23 червня 2000, на повний опис якої авторами робиться посилання. У процесі виробництва, розплавлені метали і зокрема, розплавлена сталь, переливається з одного резервуару, такого як проміжний розливний резервуар, до іншого резервуару, такого як форма для лиття під дією сили тяжіння. Стакан може спрямовувати і утримувати потік розплавленого металу під час переливання з одного резервуару до іншого. Під час процесу виробництва важливим є регулювання швидкості переливання розплавленого металу. Для цього використовується регулятор або контролер переливання, які регулюють швидкість переливання розплавленого металу. Звичайним регулятором є стрижень стопора, хоч може використовуватися будьякий тип регулятору переливання, відомого фахівцям у даній галузі. Таким чином, типова технологія безперервного розливу сталі дозволяє розплавленому металу переливатися з проміжного розливного пристрою у форму для лиття через стакан з використанням стрижня стопора для регулювання переливання. Звертаючись до Фіг.1, у типовій технології безперервного розливу сталі, проміжний розливний пристрій 15 встановлюється безпосередньо над формою для лиття 20, причому стакан 25 сполучений із проміжним розливним пристроєм 15. Стакан 25 обладнаний патрубком, через який розплавлений метал 10 переливається від проміжного розливного пристрою 15 до форми для лиття 20. Стрижень стопора 30 у проміжному розливному пристрої 15 регулює швидкість переливання через стакан 25. Фіг.2 є фрагментарним схематичним зображенням, у збільшеному вигляді, вхідної частини і нижньої частини 40 35 ствола 45 стакану 25 Фіг.1. На Фіг.2, вхідна частина 35 простягається між відмітками 1 і 2. Нижня частина 40 простягається між відмітками 2 і 3. Вхідна частина 35 ствола 45 має контакт з розплавленим металом 10, що утримується у проміжному розливному пристрої 15. Нижня частина 40 ствола 45 частково занурена у розплавлений метал 10 у формі для лиття 20. Повертаючись до Фіг.1, для регулювання швидкості переливання розплавленого металу від проміжного розливного пристрою 15 до форми для лиття 20, стрижень стопора 30 піднімається або опускається. Наприклад, переливання розплавленого металу 10 припиняється, коли стрижень стопора 30 цілковито опускається таким чином, що носова частина 50 стрижня стопора 30 перекриває вхідну частину 35 ствола 45. Коли стрижень стопора 30 піднімається вище цілковито опущеної позиції, розплавлений метал витікає через стакан 25. Швидкість витоку через стакан 25 контролюється регулюванням позиції стрижня стопора 30. При підніманні стрижня стопора 30, носова частина 50 стрижня стопора 30 пересувається далі від вхідної частини 35 ствола 45, що збільшує відкриту зону між носовою частиною 50 стопора і стаканом 25, що дозволяє більшу швидкість переливання. На Фіг.3 зображена інша система переливання розплавленого металу із проміжного розливного пристрою 15 до форми для лиття 20. Дана система має зону регулювання 55, яка розташовується між носовою частиною 50 стрижня стопора 30 і вхідною частиною 35 ствола 45. Зона регулювання 55 є найвужчою частиною відкритого каналу між носовою частиною 50 стопора і вхідною частиною 35 ствола 45. Розплавлений метал 10 у проміжному розливному пристрої 15 має статичний тиск, спричинений силою тяжіння . Якщо стрижень стопора 30 не перекриває вхід розплавленого металу 10 до ствола 45 згаданого стакану , тиск розплавленого металу 10 у проміжному розливному пристрої 15 змушує розплавлений метал 10 переливатися із проміжного розливного пристрою 15 у стакан 25. Коли потік є меншим ніж максимальний, характеристики відкритого простору зони регулювання 55 є основними чинниками для регулювання швидкості переливання у стакан 25 і відповідно у форму для лиття 20. На Фіг.4 у графічному вигляді зображені зміни тиску розплавленого металу 10, що витікає із проміжного розливного пристрою 15 через зону регулювання 55 у стакан 25. Як зображено на Фіг.3, відмітка 60 позначає звичайний рівень розплавленого металу 10, що утримується у проміжному розливному пристрої 15 вище від зони регулювання 55. Відмітка 65 позначає звичайний рівень у відкритому стволі 45 стакану 25 нижче від зони регулювання 55. Як можна бачити на Фіг.4, загальною тенденцією величини тиску розплавленого металу 10 між відмітками 60 і 65 є його різке падіння у зоні регулювання 55. Тиск на відмітці 60 звичайно є вищим ніж атмосферний тиск. Тиск на відмітці 65 є звичайно нижчим від атмосферного тиску, що спричинює там частковий вакуум. На Фіг.5зображений двохкомпонентний стакан, що включає в себе вхідну вставку 70 і основний корпус 75. Вхідна частина 35 ствола 45 простягається від відмітки 21 до 22 і далі до 23, а нижня частина 40 простягається від відмітки 23 до 24. На Фіг.6 зображена система переливання розплавленого металу із проміжного розливного пристрою 15 до форми для лиття 20, що включає в себе стакан на Фіг.5. На Фіг.7 зображена крива тиску від відмітки 60 до відмітки 65 системи на Фіг.6. Крива тиску для системи на Фіг.6 в основному збігається з кривою на Фіг.3, включаючи різке падіння тиску вздовж зони регулювання 55. Загалом, стакани на Фіг.1, 3 та 6 призводять до різкого падіння тиску вздовж відповідної зони регулювання. Таке різке падіння тиску спричинює надзвичайну чутливість регулювальної системи переливання. Така надзвичайна чутливість регулювальної системи переливання змушує оператора постійно регулювати і рухати регулятор для встановлення необхідної позиції з метою підбору розміру і/або геометрії зони регулювання для встановлення переливання з бажаною швидкістю. Перерегулювання для отримання належного режиму переливання призводить до появи турбулентності у вхідній частині 35 і у стволі 45 стакану 25. Турбулентність, що спричинена перерегулюванням і також частковим вакуумом/низьким тиском, що утворюється нижче від зони регулювання прискорює ерозію навколо зони регулювання. Наприклад, може виникати ерозія носової частини 50 стрижня стопора 30 і вхідної частини 35 стакану ствола 45. Найшвидше ерозія, як правило, виникає відразу нижче від зони регулювання 55. Ерозія у самій зоні регулювання 55 і навколо її ускладнює проблеми, пов'язані з регулюванням швидкості переливання розплавленого металу. Небажані зміни критичних геометричних розмірів зони регулювання 55, як результат ерозії, призводять до непередбачених змін швидкості переливання, які зрештою можуть спричинити цілковиту відмову роботи регулювальної системи переливання . Звертаючись знову до Фіг.5, для зменшення ерозії, і отже покращання регулювання переливання, у деяких стаканах вхідна вставка 70 звичайно складається із резистентних до ерозії жаростійких матеріалів. Однак, застосування вхідної вставки 70 у стакані 40 не викликає різкого падіння тиску вздовж зони регулювання 55, як зображено на Фіг.4 і 7. Таким чином, процес регулювання переливання для звичайних стаканів залишається надзвичайно чутливим до руху регулятора, внаслідок заданих розмірів і форми зони регулювання, що робить складним досягнення стабілізації швидкості переливання. Таким чином, існує потреба мінімізації різниці тиску вздовж зони регулювання стакана, зменшення ефекту корозії, а також розміру і форми зони регулювання, що зменшує перерегулювання і збільшує стабільність переливання. Даний винахід задовольняє висвітленим вище потребам, пропонуючи стакан з мінімальною різницею тиску вздовж зони регулювання стакана, цим самим зменшуючи ефект корозії і стабілізуючи розмір і форму зони регулювання, і отже зменшуючи перерегулювання і збільшуючи стабільність переливання. З цією метою, у даному вина ході застосовується стакан для управління переливанням розплавленого металу, що включає в себе вхідну частин у для отримання розплавленого металу. Регулятор, такий як стрижень стопора пересувається від відкритої до закритої позиції відносно вхідної частини і, відповідно, дозволяє та перешкоджає переливанню через стакан. Вхідна частина і регулятор визначають зону регулювання між ними. Модулятор тиску, що розташовується нижче від зони регулювання, пристосований до мінімізування різниці тиску вздовж зони регулювання. Даний модулятор тиску обмежує переливання нижче від зони регулювання. Даний винахід дозволяє зменшити різке падіння тиску вздовж зони регулювання, модулюючи тиск у стакані нижче від зони регулювання, зменшує турбулентність переливання відразу нижче від контрольної зони і усуває надчутливість регулювання переливання. За допомогою стакана даного винаходу можна зменшити ерозію поблизу зони регулювання і стабілізувати процес регулювання переливання, що поліпшує управління потоком і рівень управління литтям під час безперервного розливу. Інші властивості і переваги даного винаходу стануть зрозумілими із наступного опису винаходу, з посиланням на супроводжувальні малюнки. Фіг.1 є схематичним зображенням системи переливання розплавленого металу із застосуванням стакану для безперервного розливу попереднього рівня техніки; Фіг.2 є фрагментарним схематичним зображенням, у збільшеному вигляді, вхідної частини і нижньої частини ствола стакану попереднього рівня техніки з Фіг.1; Фіг.3 є схематичним зображенням системи переливання розплавленого металу із застосуванням другого стакану для безперервного розливу попереднього рівня техніки ; Фіг.4 є гра фіком тиску розплавленого металу , що тече через втілення з Фіг.3; Фіг.5 є фрагментарним схематичним зображенням, у збільшеному вигляді, альтернативної вхідної частини і нижньої частини ствола стакану попереднього рівня техніки з Фіг.1; Фіг.6 є схематичним зображенням системи переливання розплавленого металу із застосуванням стакану з Фіг.5; Фіг.7 є гра фіком тиску розплавленого металу , що тече через втілення з Фіг.6; Фіг.8 є схематичним зображенням системи переливання розплавленого металу із застосуванням першого втілення стакану для безперервного розливу згідно з даним винаходом; Фіг.9 є фрагментарним схематичним зображенням, у збільшеному вигляді, вхідної частини, модулятору тиску і нижньої частини втілення з Фіг.8; Фіг.10 є графіком тиску розплавленого металу , що тече через втілення з Фіг.8; Фіг.11-16 є схематичним зображенням альтернативного модулятору тиску для втілень з Фіг.8 і 9; Фіг.17 є схематичним зображенням системи переливання розплавленого металу із застосуванням другого втілення стакану для безперервного розливу згідно з даним винаходом; Фіг.18 є фрагментарним схематичним зображенням, у збільшеному вигляді, вхідної частини, модулятору тиску і нижньої частини втілення з Фіг.17; Фіг.19 є графіком тиску розплавленого металу , що тече через втілення з Фіг.17; і Фіг.20-26 є фрагментарним схематичним зображенням альтернативних вхідних частин і нижніх частин ствола стакану для безперервного розливу даного винаходу. На Фіг 8 і 9 зображено перше втілення стакану 100 даного винаходу. На Фіг.8 зображена система переливання розплавленого металу від проміжного розливного пристрою 15 до форми для лиття 20, що включає в себе стакан 100. На Фіг.9 зображене збільшене зображення стакану 100. На Фіг.9 стакан 100 включає в себе два компоненти: модулятор тиску вхідної вставки 105 і основний корпус 110. Стакан 100 має ствол 115, який розділений на три частини: вхідну частину 120, що простягається від відмітки 121 до відмітки 122; частину модулятора тиску 130, що простягається від відмітки 122 до відмітки 123 і далі до відміток 124, 125, 126; і нижньої частини 140, що простягається від відмітки 126 до відмітки 127. Модулятор тиску 130 утворює раптову, потужну компресію переливання. Компресія мінімізує різницю тиску вздовж зони регулювання стакану 100, як розглядалося раніше, зменшуючи цим самим ефект корозії і стабілізуючи розмір і форму зони регулювання. Таким чином зменшується перерегулювання і збільшується стабільність переливання. На Фіг.8, стакан 100 має зону регулювання 55, що розташовується між носовою частиною 50 стрижня стопора 30 і вхідною частиною 120 ствола стакану 115 з протилежних сторін носової частини 50. Для фа хівців у даній галузі є особливо привабливим те, що будь-який відомий регулятор переливання може використовува тися замість стрижня стопора 30. Кожна зона регулювання 55 є найвужчою частиною відкритого каналу між вхідною частиною 120 ствола стакану 115 і носовою частиною 50 стопора. Загалом, кожна зона регулювання 55 розташована над частиною модулятора тиску 130 і визначається будь-якою конструкцією, що здатна змінювати зону регулювання 55 і регулювати переливання розплавленого металу у частин у 130 модулятора тиску. Модуляція тиску стакану 100 відбувається з використанням зони звуження. Система з розплавленим металом Фіг.8 має зону звуження 150, що розташовується нижче від зони регулювання 55 стакану 100. Зона звуження 150, що розташована вздовж вузької частини ствола стакану 115, визначається вставкою 105 модулятора тиску. Якщо стрижень стопора 30 не перекриває вхідну частин у 120 ствола стакану 115, відкриваючи зону регулювання 55 для переливання, тиск розплавленого металу 10, спричинений силою тяжіння у проміжному розливному пристрої 15 змушує розплавлений метал 10 переливатися з проміжного розливного пристрою 15 у стакан 100. Коли потік є меншим ніж максимальний, характеристики відкритого простору зони регулювання 55 є головними чинниками регулювання швидкості переливання у стакан 100 і, відповідно, у форму для лиття 20. Зміни тиску розплавленого металу 10, коли він переливається з проміжного розливного пристрою 15 через зону регулювання 55, до вхідної частини 120 стакану 100, і далі через зону звуження 150 до нижньої частини 140, зображено схематично на Фіг.10 Відмітка 60 позначає звичайний рівень тиску розплавленого металу,що утримується у проміжному розливному пристрої 15 над зоною регулювання 55. Відмітка 65 позначає звичайний рівень у відкритому стволі стакану нижче від зони регулювання 55, але над зоною звуження 150 модуляторної частини 130 ствола стакану 115. Відмітка 80 позначає звичайний рівень у відкритому стволі стакану нижче від зони звуження 150 нижньої частини 140 ствола стакану 115. Як зображено на Фіг.10, при незначному початковому падінні тиску вздовж контрольної зони 55 відбувається наступне падіння тиску вздовж зони звуження 150 Відмітки 60 і 65 на Фіг.8, 10, 17 і 19 є аналогічними відміткам 60 і 65 на Фіг.3,4,6 і 7. Порівнюючи Фіг.10 з Фіг.4 і 7 можна бачити, що зона звуження 150 під дією частини 130 модулятору тиску зменшує величину падіння тиску вздовж зони регулювання 55. Таким чином, тиск на відмітці 65 модулюється таким чином, що падіння тиску вздовж зони регулювання 55 зменшується. Звертаючись знову до Фіг.9, модулятор тиску 130 стакану 100 має конструктивні параметри А, В, LI і L2. Для спрощення, на Фіг.11-16 наведені схематичні зображення різноманітних конфігурацій, отриманих зміною наведених далі параметрів. "А" є розміром зони звуження. "В" є розміром відкритого каналу у частині 130 модулятору тиску ствола у зоні звуження або відразу над нею. "LI" є довжиною модулятору тиску над зоною звуження. "L2" є довжиною зони звуження. Зона переливання, яка розташовується над зоною звуження модулятору тиску, є простором звуження. Коефіцієнт звуження визначається як В/А. Коефіцієнт простору звуження визначається як LI/B. Коефіцієнт відносної довжини зони звуження визначається як L2/A. Тиск на відмітці 65 визначається коефіцієнтом звуження, коефіцієнтом простору звуження і відносним коефіцієнтом довжини звуження модулятору тиску. Для ефективного впливу і модуляції тиску на відмітці 65, розділ потоку у просторі звуження повинен бути мінімізований, і це звичайно потребує, аби коефіцієнт звуження (В/А) був дещо більшим ніж 1,4, коефіцієнт простору звуження (LI/B) дещо більшим ніж 0,7 і меншим ніж 8,0, а відносний коефіцієнт довжини звуження (L2/A) дещо меншим ніж 6,0. На Фіг.11-16 також зображений кут Φ між виступом звуження і стволом стакану над ним. Величина кута Φ може впливати на ефективність звуження потоку, і отже, на ефективність модулятору тиску. Для прийнятної ефективності, кут Φ має бути дещо меншим ніж 135° і переважно бути у межах приблизно від 80° до 100°. Якщо кут Φ занадто великий або надто малий, то модулятор тиску буде менш здатним створювати раптове звуження течії або значний градієнт тиску, і, таким чином, менш здатним до модуляції тиску Якщо модулятор тиску не здатний до модуляції тиску, то у цьому випадку, як і для стакану попереднього рівня техніки, даний стакан не буде зменшува ти різницю тиску вздовж зони регулювання стакану. Зменшення різниці тиску зменшує ефект корозії та стабілізує розмір і форму зони регулювання, у зв'язку з чим зменшується перерегулювання та збільшується стабільність переливання. Наприклад, якщо кут Φ надто малий, то коли стакан сконфігурований як на Фіг.13, де стінки модулятору тиску над звуженням продовжуються у напрямі зони звуження, модуляція тиску може виявитися неефективною внаслідок можливості виникнення у просторі стиснення сильного розподілу течії. Розподіл течії у просторі стиснення зменшує здатність модулятору тиску до модуляції тиску. Подібно до цього, якщо кут Φ надто малий, то коли стакан сконфігурований як на Фіг.15, може виникати сильний розподіл течії у просторі стиснення. Зменшення кута Φ збільшує ризик розподілу течії. На Фіг.16 також зображений радіус R між верхнім виступом звуження і стволом стакану над ним. Також, для достатньої ефективності, радіус R повинен бути меншим ніж (В-А)/2, і переважним чином меншим ніж (В-А)/4. Потік розплавленого металу 10 потрапляє у модулятор тиску поблизу до частини, що визначає довжину LI, і що має загальний розмір В, таким чином, що коефіцієнт LI/B знаходиться приблизно у межах від 0,7 до 8,0, а переважний діапазон знаходиться приблизно у межах від 1,0 до 2,5. Потік обмежується виступом 135 частини модулятору тиску 130, причому загальний розмір В зменшується до розміру А. Коефіцієнт В/А має бути більшим ніж 1,4 і, переважним чином знаходиться у межах приблизно від 1,7 до 2,5. Як розглядалося вище, виступ визначає кут Φ між виступом і стволом модулятору тиску над ним. Кут Φ має бути дещо меншим ніж 135° і, переважним чином, знаходиться у межах приблизно від 80° до 100. Звуження модулятору тиску має довжину L2, де коефіцієнт L2/A є меншим ніж 6,0, і, переважним чином, знаходиться у діапазоні приблизно від 0,3 до 0,5. На Фіг.17 зображена друга система переливання розплавленого металу від проміжного розливного пристрою 15 до форми для лиття 20, що включає в себе друге втілення стакану 200 згідно з даним винаходом. Як зображено на Фіг.18, у стакані 200 застосовано три компоненти: вхідну вставку 203, вставку модулятора тиску 205 і основний корпус 210. Подібно стакану 100, стакан 200 має отвір 215, який розділено на три частини: вхідну частину 220, що простягається від відмітки 221 до відмітки 223; частину модулятору тиску 230, що простягається від відмітки 223 до відмітки 227; і нижньої частини 240, що простягається від відмітки 227 до відмітки 228. Вхідна вставка 203 віддалена від вставки модулятора тиску 205 внаслідок того, що кожна з них спрацьовується з різною швидкістю. Вхідна вста вка 203 і вставка модулятору тиску 205 можуть бути при необхідності замінені незалежно. Подібно до модулятору тиску 130, модулятор тиску 230 створює раптову, потужну компресію потоку, яка мінімізує різницю тиску і корозію вздовж зони регулювання стакану 200 і зрештою збільшує стабільність переливання. Даний винахід також може приймати конфігурації на Фіг.20-26, кожна з яких включає в себе стакан 300, 400, 500, 600, 700, 800 і 900, які впроваджуються для модуляції тиску, як було описано вище. Кожний із стаканів 300, 400, 500, 600, 700, 800 і 900 має три частини, які відповідають трьом частинам на Фіг.8 і 17: вхідній частині 320, 420, 520, 620, 720, 820 або 920; частині модулятору тиску 330, 430, 530, 630, 730, 830 або 930; і нижній частини 340, 440, 540, 640, 740, 840 або 940. На Фіг.20-23 зображені втілення з пост-модуляцією нижньої частини різних конфігурацій для різноманітних цілей. На Фіг.24-26 зображено втілення з пре-модуляцією вхідної частини різних конфігурацій для різноманітних цілей. У зв'язку із викладеним та за умови, що модулятор тиску вже описаний вище, різноманітні пост або пре-модуляційні конфігурації будуть виявляти переважні властивості. Не дивлячись на те, що даний винахід був описаний щодо до його конкретних втілень, багато інших модифікацій і застосувань стануть очевидними для фахівців у даній галузі. Даний винахід не обмежується наведеними конкретними описами.
ДивитисяДодаткова інформація
Назва патенту англійськоюNozzle for continuous pouring with pressure modulator
Автори англійськоюXu Dong, Heaslip Lawrence J.
Назва патенту російськоюСтакан для непрерывной разливки с модулятором давления
Автори російськоюКсу Донг, Хислип Лоуренс Дж.
МПК / Мітки
МПК: B22D 41/14, B22D 41/50
Мітки: тиску, безперервного, стакан, розливу, модулятором
Код посилання
<a href="https://ua.patents.su/9-73574-stakan-dlya-bezperervnogo-rozlivu-z-modulyatorom-tisku.html" target="_blank" rel="follow" title="База патентів України">Стакан для безперервного розливу з модулятором тиску</a>
Живильний стакан для безперервного розливання сталі
Номер патенту: 66891
Опубліковано: 15.06.2004
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 41/50, B22D 11/10
Мітки: сталі, стакан, безперервного, живильний, розливання
Формула / Реферат:
1. Живильний стакан для безперервного розливання сталі, що включає корпус з металопровідним каналом і антиклоггінгове покриття, виконане в каналі, який відрізняється тим, що додатково включає індуктор, розташований на корпусі, а антиклоггінгове покриття виконано на поверхні металопровідного каналу з матеріалу, температура плавлення якого перевищує температуру розливання сталі.2. Живильний стакан за п.1, який відрізняється тим, що...
Установка безперервного розливу металу
Номер патенту: 153
Опубліковано: 30.04.1998
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/14
Мітки: установка, безперервного, металу, розливу
Формула / Реферат:
Установка безперервного розливу металу, що містить порожнистий металоприймач, зв'язаний з ним кристалізатор, робочий канал якого сполучений з порожниною металоприймача в нижній його частині, яка відрізняється тим, що верхня частина порожнини металоприймача відділена від нижньої її частини ступінчатим переходом і при цьому площа поперечного січення порожнини в верхній її частині перевищує площу поперечного січення порожнини в нижній частині...
Бокова стінка для машини безперервного розливу металевого листа, машина безперервного розливу металевого листа і машина безперервного розливу тонких металевих виробів
Номер патенту: 45347
Опубліковано: 15.04.2002
Автори: ДЕЛАССЮ П'єр, Вандевій Люк, Гюйо Філіп, Барб Жак, Кайо Фредерік
МПК: B22D 11/06
Мітки: безперервного, тонких, розливу, машини, стінка, машина, бокова, листа, металевих, металевого, виробів
Формула / Реферат:
1. Боковая стенка для машины непрерывной разливки металлического листа, содержащая пластину (12), выполненную из неметаллического огнеупорного материала и передней гранью контактирующую с торцами двух цилиндров (2) машины непрерывной разливки металлического листа и жидким металлом, и металлическую часть (14), позволяющую крепить боковую стенку к раме машины непрерывной разливки, отличающаяся тем, что металлическая часть образована поясом,...
Заглибний стакан для заливання рідкого металу в кристалізатор для безперервного розливання металу у злитки
Номер патенту: 61931
Опубліковано: 15.12.2003
Автори: Рішо Жоан, Дескав Фредерік, Оріель Фабієнн, Гаше Лоран, Гонкальв Бернар
МПК: B22D 41/50, B22D 11/08, B22D 41/08, B22D 11/10
Мітки: металу, розливання, стакан, безперервного, заглибний, злитки, заливання, рідкого, кристалізатор
Формула / Реферат:
1. Заглибний стакан для заливання рідкого металу в кристалізатор для безперервного розливання металу у злитки, який включає першу трубчасту частину, один кінець якої призначений для сполучення з посудиною, що містить рідкий метал, а другий кінець сполучається з другою порожньою частиною подовженої форми, одна з ділянок внутрішнього простору якої розташована практично перпендикулярно до названої вище першої трубчастої частини, при цьому...
Кристалізатор для безперервного розливу сталі
Номер патенту: 29808
Опубліковано: 15.11.2001
Автори: Налча Георгій Іванович, Нечипуренко Евген Степанович, Лехтер Олександр Вікторович, Кузьмінов Анатолій Вікторович, Довгошеев Володимир Тихонович, Дудко Анатолій Григорович, Капланов Василій Илліч, Бойко Володимир Семенович, Ларіонов Олександр Олексійович, Овсянніков Вадим Георгійович
МПК: B22D 11/059
Мітки: кристалізатор, сталі, розливу, безперервного
Формула / Реферат:
1. Кристалізатор для безперервного розливу сталі, який містить в собі водоохолоджуваний корпус, утворений широкими і вузькими стінками і обличкуванням зі зносостійкими пластинами, розташованими в його нижній частині, який відрізняється тим, що зносостійкі пластини розміщені в зоні інтенсивного зносу по всьому периметру корпуса на 0,01-0,4 його висоти, а решта робочого шару обличкування широких і середніх по ширині пластин вузьких стінок...
Попередній патент: Пристрій для очищення резервуара від радіоактивних залишків
Наступний патент: Переносний нафтозбиральний пристрій пнп-2
Випадковий патент: Спосіб діагностики розвитку атеросклерозу