Спосіб контролю рівномірності подавання фарби у офсетному друці
Номер патенту: 75458
Опубліковано: 26.11.2012
Автори: Величко Олена Михайлівна, Кушлик Богдан Ростиславович

Формула / Реферат
Спосіб контролю рівномірності подавання фарби у офсетному друці, який складається з таких послідовних операцій: запис файла тест-форми; виготовлення друкарської форми; налаштування машини до друку; перевірка налаштування зволожувального розчину в друкарській машині; налаштування полос контакту в розкочувально-накочувальній групі фарбового і зволожувального апарата; встановлення друкарської форми із зображенням тест-форми; налаштування рівня подавання зволожувального розчину та фарби на 1/8 від максимально можливого рівня; проведення друкування до отримання відбитку з відсутнім ефектом затягування проміжних елементів фарбою; друкування 51 відбитка; виконання вимірювання на 51-у відбитку оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S; перевірка 51-о відбитка у системі автоматизованого контролю машини і друкування до 100 відбитків за параметрами налаштування автоматизованої системи управління друкарським процесом; перевірка 101-о відбитка за оптичною густиною D, колірними відмінностями ∆Е, розтискуванням ∆S та у системі автоматизованого контролю машини і друкування до досягнення допустимих за стандартом ISO 12647-2 значень, який відрізняється тим, що має новий сюжет тест-форми, який дозволяє вимірювання оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S відбитка на шести ділянках зображення, котрі регламентують співвідношення друкувальних і проміжних елементів 2:1 і проміжних елементів до друкувальних 5:2 та додатково здійснюється вимірювання на 51-у та 101-у відбитках оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S по шести ділянках зображення тест-форми та порівняння результатів вимірювання 51-о і 101-о відбитків для встановлення величини відхилення від унормованого за стандартом ISO 12647-2 значення.
Текст
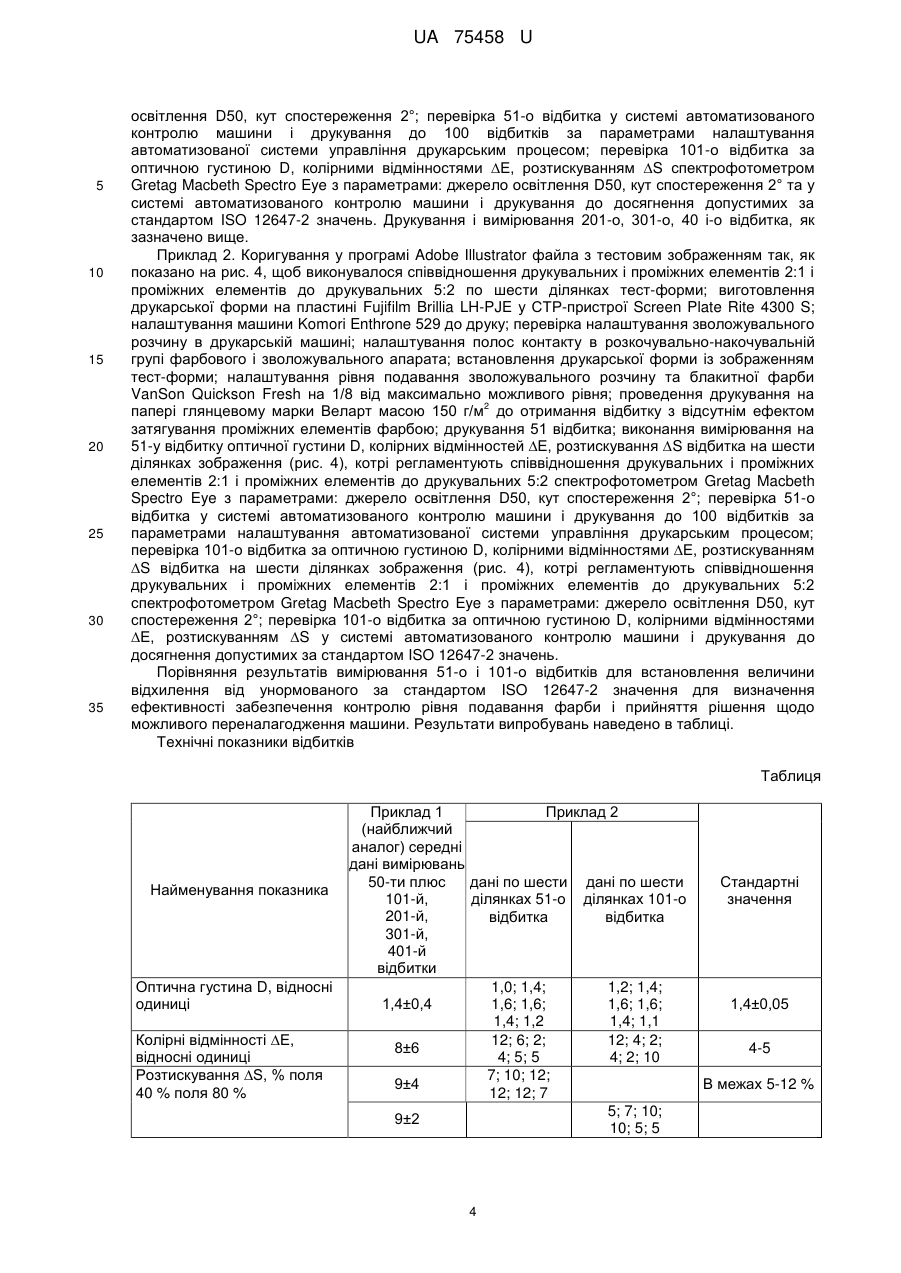
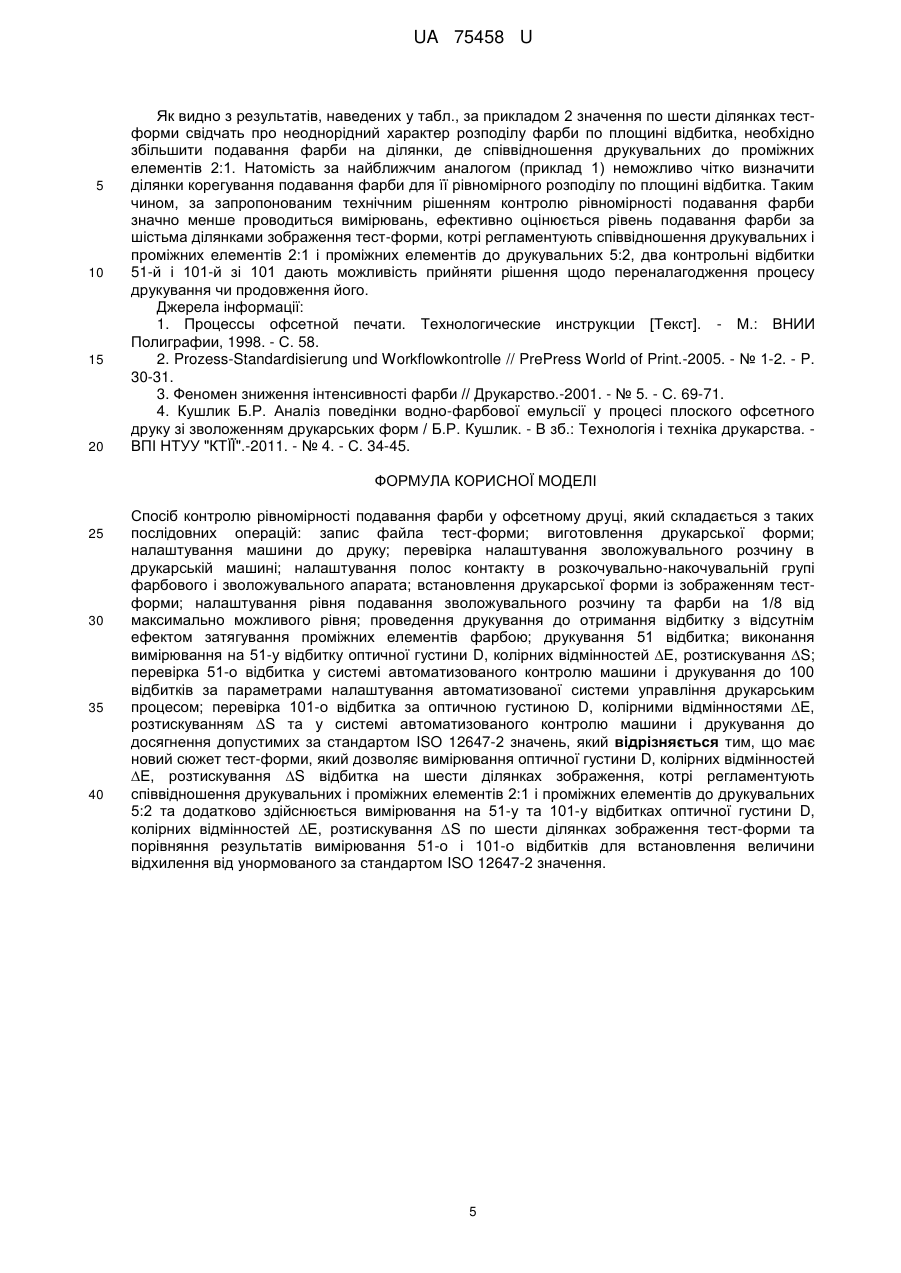
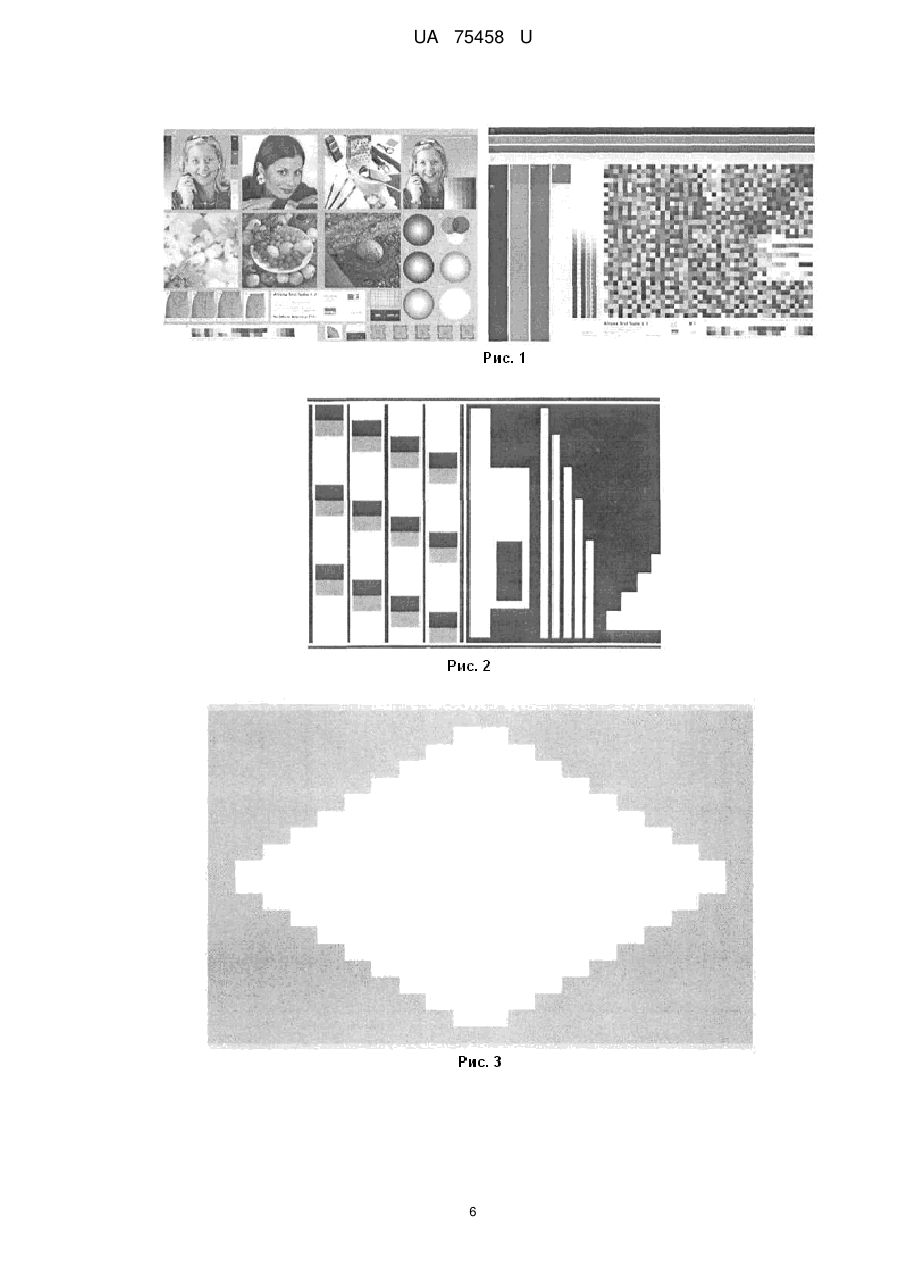
Реферат: Спосіб контролю рівномірності подавання фарби у офсетному друці включає запис файла тестформи; виготовлення друкарської форми; налаштування машини до друку; перевірку налаштування зволожувального розчину в друкарській машині; налаштування полос контакту в розкочувально-накочувальній групі фарбового і зволожувального апарата; встановлення друкарської форми із зображенням тест-форми; налаштування рівня подавання зволожувального розчину та фарби на 1/8 від максимально можливого рівня; проведення друкування до отримання відбитку з відсутнім ефектом затягування проміжних елементів фарбою. При цьому виконують вимірювання на 51-у та 101-у відбитку оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S по шести ділянках зображення тест-форми, котрі регламентують співвідношення друкувальних і проміжних елементів 2:1 і проміжних елементів до друкувальних 5:2, та порівняння результатів вимірювання, і друкування до досягнення допустимих за стандартом ISO 12647-2 значень. UA 75458 U (12) UA 75458 U UA 75458 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до поліграфічної галузі, зокрема до друкування офсетним плоским друком зі зволоженням друкарських форм, і може бути використана для друкування на рулонних і аркушевих офсетних машинах на крейдованому матовому і глянцевому та 2 некрейдованому паперах масою 1 м 60-250 г, та/або картоні з крейдованим глянцевим покриттям репродукцій, ілюстрованих журналів, книг, буклетів, газет, обкладинок, рекламних проспектів, плакатів, календарів, поштових і вітальних листівок, складних коробок, етикеток і пакування різними тиражами, у тому числі й малими, в 1-8 фарб та наступним лакуванням, ламінуванням, припресуванням плівки, висіканням, фальцюванням відбитків. Відомий спосіб контролю рівномірності подавання фарби під час друкування на офсетних рулонних і аркушевих машинах є друкування тест-об'єкта оперативного контролю друкарського процесу ОКП-2 у вигляді смужки з відповідними полями шкали з візуальною оцінкою насичення окремих полів шкали та вимірюванням оптичної густини на плашках первинних кольорів на відбитках, а також вимірювання відносної площі растрових елементів на полях шкали 2,5 %, 50 % та 97,5 % за допомогою денситометра або спектрофотометра в автоматизованому або ручному режимах [1]. Розташування смужки може бути здійснене на вільних від зображення ділянках друкарської форми під час її виготовлення - на полях зовнішніх і внутрішніх основного зображення, вздовж і поперек напрямку руху циліндрів друкарського апарата. Тобто вибіркове розташування. Саме таке розташування і невелика ширина смужки, в межах 5-10 мм, не забезпечує контроль рівномірності подавання фарби по всій площині відбитка, особливо під час переналагодження друкарських апаратів при друкуванні малих тиражів високоякісної повноколірної продукції та під час контролю якості роботи машин після ремонту і профілактики вузлів, коли вимагається встановити рівномірність і насиченість відбитка. За допомогою цієї шкали неможливо встановити рівень подавання фарби залежно від насиченості зображення на друкарській формі, особливо коли переважають проміжні елементи в зображенні. Існує тест-форма Altona Test Suite [2] з варіантами різноманітних сюжетів і різноманітних шкал (рис. 1), за допомогою друкування якої здійснюється контроль якості відтворення відбитків візуально і за допомогою денситометра або спектрофотометра. Хоча дана тест-форма призначена для налагодження друкарського процесу у системі "оригінал-макет - друкарська форма - відбиток", проте велика кількість специфічних зображувальних сюжетів з дрібними друкувальними елементами не забезпечує об'єктивного контролю рівномірності подавання фарб по всій площині відбитка, та не дає можливості встановити рівень подавання фарби при наявності великих площ проміжних елементів. Наближеним до вирішення задачі контролю рівномірності подавання фарби під час друкування офсетним друком є друкування тест-форми FOGRA (рис. 2), за допомогою якої визначається зниження інтенсивності фарби по всій площині відбитка [3]. Вимірювання оптичної густини на відбитку тест-форми здійснюються через кожні 15 мм у напрямку обертання друкарського циліндра від початку до кінця друкування (всього 45 виміряних точок). Однак тест-форма не дозволяє виявити рівномірність на двох третинах відбитка та коли великі проміжні ділянки переважають у зображенні, що унеможливлює контроль подавання фарби і управління процесом друку, а саме встановлення рівня подавання фарби залежно від насиченості ділянок зображення, що в цілому знижує продуктивність процесу налагодження друкування і якість продукції, особливо під час переналагодження друкарських апаратів при друкуванні малих тиражів високоякісної повноколірної продукції, коли вимагається рівномірність і насиченість відбитка по всій його площині, та під час контролю якості роботи машин після ремонту і профілактики вузлів. Найбільш наближеним до вирішення задачі контролю рівномірності подавання фарби під час друкування офсетним друком є друкування тест-форми, наведеної на рис. 3 [4]. При цьому пропонується виконання таких операцій: записати файл тест-форми; виготовити друкарську форму; налаштувати машину до друку; перевірити налаштування зволожувального розчину в друкарській машині; налаштувати полоси контакту в розкочувально-накочувальній групі фарбового і зволожувального апарата; встановити друкарську форму із зображенням тесту (рис. 3); налаштувати рівні подавання зволожувального розчину та фарби на 1/8 від максимально можливого рівня; провести друкування до отримання відбитку з відсутнім ефектом затягування проміжних елементів фарбою; віддрукувати 51 відбиток; виконати вимірювання на 50 відбитках оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S; перевірити 51-й відбиток у системі автоматизованого контролю машини і друкувати до 100 відбитків за параметрами налаштування автоматизованої системи управління друкарським процесом; перевірити 101-й відбиток за оптичною густиною D, колірними відмінностями ∆Е, 1 UA 75458 U 5 10 15 20 25 30 35 40 45 50 55 60 розтискуванням ∆S у системі автоматизованого контролю машини і друкувати до досягнення допустимих за стандартом ISO 12647-2 значень. У цьому способі тест-формою покривається дві третини площі відбитка, що значно поліпшує процес контролю рівномірності подавання фарби, також враховуються значні площі проміжних елементів, проте, кількість вимірювань перевищує 300, причому характеризуються усереднені величини вимірюваних показників без урахування співвідношення проміжних і друкувальних елементів, що вкрай критично для малотиражної продукції, де характер розташування друкувальних і проміжних елементів є випадковим, і залежить від змісту оригіналу. Також весь масив виміряних даних погано підлягає аналізу, при цьому не визначено, як довго треба друкувати до встановлення стандартних значень, на якому відбитку слід зупинитися для визначення ефективності рівня подавання фарби по всій площині відбитка. В основу корисної моделі поставлено задачу забезпечення ефективного контролю рівня подавання фарби по всій площині відбитка з урахуванням значних площ проміжних елементів і вимірювання оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S друкувальних елементів для встановлення рівня подавання фарби з метою підвищення продуктивності налагодження процесу друкування і підвищення якості поліграфічної продукції, особливо під час переналагодження друкарських апаратів при друкуванні малих тиражів високоякісної повноколірної продукції, коли вимагається рівномірність і насиченість відбитка по всій його площині та під час контролю якості роботи машин після ремонту і профілактики вузлів. Суть корисної моделі полягає у друкуванні нової тест-форми та додатковому вимірюванні оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S відбитка на шести ділянках зображення тест-форми (рис. 4), котрі регламентують співвідношення друкувальних і проміжних елементів 2:1 і проміжних елементів до друкувальних 5:2, та порівнянні результатів по двох відбитках для прийняття рішення щодо ефективності рівня подавання фарби. При цьому виконується запис файлу нової тест-форми; виготовлення друкарської форми; налаштування машини до друку; перевірка налаштування зволожувального розчину в друкарській машині; налаштування полос контакту в розкочувально-накочувальній групі фарбового і зволожувального апарата; встановлення друкарської форми із зображенням тестформи (рис. 4); налаштування рівня подавання зволожувального розчину та фарби на 1/8 від максимально можливого рівня; проведення друкування до отримання відбитку з відсутнім ефектом затягування проміжних елементів фарбою; друкування 51 відбитка; виконання вимірювання на 51-у відбитку оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S; перевірка 51-о відбитка у системі автоматизованого контролю машини і друкування до 100 відбитків за параметрами налаштування автоматизованої системи управління друкарським процесом; перевірка 101-о відбитка за оптичною густиною D, колірними відмінностями ∆Е, розтискуванням ∆S; перевірка 101-о відбитка у системі автоматизованого контролю машини і друкування до досягнення допустимих за стандартом ISO 12647-2 значень, додатково здійснюється вимірювання на 51-у та 101-у відбитках оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S по шести ділянках зображення тест-форми та порівняння результатів вимірювання 51-о і 101-о відбитків для встановлення величини відхилення від унормованого за стандартом ISO 12647-2 значення для визначення ефективності забезпечення контролю рівня подавання фарби. Порівняльний аналіз технічного рішення, що заявляється, із найближчим аналогом дозволяє зробити висновок, що запропонований спосіб контролю рівномірності подавання фарби у офсетному друці має спільні з найближчим аналогом ознаки, а саме друкування тест-форми та виконання операцій у такій послідовності: запис файла тест-форми; виготовлення друкарської форми; налаштування машини до друку; перевірка налаштування зволожувального розчину в друкарській машині; налаштування полос контакту в розкочувально-накочувальній групі фарбового і зволожувального апарата; встановлення друкарської форми із зображенням тестформи; налаштування рівня подавання зволожувального розчину та фарби на 1/8 від максимально можливого рівня; проведення друкування до отримання відбитку з відсутнім ефектом затягування проміжних елементів фарбою; друкування 51 відбитка; виконання вимірювання на 51-у відбитку оптичної густини D, колірних відмінностей АЕ, розтискування AS; перевірка 51-о відбитка у системі автоматизованого контролю машини і друкування до 100 відбитків за параметрами налаштування автоматизованої системи управління друкарським процесом; перевірка 101-о відбитка за оптичною густиною D, колірними відмінностями ∆Е, розтискуванням ∆S у системі автоматизованого контролю машини і друкування до досягнення допустимих за стандартом ISO 12647-2 значень, та застосовується для друкування на рулонних і аркушевих офсетних машинах на крейдованому матовому і глянцевому та некрейдованому 2 паперах масою 1 м 60-250 г, та/або картоні з крейдованим глянцевим покриттям репродукцій, 2 UA 75458 U 5 10 15 20 25 30 35 40 45 50 55 60 ілюстрованих журналів, книг, буклетів, газет, обкладинок, рекламних проспектів, плакатів, календарів, поштових і вітальних листівок, складних коробок, етикеток і пакування різними тиражами, у тому числі й малими, в 1-8 фарб та наступним лакуванням, ламінуванням, припресуванням плівки, висіканням, фальцюванням відбитків, згідно з корисною моделлю, має новий сюжет тест-форми, який дозволяє вимірювання оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S відбитка на шести ділянках зображення (рис. 4), котрі регламентують співвідношення друкувальних і проміжних елементів 2:1 і проміжних елементів до друкувальних 5:2 та додатково здійснюється вимірювання на 51-у та 101-у відбитках оптичної густини D, колірних відмінностей АЕ, розтискування AS по шести ділянках зображення тест-форми та порівняння результатів вимірювання 51-о і 101-о відбитків для встановлення величини відхилення від унормованого за стандартом ISO 12647-2 значення для визначення ефективності забезпечення контролю рівня подавання фарби. Поставлена задача забезпечення ефективного контролю рівня подавання фарби по всій площині відбитка з урахуванням значних площ проміжних елементів і вимірювання оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S друкувальних елементів на шести ділянках зображення, що регламентують співвідношення друкувальних і проміжних елементів 2:1 та проміжних елементів до друкувальних 5:2 і порівняння результатів вимірювання для встановлення рівня подавання фарби з метою підвищення продуктивності налагодження процесу друкування і підвищення якості поліграфічної продукції, особливо під час переналагодження друкарських апаратів при друкуванні малих тиражів високоякісної повноколірної продукції, коли вимагається рівномірність і насиченість відбитка по всій його площині та під час контролю якості роботи машин після ремонту і профілактики вузлів, вирішується лише за умови друкування тест-форми та виконання операцій у такій послідовності: запис файла тест-форми; виготовлення друкарської форми; налаштування машини до друку; перевірка налаштування зволожувального розчину в друкарській машині; налаштування полос контакту в розкочувально-накочувальній групі фарбового і зволожувального апарата; встановлення друкарської форми із зображенням тест-форми; налаштування рівня подавання зволожувального розчину та фарби на 1/8 від максимально можливого рівня; проведення друкування до отримання відбитку з відсутнім ефектом затягування проміжних елементів фарбою; друкування 51 відбитка; виконання вимірювання на 51-у відбитку оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S; перевірка 51-о відбитка у системі автоматизованого контролю машини і друкування до 100 відбитків за параметрами налаштування автоматизованої системи управління друкарським процесом; перевірка 101-o відбитка за оптичною густиною D, колірними відмінностями ∆Е, розтискуванням ∆S у системі автоматизованого контролю машини і друкування до досягнення допустимих за стандартом ISO 12647-2 значень, додатково має новий сюжет тест-форми, який дозволяє вимірювання оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S відбитка на шести ділянках зображення (рис. 4), котрі регламентують співвідношення друкувальних і проміжних елементів 2:1 і проміжних елементів до друкувальних 5:2 та додатково здійснюється вимірювання на 51-у та 101-у відбитках оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S по шести ділянках зображення тест-форми та порівняння результатів вимірювання 51-о і 101-о відбитків для встановлення величини відхилення від унормованого за стандартом ISO 12647-2 значення для визначення ефективності забезпечення контролю рівня подавання фарби. Таким чином, спосіб контролю рівномірності подавання фарби у офсетному друці відповідає критерію "новизна". Запропоноване технічне рішення ілюструється наступними прикладами. Приклад 1 (найближчий аналог). Запис файла зображення тест-форми за рис. 3 з додаванням шкал оперативного контролю формного та друкарського процесу відповідно до вимог автоматизованого контролю у програмі Adobe Illustrator. Виготовлення друкарської форми на пластині Fujifilm Вrіlliа LH-PJE у СТРпристрої Screen Plate Rite 4300 S. Налаштування машини Komori Enthrone 529 до друку; перевірка налаштування зволожувального розчину в друкарській машині; налаштування полос контакту в розкочувально-накочувальній групі фарбового і зволожувального апарата; встановлення друкарської форми із зображенням тест-форми; налаштування рівня подавання зволожувального розчину та блакитної фарби VanSon Quickson Fresh на 1/8 від максимально 2 можливого рівня; проведення друкування на папері глянцевому марки Веларт масою 150 г/м до отримання відбитку з відсутнім ефектом затягування проміжних елементів фарбою; друкування 51 відбитка; виконання вимірювання на 51-у відбитку оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S спектрофотометром Gretag Macbeth Spectro Eye з параметрами: джерело 3 UA 75458 U 5 10 15 20 25 30 35 освітлення D50, кут спостереження 2°; перевірка 51-о відбитка у системі автоматизованого контролю машини і друкування до 100 відбитків за параметрами налаштування автоматизованої системи управління друкарським процесом; перевірка 101-о відбитка за оптичною густиною D, колірними відмінностями ∆Е, розтискуванням ∆S спектрофотометром Gretag Macbeth Spectro Eye з параметрами: джерело освітлення D50, кут спостереження 2° та у системі автоматизованого контролю машини і друкування до досягнення допустимих за стандартом ISO 12647-2 значень. Друкування і вимірювання 201-о, 301-о, 40 і-о відбитка, як зазначено вище. Приклад 2. Коригування у програмі Adobe Illustrator файла з тестовим зображенням так, як показано на рис. 4, щоб виконувалося співвідношення друкувальних і проміжних елементів 2:1 і проміжних елементів до друкувальних 5:2 по шести ділянках тест-форми; виготовлення друкарської форми на пластині Fujifilm Brillia LH-PJE у СТР-пристрої Screen Plate Rite 4300 S; налаштування машини Komori Enthrone 529 до друку; перевірка налаштування зволожувального розчину в друкарській машині; налаштування полос контакту в розкочувально-накочувальній групі фарбового і зволожувального апарата; встановлення друкарської форми із зображенням тест-форми; налаштування рівня подавання зволожувального розчину та блакитної фарби VanSon Quickson Fresh на 1/8 від максимально можливого рівня; проведення друкування на 2 папері глянцевому марки Веларт масою 150 г/м до отримання відбитку з відсутнім ефектом затягування проміжних елементів фарбою; друкування 51 відбитка; виконання вимірювання на 51-у відбитку оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S відбитка на шести ділянках зображення (рис. 4), котрі регламентують співвідношення друкувальних і проміжних елементів 2:1 і проміжних елементів до друкувальних 5:2 спектрофотометром Gretag Macbeth Spectro Eye з параметрами: джерело освітлення D50, кут спостереження 2°; перевірка 51-о відбитка у системі автоматизованого контролю машини і друкування до 100 відбитків за параметрами налаштування автоматизованої системи управління друкарським процесом; перевірка 101-о відбитка за оптичною густиною D, колірними відмінностями ∆Е, розтискуванням ∆S відбитка на шести ділянках зображення (рис. 4), котрі регламентують співвідношення друкувальних і проміжних елементів 2:1 і проміжних елементів до друкувальних 5:2 спектрофотометром Gretag Macbeth Spectro Eye з параметрами: джерело освітлення D50, кут спостереження 2°; перевірка 101-о відбитка за оптичною густиною D, колірними відмінностями ∆Е, розтискуванням ∆S у системі автоматизованого контролю машини і друкування до досягнення допустимих за стандартом ISO 12647-2 значень. Порівняння результатів вимірювання 51-о і 101-о відбитків для встановлення величини відхилення від унормованого за стандартом ISO 12647-2 значення для визначення ефективності забезпечення контролю рівня подавання фарби і прийняття рішення щодо можливого переналагодження машини. Результати випробувань наведено в таблиці. Технічні показники відбитків Таблиця Найменування показника Оптична густина D, відносні одиниці Колірні відмінності ∆Е, відносні одиниці Розтискування ∆S, % поля 40 % поля 80 % Приклад 1 Приклад 2 (найближчий аналог) середні дані вимірювань 50-ти плюс дані по шести дані по шести 101-й, ділянках 51-о ділянках 101-о 201-й, відбитка відбитка 301-й, 401-й відбитки 1,0; 1,4; 1,2; 1,4; 1,4±0,4 1,6; 1,6; 1,6; 1,6; 1,4; 1,2 1,4; 1,1 12; 6; 2; 12; 4; 2; 8±6 4; 5; 5 4; 2; 10 7; 10; 12; 9±4 12; 12; 7 5; 7; 10; 9±2 10; 5; 5 4 Стандартні значення 1,4±0,05 4-5 В межах 5-12 % UA 75458 U 5 10 15 20 Як видно з результатів, наведених у табл., за прикладом 2 значення по шести ділянках тестформи свідчать про неоднорідний характер розподілу фарби по площині відбитка, необхідно збільшити подавання фарби на ділянки, де співвідношення друкувальних до проміжних елементів 2:1. Натомість за найближчим аналогом (приклад 1) неможливо чітко визначити ділянки корегування подавання фарби для її рівномірного розподілу по площині відбитка. Таким чином, за запропонованим технічним рішенням контролю рівномірності подавання фарби значно менше проводиться вимірювань, ефективно оцінюється рівень подавання фарби за шістьма ділянками зображення тест-форми, котрі регламентують співвідношення друкувальних і проміжних елементів 2:1 і проміжних елементів до друкувальних 5:2, два контрольні відбитки 51-й і 101-й зі 101 дають можливість прийняти рішення щодо переналагодження процесу друкування чи продовження його. Джерела інформації: 1. Процессы офсетной печати. Технологические инструкции [Текст]. - М.: ВНИИ Полиграфии, 1998. - С. 58. 2. Prozess-Standardisierung und Workflowkontrolle // PrePress World of Print.-2005. - № 1-2. - P. 30-31. 3. Феномен зниження інтенсивності фарби // Друкарство.-2001. - № 5. - С. 69-71. 4. Кушлик Б.Р. Аналіз поведінки водно-фарбової емульсії у процесі плоского офсетного друку зі зволоженням друкарських форм / Б.Р. Кушлик. - В зб.: Технологія і техніка друкарства. ВПІ НТУУ "КТЇЇ".-2011. - № 4. - С. 34-45. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 40 Спосіб контролю рівномірності подавання фарби у офсетному друці, який складається з таких послідовних операцій: запис файла тест-форми; виготовлення друкарської форми; налаштування машини до друку; перевірка налаштування зволожувального розчину в друкарській машині; налаштування полос контакту в розкочувально-накочувальній групі фарбового і зволожувального апарата; встановлення друкарської форми із зображенням тестформи; налаштування рівня подавання зволожувального розчину та фарби на 1/8 від максимально можливого рівня; проведення друкування до отримання відбитку з відсутнім ефектом затягування проміжних елементів фарбою; друкування 51 відбитка; виконання вимірювання на 51-у відбитку оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S; перевірка 51-о відбитка у системі автоматизованого контролю машини і друкування до 100 відбитків за параметрами налаштування автоматизованої системи управління друкарським процесом; перевірка 101-о відбитка за оптичною густиною D, колірними відмінностями ∆Е, розтискуванням ∆S та у системі автоматизованого контролю машини і друкування до досягнення допустимих за стандартом ISO 12647-2 значень, який відрізняється тим, що має новий сюжет тест-форми, який дозволяє вимірювання оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S відбитка на шести ділянках зображення, котрі регламентують співвідношення друкувальних і проміжних елементів 2:1 і проміжних елементів до друкувальних 5:2 та додатково здійснюється вимірювання на 51-у та 101-у відбитках оптичної густини D, колірних відмінностей ∆Е, розтискування ∆S по шести ділянках зображення тест-форми та порівняння результатів вимірювання 51-о і 101-о відбитків для встановлення величини відхилення від унормованого за стандартом ISO 12647-2 значення. 5 UA 75458 U 6 UA 75458 U Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of uniformity of ink supply in offset printing
Автори англійськоюKushlyk Bohdan Rostyslavovych, Velychko Olena Mykhailivna
Назва патенту російськоюСпособ контроля равномерности подачи краски в офсетной печати
Автори російськоюКушлик Богдан Ростиславович, Величко Елена Михайловна
МПК / Мітки
МПК: B41F 31/00, B41M 1/00, B41M 3/00, B41F 33/00
Мітки: спосіб, фарби, друці, рівномірності, контролю, подавання, офсетному
Код посилання
<a href="https://ua.patents.su/9-75458-sposib-kontrolyu-rivnomirnosti-podavannya-farbi-u-ofsetnomu-druci.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю рівномірності подавання фарби у офсетному друці</a>
Пристрій для регулювання періоду та фази подавання фарби у фарбових апаратах друкарських машин
Номер патенту: 80401
Опубліковано: 25.09.2007
Автори: Бабінець Василь Михайлович, Гук Ігор Богданович, Верхола Михайло Іванович, Никифорук Богдан Васильович
МПК: B41F 31/00
Мітки: фарбових, пристрій, періоду, апаратах, фазі, подавання, друкарських, фарби, регулювання, машин
Формула / Реферат:
Пристрій для регулювання періоду та фази подавання фарби у фарбових апаратах друкарських машин, який містить електродвигун, механічно зв'язаний через кулачок з передавальним валиком, а електрично - з блоком керування швидкістю обертання, імпульсні датчики кутової швидкості, входами механічно з'єднані з валом електродвигуна приводу формного циліндра та валом електродвигуна приводу передавального валика, а виходами - електрично з входами...
Пристрій для автоматичного регулювання періоду подавання фарби у фарбових апаратах друкарських машин
Номер патенту: 57339
Опубліковано: 16.06.2003
Автори: Верхола Михайло Іванович, Бабінець Василь Михайлович, Никифорук Богдан Васильович
МПК: B41F 31/00
Мітки: регулювання, періоду, подавання, пристрій, фарби, автоматичного, друкарських, машин, фарбових, апаратах
Формула / Реферат:
Пристрій для автоматичного регулювання періоду подавання фарби у фарбових апаратах друкарських машин, який містить електродвигун, механічно з'єднаний, через кулачок, з передавальним валиком, а електрично - з блоком керування швидкістю обертання, імпульсні датчики швидкості обертання, входами механічно з'єднані з валом електродвигуна приводу формного циліндра та валом електродвигуна приводу передавального валика, а виходами - електрично з...
Композиція фарби (варіанти), суміш лусочок оптично змінних пігментів для композиції фарби та захищений документ, в якому використана композиція фарби
Номер патенту: 52807
Опубліковано: 15.01.2003
Автори: Розумек Олів'є, Мюллер Едгар, Блейколм Антон
МПК: C09C 1/00, C09D 11/00
Мітки: якому, оптично, варіанти, використана, суміш, композиції, документ, захищений, фарби, пігментів, лусочок, композиція, змінних
Формула / Реферат:
1. Композиція фарби, що містить сполучне на основі полімерної смоли та лусочки першого оптично змінного дихроїчного пігменту, які складаються з подрібненої багатошарової тонкоплівкової структури, що створює ефект інтерференції та містить набір суцільно паралельних та плоских шарів, принаймні один з яких є повністю відбивним, має першу і другу плоскі поверхні, паралельні одна до одної, та покритий, принаймні на одній плоскій поверхні,...
Спосіб підготовки друкарської фарби до друку
Номер патенту: 33754
Опубліковано: 15.02.2001
Автори: Онишенко Тетяна Іванівна, Анісімова Світлана Вікторівна
МПК: C09D 7/00
Мітки: друкарської, фарби, спосіб, підготовки, друку
Текст:
...магнітного поля, Тл Час обробки, год. Липкість, відн. Одиниці до обробки після обробки Серія 2514 Жовта 0,4 Пурпурна 0,4 Голуба 0,4 Чорна 0,4 48 54 60 48 54 60 48 54 60 48 54 60 175,0 175,0 175,0 167,0 167,0 167,0 213,0 213,0 213,0 151,0 151,0 151,0 ________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97...
Композиція фарби для глибокого друку, спосіб її одержання, застосування, спосіб глибокого друку із застосуванням фарби та захищений документ або цінний документ
Номер патенту: 99468
Опубліковано: 27.08.2012
Автори: Дего Пьєр, Шабрьє Стефан, Магнен Патрік
МПК: C09D 11/10, B41M 3/14
Мітки: застосуванням, фарби, цінний, застосування, документ, глибокого, одержання, друку, спосіб, захищений, композиція
Формула / Реферат:
1. Композиція фарби для глибокого друку, яка містить принаймні один окиснювально закріплюваний основний матеріал, вибраний з групи, яка включає алкідні смоли та модифіковані алкідні смоли синтетичного або природного походження у кількості від 20 до 50 мас. % від загальної кількості друкарської фарби, принаймні один закріплюваний під дією ультрафіолетових променів акрилат у кількості від 2 до 15 мас. % від загальної кількості друкарської...
Попередній патент: Спосіб оцінки мінеральної щільності кісткової тканини щелепи
Наступний патент: Спосіб резервування та перевірки достовірності електронних квитків за допомогою двомірного штрихового коду
Випадковий патент: Пристрій для утворення аерозолю та спосіб видалення курильного виробу з пристрою для утворення аерозолю