Спосіб виготовлення санітарно-гігієнічного паперу з макулатурної маси
Номер патенту: 75837
Опубліковано: 10.12.2012
Автори: Коптюх Леонід Андрійович, Глушкова Тетяна Геннадіївна, Андрієвська Людмила Валентинівна



Формула / Реферат
1. Спосіб виготовлення санітарно-гігіенічного паперу з макулатурної маси, що включає її розпускання в гідророзбивачі, розмелювання, оброблення композицією для підвищення білості та очищення від забруднення у флотаційній установці, виливання (формування), висушування і крепування паперового полотна, який відрізняється тим, що до складу для флотаційного оброблення макулатурної маси вводять такі реагенти за співвідношення, % від абсолютно-сухого волокна:
луг
1,0 - 1,5
перекис водню
0,6 - 0,8
мило ріпакової олії
0,75 - 0,80
адипінова кислота
0,25 - 0,30
сіль амонійна сульфоетоксилатів неонолу
0,75 - 0,80
поліакриламід
0,12 - 0,20.
2. Спосіб за п. 1, який відрізняється тим, що розраховані кількості реагентів складу для флотаційного оброблення вводять до суспензії макулатурної маси із ступенем помелу 33-37° ШР, масовою часткою волокна (концентрацією) 1,4-2,8 % та рН середовища 7,2-9,4.
3. Спосіб за п. 1, який відрізняється тим, що процес флотаційного оброблення суспензії макулатурної маси проводять за температури 37-42 °С, швидкості обертання маси в барабані флотаційної установки 30-60 об/хв. протягом 15-30 хв.
4. Спосіб за п. 1, який відрізняється тим, що крепування паперу з макулатурної маси ведуть до ступеня крепування 9 %.
Текст
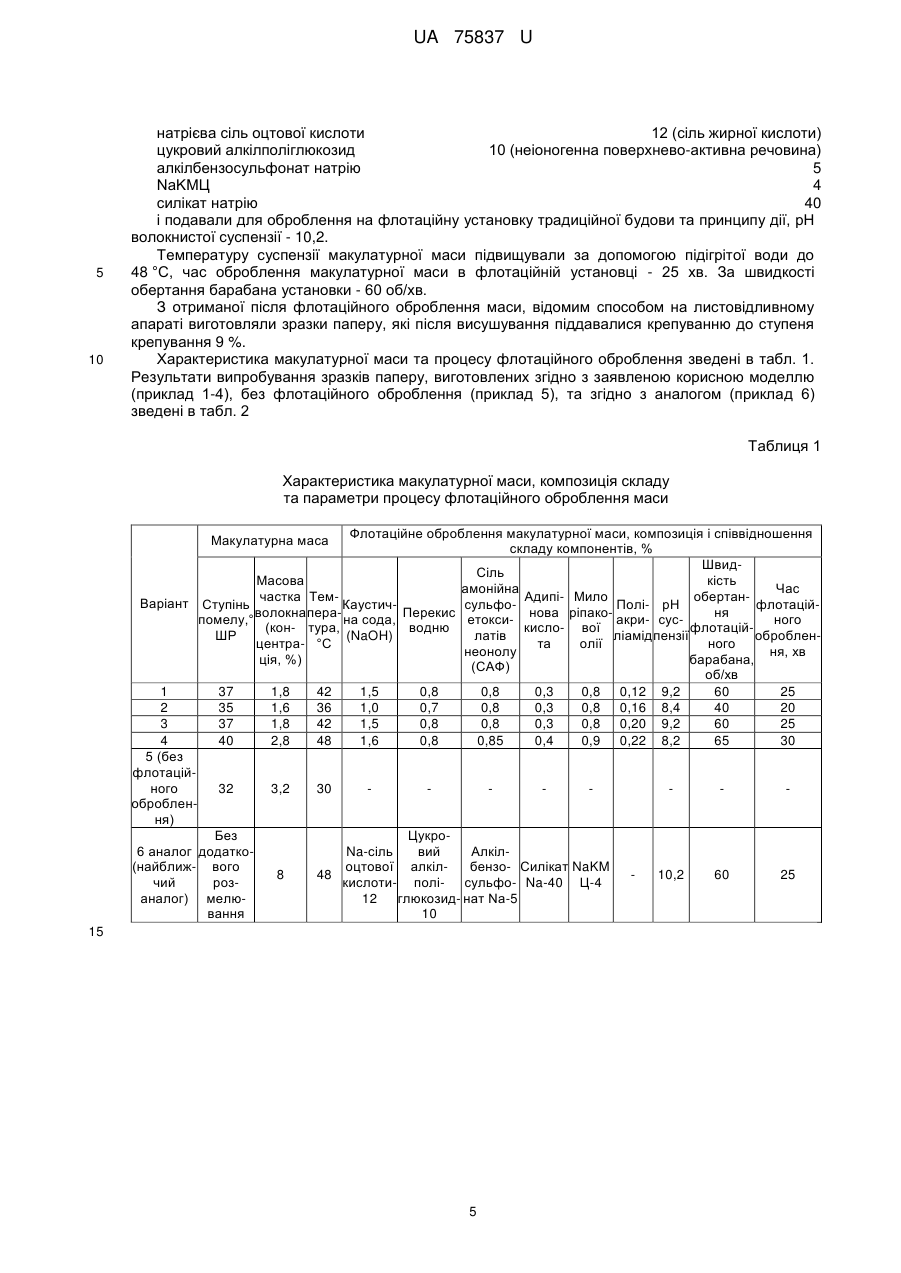
Реферат: Спосіб виготовлення санітарно-гігіенічного паперу з макулатурної маси включає її розпускання в гідророзбивачі, розмелювання, оброблення композицією для підвищення білості та очищення від забруднення у флотаційній установці, виливання (формування), висушування і крепування паперового полотна. UA 75837 U (12) UA 75837 U UA 75837 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до целюлозно-паперової промисловості і може бути використана на стадіях приготування макулатурної маси, а саме з метою підвищення білості макулатурної маси у виробництві санітарно-гігієнічного паперу. Заявка на корисну модель стосується способу виготовлення паперу, а саме приготування макулатурної маси з підвищеним показником білості, який включає одержання макулатурної маси і введення до неї композиції на основі реагентів з метою покращення процесу очищення та облагородження макулатурної маси; процес флотаційного оброблення суспензії макулатурної маси з введеними до неї реагентами; виливання (формування) відомим способом на сітці відливного апарату зразків паперу санітарно-гігієнічного призначення, висушування його і крепування. Відомі способи очищення макулатурної маси від забруднюючих включень під впливом відцентрових сил з одночасним дорозпусканням її під впливом великих напруг зсуву з використанням спеціальних апаратів - турбосепараторів, які мають принципово однакову конструкцію (Смоляницкий Б.З. Переработка макулатуры. - М.: Лесная промышленность, 1980. С. 48-61). Оптимальної ефективності роботи турбосепаратора досягають за масової частки волокна в суспензії 3,0-4,0 %. Недоліком оброблення макулатурної маси в турбосепараторі є утворення значної кількості флокул, пучків, шматочків волокон, які погіршують процес отримання рівномірної волокнистої маси, а також є причиною зниження вбирної здатності та неоднорідності показника білості виготовленого з цієї макулатурної маси паперу. Відомо також спосіб (Арцишевская Н.В., Ротанова Н.М, Жвирблите А.К. Социальноэкономические и экологические проблемы лесного комплекса. Тезисы докл. Междунар. научнотехнической конф. Екатеринбург, 1999. - С. 69-170) підвищення білості паперової макулатурної маси під час виробництва санітарно-гігієнічного паперу з застосуванням флотаційного процесу із використанням композиції на основі силікату натрію, перекису водню, каустичної соди (NaOH), сірчано-кислого магнію у воді, каніфольного клею за рН середовища 10,0-10,5 од. Відомий спосіб видалення фарби з макулатури задрукованих видів паперу, що також сприяє підвищенню білості паперу (Композиция и способ удаления краски из макулатуры печатных видов бумаги: Calmanti Giulio, Gafa Salvatore, Dadea Giovanni Marica, Gatti Alfouso, Burzio Fulvio, Composition et procide pour le desencrage de dechevts de papiers imprimes [Montedisor s.p.a.] Франц. заявка кл. Д21 В1/34 № 2406692, заявл. 18.10.78. № 7829637, опубл. 18.05.79. Макулатурна маса після розбивання в гідророзбивачі для підвищення білості обробляється композицією, що містить, мас. %: сіль жирної кислоти - 5-32; неіоногенну поверхнево-активну речовину - 5-25 (наприклад первинні і вторинні вищі спирти); аніонні поверхнево-активні речовини - 2-8 (сульфонати або сульфати металів); натрій-карбоксиметилцелюлозу (Na-КМЦ) 1-5; мінеральну лужну сіль - 30-80 (карбонат метасилікат, дисилікат). Макулатурна маса концентрацією 3-15 % у воді за рН 9-12 піддається обробленню на флотаційній установці, що має принципово однакову з іншими конструкцію та принцип дії, за температури 30-80 °C, протягом 8-35 хв. з барботуванням повітрям. Згаданий спосіб оброблення макулатурної маси вибраний нами за найближчий аналог як найбільш близький за технічною суттю. Недоліком згаданих способів є те, що застосування силікату натрію в композиції для оброблення макулатурної маси може викликати цементування технологічного обладнання, що обертається (млинів, ролів, насосів тощо), викликати труднощі в обслуговуванні або, навіть, до зупинення експлуатації та виведення його з ладу. Крім того, силікат натрію призводить до зростання жорсткості паперу, зниження його пухкості та еластичності, особливо це є небажаним за виробництва крепованого санітарногігієнічного паперу або інших виробів. А сама ефективність, щодо підвищення показника білості макулатурної маси, є незначною, білість макулатурної маси зростає всього на 4,5 %. Недосконалість розглянутих способів облагородження макулатурної маси та підвищення її білості пояснюється також тим, що в турбосепараторах чи флотаційних установках, або в інших пристроях для оброблення, макулатурна маса надходила нерівномірно попередньо підготовленоюза своїми розмірами і ступенем розпускання. З цієї причини в зазначених апаратах для оброблення макулатурної маси утворюються флокули, пучки, шматочки макулатури, що не сприяє підвищенню показників білості макулатурної маси та вбирної здатності виготовленого з неї санітарно-гігієнічного паперу. Задачею корисної моделі є підвищення білості, вбирної здатності та механічної міцності паперу санітарно-гігієнічного призначення, виготовленого з макулатурної маси, за рахунок 1 UA 75837 U 5 10 15 20 25 30 35 40 45 50 ефективних композицій на основі хімічних речовин і сполук та параметрів флотаційного процесу оброблення макулатурної маси. Запропонований спосіб виготовлення санітарно-гігієнічного паперу із макулатурної маси з підвищеною білістю, вбираністю (всмоктувальною здатністю) та механічною міцністю реалізується завдяки використанню флотаційної обробки макулатурної маси, до якої введена композиція на основі таких реагентів, % від абсолютно сухого волокна: перекис водню; луг (каустична сода); сіль амонійна сульфоетоксилатів неонолу (САФ-9-9); адипінова кислота; мило ріпакової олії (натрієва сіль тригліцеридів ріпакової олії), поліакриламід. Задачею є підвищення показника білості макулатурної маси у виробництві санітарногігієнічного паперу, при цьому забезпечуючи необхідний рівень фізико-механічних властивостей. Недоліком такого паперу санітарно-гігієнічного призначення з макулатури є те, що коли папір або вироби з нього намокають та зминаються в руці, вони, зазвичай, руйнуються і перетворюються в щільну мокру масу. Тобто, вироби з такого паперу мають низький рівень міцності у вологому стані та низьку еластичність, що є небажаним для виробів такого типу, призначених для витирання рідин. Як тільки вони насичуються рідиною - стають некорисними (непотрібними), тобто непридатними для подальшого використання. Також дані види паперу мають недостатню білість та вбирну здатність. В основу корисної моделі поставлена задача створити покращене паперове полотно, з властивостями, близькими до тканини або рушника, з високою вбирною здатністю структури і низької щільності, які зберігали б цілісність під час намокання і поводили себе подібно до губки, за рахунок вибору і комбінування марок макулатури, способів розмелювання та відповідної підготовки макулатурної маси для формування структури та властивостей паперу і агента для підвищення міцності. Корисна модель пропонує удосконалений спосіб виготовлення паперу та виробів на його основі з підвищеними показниками білості, вбирної здатності та механічної міцності, які можуть бути забезпечені відповідними умовами підготовки макулатурної маси, композицією з хімічних реагентів для флотаційного процесу оброблення макулатурної маси та параметрами здійснення цього процесу. Спосіб виготовлення санітарно-гігієнічного паперу з макулатурної маси, що включає її розпускання в гідророзбивачі, розмелювання, оброблення композицією для підвищення білості та очищення від забруднення у флотаційній установці, виливання (формування), висушування і крепування паперового полотна, який відрізняється тим, що до складу для флотаційного оброблення макулатурної маси вводять такі реагенти за співвідношення, % від абсолютносухого волокна: луг 1,0 - 1,5 перекис водню 0,6 - 0,8 мило ріпакової олії 0,75 - 0,80 адипінова кислота 0,25 - 0,30 сіль амонійна сульфоетоксилатів неонолу 0,75 - 0,80 поліакриламід 0,12 - 0,20. Розраховані кількості реагентів складу для флотаційного оброблення вводять до суспензії макулатурної маси із ступенем помелу 33-37° ШР, масовою часткою волокна (концентрацією) 1,4-2,8 % та рН середовища 7,2-9,4. Процес флотаційного оброблення суспензії макулатурної маси проводять за температури 37-42° С, швидкості обертання маси в барабані флотаційної установки 30-60 об/хв. протягом 1530 хв. Крепування паперу з макулатурної маси ведуть до ступеня крепування 9 %. Флотація - це процес розділення дрібних твердих часток, що ґрунтується на відмінності їхньої здатності до змочування водою і обумовлений здатністю останніх створювати з бульбашками повітря флотокомплекси (концентранти), які під дією гравітаційних сил спливають на поверхню, створюючи флотопіну. При цьому подрібнена макулатурна маса подається в барабан, що обертається і заповнений на 30-40 % водою з додаванням композиції на основі хімічних речовин (зазначених, насамперед, вище). Барабан має пристрої для просування макулатурної маси від вхідного до вихідного отворів, що розміщені на протилежних торцях барабана. За час проходження через барабан макулатурна маса просочується рідиною, піддається механічній дії під час обертання, що сприяє відділенню фарби і її спливанню на поверхню під впливом бульбашок повітря, які збирають частки друкарської фарби, забруднень, створюючи на поверхні макулатурної маси піну, яка видаляється з флотаційної установки через перелив. 2 UA 75837 U 5 10 15 20 25 30 35 40 45 50 55 Бульбашки повітря збирають частки фарби, забруднень, що відокремлюються від волокон макулатурної маси завдяки попередньому диспергуванню (розбивання в гідророзбивачі, розмелювання, розведення водою до концентрації 1,4-2,8 %) та дії хімічних реагентів, що ослаблюють їхній зв'язок з волокном. Устаткування для проведення флотаційного оброблення, принцип його дії та експлуатації є загальноприйнятими. Особливістю запропонованого способу є також те, що макулатурна маса після розбивання в гідророзбивачі піддається розмелюванню в ролі або млині безперервної дії до ступеня помелу 33-37° ШР за масової частки волокна (концентрації) 1,4-1,8 %, а швидкість обертання макулатурної маси на флотаторі 30-60 об/хв. за температури суспензії маси 32-42 °C і рН 7,29,8. Спосіб виготовлення паперу з макулатурної маси, згідно з запропонованою корисною моделлю, здійснювали таким чином: розпуск макулатури, що мала композицію з таких марок, мас. % - МС-2А-2, МС-3А - 70 %, МС-10В - 30 % здійснювали в лабораторному гідророзбивачі протягом 20 хв. Розмелювання до ступеня помелу 33-37° ШР здійснювали в лабораторному ролі. Добавку хімреагентів, згідно з розрахованими співвідношеннями компонентів, вводили до розмеленої макулатурної маси і розбавляли до концентрації 1,4-2,8 %. Отриману суспензію макулатурної маси вводили до флотаційної установки, де відбувались облагороджування волокна та його вибілювання, температура маси під час флотаційного процесу змінювалась від 32 °C до 48 °C. Для інтенсифікації флотаційного процесу оброблення макулатурної маси, очищення її та підвищення білості в макулатурну масу крім лугу NaOH, перекису водню, солі амонійної сульфоетоксилатів неонолу, адипінової кислоти та мила ріпакової олії, вводять флокулянт поліакриламід (ПАА) (СН2=CHONH)n. Введення поліакриламіду в макулатурну масу сприяє інтенсивному процесу флокуляції дрібних часток продуктів, очищення макулатури - фарби, наповнювачів, волокна - і як результат, освітленню суспензії, розмеленої до 37° ШР макулатурної маси. Тобто, довгі молекули поліакриламіду зв'язують між собою зазначені дрібні частки, утворюючи з бульбашками повітря складні агрегати-флокули, які спливають на поверхню і виводяться через перелив. Макулатурну масу після оброблення композицією складу, що містить луг (NaOH), перекис водню, сіль амонійну сульфоетоксилатів неонолу, адипінову кислоту, мило ріпакової олії, поліакриламід - вміст цих компонентів змінювали для кожного з варіантів, розбавляли водою до концентрації (масової частки) волокна 0,20 % і подавали на сітку листовідливного апарату і 2 виготовляли зразки паперу масою 1 м 32 г, які після висушування піддавали крепуванню до ступеня крепування 9 %. Спосіб, згідно з корисною моделлю, може бути реалізованим на традиційному звичайному обладнанні для виготовлення паперу. Корисна модель ілюструється такими прикладами: Приклад 1. Макулатурну масу з композицією марок макулатури, мас. % МС-2А-2 і МС-3А 70 % та МС-10В - 30 % після розбивання в гідророзбивачі протягом 20 хв (відомим способом) розмелювали в ролі до ступеня помелу 37° ШР, розбавляли водою до масової частки волокна 1,8 % (концентрація суспензії макулатурної маси). До отриманої суспензії вводили флотореагенти за такого співвідношення компонентів, % від абсолютно сухого волокна: каустична сода (NaOH) - 1,5; перекис водню - 0,8; сіль амонійна сульфоетоксилатів неонолу - 0,8; адипінова кислота - 0,3; мило ріпакової олії - 0,8; поліакриламід - 0,12 і подавали для оброблення на флотаційну установку традиційних будови та принципу дії за рН волокнистої суспензії - 9,2. Температуру суспензії макулатурної маси підвищували до 42 °C, час оброблення макулатурної маси в флотаційній установці - 25 хв., за швидкості обертання барабана установки - 60 об/хв. З отриманої після флотаційного оброблення маси, відомим способом на листовідливному апараті виготовляли зразки паперу, які після висушування піддавалися крепуванню до ступеня крепування 9 %. Кількість введених реагентів, крім поліакриламіду, параметри макулатурної маси та процеси флотаційного оброблення та ступінь крепування для всіх прикладів взята нами однаковою, оскільки саме за цих співвідношень отримані кращі показники білості, вбираності (всмоктувальної здатності) та механічної міцності під час оформлення попередньої заявки на винахід. В наступних прикладах буде змінюватись тільки кількість введеного поліакриламіду, як речовини, яка була відсутня в композиції складу попередньої заявки. 3 UA 75837 U 2 5 10 15 20 25 30 35 40 45 50 55 Результати випробування паперу за показниками: маса 1 м , білість, капілярне всмоктування та руйнівне зусилля в машинному і поперечному напрямках проводили за прийнятими в паперовій галузі стандартизованими методами. Приклад 2. Макулатурну масу з композицією марок макулатури, мас. %: МС-2А-2 і МС-3-А 70 % і МС-10В - 30 % після розбивання в гідророзбивачі протягом 20 хв (відомим способом) розмелювали в ролі до ступеня помелу 35° ШР розбавляли водою до масової частки волокна 1,6 % (концентрація суспензії макулатурної маси). До отриманої суспензії вводили флотореагенти за такого співвідношення компонентів, %: луг - 1,0; перекис водню - 0,7; сіль амонійну сульфоетоксилатів неонолу - 0,8; адипінову кислоту - 0,3; мило ріпакової олії - 0,8; поліакриламід - 0,16 і подавали для оброблення на флотаційну установку традиційної будови та принципу дії рН волокнистої суспензії - 8,4. Температуру суспензії макулатурної маси підвищували за допомогою підігрітої води до 36 °C, час оброблення макулатурної маси в флотаційній установці - 20 хв. За швидкості обертання барабана установки - 40 об/хв. З отриманої після флотаційного оброблення маси, відомим способом на листовідливному апараті виготовляли зразки паперу, які після висушування піддавалися крепуванню до ступеня крепування 9 %. Приклад 3. Макулатурну масу з композицією марок макулатури, мас. %: МС-2А-2 і МС-3А 70 % і МС-10В - 30 % після розбивання в гідророзбивачі протягом 20 хв (відомим способом) розмелювали в ролі до ступеня помелу 37° ШР, розбавляли водою до масової частки волокна 1,8 % (концентрація суспензії макулатурної маси). До отриманої суспензії вводили флотореагенти за такого співвідношення компонентів, %: луг - 1,5; перекис водню - 0,8; сіль амонійну сульфоетоксилатів неонолу - 0,8; адипінову кислоту - 0,3; мило ріпакової олії - 0,8; поліакриламід - 0,20 і подавали для оброблення на флотаційну установку традиційної будови та принципу дії, рН волокнистої суспензії - 9,2. Температуру суспензії макулатурної маси підвищували за допомогою підігрітої води до 42 °C, час оброблення макулатурної маси в флотаційній установці - 25 хв. за швидкості обертання барабана установки - 60 об/хв. З отриманої після флотаційного оброблення маси, відомим способом на листовідливному апараті виготовляли зразки паперу, які після висушування піддавалися крепуванню до ступеня крепування 9 %. Приклад 4. Макулатурну масу з композицією марок макулатури, мас. %: МС-2А-2 і МС-3А 70 % і МС-10В - 30 % після розбивання в гідророзбивачі протягом 20 хв (відомим способом) розмелювали в ролі до ступеня помелу 40° ШР, розбавляли водою до масової частки волокна 2,8 % (концентрація суспензії макулатурної маси). До отриманої суспензії вводили флотореагенти за такого співвідношення компонентів, %: луг - 1,6; перекис водню - 0,8; сіль амонійну сульфоетоксилатів неонолу - 0,85; адипінову кислоту - 0,4; мило ріпакової олії - 0,9; поліакриламід - 0,22 і подавали для оброблення на флотаційну установку традиційної будови та принципу дії рН волокнистої суспензії - 8,2. Температуру суспензії макулатурної маси підвищували за допомогою підігрітої води до 48 °C, час оброблення макулатурної маси в флотаційній установці - 30 хв. За швидкості обертання барабана установки - 65 об/хв. З отриманої після флотаційного оброблення маси, відомим способом на листовідливному апараті виготовляли зразки паперу, які після висушування піддавалися крепуванню до ступеня крепування 9 %. Приклад 5. Макулатурну масу з композицією марок макулатури, мас. %: МС-2А-2 і МС-3А 70 % і МС-10В - 30 % після розбивання в гідророзбивачі протягом 20 хв (відомим способом) розмелювали в ролі до ступеня помелу 32° ШР (згідно з технологічним регламентом виробництва паперу санітарно-гігієнічного призначення з макулатури Київського картоннопаперового комбінату) за концентрації 3,2 % без флотаційного оброблення. Температура суспензії макулатурної маси 30 °C. З отриманої маси, відомим способом на листовідливному апараті, виготовляли зразки паперу, які після висушування піддавалися крепуванню до ступеня крепування 9 %. Приклад 6. Зразки паперу виготовляли згідно з аналогом. Макулатурну масу з композицією марок макулатури, мас % МС-2А-2 і МС-3А - 70 % і МС-10В - 30 % після розбивання в гідророзбивачі протягом 20 хв (відомим способом) розбавляли водою до концентрації 8 %, до отриманої суспензії вводили флотореагенти, згідно з описом патенту, взятого за аналог, за такого співвідношення компонентів, % від абсолютно сухого волокна: 4 UA 75837 U 5 10 натрієва сіль оцтової кислоти 12 (сіль жирної кислоти) цукровий алкілполіглюкозид 10 (неіоногенна поверхнево-активна речовина) алкілбензосульфонат натрію 5 NaKMЦ 4 силікат натрію 40 і подавали для оброблення на флотаційну установку традиційної будови та принципу дії, рН волокнистої суспензії - 10,2. Температуру суспензії макулатурної маси підвищували за допомогою підігрітої води до 48 °C, час оброблення макулатурної маси в флотаційній установці - 25 хв. За швидкості обертання барабана установки - 60 об/хв. З отриманої після флотаційного оброблення маси, відомим способом на листовідливному апараті виготовляли зразки паперу, які після висушування піддавалися крепуванню до ступеня крепування 9 %. Характеристика макулатурної маси та процесу флотаційного оброблення зведені в табл. 1. Результати випробування зразків паперу, виготовлених згідно з заявленою корисною моделлю (приклад 1-4), без флотаційного оброблення (приклад 5), та згідно з аналогом (приклад 6) зведені в табл. 2 Таблиця 1 Характеристика макулатурної маси, композиція складу та параметри процесу флотаційного оброблення маси Флотаційне оброблення макулатурної маси, композиція і співвідношення складу компонентів, % ШвидСіль Масова кість амонійна Час частка ТемАдипі- Мило обертанВаріант Ступінь КаустичсульфоПолі- рН флотаційволокна пераПерекис нова ріпаконя помелу,° на сода, етоксиакри- сусного (кон- тура, водню кисло- вої флотаційШР (NaOH) латів ліамід пензії обробленцентра- °C та олії ного неонолу ня, хв ція, %) барабана, (САФ) об/хв 1 37 1,8 42 1,5 0,8 0,8 0,3 0,8 0,12 9,2 60 25 2 35 1,6 36 1,0 0,7 0,8 0,3 0,8 0,16 8,4 40 20 3 37 1,8 42 1,5 0,8 0,8 0,3 0,8 0,20 9,2 60 25 4 40 2,8 48 1,6 0,8 0,85 0,4 0,9 0,22 8,2 65 30 5 (без флотаційного 32 3,2 30 оброблення) Без Цукро6 аналог додаткоNa-сіль вий Алкіл(найближ- вого оцтової алкілбензо- Силікат NaKM 8 48 10,2 60 25 чий розкислоти- полі- сульфо- Na-40 Ц-4 аналог) мелю12 глюкозид- нат Na-5 вання 10 Макулатурна маса 15 5 UA 75837 U Таблиця 2 Результати випробування зразків паперу, виготовленого з макулатурної маси після флотаційного оброблення, згідно з заявленою корисною моделлю та аналогом Показники паперу, виготовленого з макулатурної маси, що піддана флотаційному обробленню Маса паперу 2 площею 1 м ,г Білість, % Капілярне всмоктування в середньому за двома напрямками за 10 хв, мм Руйнівне зусилля, Н: В машинному напрямку В поперечному напрямку 5 10 15 20 25 30 Приклади 1 2 3 4 5 6 32,1 32,0 31,9 32,0 32,1 32,1 62,8 64,2 64,8 64,2 49,6 59,6 26 28 32 32 22 24 3,8 4,0 4,4 4,4 3,0 3,2 2,0 2,2 2,3 2,3 1,7 1,8 Розмелювання макулатурної маси до 37° ШР сприяє отриманню рівномірно розробленого волокна, зниженню кількості нерозроблених флокул і пластівців, зростанню його пластичності та здатності до створення кращого і більшої кількості контактів між окремими волокнами під час формування (виливання) паперового полотна та створення водневих зв'язків між ними на стадії його сушіння, що забезпечує зростання механічної міцності паперу, про що свідчить рівень руйнівного зусилля в машинному і поперечному напрямках у порівнянні з аналогом. Введення до композиції складу для флотаційного оброблення поліакриламіду сприяє більш інтенсивному очищенню та облагороджуванню макулатурної маси, флокуляції дрібної фракції часток фарби, забруднення та продуктів очищення макулатурної маси, сприяючи утворенню з них складних укрупнених агрегатів з бульбашками повітря, що вилучаються з суспензії макулатурної маси. Розроблений склад композиції для проведення оброблення макулатурної маси для її очищення та облагородження і умови підготовки маси та проведення процесу оброблення найкращим чином сприяють відокремленню часток фарби, наповнювачів, забруднень, в т.ч. неволокнистого характеру, забезпечуючи підвищений рівень білості паперу, виготовленого з макулатури. Введення до композиції складу поліакриламіду в обсягах більше 0,22 % від абсолютно сухого волокна не сприяє покращенню досліджуваних факторів, а тому є недоцільним. Аналіз та співставлення результатів випробування зразків паперу, що зведені в табл.2, вказують на ефективність та кращі показники якості запропонованого паперу на основі макулатури як за показниками білості і вбирної здатності, так і за механічною міцністю. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб виготовлення санітарно-гігіенічного паперу з макулатурної маси, що включає її розпускання в гідророзбивачі, розмелювання, оброблення композицією для підвищення білості та очищення від забруднення у флотаційній установці, виливання (формування), висушування і крепування паперового полотна, який відрізняється тим, що до складу для флотаційного оброблення макулатурної маси вводять такі реагенти за співвідношення, % від абсолютносухого волокна: 6 UA 75837 U 5 луг 1,0-1,5 перекис водню 0,6-0,8 мило ріпакової олії 0,75-0,80 адипінова кислота 0,25-0,30 сіль амонійна сульфоетоксилатів неонолу 0,75-0,80 поліакриламід 0,12-0,20. 2. Спосіб за п. 1, який відрізняється тим, що розраховані кількості реагентів складу для флотаційного оброблення вводять до суспензії макулатурної маси із ступенем помелу 33-37° ШР, масовою часткою волокна (концентрацією) 1,4-2,8 % та рН середовища 7,2-9,4. 3. Спосіб за п. 1, який відрізняється тим, що процес флотаційного оброблення суспензії макулатурної маси проводять за температури 37-42 °С, швидкості обертання маси в барабані флотаційної установки 30-60 об/хв. протягом 15-30 хв. 4. Спосіб за п. 1, який відрізняється тим, що крепування паперу з макулатурної маси ведуть до ступеня крепування 9 %. 10 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of sanitary-hygienic paper of waste paper mass
Автори англійськоюKoptiukh Leonid Andriiovych, Hlushkova Tetiana Hennadiivna, Andrievska Liudmyla Valentynivna
Назва патенту російськоюСпособ изготовления санитарно-гигиенической бумаги из макулатурной массы
Автори російськоюКоптюх Леонид Андреевич, Глушкова Татьяна Геннадиевна, Андриевская Людмила Валентиновна
МПК / Мітки
МПК: D21C 1/00
Мітки: маси, спосіб, макулатурної, виготовлення, паперу, санітарно-гігієнічного
Код посилання
<a href="https://ua.patents.su/9-75837-sposib-vigotovlennya-sanitarno-gigiehnichnogo-paperu-z-makulaturno-masi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення санітарно-гігієнічного паперу з макулатурної маси</a>
Спосіб виготовлення санітарно-гігієнічного паперу з макулатурної маси
Номер патенту: 75428
Опубліковано: 26.11.2012
Автори: Коптюх Леонід Андрійович, Глушкова Тетяна Геннадіївна, Андрієвська Людмила Валентинівна
МПК: D21C 1/00
Мітки: макулатурної, виготовлення, паперу, маси, спосіб, санітарно-гігієнічного
Формула / Реферат:
1. Спосіб виготовлення санітарно-гігієнічного паперу з макулатурної маси, що включає її розпускання в гідророзбивачі, розмелювання, оброблення композицією для підвищення білості та очищення від забруднення у флотаційній установці, виливання (формування), висушування і крепування паперового полотна, який відрізняється тим, що до складу для флотаційного оброблення макулатурної маси вводять такі реагенти за співвідношення, % від абсолютно...
Спосіб виготовлення антисептичного паперу, антисептичний папір та санітарно-гігієнічний виріб з антисептичного паперу
Номер патенту: 89982
Опубліковано: 25.03.2010
Автори: Мороз Валентина Миколаївна, Пиріг Роман Романович, Кличков Сергій Сергійович
МПК: D21H 27/00
Мітки: санітарно-гігієнічний, спосіб, антисептичний, паперу, папір, антисептичного, виріб, виготовлення
Формула / Реферат:
1. Спосіб виробництва антисептичного паперу, що включає готування паперової маси, переважно з макулатурного волокна, відлив паперового полотна, його сушіння та нанесення на паперове полотно в процесі його виготовлення водного розчину антисептика, який відрізняється тим, що водний розчин антисептика наносять на паперове полотно з обох його сторін, причому нанесення водного розчину антисептика здійснюють у два прийоми: спочатку на одну сторону...
Спосіб виготовлення гігієнічного паперу з застосуванням когенерації
Номер патенту: 95158
Опубліковано: 11.07.2011
Автор: Ісіклар Ахмет Незір
МПК: D21F 11/00, D21F 5/00
Мітки: виготовлення, спосіб, паперу, гігієнічного, застосуванням, когенерації
Формула / Реферат:
Спосіб виготовлення гігієнічного паперу, який відрізняється тим, що включає стадії:збирання відхідних газів камери згоряння турбіни, працюючої на природному газі;вироблення турбіною електроенергії при обертанні за рахунок енергії відхідних газів;подачу електроенергії, що виробляється, до різних машин і пристроїв, працюючих з використанням електроенергії, що використовуються у виробничому процесі;передачу відхідних...
Спосіб відцентрово-гідродинамічної обробки макулатурної маси в турбосепараторі
Номер патенту: 74814
Опубліковано: 15.02.2006
Автори: Яблочкін Ніколай Івановіч, Дулькін Дмітрій Алєксандровіч, Ковєрнінскій Іван Ніколаєвіч, Зайцев Боріс Гєоргієвіч, Овчінніков Міхаіл Дмітрієвіч
МПК: D21D 5/00
Мітки: обробки, маси, спосіб, відцентрово-гідродинамічної, макулатурної, турбосепараторі
Формула / Реферат:
Спосіб відцентрово-гідродинамічної обробки макулатурної маси в турбосепараторі, що включає тангенціальне подавання макулатурної маси в приймальну камеру турбосепаратора, організацію обертального руху маси в приймальній камері, відділення з маси під впливом відцентрової сили важких і легких забруднюючих включень, механічний дорозпуск крупних компонентів волокнистого походження і просіювання макулатурної маси крізь отвори сита, який...
Спосіб одержання паперової маси для виготовлення паперу-основи облицювального матеріалу
Номер патенту: 7255
Опубліковано: 30.06.1995
Автори: Загоруйко Володимир Васильович, Толкачьов Олександр Борисович, Клімєнтьонок Гєннадій Ніколаєвіч, Соломатова Людмила Веніамінівна, Смикалова Людмила Іллівна, Орлова Вєроніка Сєргєєвна, Вайханська Алла Василівна, Столяр Михайло Борисович
МПК: D21H 17/00
Мітки: матеріалу, паперової, виготовлення, облицювального, спосіб, одержання, маси, паперу-основи
Формула / Реферат:
1. Способ получения бумажной массы для производства бумаги-основы облицовочного материала, включающий введение в целлюлозную массу пигментной и влагопрочной добавок, а также добавки, регулирующей концентрацию водородных ионов массы, отличающийся тем, что в качестве пигментной добавки используют продукт переработки отхода производства глинозема из бокситов или смесь его с двуокисью титана. 2. Способ по п. 1, отличающийся тем, что...
Попередній патент: Тонкий вбирний папір підвищеної механічної міцності
Наступний патент: Дренажна система для водозниження рівня ґрунтових вод
Випадковий патент: Пристрій для одержання водню високого тиску