Спосіб ремонту футерівки конвертера та торкрет-фурма для його здійснення
Номер патенту: 83445
Опубліковано: 10.07.2008
Автори: Чубін Константин Іванович, Сігарьов Євген Миколайович, Чернятевич Анатолій Григорович, Чубіна Олена Анатоліївна

Формула / Реферат
1. Спосіб ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздування шлакової ванни зверху нейтральними газовими струменями і нанесення на бокову поверхню конвертера в окислювальних струменях торкрет-маси при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми, на 180° навколо вертикальної осі, який відрізняється тим, що роздування шлакової ванни і нанесення торкрет-маси на футерівку конвертера здійснюють шляхом одночасної подачі нейтральних і окислювальних газових або газо-порошкових струменів у взаємно перпендикулярних площинах.
2. Спосіб за п. 1, який відрізняється тим, що нейтральний газ подають з інтенсивністю через одне сопло 1,3-1,5 м3/хв. на тонну рідкої сталі, а окислювальний газ - з інтенсивністю через одне сопло 0,020-0,035 м3/хв. на тонну рідкої сталі.
3. Спосіб за п. 1, який відрізняється тим, що торкрет-масу подають в інтервалі 10-90 % часу роздування шлаку з інтенсивністю через одне сопло 0,34-0,46 кг/хв. на тонну рідкої сталі при витраті окислювального газу через одне сопло 0,040-0,056 м3/хв. на тонну рідкої сталі.
4. Торкрет-фурма для ремонту футерівки конвертера, яка містить пересувну привідну платформу з вертикальною направляючою, каретку торкрет-фурми, механізм обертання, який забезпечує зміну напрямку обертання на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, стовбур торкрет-фурми, який виконано із двох колекторів і двох концентрично розташованих труб, з утворенням трактів підведення нейтрального газу і торкрет-маси в потоці окислювального газу, головку з групою бокових циліндричних сопел для подачі торкрет-маси в окислювальних струменях на бокову поверхню футерівки конвертера і з торцевим наконечником з групою сопел Лаваля для роздування шлакової ванни зверху нейтральними газовими струменями, яка відрізняється тим, що торцевий наконечник головки виконаний у вигляді тарілки з соплами Лаваля, корпуси яких встановлені з виступом відносно торця тарілки і розташовані в ряд похило і симетрично відносно поздовжньої осі торкрет-фурми в вертикальній площині, перпендикулярній площині розташування бокових циліндричних сопел, які розміщені в ряд по висоті фурми двома ярусами, симетричними відносно поздовжньої осі фурми.
Текст
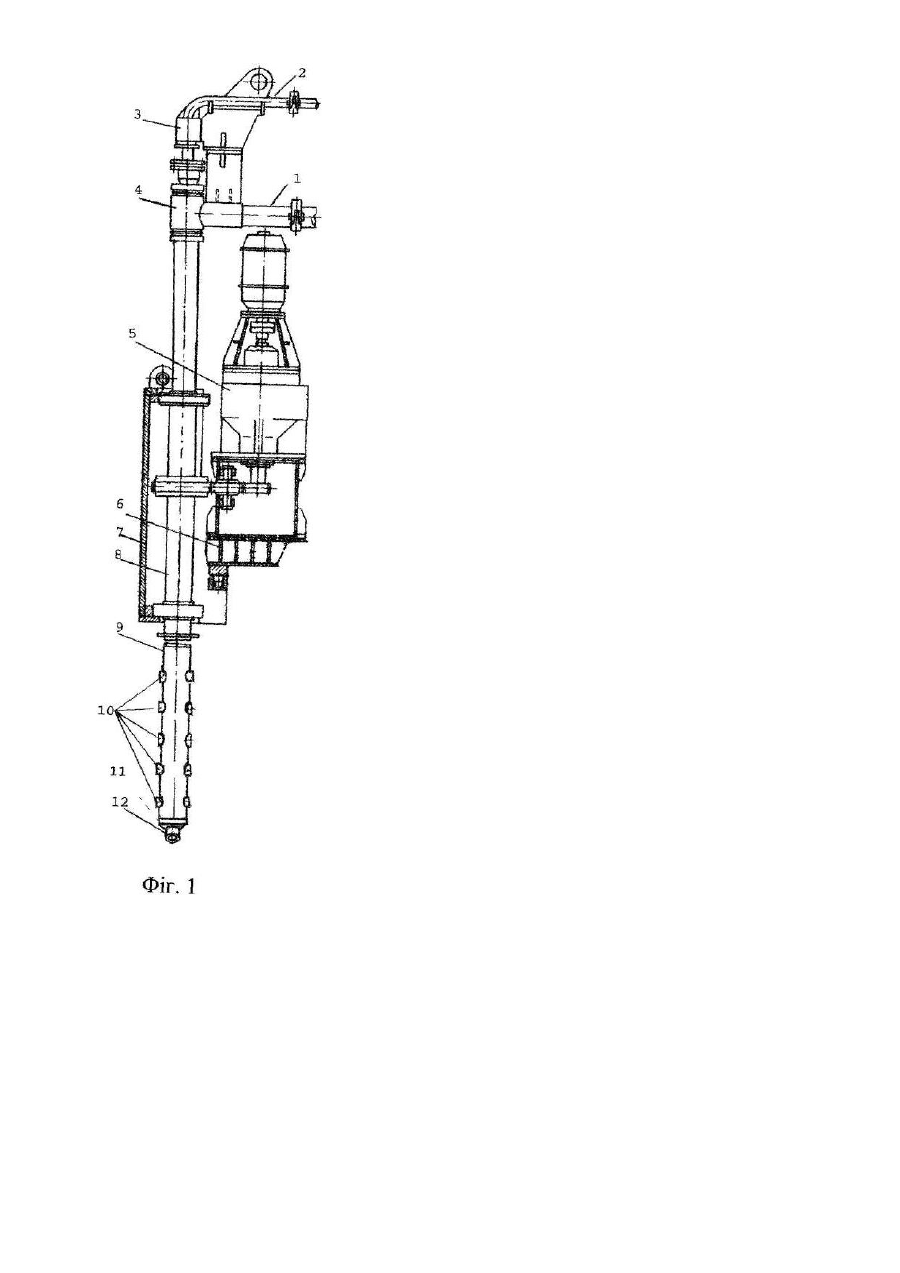
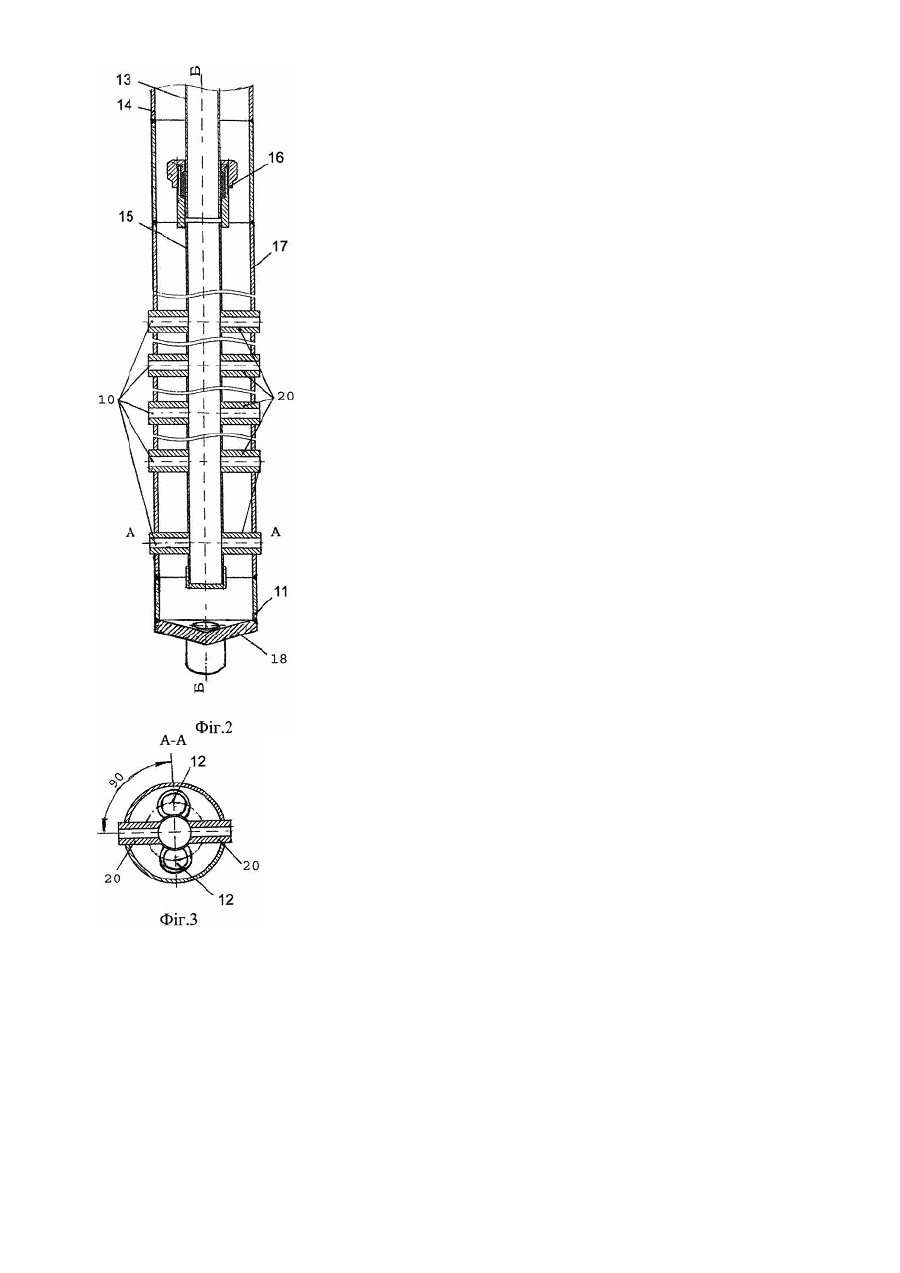
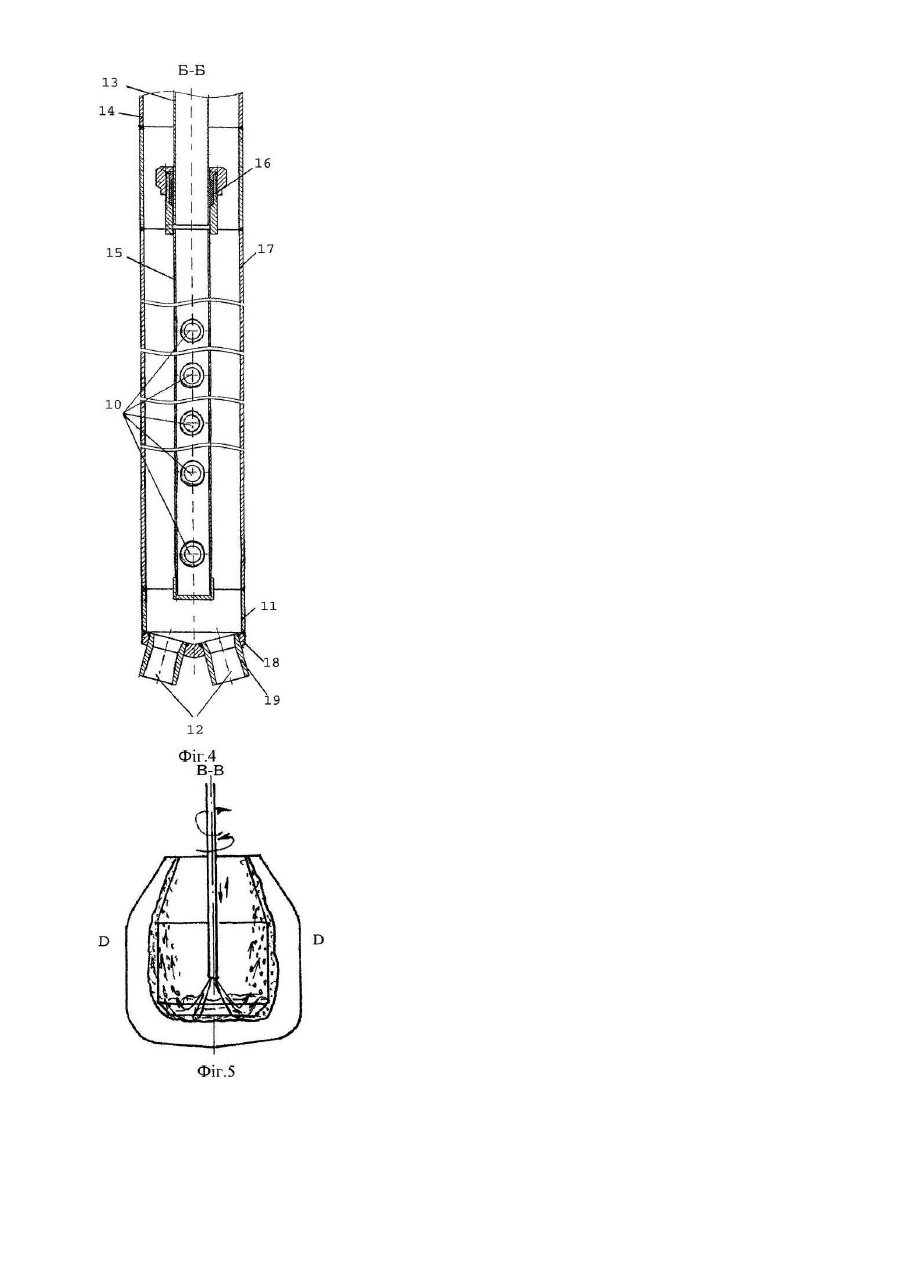
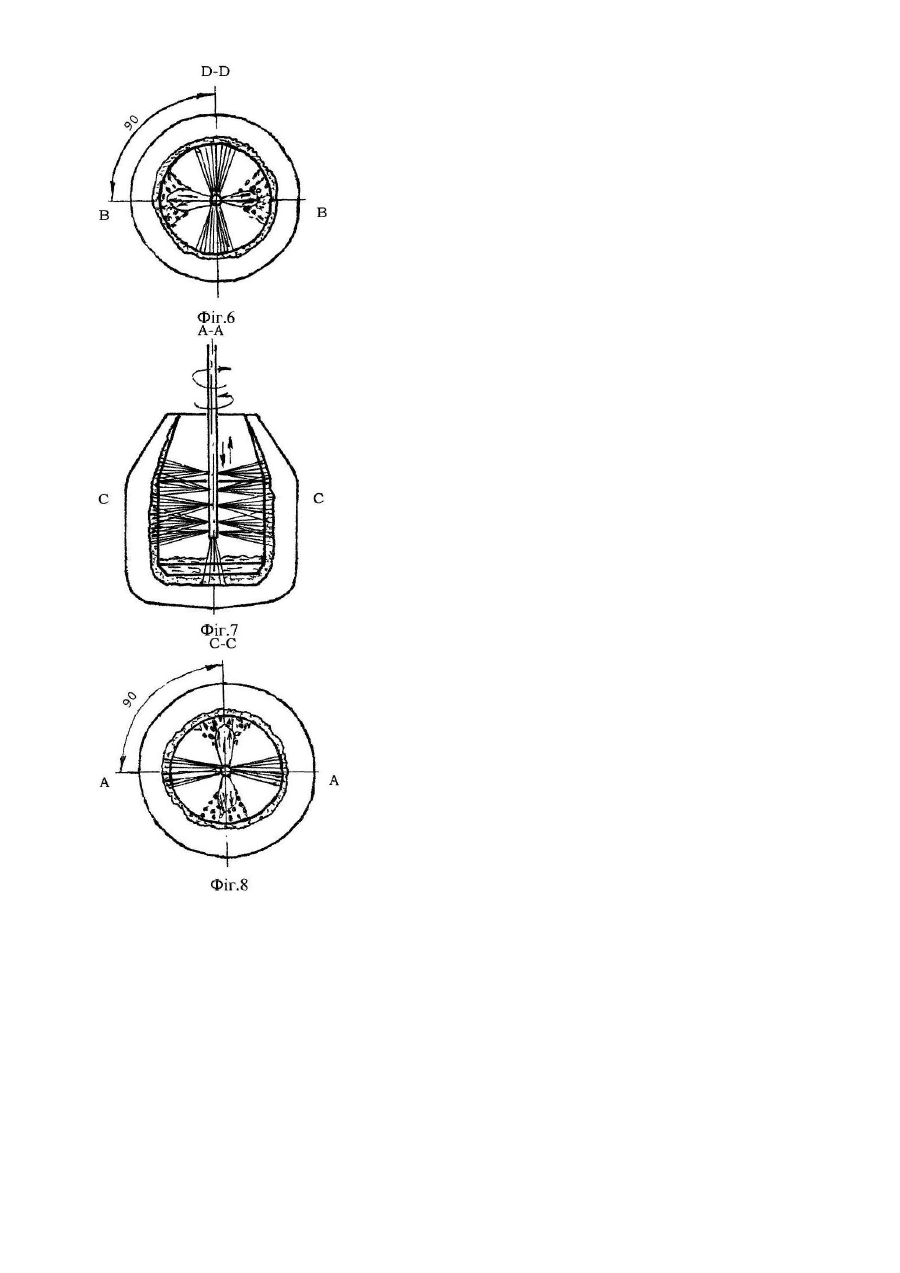
Взаємопов'язана група винаходів відноситься до чорної металургії, зокрема до способів гарячих ремонтів футерівки конвертерів і конструкцій торкрет-фурм, які використовуються при цьому. Відомий спосіб ремонту футерівки конвертера [Патент РФ №2273669, С21С5/44, F27D1/16, 2006], який включає подачу на днище нейтрального газу і роздувку кінцевого шлаку попередньої плавки одночасно або перед подачею торкрет-маси і кисню на бокову поверхню конвертера. Згідно з даним способом подача торкрет-маси і кисню на бокову поверхню конвертера дозволяє здійснити гарячий ремонт футерівки за допомогою направленого потоку порошкоподібної суміші вогнетривких магнезіальних матеріалів і коксу з високошвидкісним кисневмісним потоком, який направлено в зону ремонту, переважно конусної або циліндричної частини футерівки. В даному способі значне підвищення температури в робочому просторі конвертера під час факельного торкретування бокової поверхні футерівки призводить до руйнування нанесеного шлакового гарнісажу внаслідок розплавлення і стікання останнього по поверхні футерівки в шлакову ванну. Відомий спосіб факельного торкретування футерівки конвертера [Патент СССР №1833647, С21С5/44, 1991], який включає нанесення за допомогою фурми з соплами багатошарового торкрет-покриття шляхом обертання факела навколо вертикальної осі і його переміщення у вертикальному напрямку, зміну напрямку обертання фурми на протилежний після кожного оберту фурми навколо вертикальної осі. Переміщення фурми по вертикалі здійснюють східчасто з припиненням обертання фурми на час вертикального переміщення. Кутову швидкість обертання фурми встановлюють в залежності від садки конвертера і секундної витрати торкрет-маси. В даному способі не реалізується одночасно виконання операцій нанесення шлакового гарнісажу і факельного торкрет-покриття, що призводить до зниження продуктивності сталеплавильного конвертера ізза додаткового часу на проведення операції роздувки кінцевого шлаку. Також відомий, вибраний як прототип, спосіб ремонту футерівки конвертера [Гидрогазодинамические особенности новых технологий нанесения шлакового гарнисажа на футеровку конвертера / А.Г. Чернятевич, Е.Н. Сигарев, Е.А. Чубина и др. // Металлургическая и горнорудная промышленность. - 2006. №7. - С.153-157], який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздувки шлакової ванни зверху нейтральними газовими струменями і подачі на бокову поверхню конвертера в окислювальних струменях торкрет-маси при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180° навколо вертикальної осі. Вадами даного способу є: неможливість отримання рівномірного за товщиною шлакового гарнісажу по висоті конвертера; підвищені витрати торкрет-маси внаслідок інтенсивного виносу в потоці газу, що відходить із порожнини конвертера. Все це пов'язано з відсутністю незалежної дії на шлакову ванну і стіни конвертера відповідно нейтральних і окислювальних газо-порошкових струменів, що призводить, з одного боку, до зниження висоти викиду бризок шлаку на футерівку із-за створення газо-порошковими струменями своєрідної завіси, а з іншого - провокує підвищені витрати торкрет-маси з виносом при об'єднанні зворотних нейтральних і окислювальних газових потоків, в кінцевому результаті знижується ефективність гарячого ремонту і стійкість шлакового гарні сажу та футерівки конвертера, а також тривалість роботи конвертера в робочому режимі виробництва сталі. Відома фурма для факельного торкретування футерівки конвертера [А.c. СССР №1305177, С21С5/44, F27D1/16, 1987], що містить концентрично розташовані труби, які утворюють тракти підведення та виведення охолоджуючої води, роздільні тракти із засувками і наконечник із соплами для подачі торкретмаси і кисню на бокову поверхню і днище конвертера. Переміщення фурми у вертикальному напрямку дозволяє торкретувати всю внутрішню поверхню конвертера, а при уповільненні руху фурми у визначеному положенні - наносити більш товстий шар в місцях найбільшого зносу. Фурма має наступні недоліки: підвищений знос сопел для подачі торкрет-маси і кисню на днище агрегату, складність конструкції і системи підведення роздільних потоків торкрет-маси і кисню. Сопла для подачі торкрет-маси на днище конвертера розташовані в наконечнику, який практично не охолоджується водою, що приводить до виходуостаннього із ладу внаслідок перегрівання і згорання в потоці кисню при факельному торкретуванні. Складність виготовлення шеститрубної конструкції фурми полягає в тому, що сопла для подачі торкрет-маси і кисню на бокову поверхню конвертера з'єднуються за допомогою зварювання п'ятьма трубами, що призводить до більшої кількості місць зварювання і знижує стійкість фурми. Ускладнена конструкція фурми і система підведення роздільних потоків торкрет-маси і кисню не дозволяє створити якісне і економічне покриття по всіх зонах футерівки конвертера і призводить до підвищеної витрати вогнетривких матеріалів. Відома також фурма для ремонту футерівки конвертера [Патент РФ №2273669, С21С5/44, F270D1/16, 2006], що містить концентрично розташовані труби, які утворюють тракти підведення і відведення охолоджуючої води, подачі торкрет-маси і кисню через сопла типу "труба в трубі" на бокову поверхню конвертера, тракт підведення нейтрального газу з водоохолоджувальним торцевим блоком з соплами Лаваля для роздувки шлакової ванни нейтральними струменями. Обладнання фурми додатковим трактом підведення нейтрального газу з водоохолоджувальним торцевим блоком із соплами Лаваля для подачі нейтрального газу на днище конвертера дозволяє забезпечити підвищену стійкість фурми та здійснити нанесення шлакового гарнісажу на футерівку конвертера незалежно від подачі торкрет-маси і кисню у регламентованому режимі при необхідній інтенсивності подачі нейтрального газу на роздувку кінцевого шлаку попередньої плавки. Дана фурма для ремонту футерівки конвертера має підвищену вагу і складну конструкцію із-за додаткового тракту підведення нейтрального газу та розміщення торцевих сопел Лаваля і бокових торкрет-сопел в масивних металевих блоках, що призводить до зниження стійкості останньої, збільшення собівартості виробу, підвищення витрат на виготовлення, монтаж та обслуговування фурми. Фурма не дозволяє здійснити якісне нанесення однакового по товщині шлакового гарнісажу на футерівку конвертера внаслідок нераціонального і фіксованого розташування відносно один до одного торкрет-сопел і сопел Лаваля. В місцях безпосередньої направленої дії окремого торкрет-факела на бокову футерівку конвертера утворюється гарнісаж більшої товщини. Крім того, в процесі одночасного роздування шлаку і факельного торкретування верхніх горизонтів футерівки конвертера відбувається руйнування і сповзання нанесеного гарнісажу по стінкам агрегату внаслідок підвищення температури у порожнині конвертера. Відома конструкція вертикальної торкрет-фурми [Факельное торкретирование футеровки кислородных конвертеров / Ε.Д. Штепа, А.А. Ярмаль, В.М. Червоненко и др. - К.: Техніка, 1984. - 143с.], що містить пересувну привідну платформу із вертикальною направляючою, каретку торкрет-фурми, механізм обертання, стовбур торкрет-фурми, який виконано із колекторів і концентрично розташованих труб, які утворюють тракти підведення торкрет-маси і кисню, підведення та відведення охолоджуючої води, і головку з одностороннім і однорядним розташуванням торкрет-сопел типу "труба в трубі". Повсюдне торкретування футерівки за допомогою даної фурми розпочинають з нижньої зони конвертера при розташуванні фурми в крайній нижній позиції. Рухом її уверх і обертанням навколо вертикальної осі торкрет-покриття наносять на всю футерівку конвертера, включаючи горловину. Вадами фурми є: складність конструкції і збільшення роботи по обслуговуванню обертової чотирьохтрубної фурми внаслідок частого ушкодження сальникових вкладишів у чотирьох колекторах, що призводить до течі води в конвертер та виділення торкрет-маси і газів в атмосферу цеху; неможливість організації одночасного нанесення шлакового гарнісажу шляхом роздувки шлаку нейтральними газовими струменями; підвищені витрати магнезіальної торкрет-маси, яка дорого коштує. Відома також, вибрана як прототип, торкрет-фурма для нанесення шлакового гарнісажу на футерівку конвертера [Металлургическая и горнорудная промышленность. - 2006. - №7. - С.153-157], яка містить пересувну привідну платформу з вертикальною направляючою, каретку торкрет-фурми, механізм обертання, який забезпечує зміну напрямку обертання на протилежний після кожного оберту фурми на 180 град, навколо вертикальної осі, стовбур торкрет-фурми, який виконано із двох колекторів і двох концентрично розташованих труб, які утворюють тракти підведення нейтрального газу і торкрет-маси в потоці окислювального газу, головку з групою бокових циліндричних сопел для подачі торкрет-маси в окислювальних струменях на бокову поверхню футерівки конвертера і з торцевим наконечником з групою сопел Лаваля для роздувки шлакової ванни зверху нейтральними газовими струменями. Вадами прототипу є: зменшення далекобійності і гальмування бризків шлаку боковими потоками окислювального газо-порошкового дуття, що знижує ефективність нанесення шлакового гарнісажу на стінки конвертера, особливо в його верхній половині циліндричної частини і верхнього конуса; підвищенні витрати торкрет-маси за рахунок виносу у газовому потоці, що відходить із порожнини конвертера; складність виготовлення торцевого багатосоплового наконечника шляхом виточування із суцільної металевої поковки, що призводить до збільшення собівартості виробу. В основу першого із групи винаходів поставлено задачу удосконалення способу ремонту футерівки конвертера шляхом одночасної подачі нейтральних і окислювальних газових або газо-порошкових струменів у взаємно перпендикулярних площинах та вибору оптимальної інтенсивності подачі нейтрального газу, окислювального газу та торкрет-маси, що призведе до попереднього набризкування на стіни конвертера шару рідкого шлаку з послідовним вдуванням ("впресовуванням") в останній частинок вогнетривкої торкрет-маси, а отже, забезпечить більш ефективне нанесення вогнетривкого шлакового гарнісажу із підвищеним вмістом оксиду магнію, дозволить зменшити витрати торкрет-маси і подовжити термін експлуатації конвертерних агрегатів. В основу другого із групи винаходів покладено задачу удосконалення конструкції торкрет-фурми для ремонту футерівки конвертера шляхом зміни конструкції торцевого наконечника головки і розташування груп сопел Лаваля і бокових циліндричних сопел відносно один до одного, що дозволить забезпечити: вдування частинок порошкоподібного магнезіального матеріалу услід нанесеному шлаковому шару на футерівку конвертера та, тим самим, зменшити витрати торкрет-маси і підвищити стійкість шлакового гарнісажу; спрощення конструкції і зниження собівартості виготовлення головки торкрет-фурми, а також скорочення витрат людино-годин при обслуговуванні обертової торкрет-фурми. Перша поставлена задача вирішується тим, що за способом ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздувки шлакової ванни зверху нейтральними газовими струменями і подачі на бокову поверхню конвертера в окислювальних струменях торкрет-маси при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми, на 180° навколо вертикальної осі, роздувку шлакової ванни і нанесення торкрет-маси на футерівку конвертера здійснюють одночасною подачею нейтральних і окислювальних газових або газо-порошкових струменів у взаємно перпендикулярних площинах. Крім того, нейтральний газ подають з інтенсивністю через одне сопло 1,3-1,5м3/хв. на тону рідкої сталі, а окислювальний газ - з інтенсивністю через одне сопло 0,020-0,035м3/хв. на тону рідкої сталі. Крім того, торкрет-масу подають в інтервалі 10-90% часу роздувки шлаку з інтенсивністю через одне сопло 0,34-0,46кг/хв. на тону рідкої сталі при витраті окислювального газу через одне сопло 0,040-0,056м3/хв. на тону рідкої сталі. За рахунок безпосередньої дії на шлакову ванну групи рухомих нейтральних газових струменів, які витікають із сопел Лаваля торцевого наконечника торкрет-фурми під кутом до поверхні шлакової ванни в одній вертикальній площині в дві сторони відносно вертикальної осі торкрет-фурми, яка розміщена по центру конвертера, здійснюється формування на поверхні футерівки шлакового шару шляхом направленого набризкування об'ємів шлаку. При цьому у випадку тільки роздувки шлаку попереджається можливе запечатування бокових циліндричних сопел бризками шлаку внаслідок одночасної подачі через них окислювального газу з мінімальною витратою. У випадку одночасної роздувки шлаку і факельного торкретування слідом в шар нанесеного шлаку вдуваються ("впресовуються") частинки порошкоподібного магнезіального вогнетривкого матеріалу торкрет-маси, які подаються з групи бокових циліндричних сопел торкрет-фурми в направлених на стіни конвертера окислювальних газо-порошкових струменях. Внаслідок незалежної дії на шлакову ванну і стіни конвертера відповідно нейтральних і окислювальних газо-порошкових обертових струменів, які розповсюджуються в двох різних перпендикулярних вертикальних площинах, досягається отримання рівномірного за товщиною шлакового гарнісажу по висоті конвертера та зменшення витрати торкрет-маси з виносом із-за відсутності об'єднання зворотних нейтральних і окислювальних газових потоків. При роздуві шлакової ванни з інтенсивністю подачі нейтрального газу на одне сопло менше 1,3м3/хв. на тону рідкої сталі знижується ефективність попереднього нанесення шлакового шару на футерівку конвертера по висоті із-за зменшення інтенсивності розбризкування шлаку, перевищення інтенсивності подачі нейтрального газу на одне сопло більше 1,5м3/хв. на тону рідкої сталі веде до хаотичного розбризкування шлаку з підвищеним вильотом бризків з горловини конвертера, зашлаковування стовбура торкрет-фурми та екранної поверхні котла - утилізатора. Це спонукає проведення робіт по видаленню шлакових охолодей із зазначених поверхонь, що призводить до збільшення витрат праці, зниження продуктивності конвертерів і додаткових матеріальних витрат. Подача на бокову поверхню футерівки конвертера групи окислювальних газових струменів із інтенсивністю менше 0,020м3/хв. на тону рідкої сталі через одне сопло призводить до закупорювання циліндричних бокових сопел торкрет-фурми вилітаючими бризками шлаку. Подача на бокову поверхню футерівки конвертера групи окислювальних газових струменів із інтенсивністю більше 0,035м3/хв. на тону рідкої сталі через одне сопло перешкоджає набризкуванню крапель шлаку на верхню частину та горловину конвертера, призводить до нанесення нерівномірного шлакового гарнісажу на поверхні футерівки конвертера та зниження ефективності операції. Подача торкрет-маси з інтенсивністю на одне сопло менше 0,34кг/хв. на тону рідкої сталі при витраті окислювального газу на одне сопло менше 0,040м3/хв. на тону сталі призводить до підвищення тривалості нанесення шлакового гарнісажу і витрат торкрет-маси із-за уповільненої дії торкрет-факелів на поверхню футерівки конвертера внаслідок зменшення імпульсу окислювальних газо-порошкових струменів. Подачу торкрет-маси з інтенсивністю на одне сопло більше 0,46кг/хв. на тону рідкої сталі при витраті окислювального газу на одне сопло більше 0,056м3/хв. на тону рідкої сталі веде до збільшення витрат торкрет-маси в результаті виносу у збільшеному за об'ємом і інтенсивністю зворотному потоці газу, що відходить із порожнини конвертера. Здійснення подачі торкрет-маси в інтервалі до 10% часу роздувки шлаку призводить до зниження ефективності формування шлакового гарнісажу, так як ще не встигає сформуватися на футерівці конвертера достатній по товщині шлаковий шар, в який вдуваються ("впресовуються") порошкоподібні вогнетривкі частинки торкрет-маси. Подача торкрет-маси в інтервалі понад 90% часу роздувки шлаку веде до збільшення витрати торкрет-маси із-за зниження інтенсивності попереднього набризкування крапель шлаку по всій висоті футерівки конвертера. Невиконання кожної з цих вимог негативно позначається на процесі гарячого ремонту футерівки конвертера, не дозволяє значно збільшити термін служби конвертерних агрегатів за рахунок ефективного нанесення шлакового гарнісажу за допомогою обертової торкрет-фурми шляхом роздувки шлакової ванни і подачі на бокову поверхню конвертера торкрет-маси. Друга поставлена задача вирішується тим, що в торкрет-фурмі для ремонту футерівки конвертера, яка містить пересувну привідну платформу з вертикальною направляючою, каретку торкрет-фурми, механізм обертання, який забезпечує зміну напрямку обертання на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, стовбур торкрет-фурми, який виконано із двох колекторів і двох концентрично розташованих труб, що утворюють тракти підведення нейтрального газу і торкрет-маси в потоці окислювального газу, головку з групою бокових циліндричних сопел для подачі торкрет-маси в окислювальних струменях на бокову поверхню футерівки конвертера і з торцевим наконечником з групою сопел Лаваля для роздувки шлакової ванни зверху нейтральними газовими струменями, торцевий наконечник головки виконаний у вигляді тарілки з соплами Лаваля, корпуси яких виступають за торець тарілки і розташовані в ряд похило і симетрично відносно поздовжньої осі торкрет-фурми в вертикальній площині, перпендикулярній площині розташування бокових циліндричних сопел, які розміщені в ряд по висоті фурми двома ярусами, симетричними відносно поздовжньої осі фурми. Таке розміщення в головці обертової торкрет-фурми двох окремих груп торцевих сопел Лаваля для роздувки шлаку і бокових циліндричних сопел для факельного торкретування дозволяє здійснювати при обертанні торкрет-фурми спрямоване забризкування крапель шлаку по всій висоті футерівки робочого простору конвертера з формуванням шлакового шару слідом в який вдуваються ("впресовуються") частинки вогнетривкої торкрет-маси. Це призводить до утворення міцного і товстого захисного шлакового гарнісажу на всій робочій поверхні футерівки конвертера, що збільшує стійкість футерівки і термін роботи агрегату в режимі виплавки сталі. Крім того, завдяки відсутності об'єднання напрямів руху нейтральних і окислювальних струменів при одночасному роздуві шлаку і факельному торкретуванні зменшуються витрати торкрет-маси за рахунок виносу зворотнім потоком газів, що відходять із горловини конвертера. Виготовлення торцевого наконечника головки у вигляді тарілки, в якій закріплено шляхом зварювання групу корпусів сопел Лаваля, корпуси яких виступають за торець тарілки, призводить до зниження собівартості виробу в результаті спрощення самої конструкції торцевого наконечника і зменшення його матеріалоємності. Суть винаходу пояснюється кресленнями, де зображені торкрет-фурма для ремонту футерівки конвертера (Фіг.1, 2, 3, 4) та схема реалізації заявленого способу ремонту футерівки конвертера (Фіг.5, 6, 7, 8), у тому числі: - на Фіг.1 - торкрет-фурма, загальний вигляд; - на Фіг.2 - поздовжній переріз головки фурми; - на Фіг.3 - переріз по площині А-А згідно Фіг.2; - на Фіг.4 - переріз по площині Б-Б згідно Фіг.3. Як показано на Фіг.1 торкрет-фурма для ремонту футерівки конвертера містить патрубок 1 для підведення нейтрального газу і патрубок 2 для торкрет-маси в потоці окислювального газу, колектори 3 і 4 відповідно на патрубках 2 і 1, механізм обертання 5, якій закріплено на платформі 6, яка з'єднана з кареткою 7, стовбур 8 торкрет-фурми і головку 9 з групою ярусів бокових циліндричних сопел 10 для подачі окислювальних газових струменів або торкрет-маси в окислювальних струменях на бокову поверхню футерівки конвертера і з торцевим наконечником 11 з групою сопел Лаваля 12 для роздувки шлакової ванни зверху нейтральними газовими струменями. Стовбур 8 торкрет-фурми виконано із двох концентрично розташованих сталевих труб, внутрішньої 13 для подачі торкрет-маси в потоці окислювального газу та зовнішньої 14 для подачі нейтрального газу до головки 9. Головка 9 містить внутрішню трубу 15, яка з'єднується з внутрішньою трубою 13 стовбура 8 торкрет-фурми за допомогою сальникового компенсатора 16. Сальниковий компенсатор 16 виконує функцію компенсації в процесі роботи подовження зовнішньої труби 17 головки і зовнішньої труби 14 стовбура торкрет-фурми, які з'єднуються за допомогою зварювання при заміні головки. Головка 9 торкретфурми містить торцевий наконечник 11, який виконано із сталевої тарілки 18, в якій закріплено шляхом зварювання групу сталевих корпусів 19 сопел Лаваля 12. Два корпуси 19 сопел Лаваля 12 виступають за торець тарілки 18 і розміщені в один ряд в вертикальній площині симетрично відносно вертикальної осі торкрет-фурми під кутом до неї. Група десяти корпусів 20 бокових циліндричних сопел, що з'єднані під кутом 90° з внутрішньою 15 та зовнішньою 17 трубами головки за допомогою зварювання, розміщена в ряд по висоті фурми двома ярусами симетричними відносно вертикальної осі торкрет-фурми у вертикальній площині, що розташована під кутом 90° до площини розміщення корпусів сопел Лаваля. Торкрет-фурма для ремонту футерівки конвертера працює таким чином. Нейтральний газ (азот) через патрубок 1 і колектор 4 в кільцевому зазорі між внутрішніми 13, 15 та зовнішніми 14, 17 трубами відповідно стовбура 8 та головки 9 поступає до торцевого наконечника 11 і через два корпуси 19 із соплами Лаваля 12 вдувається у вигляді двох азотних струменів в робочій простір конвертера. При цьому забезпечується обертання торкрет-фурми навколо вертикальної осі завдяки включенню механізму обертання 5 і відбувається розбризкування шлаку від взаємодії азотних струменів із шлаковою ванною з направленим виносом бризків шлаку на футерівку конвертера із створенням шлакового гарнісажу. Торкрет-маса в потоці окислювального газу (повітря) подається через патрубок 2 і колектор 3 по внутрішнім трубам 13 і 15 до корпусів 20 бокових циліндричних сопел, що призводить до створення обертових торкрет-факелів, в яких відбувається підігрівання вогнетривкої складової торкрет-маси з подальшим її вдуванням ("впресовуванням") в шлаковий шар, попередньо нанесений на стіни конвертера. Коли не відбувається подача торкрет-маси, то через яруси бокових циліндричних сопел торкрет-фурми подається тільки повітря з мінімальною витратою для попередження запечатування сопел бризками шлаку. Таким чином, внаслідок незалежної дії на шлакову ванну і стіни конвертера відповідно азотних струменів і торкрет-факелів, які розповсюджуються в двох різних вертикальних площинах з кутом 90° між ними, відбувається більш ефективне нанесення товстого шару вогнетривкого шлакового гарнісажу по всій висоті футерівки, що дозволяє подовжити термін експлуатації конвертерів і зменшити витрати торкрет-маси. Заявлений спосіб ремонту футерівки конвертера реалізують таким чином. Ремонт футерівки конвертера здійснюють після випуску металу. Скачування шлаку спеціально не роблять. Шлак, що залишився, можуть обробляти безпосередньо в конвертері з метою більшого розрідження, підвищення вмісту оксиду магнію та основності. Конвертер із рідким шлаком встановлюють у вертикальне положення, до порожнини конвертера через фурмене вікно вводять обертову торкрет-фурму, і здійснюють роздувку шлакової ванни і нанесення торкрет-маси на футерівку конвертера одночасною подачею нейтральних і окислювальних газових або газо-порошкових струменів во взаємно перпендикулярних площинах. Торкрет-фурма встановлюється точно по вертикальній осі конвертера на рівній відстані від бокових стін і в процесі роботи при перемінній висоті обертається навколо вертикальної осі зі зміною напрямку обертання на протилежний після кожного оберту фурми на 180°. Спочатку торкрет-фурму встановлюють у крайньому нижньому положенні по висоті і розпочинають при обертанні торкрет-фурми роздувку шлакової ванни азотними струменями з інтенсивністю через одне сопло 1,3-1,5м3/хв. на тону рідкої сталі з нанесенням шлакового шару (Фіг.5) по всій висоті футерівки робочого простору конвертера. При цьому через бокові сопла головки торкрет-фурми подається окислювальний газ із витратою через одне сопло 0,020-0,035м3/хв. на тону рідкої сталі для попередження можливого запечатування сопел бризками шлаку. Потім, в інтервалі 10-90% часу роздувки шлаку, одночасно з нанесенням на футерівку конвертера шлакового шару в процесі обертання торкрет-фурми у потоці окислювального газу з інтенсивністю через одне сопло 0,040-0,056м3/хв. на тону рідкої сталі розпочинають подачу на стіни конвертера з інтенсивністю 0,34-0,46кг/хв. на тону рідкої сталі торкрет-маси, яка містить шлакоутворюючий вогнетривкий матеріал із підвищеним вмістом оксиду магнію (випалені магнезит і доломіт, доломітизоване вапно) і порошкоподібне паливо (сланець, вугілля, кокс) у визначеному співвідношенні (Фіг.7). За рахунок високої температури в порожнині конвертера і кисню повітря відбувається загорання вуглецю порошкоподібного палива торкретмаси, що призводить до попереднього прогрівання частинок шлакоутворюючого вогнетривкого матеріалу, які вдуваються ("впресовуються") услід в нанесений шар шлаку. В процесі одночасної роздувки шлаку і факельного торкретування обертову торкрет-фурму можуть переміщувати по висоті вверх-вниз від днища до горловини конвертера і назад. Як тільки візуально фіксується зменшення інтенсивності виносу бризок шлаку із горловини конвертера подачу торкрет-маси припиняють і продовжують роздувку шлакової ванни обертовими азотними струменями до повного припинення виносу бризок шлаку за межи робочого простору конвертера. Нижче наведені варіанти реалізації запропонованого способу ремонту футерівки конвертера із використанням запропонованої конструкції торкрет-фурми. Приклад 1. Операцію роздувки шлакової ванни і нанесення торкрет-маси на футерівку 160-т конвертера розпочинають після випуску метала із залишенням в порожнині агрегату рідкого шлаку. Якщо в конвертері залишається густий шлак, який не придатний до роздувки, то його переводять в рідкофазний стан шляхом короткочасної (30-60сек) роздувки кисневими струменями через звичайну продувочну фурму. Потім пересувну привідну платформу з обертовою торкрет-фурмою встановлюють в положення суміщення осі торкрет-фурми з вертикальною віссю конвертера. Через фурмене вікно вводять торкрет-фурму і опускають її в кесон до рівня горловини конвертера, одночасно забезпечив подачу повітря через десять бокових циліндричних сопел із загальною витратою 60-80м3/хв., що дорівнює витраті окислювального газу на одне сопло 0,040-0,056м3/хв. на тону рідкої сталі, яка зливається із конвертера в сталерозливний ківш. В подальшому торкрет-фурму встановлюють у крайньому нижньому положенні по висоті і розпочинають при обертанні торкрет-фурми (зі зміною напрямку обертання на протилежний після кожного оберту фурми на 180 навколо вертикальної осі) роздувку шлакової ванни струменями нейтрального газу із інтенсивністю подачі нейтрального газу через одне сопло 1,3-1,5м3/хв. на тону рідкої сталі з одночасною подачею на бокову поверхню футерівки конвертера групи окислювальних газових струменів із інтенсивністю 0,0200,035м3/хв. на тону рідкої сталі через одне сопло. При цьому роздувку шлакової ванни здійснюють на протязі 4,0-5,0хв. до повного припинення виносу бризків шлаку із горловини конвертера. Приклад 2. Операцію роздувки шлакової ванни і нанесення торкрет-маси на футерівку 160-т конвертера розпочинають після випуску метала із залишенням в порожнині агрегату рідкого шлаку. Якщо в конвертері залишається густий шлак, який не придатний до роздувки, то його переводять в рідкофазний стан шляхом короткочасної (30-60сек) роздувки кисневими струменями через звичайну продувочну фурму. Потім пересувну привідну платформу з обертовою торкрет-фурму встановлюють в положення суміщення осі торкрет-фурми з вертикальною віссю конвертера. Через фурмене вікно вводять торкрет-фурму і опускають її в кесон до рівня горловини конвертера, одночасно забезпечив подачу повітря через десять бокових циліндричних сопел із загальною витратою 60-80м3/хв., що дорівнює витраті окислювального газу на одне сопло 0,040-0,056м3/хв. на тону рідкої сталі, яка зливається із конвертера в сталерозливний ківш. В подальшому торкрет-фурму встановлюють у крайньому нижньому положенні по висоті і розпочинають при обертанні торкрет-фурми (зі зміною напрямку обертання на протилежний після кожного оберту фурми на 180° навколо вертикальної осі) роздувку шлакової ванни азотними струменями із загальною витратою азоту на два сопла 380-430м3/хв. (1,3-1,5м3/хв. на тону рідкої сталі через одне сопло). Після попереднього нанесення шлакового шару по всій висоті футерівки конвертера на протязі 0,4-0,5хв. (10% всього часу роздувки шлаку) в процесі обертання торкрет-фурми і переміщення останньої по висоті розпочинають подачу на стіни конвертера торкрет-маси із загальною витратою 1000-2000кг при інтенсивності подачі на одне бокове циліндричне сопло 0,34-0,46кг/хв. на тону рідкої сталі. При цьому подачу торкрет-маси здійснюють на протязі 3,5-4,0хв., що дорівнює інтервалу 10-90% загального часу роздувки шлаку. Потім подачу торкрет-маси припиняють і продовжують роздувку шлакової ванни на протязі 0,3-0,8хв., що призводить до повного припинення виносу бризків шлаку із горловини конвертера. Повна тривалість операції роздувки шлаку і нанесення торкрет-покриття складає 4-5хв. Така операція ремонту футерівки конвертера забезпечує формування товстого шлакового гарнісажу на всій поверхні футерівки з підвищеним вмістом MgO і СаО та необхідними міцнісними та вогнетривкими властивостями.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for relining of converter and gunite-tuyere for implementation thereof
Автори англійськоюCherniatevych Anatolii Hryhorovych, Sihariov Yevhen Mykolaiovych, Chubin Konstantyn Ivanovych, Chubina Olena Anatoliivna
Назва патенту російськоюСпособ ремонта футеровки конвертера и торкрет-фурма для его выполнения
Автори російськоюЧернятевич Анатолий Григорьевич, Сигарев Евгений Николаевич, Чубин Константин Иванович, Чубина Елена Анатольевна
МПК / Мітки
Мітки: футерівки, конвертера, спосіб, ремонту, здійснення, торкрет-фурма
Код посилання
<a href="https://ua.patents.su/9-83445-sposib-remontu-futerivki-konvertera-ta-torkret-furma-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту футерівки конвертера та торкрет-фурма для його здійснення</a>
Торкрет-фурма для ремонту футерівки конвертера
Номер патенту: 26280
Опубліковано: 10.09.2007
Автори: Чубіна Олена Анатоліївна, Сігарьов Євген Миколайович, Чубін Константин Іванович, Чернятевич Анатолій Григорович
Мітки: конвертера, футерівки, ремонту, торкрет-фурма
Формула / Реферат:
Торкрет-фурма для ремонту футерівки конвертера, яка містить пересувну привідну платформу з вертикальною напрямною, каретку торкрет-фурми, механізм обертання, який забезпечує зміну напрямку обертання на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, стовбур торкрет-фурми, який виконано із двох колекторів і двох концентрично розташованих труб, що утворюють тракти підведення нейтрального газу і торкрет-маси в потоці...
Спосіб ремонту футерівки конвертера
Номер патенту: 25657
Опубліковано: 10.08.2007
Автори: Чубін Константин Іванович, Сігарьов Євген Миколайович, Чернятевич Анатолій Григорович, Чубіна Олена Анатоліївна
МПК: C21C 5/44
Мітки: футерівки, ремонту, конвертера, спосіб
Формула / Реферат:
1. Спосіб ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздування шлакової ванни зверху нейтральними газовими струменями і подачі на бокову поверхню конвертера в окислювальних струменях торкрет-маси при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після...
Спосіб ремонту футерівки конвертера
Номер патенту: 25475
Опубліковано: 10.08.2007
Автори: Чернятевич Анатолій Григорович, Сігарьов Євген Миколайович, Чубін Константин Іванович, Чубіна Олена Анатоліївна, Ващенко Світлана Леонідівна, Чернятевич Ігор Володимирович
МПК: C21C 5/44
Мітки: спосіб, ремонту, конвертера, футерівки
Формула / Реферат:
Спосіб ремонту футерівки конвертера, що включає роздування кінцевого шлаку попередньої плавки азотними струменями одночасно або перед подачею на бокову поверхню конвертера у кільцевих струменях кисню торкрет-маси, що містить вогнетривкий магнезіальний та горючий вуглецевмісний матеріали, який відрізняється тим, що торкрет-масу подають з питомою витратою 2,0-3,1 кг на 1 м3 кисню за хвилину, при цьому торкрет-маса містить як вогнетривку...
Спосіб ошлаковування футерівки конвертерного агрегату і верхня фурма для його здійснення
Номер патенту: 82166
Опубліковано: 11.03.2008
Автор: Пантейков Сергій Петрович
МПК: F27B 1/16, C21C 5/44, C21C 5/46, C21C 5/48, F27D 1/16
Мітки: спосіб, верхня, фурма, конвертерного, футерівки, ошлаковування, агрегату, здійснення
Формула / Реферат:
1. Спосіб ошлаковування футерівки конвертерного агрегату, що включає випуск плавки з конвертерного агрегату із залишенням в ньому кінцевого шлаку або його частини, подачу струменів нейтрального газу через головку верхньої фурми на поверхню рідкого шлакового розплаву для його роздування на стінки конвертерного агрегату, який відрізняється тим, що водночас із роздуванням рідкого шлаку на краплі шлаку, що піднімають вверх, діють додатковими...
Спосіб заправляння футерівки конвертера для виплавки сталі

Номер патенту: 15067
Опубліковано: 15.06.2006
Автори: Кекух Анатолій Володимирович, Бродський Олександр Сергійович, Павлюченков Олег Ігоревич, Шеремет Володимир Олександрович, Сокуренко Анатолій Валентинович, Стовпченко Ганна Петрівна
МПК: C21C 5/44
Мітки: виплавки, конвертера, спосіб, заправляння, футерівки, сталі
Формула / Реферат:
Спосіб заправляння футерівки конвертера для виплавки сталі, що включає нанесення порошкоподібного вогнетривкого матеріалу під час плавки на футерівку вище рівня металу, який відрізняється тим, що після випуску металу і часткового випуску шлаку газовими струменями наносять залишок рідкого шлаку зі швидкістю не менше 300 м/с на футерівку нижче умовного рівня металу і по шлаковому поясу, потім завантажують тверду металошихту і заливають...
Попередній патент: Дріт для легування сталі ванадієм
Наступний патент: Гальмовий пристрій “універсал”
Випадковий патент: Інструмент для обробки глибоких отворів