Інструмент для обробки глибоких отворів
Номер патенту: 39275
Опубліковано: 15.06.2001
Автори: Копаньов Микола Миколаевич, Єськов Олексій Леонтієвич
Формула / Реферат
Інструмент для обробки глибоких отворів, що складається з оправки, яка має різцетримач з різальним елементом, центрувальну головку і пристрій для примусового роздріблення стружки в вигляді роликів і торцевих кулачків, що закріплені відповідно на різцетримачі і центрувальній головці, який відрізняється тим, що торцеві кулачки виконано у вигляді секторів з однаковими центральними кутами і різними середніми радіусами, а ролики установлені з можливістю почергової взаємодії з торцевими кулачками, при цьому різцетримач установлено з можливістю коливань відносно оправки навколо осі перпендикулярної поздовжній осі оправки.
Текст
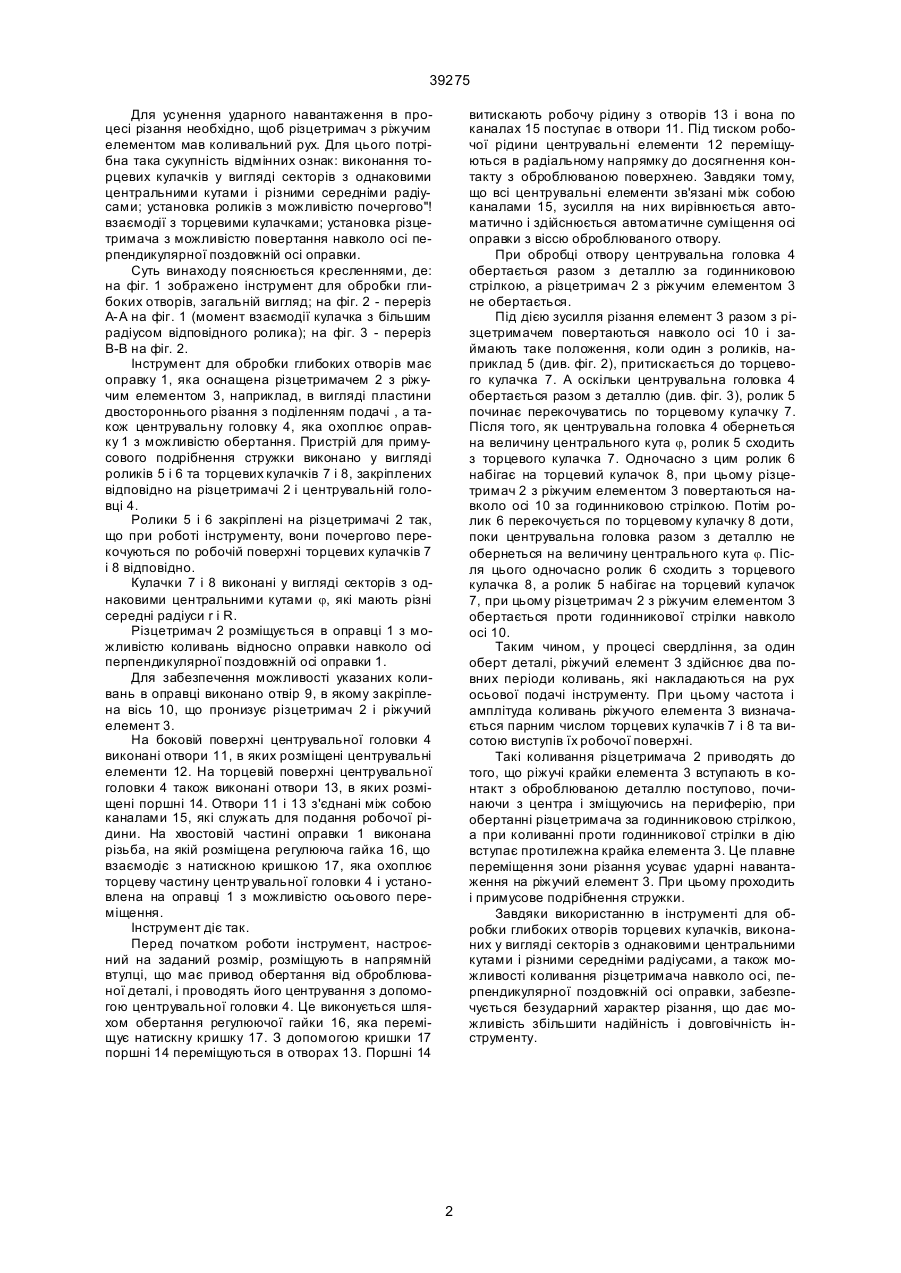
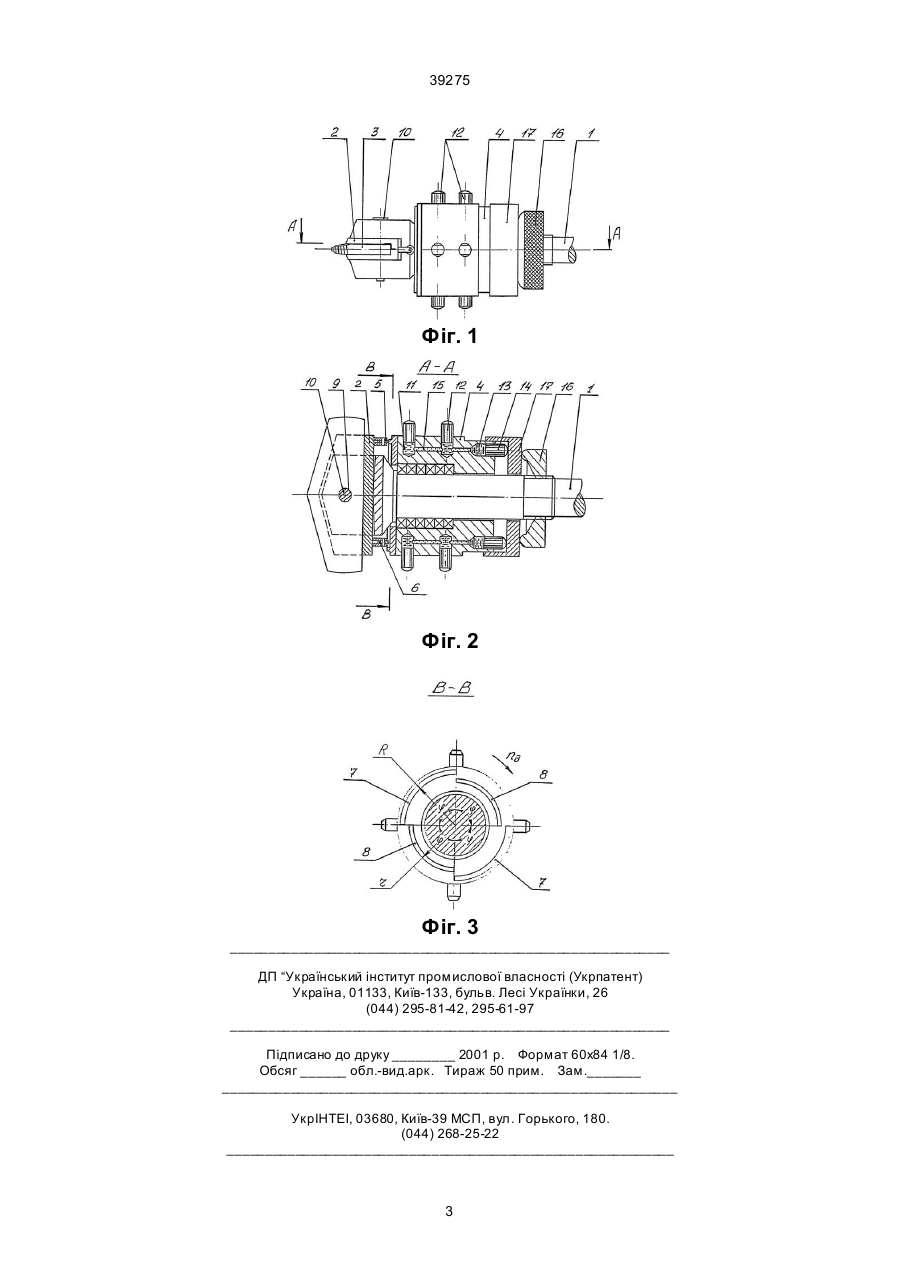
Інструмент для обробки глибоких отворів, що складається з оправки, яка має різцетримач з різальним елементом, центрувальну головку і при 39275 Для усунення ударного навантаження в процесі різання необхідно, щоб різцетримач з ріжучим елементом мав коливальний рух. Для цього потрібна така сукупність відмінних ознак: виконання торцевих кулачків у вигляді секторів з однаковими центральними кутами і різними середніми радіусами; установка роликів з можливістю почергово"! взаємодії з торцевими кулачками; установка різцетримача з можливістю повертання навколо осі перпендикулярної поздовжній осі оправки. Суть винаходу пояснюється кресленнями, де: на фіг. 1 зображено інструмент для обробки глибоких отворів, загальній вигляд; на фіг. 2 - переріз А-А на фіг. 1 (момент взаємодії кулачка з більшим радіусом відповідного ролика); на фіг. 3 - переріз В-В на фіг. 2. Інструмент для обробки глибоких отворів має оправку 1, яка оснащена різцетримачем 2 з ріжучим елементом 3, наприклад, в вигляді пластини двостороннього різання з поділенням подачі , а також центрувальну головку 4, яка охоплює оправку 1 з можливістю обертання. Пристрій для примусового подрібнення стружки виконано у вигляді роликів 5 і 6 та торцевих кулачків 7 і 8, закріплених відповідно на різцетримачі 2 і центрувальній головці 4. Ролики 5 і 6 закріплені на різцетримачі 2 так, що при роботі інструменту, вони почергово перекочуються по робочій поверхні торцевих кулачків 7 і 8 відповідно. Кулачки 7 і 8 виконані у вигляді секторів з однаковими центральними кутами j, які мають різні середні радіуси r і R. Різцетримач 2 розміщується в оправці 1 з можливістю коливань відносно оправки навколо осі перпендикулярної поздовжній осі оправки 1. Для забезпечення можливості указаних коливань в оправці виконано отвір 9, в якому закріплена вісь 10, що пронизує різцетримач 2 і ріжучий елемент 3. На боковій поверхні центрувальної головки 4 виконані отвори 11, в яких розміщені центрувальні елементи 12. На торцевій поверхні центрувальної головки 4 також виконані отвори 13, в яких розміщені поршні 14. Отвори 11 і 13 з'єднані між собою каналами 15, які служать для подання робочої рідини. На хвостовій частині оправки 1 виконана різьба, на якій розміщена регулююча гайка 16, що взаємодіє з натискною кришкою 17, яка охоплює торцеву частину центр увальної головки 4 і установлена на оправці 1 з можливістю осьового переміщення. Інструмент діє так. Перед початком роботи інструмент, настроєний на заданий розмір, розміщують в напрямній втулці, що має привод обертання від оброблюваної деталі, і проводять його центрування з допомогою центрувальної головки 4. Це виконується шляхом обертання регулюючої гайки 16, яка переміщує натискну кришку 17. З допомогою кришки 17 поршні 14 переміщуються в отворах 13. Поршні 14 витискають робочу рідину з отворів 13 і вона по каналах 15 поступає в отвори 11. Під тиском робочої рідини центрувальні елементи 12 переміщуються в радіальному напрямку до досягнення контакту з оброблюваною поверхнею. Завдяки тому, що всі центрувальні елементи зв'язані між собою каналами 15, зусилля на них вирівнюється автоматично і здійснюється автоматичне суміщення осі оправки з віссю оброблюваного отвору. При обробці отвору центрувальна головка 4 обертається разом з деталлю за годинниковою стрілкою, а різцетримач 2 з ріжучим елементом 3 не обертається. Під дією зусилля різання елемент 3 разом з різцетримачем повертаються навколо осі 10 і займають таке положення, коли один з роликів, наприклад 5 (див. фіг. 2), притискається до торцевого кулачка 7. А оскільки центрувальна головка 4 обертається разом з деталлю (див. фіг. 3), ролик 5 починає перекочуватись по торцевому кулачку 7. Після того, як центрувальна головка 4 обернеться на величину центрального кута j, ролик 5 сходить з торцевого кулачка 7. Одночасно з цим ролик 6 набігає на торцевий кулачок 8, при цьому різцетримач 2 з ріжучим елементом 3 повертаються навколо осі 10 за годинниковою стрілкою. Потім ролик 6 перекочується по торцевому кулачку 8 доти, поки центрувальна головка разом з деталлю не обернеться на величину центрального кута j. Після цього одночасно ролик 6 сходить з торцевого кулачка 8, а ролик 5 набігає на торцевий кулачок 7, при цьому різцетримач 2 з ріжучим елементом 3 обертається проти годинникової стрілки навколо осі 10. Таким чином, у процесі свердління, за один оберт деталі, ріжучий елемент 3 здійснює два повних періоди коливань, які накладаються на рух осьової подачі інструменту. При цьому частота і амплітуда коливань ріжучого елемента 3 визначається парним числом торцевих кулачків 7 і 8 та висотою виступів їх робочої поверхні. Такі коливання різцетримача 2 приводять до того, що ріжучі крайки елемента 3 вступають в контакт з оброблюваною деталлю поступово, починаючи з центра і зміщуючись на периферію, при обертанні різцетримача за годинниковою стрілкою, а при коливанні проти годинникової стрілки в дію вступає протилежна крайка елемента 3. Це плавне переміщення зони різання усуває ударні навантаження на ріжучий елемент 3. При цьому проходить і примусове подрібнення стружки. Завдяки використанню в інструменті для обробки глибоких отворів торцевих кулачків, виконаних у вигляді секторів з однаковими центральними кутами і різними середніми радіусами, а також можливості коливання різцетримача навколо осі, перпендикулярної поздовжній осі оправки, забезпечується безударний характер різання, що дає можливість збільшити надійність і довговічність інструменту. 2 39275 Фіг. 1 Фіг. 2 Фіг. 3 __________________________________________________________ ДП “Український інститут промислової власності (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид.арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for machining of deep holes
Автори англійськоюKopaniov Mykola Mykolaievych, Yeskov Oleksii Leontiievych
Назва патенту російськоюИнструмент для обработки глубоких отверстий
Автори російськоюКопанев Николай Николаевич, Еськов Алексей Леонтьевич
МПК / Мітки
МПК: B23B 29/00
Мітки: інструмент, обробки, отворів, глибоких
Код посилання
<a href="https://ua.patents.su/3-39275-instrument-dlya-obrobki-glibokikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Інструмент для обробки глибоких отворів</a>
Верстат для обробки глибоких отворів
Номер патенту: 39809
Опубліковано: 15.06.2001
Автори: Єськов Олексій Леонтієвич, Копаньов Микола Миколаевич
МПК: B23B 41/00
Мітки: обробки, глибоких, верстат, отворів
Формула / Реферат:
1. Верстат для обробки глибоких отворів, який складається зі станини, бабки виробу, інструментальної бабки, маслоприймача з кондукторною втулкою, борштанги, свердлувальної та розточувальної головок, який відрізняється тим, що його обладнано додатковим маслоприймачем, оснащеним привідним патроном та штангою, яка обхоплює з кільцевим зазором борштангу та перепущена через основний маслоприймач, при цьому додатковий маслоприймач встановлено на...
Верстат для обробки глибоких отворів
Номер патенту: 12136
Опубліковано: 25.12.1996
Автори: Попова Ніна Григоровна, Боков Віктор Андріанович
МПК: B23B 41/00
Мітки: отворів, верстат, обробки, глибоких
Формула / Реферат:
Станок для обработки глубоких отверстий, на станине которого установлена каретка со стеблевой бабкой и с приводами вращения шпинделя и подачи каретки с бабкой, отличающийся тем, что с целью расширения технологических возможностей за счет обработки отверстий невращающимся инструментом без смены стеблевой бабки, станок снабжен установленной на каретке опорой с пинолыо, фиксатором, втулкой и винтом, причем пиноль установлена соосно с шпинделем...
Різальний інструмент для обробки отворів
Номер патенту: 19628
Опубліковано: 25.12.1997
Автори: Чайковська Валерія Едуардівна, Крепак Олександр Сергійович, Крепак Сергій Олександрович
МПК: B23F 21/00
Мітки: отворів, інструмент, обробки, різальний
Формула / Реферат:
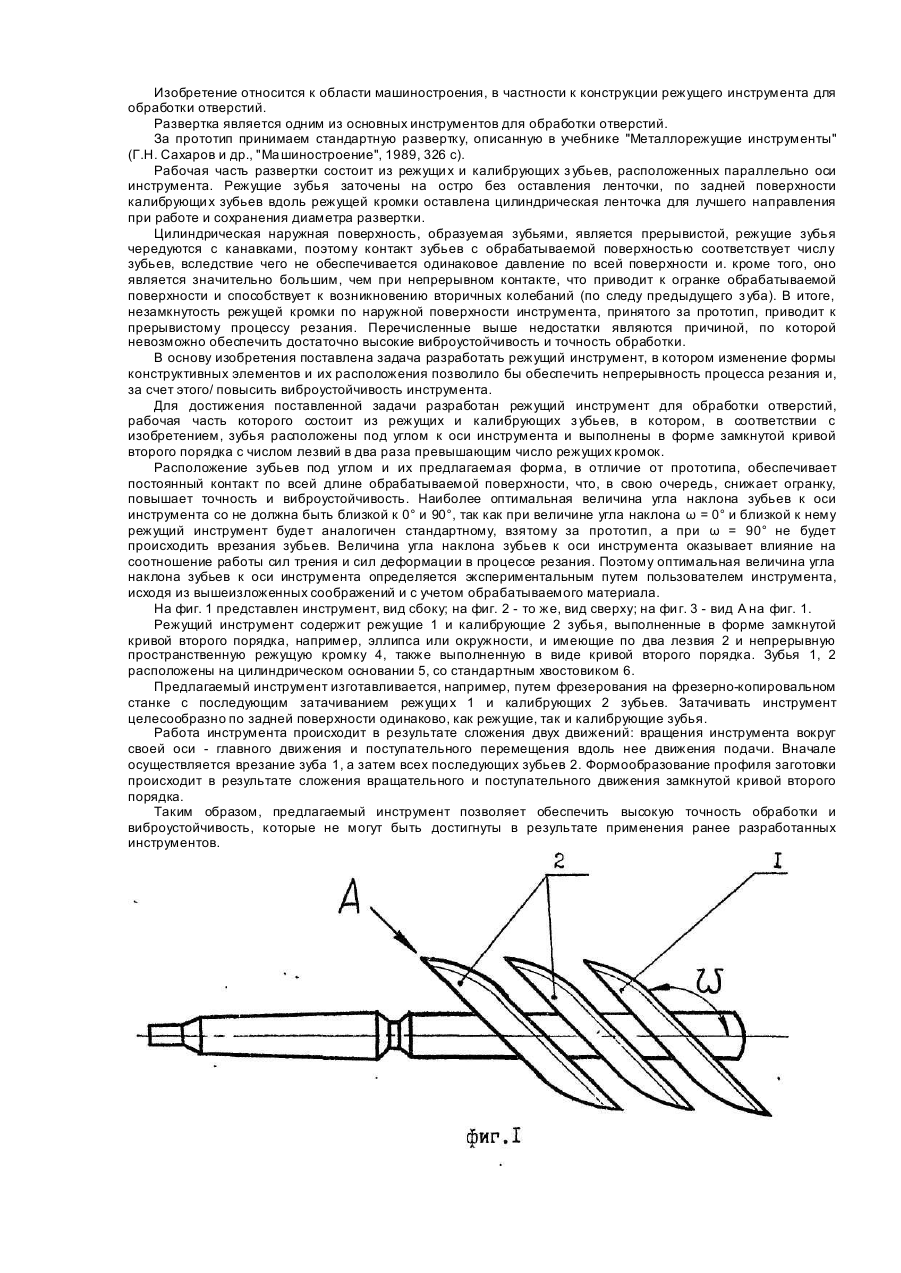
Режущий инструмент для обработки отверстий, содержащий рабочую часть, образованную режущими и калибрующими зубьями с лезвиями и режущими кромками, отличающийся тем, что зубья расположены подуглом к оси инструмента и выполнены в форме замкнутой кривой второго порядка с числом лезвий в два раза превышающим число режущих кромок.
Інструмент-катод для електрохімічної абразивної обробки отворів
Номер патенту: 12645
Опубліковано: 28.02.1997
Автор: Гурвіч Роберт Олександрович
МПК: B23H 5/00
Мітки: електрохімічної, обробки, абразивної, інструмент-катод, отворів
Формула / Реферат:
1. Инструмент-катод для электрохимической абразивной обработки отверстий, содержащий электропроводный хвостовик, жестко соединенный с рабочим элементом, состоящим из катода и выступающего относительно него поликристаллического элемента из сверхтвердого материала, расположенного под углом к оси вращения инструмента, отличающийся тем, что профиль наружной поверхности поликристаллического элемента представляет собой замкнутую кривую,...
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Боков Віктор Михайлович, Попова Маргарита Іванівна
МПК: B23H 7/00
Мітки: порожнин, електричною, спосіб, обробки, розмірної, отворів, дугою
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Попередній патент: Спосіб стимуляції гемопоезу у хворих на гостру гастродуоденальну кровотечу виразкового генезу
Наступний патент: Пристрій для заповнення судинної системи анатомічних препаратів
Випадковий патент: Спосіб очищення внутрішньої поверхні труб від відкладень