Пристрій для виготовлення тонкостінних гнутих профілів (варіанти)

Формула / Реферат
1. Пристрій для виготовлення тонкостінних гнутих профілів, що включає кліть для переміщення заготовки та блок для формування волочінням, що містить напрямні елементи для фіксування площини заготовки по переходах при профілюванні, який відрізняється тим, що згадані напрямні елементи виконані у вигляді послідовно закріплених по довжині блока для формування волочінням непривідних циліндричних верхніх і нижніх фіксуючих роликів, при цьому блок для формування волочінням містить послідовно закріплені непривідні циліндричні бічні профілюючі ролики з зовнішньою робочою поверхнею обертання, які зі згаданими верхніми фіксуючими роликами утворюють калібри для підгинання елемента профілю по переходах та осі обертання яких нахилені до площини розташування заготовки на кути, які послідовно по переходах збільшуються до досягнення заданого кута підгинання елемента, що підгинається, при цьому бічні профілюючі ролики розташовані так, що твірні їх зовнішніх робочих поверхонь обертання в місцях контакту з елементом профілю, що підгинається, розміщені практично по гвинтовій лінії по довжині блока для формування волочінням з можливістю забезпечення в процесі підгинання елементів профілю переміщення точок крайки елемента, що підгинається, практично по гвинтовій лінії на ділянці плавного переходу від плоскої заготовки до готового профілю.
2. Пристрій за п. 1, який відрізняється тим, що блок для формування волочінням додатково містить послідовно закріплені непривідні циліндричні бічні стискальні ролики з зовнішньою робочою поверхнею обертання для прикладання одночасно з підгинанням до крайки елемента, що підгинається, у напрямку до місця згину стискальних зусиль в області пружних деформацій.
3. Пристрій за п. 1 або п. 2, який відрізняється тим, що діаметр непривідних циліндричних роликів не перевищує 30 товщин заготовки.
4. Пристрій за кожним з пп. 1-3, який відрізняється тим, що у кожному переході осі непривідних циліндричних бічних профілюючих роликів нахилені у бік, протилежний напрямку переміщення заготовки.
5. Пристрій за кожним з пп. 1-4, який відрізняється тим, що нижні фіксуючі ролики розташовані по довжині блока для формування волочінням між верхніми фіксуючими роликами.
6. Пристрій за кожним з пп. 1-5, який відрізняється тим, що бічні профілюючі ролики та верхні і нижні фіксуючі ролики закріплені по довжині блока для формування волочінням на напрямних, які встановлені з можливістю установочного поперечного переміщення у відповідності до заданого типорозміру профілю, при цьому бічні профілюючі ролики і сусідні з ними нижні фіксуючі ролики закріплені на спільній напрямній.
7. Пристрій за кожним з пп. 1-5, який відрізняється тим, що кожний непривідний циліндричний ролик виконаний у вигляді щонайменше одного підшипника.
8. Пристрій для виготовлення тонкостінних гнутих профілів, що включає кліть для переміщення заготовки і блок для формування волочінням, що містить напрямні елементи для фіксування площини заготовки по переходах при профілюванні, який відрізняється тим, що по довжині блока для формування волочінням закріплена щонайменше одна бічна профілююча напрямна з гвинтоподібною зовнішньою робочою поверхнею, яка з напрямними елементами для фіксування площини заготовки по переходах при профілюванні утворює калібри для підгинання елемента профілю по переходах на кути, які послідовно по переходах збільшуються до досягнення заданого кута підгинання елемента, що підгинається, і які утворені з можливістю забезпечення в процесі підгинання елементів профілю переміщення точок крайки елемента, що підгинається, практично по гвинтовій лінії на ділянці плавного переходу від плоскої заготовки до готового профілю.
9. Пристрій за п. 8, який відрізняється тим, що напрямні елементи для фіксування площини заготовки по переходах при профілюванні виконані у вигляді плоских напрямних, що мають робочі поверхні зі зниженими фрикційними властивостями.
10. Пристрій за п. 8, який відрізняється тим, що напрямні елементи для фіксування площини заготовки по переходах при профілюванні виконані у вигляді послідовно закріплених непривідних циліндричних верхніх і нижніх фіксуючих роликів.
11. Пристрій за кожним з пп. 8-10, який відрізняється тим, що бічна профілююча напрямна з гвинтоподібною зовнішньою робочою поверхнею і напрямні елементи для фіксування площини заготовки по переходах при профілюванні закріплені по довжині блока для формування волочінням з можливістю установочного поперечного переміщення у відповідності до заданого типорозміру профілю.
12. Пристрій за кожним з пп. 1-11, який відрізняється тим, що кліть для переміщення заготовки встановлена по ходу переміщення останньої перед блоком для формування волочінням і містить пару приводних валків, які мають робочу поверхню з підвищеними фрикційними властивостями, при цьому пристрій містить ще одну кліть для переміщення заготовки, яка встановлена по ходу переміщення останньої за блоком для формування волочінням і виконана у вигляді кліті, що калібрує профіль.
Текст
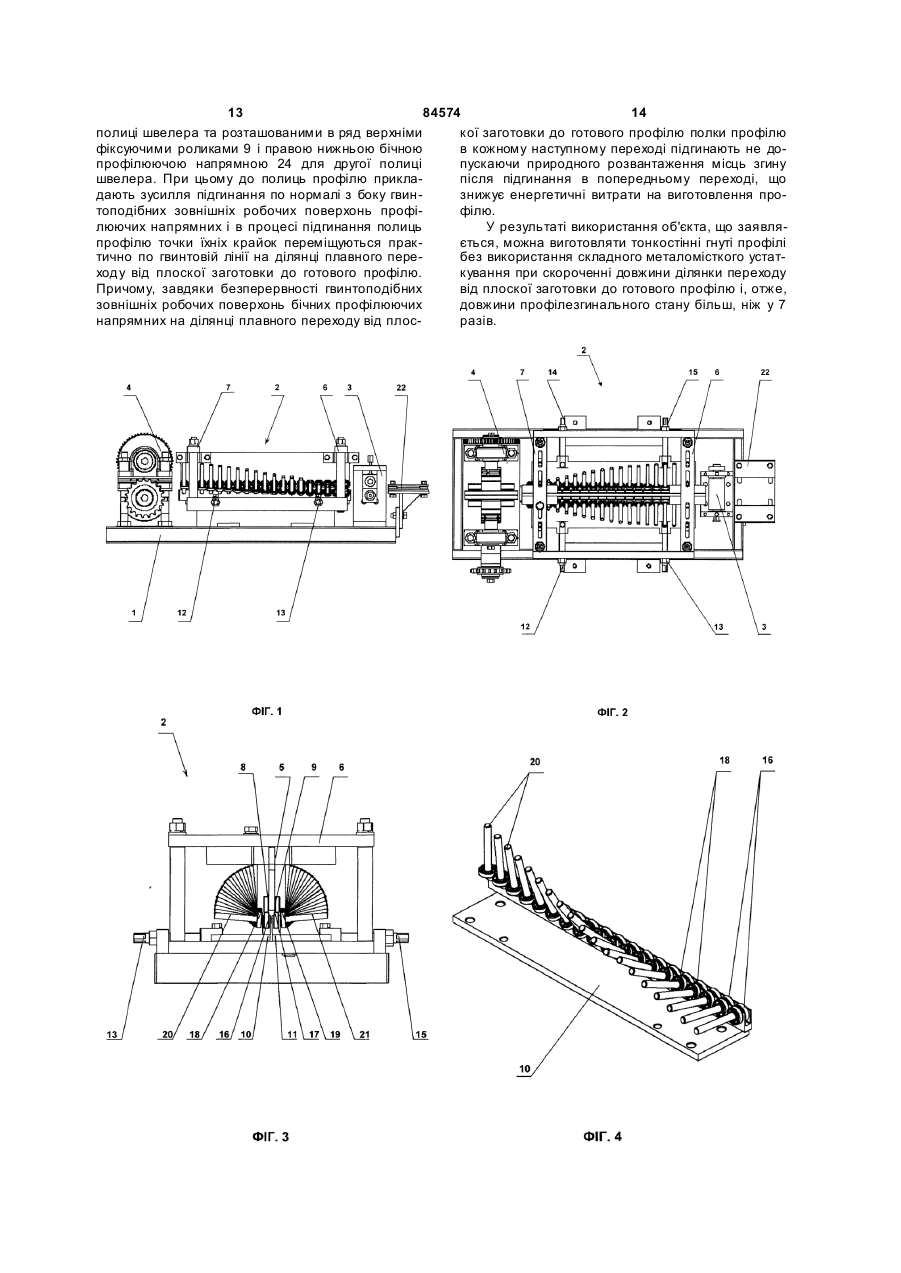
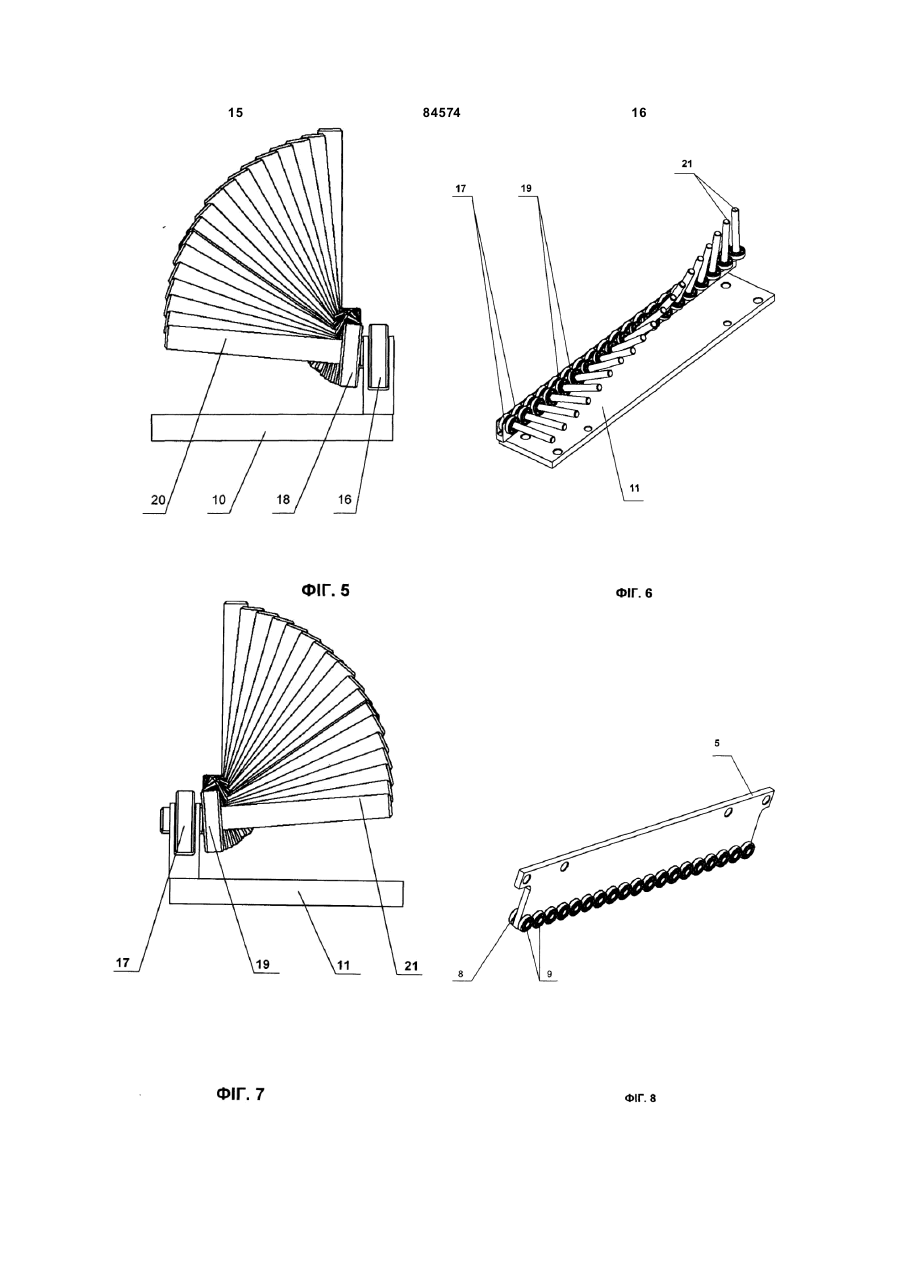
1. Пристрій для виготовлення тонкостінних гнутих профілів, що включає кліть для переміщення заготовки та блок для формування волочінням, що містить напрямні елементи для фіксування площини заготовки по переходах при профілюванні, який відрізняється тим, що згадані напрямні елементи виконані у вигляді послідовно закріплених по довжині блока для формування волочінням непривідних циліндричних верхніх і нижніх фіксуючих роликів, при цьому блок для формування волочінням містить послідовно закріплені непривідні циліндричні бічні профілюючі ролики з зовнішньою робочою поверхнею обертання, які зі згаданими верхніми фіксуючими роликами утворюють калібри для підгинання елемента профілю по переходах та осі обертання яких нахилені до площини розташування заготовки на кути, які послідовно по переходах збільшуються до досягнення заданого кута підгинання елемента, що підгинається, при цьому бічні профілюючі ролики розташовані так, що твірні їх зовнішніх робочих поверхонь обертання в місцях контакту з елементом профілю, що підгинається, розміщені практично по гвинтовій лінії по довжині блока для формування волочінням з можливістю забезпечення в процесі підгинання елементів профілю переміщення точок крайки елемента, що підгинається, практично по гвинтовій лінії на ділянці плавного переходу від плоскої заготовки 2. готового за п. 1, до Пристрійпрофілю. який відрізняється тим, що блок для формування волочінням додатково містить послідовно закріплені непривідні циліндричні бічні стискальні ролики з зовнішньою робочою поверхнею обертання для прикладання одночасно з підгинанням до крайки елемента, що підгинається, 2 (19) 1 3 84574 4 9. Пристрій за п. 8, який відрізняється тим, що лені по довжині блока для формування волочінням напрямні елементи для фіксування площини загоз можливістю установочного поперечного перемітовки по переходах при профілюванні виконані у щення у відповідності до заданого типорозміру вигляді плоских напрямних, що мають робочі попрофілю. верхні зі зниженими фрикційними властивостями. 12. Пристрій за кожним з пп. 1-11, який відрізня10. Пристрій за п. 8, який відрізняється тим, що ється тим, що кліть для переміщення заготовки напрямні елементи для фіксування площини заговстановлена по ходу переміщення останньої петовки по переходах при профілюванні виконані у ред блоком для формування волочінням і містить вигляді послідовно закріплених непривідних циліпару приводних валків, які мають робочу поверхню ндричних верхніх і нижніх фіксуючи х роликів. з підвищеними фрикційними властивостями, при 11. Пристрій за кожним з пп. 8-10, який відрізняцьому пристрій містить ще одну кліть для переміється тим, що бічна профілююча напрямна з гвинщення заготовки, яка встановлена по ходу перетоподібною зовнішньою робочою поверхнею і наміщення останньої за блоком для формування прямні елементи для фіксування площини волочінням і виконана у вигляді кліті, що калібрує заготовки по переходах при профілюванні закріппрофіль. Об'єкт, що заявляється, відноситься до механічної обробки тиском листового матеріалу, а саме до виготовлення тонкостінних гнути х профілів способом, близьким до процесу волочіння, і може бути використаний у машинобудуванні, будівництві й інших галузях промисловості при виготовленні тонкостінних гнути х профілів широкого сортаменту на гранично малих площах. Відомий, обраний за прототип, пристрій для виготовлення тонкостінних гн ути х профілів, призначений для використання, в першу чергу, в авіакосмічній галузі. Відомий пристрій для виготовлення тонкостінних гн ути х профілів включає кліть для переміщення заготовки і блок для формування волочінням, що містить напрямні елементи для фіксування площини заготовки по переходам при профілюванні. Переміщення заготовки здійснюється кліттю, що тягне. Послідовне підгинання елементів профілю здійснюється у формуючих клітях і у вузлі підгинання-калібрування роликовими парами з конічною робочою поверхнею обертання і паралельною відносно площини заготовки віссю обертання. Ці роликові пари встановлені на валах, мають профільований замкнутий зазор і привід за допомогою зубчастих передач. Усі роликові пари зв'язані єдиним кінематичним ланцюгом паразитними шестірнями. Після початку профілювання ролики відключаються від приводу і при переміщенні смугової заготовки кліттю, що тягне, через роликові пари з конічною робочою поверхнею обертання здійснюється процес профілювання, близький до процесу волочіння в блоці для формування волочінням. [Опис винаходу до патенту Російської Федерації №2148454, МПК B21D7/00, опубл. 10.05.2000р.]. У об'єкта, що заявляється, і прототипу збігаються наступні суттєві ознаки: пристрої включають кліть для переміщення заготовки і блок для формування волочінням, що містить напрямні елементи для фіксування площини заготовки по переходам при профілюванні. Аналіз технічних властивостей прототипу, обумовлених його ознаками, показує, що одержанню очікуваного технічного результату при використанні прототипу перешкоджають наступні причини. Послідовне підгинання елементів профі лю у формуючих клітях і у вузлі підгинаннякалібрування роликовими парами з профільованим замкнутим зазором, з конічною робочою поверхнею обертання і паралельною відносно площини заготовки віссю обертання, здійснюється на складному металомісткому устаткуванні і на значній довжині ділянки переходу від плоскої заготовки до готового профілю. Причому підгинання елементів профілю в кожному наступному переході здійснюється далеко за межами виходу профілю з зони природного розвантаження після підгинання елементів профілю в попередньому переході. При цьому на ділянці переходу від плоскої заготовки до готового профілю переміщення точок крайки елемента, що підгинається, здійснюється хвилеподібно, що негативно позначається на якості готового профілю і підвищує енергетичні витрати на його формоутворення. Довжина ділянки, на якій розташовані формуючі кліті, може досягати більш 5м і перевищує висоту елемента профілю, що підгинається, (наприклад, полки, висота якої складає 30мм) більш ніж у 166 разів. В основу об'єкта, що заявляється, поставлена задача створити такий пристрій для виготовлення тонкостінних гнутих профілів, у якому удосконалення шляхом уведення нової сукупності елементів дозволило б при використанні цього пристрою забезпечити досягнення технічного результату, що полягає в скороченні довжини ділянки переходу від плоскої заготовки до готового профілю і знижені металомісткості устаткування для виготовлення тонкостінних гнутих профілів. Варіанти пристрою виготовлення тонкостінних гнутих профілів, що заявляється, включають кліть для переміщення заготовки і блок для формування волочінням, що містить напрямні елементи для фіксування площини заготовки по переходам при профілюванні. Відмітною рисою першого варіанта пристрою виготовлення тонкостінних гнути х профілів, що заявляється, є те, що напрямні елементи для фіксування площини заготовки по переходам при формуванні волочінням виконані у вигляді послідовно закріплених по довжині блоку для формування волочінням непривідних циліндричних верхніх і нижніх фіксуючи х роликів, блок для формування 5 84574 6 волочінням містить послідовно закріплені непривіжині на заданий кут (наприклад, на 90°) відносно дні циліндричні бічні профілюючі ролики з зовнішплощини заготовки. Для виготовлення кутового ньою робочою поверхнею обертання, які з верхніпрофілю достатньо однієї профілюючої напрямної. ми фіксуючими роликами утворюють калібри для При виготовлені профілю з двома полками потрібпідгинання елемента профілю по переходам і осі но дві профілюючі напрямні. Бічні профілюючі наобертання яких нахилені до площини розташуванпрямні доцільно виготовляти з гвинтоподібною ня заготовки на кути, які послідовно по переходах зовнішньою робочою поверхнею зі зниженими збільшуються до досягнення заданого кута підгифрикційними властивостями. нання елемента, що підгинається. При цьому бічні В окремих випадках реалізації, другий варіант профілюючі ролики розташовані так, що утворюючі пристрою виготовлення тонкостінних гнути х проїх зовнішніх робочих поверхонь обертання в місфілів, що заявляється, характеризується тим, що: цях контакту з елементом профілю, що підгина- напрямні елементи для фіксування площини ється, розміщені практично по гвинтовій лінії по заготовки по переходам при профілюванні виконадовжині блоку для формування волочінням для ні у вигляді плоских напрямних, що мають робочі забезпечення в процесі підгинання елементів поверхні зі зниженими фрикційними властивостяпрофілю переміщення точок крайки елемента, що ми або у вигляді послідовно закріплених горизонпідгинається, практично по гвинтовій лінії на ділятальних непривідних циліндричних верхніх і нижніх нці плавного переходу від плоскої заготовки до фіксуючи х роликів; готового профілю. - бічна профілююча напрямна з гвинтоподібВ окремих випадках реалізації, перший варіант ною зовнішньою робочою поверхнею і напрямні пристрою виготовлення тонкостінних гнути х проелементи для фіксування площини заготовки по філів, що заявляється, характеризується тим, що: переходам при профілюванні закріплені по довжи- блок для формування волочінням додатково ні блоку для формування волочінням з можливісмістить послідовно закріплені непривідні циліндтю установочного поперечного переміщення у відричні бічні стискальні ролики з зовнішньою робоповідності до заданого типорозміру профілю. чою поверхнею обертання для прикладання одноВ окремих випадках реалізації кожний з варіачасно з підгинанням до крайки елемента, що нтів пристрою виготовлення тонкостінних гнутих підгинається, у напрямку до місця згину стискальпрофілів, що заявляється, додатково характеризуних зусиль в області пружних деформацій; ється тим, що кліть для переміщення заготовки - діаметр непривідних циліндричних роликів не установлена по ходу її переміщення перед блоком перевищує 30 товщин заготовки; для формування волочінням і містить пару приво- у кожному переході осі непривідних цилінддних валків, які мають робочу поверхню з підвиричних бічних профілюючих роликів нахилені убік, щеними фрикційними властивостями і пристрій протилежний напрямку переміщення заготовки; містить ще одну кліть для переміщення заготовки, - нижні фіксуючі ролики розташовані по довщо установлена по ходу її переміщення за блоком жині блоку для формування волочінням між верхдля формування волочінням і виконана у вигляді німи фіксуючими роликами; кліті, що калібрує профіль. Напрямні елементи для - бічні профілюючі ролики та верхні і нижні фіфіксування площини заготовки по переходам моксуючі ролики закріплені по довжині блоку для жуть бути встановлені по довжині блоку для форформування волочінням на напрямних, які встаномування волочінням з можливістю установочного влені з можливістю установочного поперечного вертикального переміщення за допомогою гвинтопереміщення у відповідності до заданого типорозвих пар в залежності від товщини заготовки. міру профілю, при цьому бічні профілюючі ролики і При використанні пристрою виготовлення тонсусідні з ними нижні фіксуючі ролики закріплені на костінних гнути х профілів, що заявляється, очікуспільній напрямній; ється досягнення технічного результату, що поля- кожний непривідний циліндричний ролик вигає в скороченні довжини ділянки переходу від конаний у вигляді щонайменше одного підшипниплоскої заготовки до готового профілю і знижені ка; металомісткості устаткування для виготовлення Відмітною рисою другого варіанта пристрою тонкостінних гнутих профілів. виготовлення тонкостінних гнути х профілів, що Між сукупністю суттєвих ознак об'єкта, що зазаявляється, є те, що по довжині блоку для форявляється, і технічним результатом, що досягаєтьмування волочінням закріплено щонайменше одну ся, є наступний причинно-наслідковий зв'язок. Вибічну профілюючу напрямну з гвинтоподібною зоготовлення напрямних елементів для фіксування внішньою робочою поверхнею, яка з напрямними площини заготовки по переходам при формуванні елементами для фіксування площини заготовки по волочінням у вигляді послідовно закріплених по переходам при профілюванні, утворює калібри для довжині блоку для формування волочінням горипідгинання елемента профілю по переходам на зонтальних непривідних циліндричних верхніх і кути, які послідовно по переходах збільшуються до нижніх фіксуючи х роликів і постачання блоку для досягнення заданого кута підгинання елемента, формування волочінням послідовно закріпленими що підгинається, для забезпечення в процесі піднепривідними циліндричними бічними профілююгинання елементів профілю переміщення точок чими роликами з зовнішньою робочою поверхнею крайки елемента, що підгинається, практично по обертання, які з верхніми фіксуючими роликами гвинтовій лінії на ділянці плавного переходу від утворюють калібри для підгинання елемента проплоскої заготовки до готового профілю. Таку профілю по переходам і осі обертання яких нахилені філюючу напрямну можна, наприклад, виготовити до площини розташування заготовки на кути, які з плоскої заготовки шляхом її скручування по довпослідовно по переходах збільшуються до досяг 7 84574 8 нення заданого кута підгинання елемента, що підзменшити діаметр формуючих роликів до величигинається, та розташування при цьому бічних ни, що не перевищує 30 товщин заготовки. Викопрофілюючих роликів так, що утворюючі їх зовнішристання формуючих роликів з малими діаметраніх робочих поверхонь обертання в місцях контакми дозволяє зменшити відстань між переходами й ту з елементом профілю, що підгинається, розміу кожному наступному переході підгинати елемент щені практично по гвинтовій лінії по довжині блоку профілю в зоні природного розвантаження цього для формування волочінням забезпечують в проелемента після його підгинання в попередньому цесі підгинання елементів профілю переміщення переході (а не далеко за межами закінчення цієї точок крайки елемента, що підгинається, практичзони, як в прототипі), що запобігає хвилеподібному но по гвинтовій лінії на ділянці плавного переходу переміщенню точок крайки елемента, що підгинавід плоскої заготовки до готового профілю. Переється, на ділянці переходу від плоскої заготовки до міщення в процесі підгинання точок крайки елемеготового профілю. Прикладати зусилля підгинання нта, що підгинається, практично по гвинтовій лінії до елемента, що підгинається, доцільно з боку (а не хвилеподібно по переходах, як у прототипі) непривідних циліндричних роликів, кожний з яких на ділянці плавного переходу від плоскої заготовки виконаний у вигляді підшипника. При підгинанні до готового профілю дозволяє забезпечити форщодо високих елементів профілю прикладати зумоутворення готового профілю на мінімально мосилля підгинання до елемента, що підгинається, жливій довжині ділянки переходу від плоскої загодоцільно з боку непривідних циліндричних роликів, товки до готового профілю. Проведені розрахунки, кожний з яких виконаний у вигляді кількох підшипзасновані на геометричних побудовах і підтверників, розміщених на спільній осі. При цьому в деджені експериментально, показують, що в цьому яких випадках використання доцільно щоб осі невипадку мінімальна довжина ділянки плавного привідних циліндричних роликів були нахилені на переходу від плоскої заготовки до готового профі5-20° у бік, протилежний напрямкові переміщення лю (L) з урахуванням коефіцієнта подовження заготовки. У цьому випадку контакт елемента, що крайки заготовки після профілювання (K) при випідгинається, з кожним формуючим роликом здійсоті (H) елемента профілю, що підгинається, виснюється не одночасно, а послідовно по висоті ражається формулою: L2=K2L2-2Н2. Якщо межу елемента, що підгинається, починаючи з його пружної деформації прийняти рівною 0,2%, коефікрайки, що особливо доцільно при виробництві цієнт K=1,002, то L=22,36H. Розрахована по цій високоточних гнути х профілів. Прикладання одноформулі мінімальна довжина ділянки плавного часно з підгинанням до крайки елемента, що підпереходу від плоскої заготовки до готового профігинається, у напрямку до місця згину стискального лю повинна перевищувати висоту елемента прозусилля в області пружних деформацій непривідфілю, що підгинається, усього, приблизно, у 23 ними циліндричними роликами з зовнішньою рорази. З цього випливає, що довжина ділянки, на бочою поверхнею обертання забезпечує при пеякій повинні бути розташовані формуючі елементи реміщенні заготовки в блоці для формування для підгинання, наприклад, полки висотою в 30мм, волочінням таке ж центрування заготовки, як і у повинна складати близько 0,7м (замість 5м). Форформуючих клітях, що особливо доцільно при вимоутворення елементів профілю на такій малій робництві нерівнобічних профілів. довжині можна забезпечити, якщо до елемента, Здійснення переміщення заготовки по перехощо підгинається, у кожному переході прикладати дах шляхом прикладання до профілю після виходу зусилля підгинання по нормалі з боку непривідних його з блоку для формування волочінням зусилля, циліндричних роликів із зовнішньою робочою пощо тягне, з боку кліті, що калібрує профіль, дозвоверхнею обертання і паралельної відносно елемеляє одночасно з переміщенням заготовки відкалінта, що підгинається, віссю обертання, забезпебрувати готовий профіль, що доцільно при виготочуючи в процесі підгинання елементів профілю вленні довгомірних високоточних профілів. Для переміщення точок крайки елемента, що підгинапочатку процесу профілювання достатньо вручну ється, практично по гвинтовій лінії на ділянці плавприкласти зусилля, що штовхає, до заготовки пеного переходу від плоскої заготовки до готового ред її входом у блок для формування волочінням і профілю (перший варіант пристрою, що заявлязабезпечити захоплення профілю кліттю, що каліється). Формоутворення елементів профілю на брує. Здійснення переміщення заготовки по перетакій малій довжині можна також забезпечити, ходах шляхом прикладання зусилля, що штовхає, якщо до елемента, що підгинається, прикладати перед входом у блок для формування волочінням зусилля підгинання по нормалі з боку направляюпарою привідних валків, що мають робочу поверхчої з гвинтоподібною зовнішньою робочою поверхню з підвищеними фрикційними властивостями, нею, забезпечуючи в процесі підгинання елементів спрощує початок процесу профілювання, тому що профілю переміщення точок крайки елемента, що не потрібно, як у прототипі, періодично підключати підгинається, практично по гвинтовій лінії на ділядо приводу і відключати від нього формуючі ролинці плавного переходу від плоскої заготовки до ки. При цьому забезпечується виникнення осьовоготового профілю (другий варіант пристрою, що го підпору у всіх переходах по всій дуже малій дозаявляється). вжині ділянки плавного переходу від плоскої Експериментально встановлено, що приклазаготовки до готового профілю, що сприяє змендання зусилля підгинання до елемента профілю, шенню напруги, що розтягує, у крайках елементів, що підгинається, з використанням непривідних що підгинаються, при їх інтенсивному підгинанню циліндричних роликів із зовнішньою робочою пона короткій ділянці. При одночасному використанні верхнею обертання та паралельної відносно елецих дво х клітей для переміщення заготовки вищемента, що підгинається, віссю обертання дозволяє зазначені позитивні властивості поєднується. 9 84574 10 Завдяки вищевикладеному, для виготовлення У конкретному прикладі виконання пристрій тонкостінних гнути х профілів можна використовудля виготовлення тонкостінних гнутих профілів, вати відносно просте не металомістке устатк уванщо заявляється, містить (Фіг.1 і Фіг.2) станину 1, на ня, що не містить закріплених на загальній станині якій встановлено блок для формування волочінформуючих клітей і встановлених на валах ролиням 2, кліть для переміщення заготовки 3, яка кових пар, що мають профільований замкнутий розміщена по ходу переміщення заготовки перед зазор, привід за допомогою зубчастих передач і блоком для формування волочінням 2 і містить зв'язаних єдиним кінематичним ланцюгом паразипару приводних валків, які мають робочу поверхню тними шестірнями. з підвищеними фрикційними властивостями. ПриПри використанні об'єкта, що заявляється, застрій містить ще одну кліть для переміщення загобезпечується також досягнення інших технічних товки 4, що установлена по ходу переміщення результатів, що полягають у зниженні енергетичзаготовки за блоком для формування волочінням них витрат на виготовлення тонкостінних гнутих 2 і виконана у вигляді кліті, що калібрує профіль. профілів і зменшенні виробничих площ для розміПри виконані пристрою за першим варіантом щення необхідного уста ткування. блок для формування волочінням 2 містить (Фіг.1Сутність об'єкта, що заявляється, пояснюється Фіг.8) верхню напрямну 5, яка закріплена по довграфічними матеріалами, на яких зображено: жині цього блоку на траверсах 6 і 7. З обох боків на Фіг.1 - вид збоку на пристрій для виготовна верхній напрямній 5 послідовно в ряд по її довлення тонкостінних гнутих профілів; жині на горизонтальних осях попарно закріплені на Фіг.2 - вид на пристрій зверху; непривідні циліндричні верхні фіксуючі ролики 8 і на Фіг.3 - вид спереду на блок для формуван9, осі обертання яких установлені паралельно ня волочінням (перший варіант); площини заготовки. Відстань між цими роликами на Фіг.4 - загальний вигляд на ліву нижню наустановлюється відповідно до ширини стінки пропрямну блока для формування волочінням (перфілю, яка буде фіксуватися цими роликами при ший варіант); формуванні профілю в блоці для формування вона Фіг.5 - вид спереду на ліву нижню напрямну лочінням 2. Блок для формування волочінням 2 блока для формування волочінням (перший варімістить ліву нижню напрямну 10 і праву нижню ант); напрямну 11, які встановлені по довжині цього на Фіг.6 - загальний вигляд на праву нижню блоку з можливістю установочного поперечного напрямну блока для формування волочінням (пепереміщення за допомогою гвинтових пар 12 і 13, рший варіант); 14 і 15. По довжині цих напрямних напроти верхніх на Фіг.7 - вид спереду на праву нижню напряфіксуючи х роликів 8 і 9 встановлені непривідні мну блока для формування волочінням (перший циліндричні нижні фіксуючі ролики 16 і 17, осі обеваріант); ртання яких установлені паралельно площини на Фіг.8 - загальний вигляд на верхню напрямзаготовки. На нижніх напрямних 10 і 11 послідовно ну блока для формування волочінням; по їх довжині в ряд закріплені також відповідні нена Фіг.9 - вид спереду на блок для формуванпривідні циліндричні бічні профілюючі ролики 18 і ня волочінням (другий варіант); 19 з зовнішньою робочою поверхнею обертання, на Фіг.10 - вид зверху на блок для формування які з верхніми фіксуючими роликами 8 і 9 утворюволочінням (другий варіант). ють калібри для підгинання елементів профілю по На графічних матеріалах проставлені наступні переходам (Фіг.3). Осі обертання 20 і 21 бічних позначення: профілюючих роликів 18 і 19 нахилені до площини 1 - станина; розташування смугової заготовки на кути, які по2 - блок для формування волочінням; слідовно по переходах збільшуються до досягнен3 - кліть для переміщення заготовки; ня заданого кута підгинання елемента, що підги4 - кліть для переміщення заготовки; нається (Фіг.4-Фіг.7). При цьому бічні профілюючі 5 - верхня напрямна; ролики 18 і 19 розташовані так, що утворюючі їх 6 - траверса; зовнішніх робочих поверхонь обертання в місцях 7 - траверса; контакту з елементом профілю, що підгинається, 8 - верхні фіксуючі ролики; розміщені практично по гвинтовій лінії по довжині 9 - верхні фіксуючі ролики; блоку для формування волочінням для забезпе10 - ліва нижня напрямна; чення в процесі підгинання елементів профілю 11 - права нижня напрямна; переміщення точок крайки елемента, що підгина12 - гвинтова пара; ється, практично по гвинтовій лінії на ділянці плав13 - гвинтова пара; ного переходу від плоскої заготовки до готового 14 - гвинтова пара; профілю. Перед кліттю для переміщення заготовки 15 - гвинтова пара; 3 на станіні 1 закріплено пристрій для направлян16 - нижні фіксуючі ролики; ня заготовки 22. Як непривідні циліндричні ролики 17 - нижні фіксуючі ролики; в блоці для формування волочінням 2 використані 18 - бічні профілюючі ролики; підшипники, наприклад, діаметром 16мм. 19 - бічні профілюючі ролики; При виготовлянні пристрою за другим варіан20 - осі обертання; том блок для формування волочінням 2 містить 21 - осі обертання; (Фіг.9-Фіг.10) верхню напрямну 5, яка закріплена 22 - пристрій для направляння заготовки; по довжині цього блоку на траверсах 6 і 7. З обох 23 - ліва нижня бічна профілююча напрямна; боків на верхній напрямній 5 послідовно в ряд по її 24 - права нижня бічна профілююча напрямна. довжині на горизонтальних осях попарно закріпле 11 84574 12 ні непривідні циліндричні верхні фіксуючі ролики 8 в 18 переходах здійснюється послідовне підгинані 9, осі обертання яких установлені паралельно ня полиць швелера на 5° за прохід у калібрах, площини заготовки. Відстань між цими роликами утвореними циліндричними роликами з зовнішустановлюється відповідно до ширини стінки проньою робочою поверхнею: між розташованими в філю, яка буде фіксуватися цими роликами при ряд верхніми фіксуючими роликами 8 і розташоваформуванні профілю в блоці для формування воними в ряд бічними профілюючими роликами 18 лочінням 2. Блок для формування волочінням 2 для однієї полиці швелера та розташованими в містить ліву нижню бічну профілюючу напрямну 23 ряд верхніми фіксуючими роликами 9 і розташоваі праву нижню бічну профілюючу напрямну 24, які ними в ряд бічними профілюючими роликами 19 встановлені по довжині цього блоку з можливістю для другої полиці швелера. При цьому в кожному установочного поперечного переміщення за допопереході до полиць профілю прикладають зусилля могою гвинтових пар 12 і 13, 14 і 15. По довжині підгинання по нормалі з боку непривідних циліндцих бічних напрямних напроти верхніх фіксуючих ричних бічних профілюючих роликів із зовнішньою роликів 8 і 9 встановлені в ряд непривідні циліндробочою поверхнею обертання і паралельної відричні нижні фіксуючі ролики 16 і 17, осі обертання носно елемента, що підгинається, віссю обертаняких установлені паралельно площини заготовки. ня. При цьому в процесі підгинання полиць профіБічні профілюючі напрямні 23 і 24 виконані з гвинлю точки їхніх крайок переміщуються практично по топодібними зовнішніми робочими поверхнями, які гвинтовій лінії на ділянці плавного переходу від відповідно з верхніми фіксуючими роликами 8 і 9 плоскої заготовки до готового профілю. Причому, утворюють калібри для підгинання елементів прозавдяки незначній відстані між роликами в кожнофілю по переходам на кути, які послідовно по пему ряді, полки профілю в кожному наступному переходах збільшуються до досягнення заданого реході підгинають до закінчення їхнього природнокута підгинання елемента, що підгинається, при го розвантаження після підгинання в забезпеченні в процесі підгинання елементів пропопередньому переході, що знижує енергетичні філю переміщення точок крайки елемента, що витрати на виготовлення профілю. Після блоку підгинається, практично по гвинтовій лінії на ділядля формування волочінням 2 профіль потрапляє нці плавного переходу від плоскої заготовки до в кліть для переміщення заготовки 3, що калібрує готового профілю. профіль і одночасно переміщує заготовку через При виготовленні, наприклад швелера блок для формування волочінням 2. Підбором 30x30x30, товщиною 0,55мм, пристрій виготовленспіввідношення зусилля, що штовхає, від кліті для ня тонкостінних гнутих профілів, виготовлений за переміщення заготовки 3 і зусилля, що тягне, від першим варіантом, працює так. Смугова заготовка кліті для переміщення заготовки 4 забезпечують шириною 90 мм через пристрій для направляння оптимальний режим формування профілю в блоці заготовки 22 і за допомогою зусилля, що штовхає, для формування волочінням 2. У ряді випадків, від кліті для переміщення заготовки 3 потрапляє в після початку переміщення заготовки кліттю для блок для формування волочінням 2 і при профіпереміщення заготовки 4, що тягне і калібрує пролюванні фіксується по площині між рядами верхніх філь, кліть для переміщення заготовки 3, що штофіксуючи х роликів 8 і 9 та рядами нижніх фіксуювхає заготовку, відключають. чих роликів 16 і 17. Блок для формування волочінВиготовлення того же швелера пристроєм виням 2 також містить два ряди бічних профілюючих готовлення тонкостінних гнути х профілів, виготовроликів 18 і 19 з зовнішньою робочою поверхнею леним за другим варіантом, відрізняється наступобертання, які з верхніми фіксуючими роликами 8 і ним. При висоті полиці 30мм мінімальна, 9 утворюють калібри для підгинання елементів розрахована по вищенаведеній формулі, довжина профілю по переходам. Осі обертання 20 і 21 бічділянки плавного переходу від плоскої заготовки них профілюючих роликів 18 і 19 нахилені до плодо готового профілю, як і в першому варіанті склащини заготовки на кути, що послідовно по переходає 670,8мм. Загальна довжина блоку для формудах збільшуються, наприклад, на 5° до досягнення вання волочінням не перевищує 0,7м (700мм). заданого кута підгинання полиць швелера 90°. При При переміщенні смугової заготовки через блок висоті полиці 30мм мінімальна, розрахована по для формування волочінням 2 вона фіксується по вищенаведеній формулі, довжина ділянки плавноплощині між рядами верхніх фіксуючих роликів 8 і го переходу від плоскої заготовки до готового 9, що закріплені на верхній напрямній 5, та рядами профілю складає 670,8мм. Загальна довжина блонижніх фіксуючих роликів 16 і 17. (У ряді випадків ку для формування волочінням не перевищує 0,7м смугову заготовку при профілюванні можна фіксу(700мм). Бічні профілюючі ролики 18 і 19 розташовати і між плоскими направляючими, що мають вані на напрямних у відповідних рядах так, що робочі поверхні зі зниженими фрикційними власутворюючі їх зовнішніх робочих поверхонь обертивостями, ширина яких дорівнює ширині стінки тання в місці контакту з елементом профілю, який швелера). При переміщенні смугової заготовки підгинається, розміщені практично по гвинтовій через блок для формування волочінням 2 безпелінії по довжині блоку для формування волочінням рервно здійснюється підгинання полиць швелера 2 на ділянці плавного переходу від плоскої заготодо 90° по 5° за прохід у калібрах, утвореними вервки до готового профілю. У кожному ряді встановхніми фіксуючими циліндричними фіксуючими ролено, наприклад, по 18 роликів. Як ролики викориликами (по 18 роликів в ряду) і бічними профілююстані підшипники, наприклад, діаметром 16мм, що чими напрямними з гвинтоподібною зовнішньою не перевищує 30 товщин заготовки. Під впливом робочою поверхнею: між розташованими в ряд осьового підпору смугова заготовка переміщується верхніми фіксуючими роликами 8 і лівою нижньою через блок для формування волочінням 2, в якому бічною профілюючою напрямною 23 для однієї 13 84574 14 полиці швелера та розташованими в ряд верхніми кої заготовки до готового профілю полки профілю фіксуючими роликами 9 і правою нижньою бічною в кожному наступному переході підгинають не допрофілюючою напрямною 24 для другої полиці пускаючи природного розвантаження місць згину швелера. При цьому до полиць профілю приклапісля підгинання в попередньому переході, що дають зусилля підгинання по нормалі з боку гвинзнижує енергетичні витрати на виготовлення протоподібних зовнішніх робочих поверхонь профіфілю. люючих напрямних і в процесі підгинання полиць У результаті використання об'єкта, що заявляпрофілю точки їхніх крайок переміщуються пракється, можна виготовляти тонкостінні гнуті профілі тично по гвинтовій лінії на ділянці плавного перебез використання складного металомісткого устатходу від плоскої заготовки до готового профілю. кування при скороченні довжини ділянки переходу Причому, завдяки безперервності гвинтоподібних від плоскої заготовки до готового профілю і, отже, зовнішніх робочих поверхонь бічних профілюючих довжини профілезгинального стану більш, ніж у 7 напрямних на ділянці плавного переходу від плосразів. 15 84574 16 17 Комп’ютерна в ерстка О. Гапоненко 84574 Підписне 18 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacturing thin-walled roll-formed profiles
Автори англійськоюPyvovar Viktor Semenovych
Назва патенту російськоюУстройство для изготовления тонкостенных гнутых профилей (варианты)
Автори російськоюПивовар Виктор Семенович
МПК / Мітки
Мітки: профілів, пристрій, гнутих, тонкостінних, варіанти, виготовлення
Код посилання
<a href="https://ua.patents.su/9-84574-pristrijj-dlya-vigotovlennya-tonkostinnikh-gnutikh-profiliv-varianti.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення тонкостінних гнутих профілів (варіанти)</a>
Спосіб виготовлення тонкостінних гнутих профілів (варіанти)
Номер патенту: 82536
Опубліковано: 25.04.2008
Автор: Пивовар Віктор Семенович
Мітки: спосіб, профілів, виготовлення, варіанти, тонкостінних, гнутих
Формула / Реферат:
1. Спосіб виготовлення тонкостінних гнутих профілів, що включає послідовне підгинання елементів профілю при переміщенні смугової заготовки через блок для формування волочінням, який відрізняється тим, що до елемента, що підгинається, у кожному переході прикладають зусилля підгинання по нормалі з боку непривідних циліндричних роликів із зовнішньою робочою поверхнею обертання і паралельною стосовно елемента, що підгинається, віссю обертання,...
Пристрій для виготовлення тонкостінних гнутих профілів
Номер патенту: 17298
Опубліковано: 15.09.2006
Автор: Пивовар Віктор Семенович
Мітки: тонкостінних, виготовлення, профілів, пристрій, гнутих
Формула / Реферат:
1. Пристрій для виготовлення тонкостінних гнутих профілів, що містить кліть для переміщення заготівки і блок для формування волочінням, що містить напрямні елементи для фіксування площини заготівки по переходах при профілюванні, який відрізняється тим, що напрямні елементи для фіксування площини заготівки по переходах при формуванні волочінням виконаніу вигляді послідовно закріплених по довжині блока для формування волочінням непривідних...
Спосіб виготовлення тонкостінних гнутих профілів
Номер патенту: 15922
Опубліковано: 17.07.2006
Автор: Пивовар Віктор Семенович
Мітки: гнутих, тонкостінних, спосіб, профілів, виготовлення
Формула / Реферат:
1. Спосіб виготовлення тонкостінних гнутих профілів, що включає послідовне підгинання елементів профілю при переміщенні смугової заготовки через блок для формування волочінням, який відрізняється тим, що до елемента, що підгинають, у кожному переході прикладають зусилля підгинання по нормалі з боку непривідних циліндричних роликів із зовнішньою робочою поверхнею обертання і паралельною стосовно елемента, що підгинають, віссю обертання або з...
Спосіб виготовлення гнутих профілів з поздовжніми криволінійними гофрами
Номер патенту: 79279
Опубліковано: 11.06.2007
Автори: Новошицький Антон Володимирович, Соловйов Станіслав Миколайович
МПК: B21D 5/00, B21D 11/20, B21D 53/00
Мітки: виготовлення, гофрами, поздовжніми, профілів, спосіб, гнутих, криволінійними
Формула / Реферат:
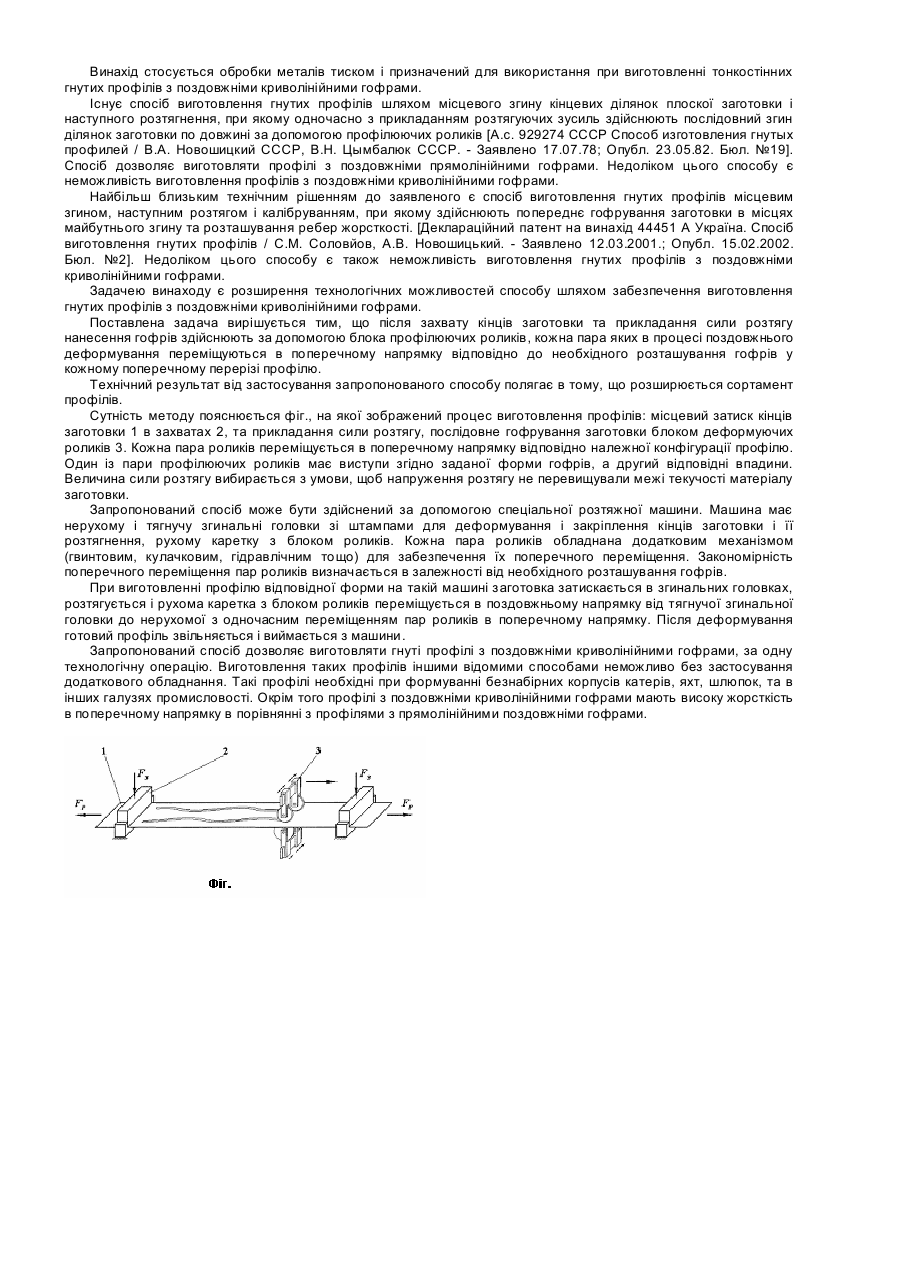
Спосіб виготовлення гнутих профілів з поздовжніми криволінійними гофрами шляхом затиску кінців заготовки, прикладення сили розтягу до заготовки та її гофрування, який відрізняється тим, що формування гофрів здійснюють за допомогою блока профілюючих роликів, кожна пара яких переміщується в поздовжньому і в поперечному напрямках відповідно до необхідного розташування гофрів у кожному поперечному перерізі профілю.
Спосіб виготовлення гнутих профілів із складною поздовжньою кривизною
Номер патенту: 79280
Опубліковано: 11.06.2007
Автори: Соловйов Станіслав Миколайович, Новошицький Антон Володимирович
МПК: B21D 11/20, B21D 5/00, B21D 53/00
Мітки: профілів, спосіб, виготовлення, поздовжньою, кривизною, складною, гнутих
Формула / Реферат:
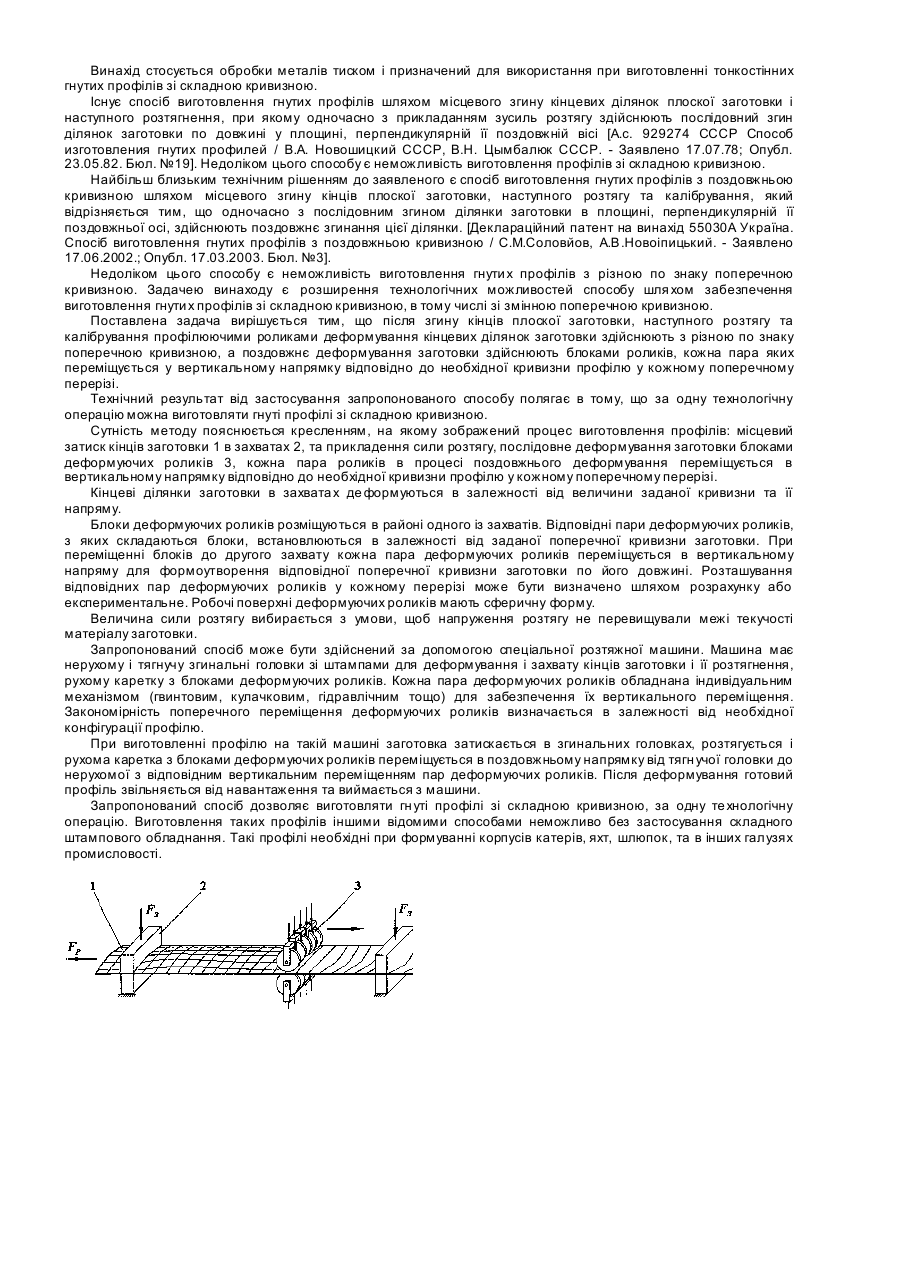
Спосіб виготовлення гнутих профілів із складною поздовжньою кривизною шляхом місцевого згинання кінців плоскої заготовки, наступного її розтягування та калібрування профілюючими роликами, який відрізняється тим, що деформування кінцевих ділянок заготовки здійснюють з різною по знаку поперечною кривизною, а деформування заготовки здійснюють блоками роликів при їх поздовжньому переміщенні, кожна пара яких також переміщується у вертикальному...
Попередній патент: Опора обертової печі
Наступний патент: Уловлювач для вантажопідйомних механізмів
Випадковий патент: Спосіб одержання кристалічної плівки нітриду алюмінію