Пристрій та спосіб для термічного видалення покриттів та/або забруднень
Формула / Реферат
1. Пристрій обробки партіями для термічної обробки забруднених матеріалів шляхом обробки партіями, який містить:
принаймні одну опору;
піч, встановлену на опорі або кожній опорі і призначену для прийому партії матеріалу для обробки;
причому піч виконана з можливістю рухатися між першим положенням, у якому перша частина печі зазвичай вище за другу частину, і другим положенням, у якому друга частина зазвичай вище за першу частину, і
керуючий засіб для керування швидкістю і частотою руху печі між першим і другим положеннями,
причому вказана піч містить камеру термічної обробки, через яку може пропускатися потік гарячих газів, і
рух печі з першого положення у друге положення спричиняє падіння партії оброблюваного матеріалу під дією сили тяжіння із вказаної другої частини через вказану камеру термічної обробки у першу частину, а подальший рух у друге положення спричиняє падіння матеріалу під дією сили тяжіння із вказаної першої частини через вказану камеру термічної обробки у другу,
який відрізняється тим, що пристрій не включає виконану як одне ціле з пристроєм камеру допалювання і містить принаймні один пальник, відокремлений від вказаної печі, призначений для створення потоку гарячих газів,
канальний засіб, призначений для направлення потоку гарячих газів від вказаного пальника у вказану зону обробки печі,
витяжний засіб, призначений для повернення газів із вказаної зони обробки принаймні в один пальник.
2. Пристрій за п. 1, який відрізняється тим, що перша частина має отвір, який виконаний з можливістю вибірково закриватися, виконаний в одній стінці першої частини і призначений для одержування матеріалу для обробки.
3. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що друга частина печі є відокремлюваною від першої частини і призначена для одержування матеріалу для обробки як завантажувальний короб.
4. Пристрій за будь-яким із пунктів 1-3, який містить одну піч й один пальник.
5. Пристрій за будь-яким із пунктів 1-3, який містить одну піч і кілька пальників.
6. Пристрій за будь-яким із пунктів 1-3, який містить кілька печей і один пальник.
7. Пристрій за будь-яким із пунктів 1-3, який містить кілька печей і кілька пальників.
8. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що пристрій оснащений також засобом для вібрації печі або частини печі.
9. Пристрій за п. 8, який відрізняється тим, що піч виконана з можливістю вібрації із її власною резонансною частотою.
10. Пристрій за будь-яким із попередніх пунктів, який включає також систему струминного перемішування та збовтування матеріалу у камері термічної обробки печі.
11. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що керуючий засіб контролює і регулює концентрацію кисню у печі.
12. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що керуючий засіб керує рухом печі між першим і другим положеннями у відповідь на умови у печі.
13. Спосіб обробки партіями для термічного видалення покриття та/або сушіння матеріалів, що мають покриття, та/або забруднених матеріалів, який включає наступні стадії, на яких:
передбачають пристрій принаймні з однією опорою і піччю, встановленою на опорі або кожній опорі і призначеною для прийому матеріалу для обробки, причому забезпечують можливість переміщення печі між першим положенням, у якому перша частина печі або кожної печі зазвичай вище за другу частину, і другим положенням, у якому друга частина зазвичай вище за першу частину; і пристрій виконують з керуючим пристроєм для регулювання швидкості і частоти зазначеного руху печі між першим і другим положеннями, і вказана піч містить камеру термічної обробки, через яку може пропускатися потік гарячих газів для обробки вказаного матеріалу;
поміщають в піч матеріал;
переміщають піч або кожну піч з першого положення в друге положення, тим самим забезпечуючи падіння партії матеріалу у печі під дією сили тяжіння із вказаної другої частини через вказану камеру термічної обробки у першу частину,
потім переміщують піч для того, щоб спричинити падіння матеріалу під дією сили тяжіння для переміщення із вказаної першої частини через вказану камеру термічної обробки у другу частину,
який відрізняється тим, що пристрій не включає виконану як одне ціле з пристроєм камеру допалювання і містить принаймні один пальник, відокремлений від вказаної печі, призначений для створення потоку гарячих газів, і спосіб додатково включає стадії, на яких:
направляють потік гарячих газів через канальний засіб від вказаного пальника у вказану зону обробки печі,
повертають гази із вказаної зони обробки принаймні в один пальник за допомогою витяжного засобу.
Текст
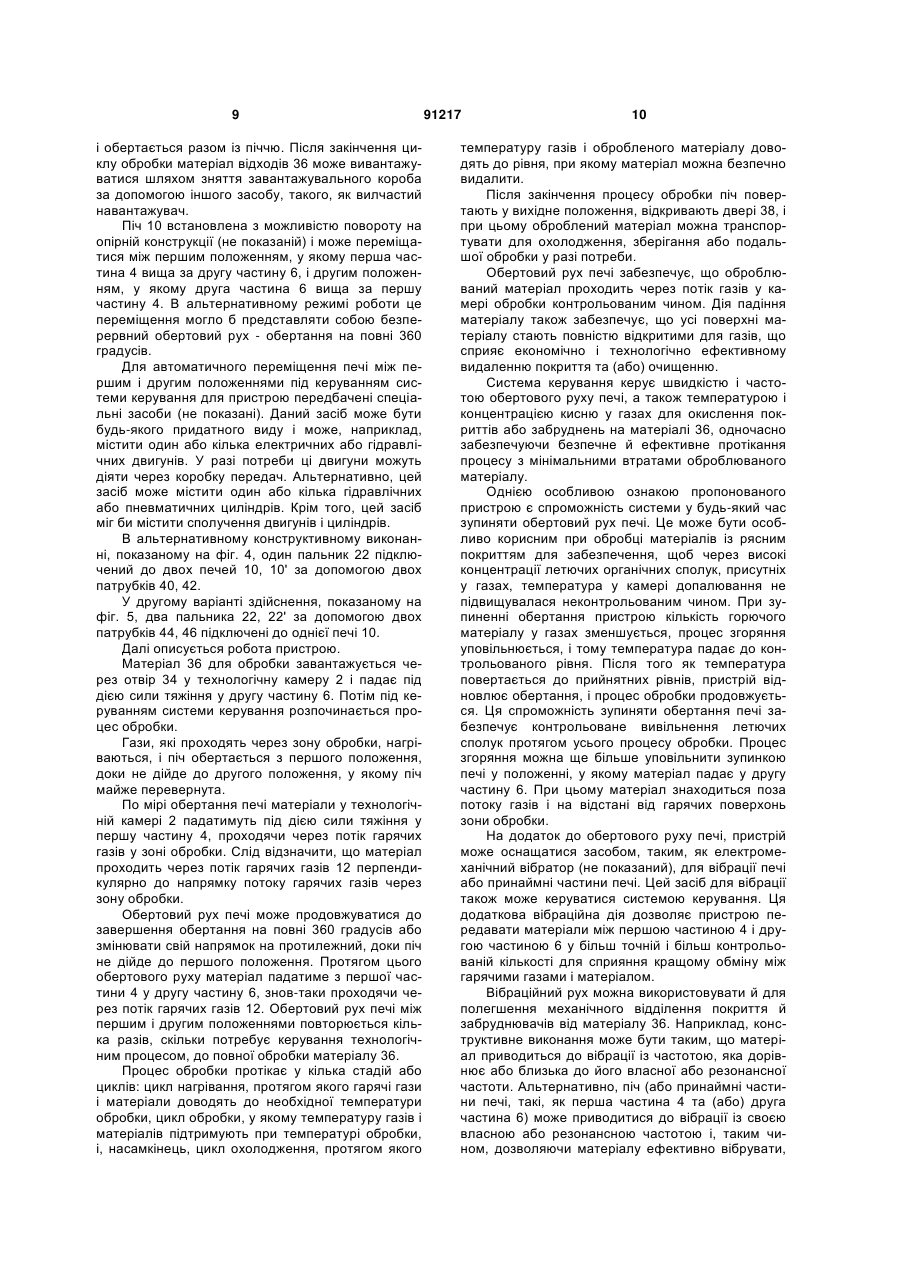
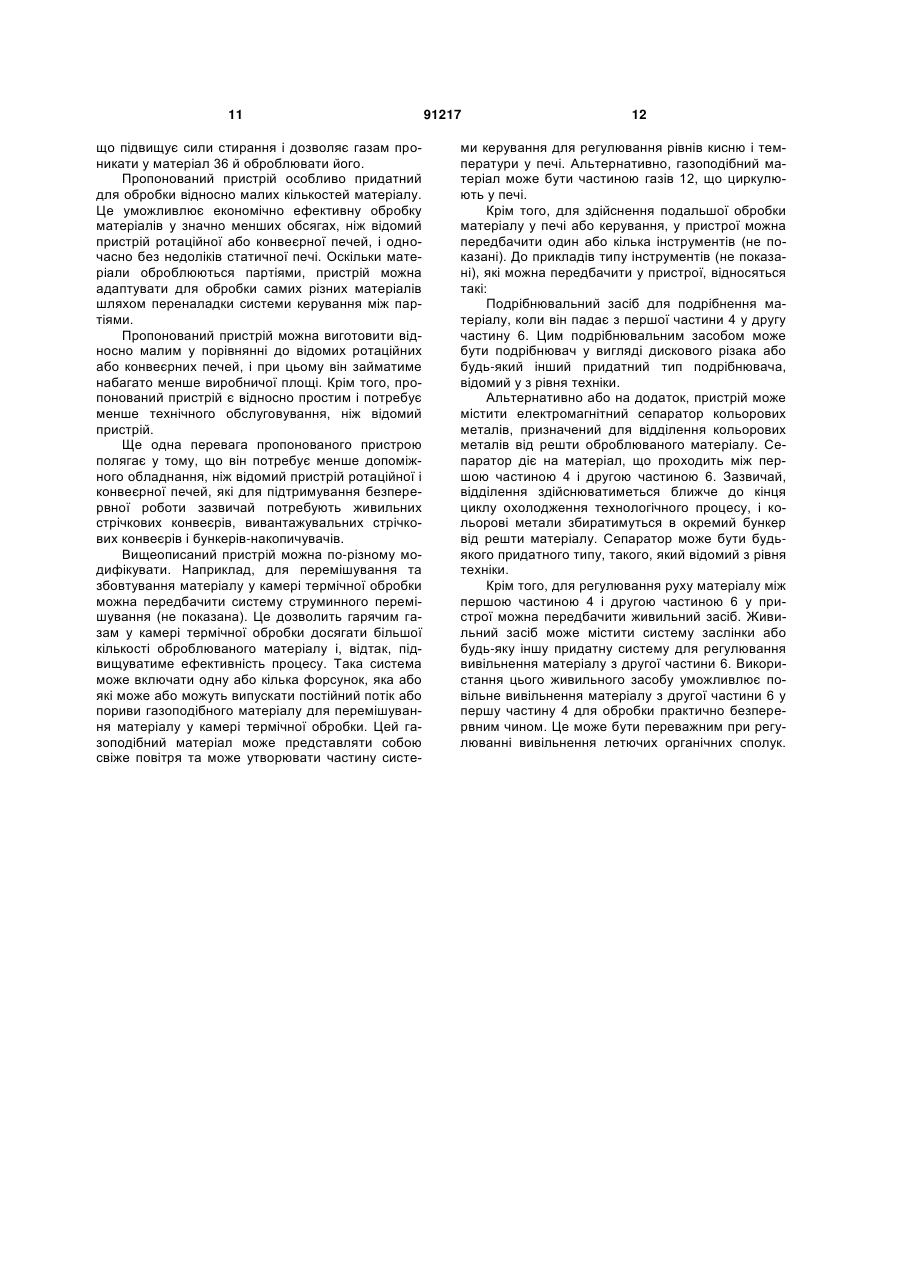
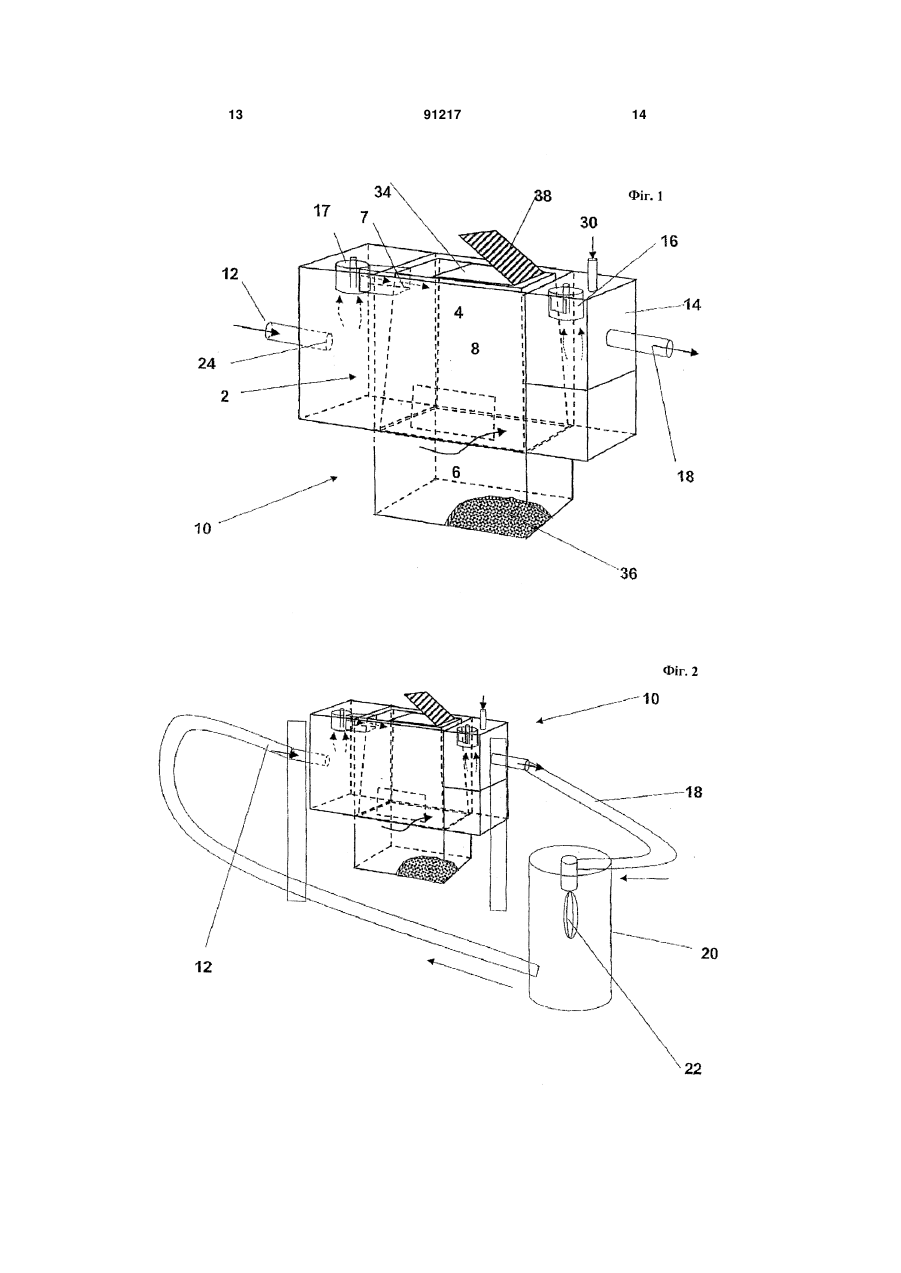
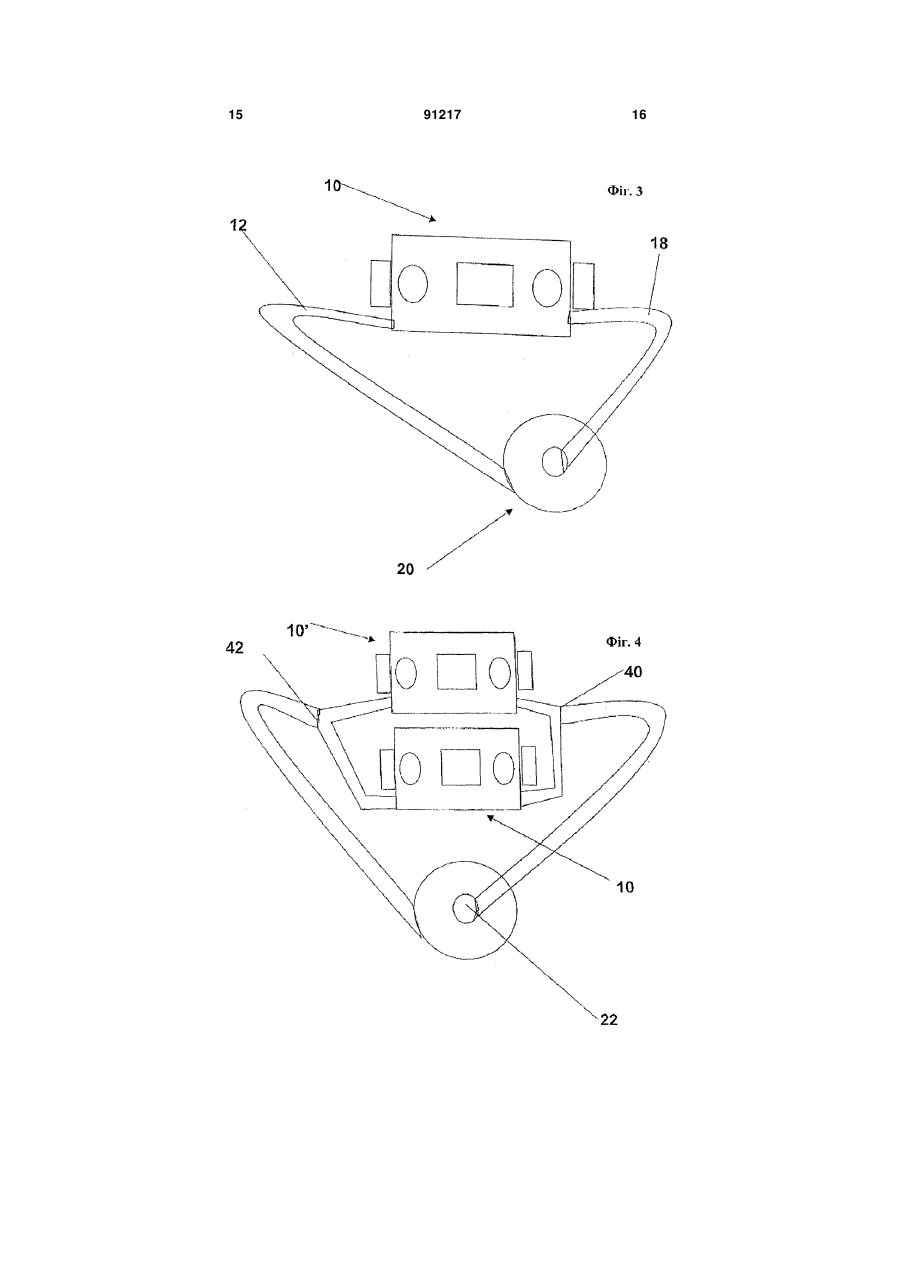
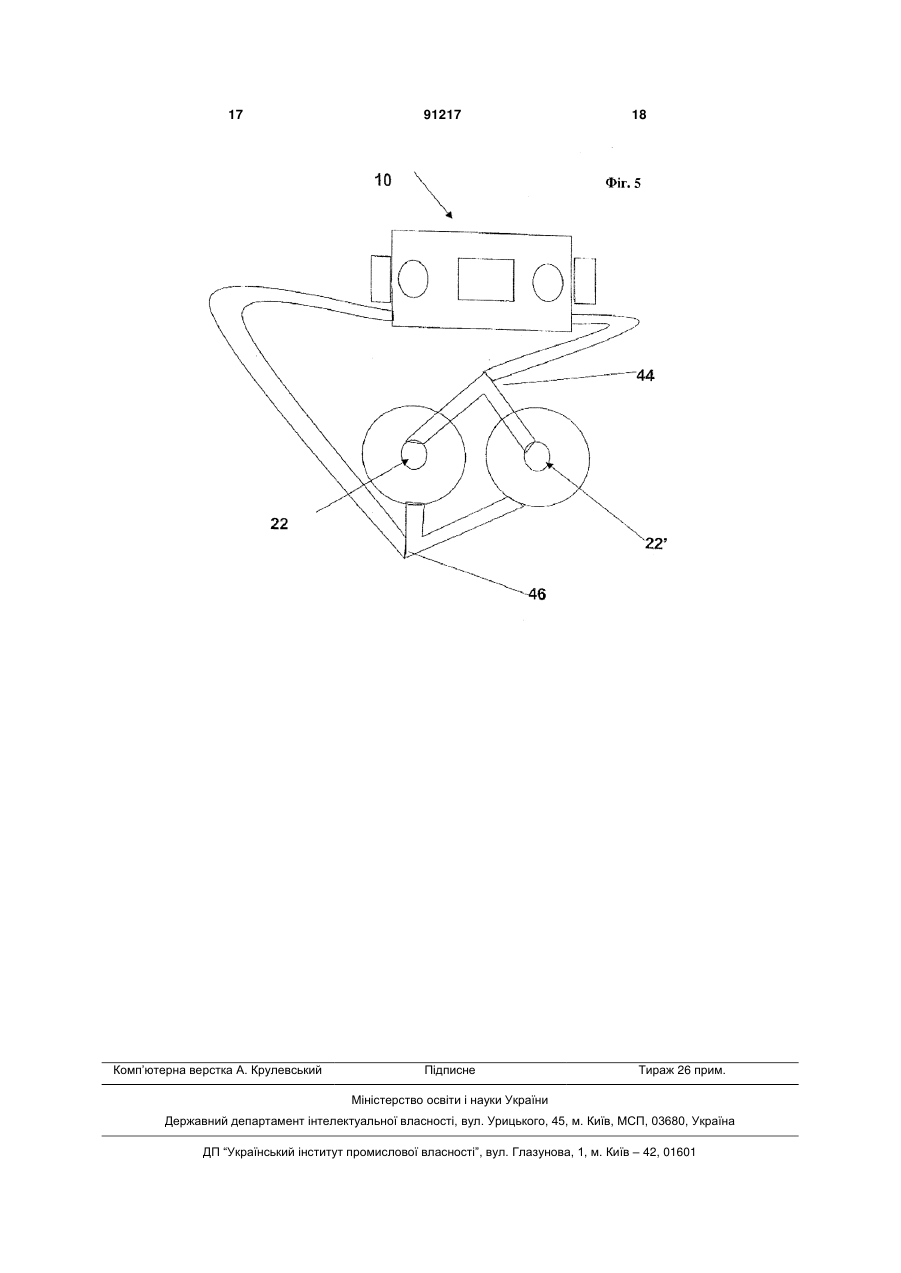
1. Пристрій обробки партіями для термічної обробки забруднених матеріалів шляхом обробки партіями, який містить: принаймні одну опору; піч, встановлену на опорі або кожній опорі і призначену для прийому партії матеріалу для обробки; причому піч виконана з можливістю рухатися між першим положенням, у якому перша частина печі зазвичай вище за другу частину, і другим положенням, у якому друга частина зазвичай вище за першу частину, і керуючий засіб для керування швидкістю і частотою руху печі між першим і другим положеннями, причому вказана піч містить камеру термічної обробки, через яку може пропускатися потік гарячих газів, і рух печі з першого положення у друге положення спричиняє падіння партії оброблюваного матеріалу під дією сили тяжіння із вказаної другої частини через вказану камеру термічної обробки у першу частину, а подальший рух у друге положення спричиняє падіння матеріалу під дією сили тяжіння із вказаної першої частини через вказану камеру термічної обробки у другу, який відрізняється тим, що пристрій не включає виконану як одне ціле з пристроєм камеру допалювання і містить принаймні один пальник, відокремлений від вказаної печі, призначений для створення потоку гарячих газів, канальний засіб, призначений для направлення потоку гарячих газів від вказаного пальника у вка 2 (19) 1 3 91217 4 міщення печі між першим положенням, у якому перша частина печі або кожної печі зазвичай вище за другу частину, і другим положенням, у якому друга частина зазвичай вище за першу частину; і пристрій виконують з керуючим пристроєм для регулювання швидкості і частоти зазначеного руху печі між першим і другим положеннями, і вказана піч містить камеру термічної обробки, через яку може пропускатися потік гарячих газів для обробки вказаного матеріалу; поміщають в піч матеріал; переміщають піч або кожну піч з першого положення в друге положення, тим самим забезпечуючи падіння партії матеріалу у печі під дією сили тяжіння із вказаної другої частини через вказану камеру термічної обробки у першу частину, потім переміщують піч для того, щоб спричинити падіння матеріалу під дією сили тяжіння для переміщення із вказаної першої частини через вказану камеру термічної обробки у другу частину, який відрізняється тим, що пристрій не включає виконану як одне ціле з пристроєм камеру допалювання і містить принаймні один пальник, відокремлений від вказаної печі, призначений для створення потоку гарячих газів, і спосіб додатково включає стадії, на яких: направляють потік гарячих газів через канальний засіб від вказаного пальника у вказану зону обробки печі, повертають гази із вказаної зони обробки принаймні в один пальник за допомогою витяжного засобу. Даний винахід відноситься до пристрою і способу для термічного видалення покриттів та (або) забруднень із матеріалів, особливо з матеріалів, які особливо придатні для обробки партіями. Зокрема, даний винахід відноситься до розробки типу печі, описаного у міжнародній патентній заявці заявників, опублікованій як WO 01/98092 A1, зміст якої повністю включається до цього опису через посилання. Існує все зростаюча необхідність у повторному використанні матеріалів, таких, як алюміній, магній та інші метали й неметали. Часто ці матеріали будуть покриті фарбою, оливою, водою, лаками, пластмасами або іншими летючими органічними сполуками, які перед переплавкою цих матеріалів необхідно видалити. У випадку матеріалів, які можна оброблювати при відносно високих температурах без плавлення, ці забруднення зазвичай видаляються з використанням термічного процесу, який іноді є відомим як видалення покриття. Ці термічні процеси видалення покриття можна використовувати і для сушки та (або) стерилізації матеріалів перед переплавкою. Наприклад, при виробництві банок для напоїв, які зазвичай покриваються фарбою, лаками та (або) іншими летючими органічними сполуками, часто використовується алюміній. Перед тим як використані банки для напоїв або відходи, одержані при виробництві банок для напоїв, можна буде розплавити для повторного використання, будь-які покриття або інші забруднення необхідно видалити, щоб зменшити втрати металу. Втім термічне видалення покриття не обмежується його застосуванням до алюмінію. Його можна використовувати для очистки будь-яких металічних або неметалічних матеріалів, здатних витримувати температури, присутні у процесі термічного видалення покриття. Термічне видалення покриття можна використовувати для видалення покриття або очистки,наприклад, магнію або сплавів магнію, або титану або сплавів титану. У відомих процесах термічного видалення покриття матеріали, які необхідно обробити, піддають дії гарячих газів, щоб окислити покриття та (або) забруднення, які необхідно видалити. Це піддавання здійснюють у закритому середовищі, температуру і вміст кисню гарячих газів у якому можна регулювати. Для того щоб видалити більшість органічних сполук, необхідні температури вище +300 C, а необхідна концентрація кисню звичайно знаходиться у межах від 6 до 12%. Якщо температура і концентрації кисню гарячих газів ретельно не контролюються, процес видалення покриття може перетворитися у неконтрольовану операцію, яка може бути дуже небезпечною. Перед обробкою матеріал звичайно подрібнюватимуть, і для ефективного видалення покриття важливо, щоб дії гарячих газів піддавалися усі поверхні подрібненого матеріалу. Інакше обробка стає менш ефективною, і, зокрема, у випадку використаних банок для напоїв, на поверхні обробленого матеріалу може залишитися чорна пляма. Крім того, для фізичного видалення послаблених покриттів або забруднень із матеріалу його під час обробки необхідно перемішувати. У теперішній час є три основні системи, використовувані для термічного видалення покриття, а саме: 1. Статична піч У статичній печі матеріал складають на дротову сітку, і для нагрівання матеріалу до необхідної технологічної температури через піч циркулюють гарячі гази. Це конструктивне виконання не є ефективним, оскільки гарячі гази не вступають у контакт із матеріалами, які знаходяться у середині кучі матеріалів на сітці. Як вже зазначалося, при видаленні покриття важливо, щоб дії гарячих газів піддавалися усі поверхні оброблюваних матеріалів. Крім того, відсутнє перемішування оброблюваного матеріалу. 2. Конвеєрна піч У цій системі для транспортування матеріалів через піч для обробки використовується сітчастий стрічковий конвеєр. Під час його проходження через піч через матеріал на стрічці проходять гарячі гази. Проблеми, пов'язані з цим способом, полягають у наступному: Товщина матеріалів на стрічці обмежує ефективність процесу. Матеріали збиваються в кучу, спричиняючи проблеми, схожі до проблем, на які 5 наражаються у випадку статичної печі, у яких матеріали в центрі кучі не вступають у контакт із гарячими газами. Немає перемішування матеріалів, тому послаблені покриття не видаляються. Термін служби стрічки конвеєра короткий. Матеріали необхідно подавати постійно. Процес не придатний для малого об'єму або продукту, який безперервно змінюється. 3. Ротаційна піч Велика піч похилена до горизонталі таким чином, що матеріал, що подається або завантажується у піч на її найвищому кінці, переміщається до її найнижчого кінця, де вивантажується, під дією сили тяжіння. Піч обертається, і при цьому матеріал в печі перемішується, а для нагрівання матеріалу під час його переміщення через піч передбачений потік гарячих газів. Із цим способом пов'язані кілька проблем: Матеріали необхідно подавати постійно. Процес не придатний для малого об'єму або продукту, який безперервно змінюється. Безперервний процес потребує повітряних шлюзів на обох кінцях - на кінці завантаження матеріалів і на кінці вивантаження матеріалів. Піч потребує обертового ущільнення, що призводить до високого рівня технічного обслуговування. У заявці WO 01/98092 A1 описується піч, конструктивно виконана з можливістю повороту або нахилу, яка усуває багато недоліків попередньо відомих пристроїв і способів для термічного видалення покриття. За докладним описом конструкції і роботи цієї печі читач повинен звернутися до заявки WO 01/98092 A1. Втім, стисло, ця піч має завантажувальну частину, призначену для прийому матеріалу, що має оброблюватися, і вивантажувальну частину. У вивантажувальній частині вбудована камера термічної обробки, через яку може пропускатися потік гарячих газів. Піч може повертатися між першим положенням, у якому вивантажувальна частина вище за завантажувальну частину, і другим положенням, у якому завантажувальна частина вище за вивантажувальну частину. Це конструктивне виконання є таким, що піч може повторно рухатися між першим і другим положеннями, і при цьому матеріал у печі падає з однієї частини в другу, проходячи через потік гарячих газів у камері термічної обробки. У цій заявці розкритий також спосіб використання цього пристрою. Вищезазначена відома піч має перевагу, яка полягає у тому, що її можна використовувати для обробки порівняно малих об'ємів матеріалу у процесі з партіями продукту. Ще одна перевага полягає у тому, що шляхом керування переміщенням печі оброблюваний матеріал можна за бажанням подавати до камери термічної обробки або з неї, що уможливлює безпечну роботу печі без надмірної кількості вивільнених летючих органічних сполук, що могло б спричини самопідтримне технологічне нагрівання (відоме також як автотермічний процес). Це кероване переміщення забезпечує, що летючі органічні сполуки виділяються контрольованим чином, й уможливлює високий ступінь керу 91217 6 вання процесом обробки. У переважному варіанті здійснення печі, описаній у заявці WO 01/98092 A1, у камері допалювання, виконаній як одне ціле з корпусом печі, знаходиться основний пальник, і коли піч обертається між альтернативними положеннями, камера допалювання рухається разом із піччю. Встановлено, що піч, описана у заявці WO 01/98092 A1, працює добре, представляючи собою економічно і технічно прийнятний засіб термічного видалення покриття для відносно малих об'ємів матеріалів. Разом із цим встановлено, що для певних випадків застосування розміщення основної камери допалювання, виконаної як одне ціле з корпусом рухомої печі, не є ідеальним. Метою цього винаходу є створення удосконаленої печі, у якій проблеми відомої печі усунені або принаймні зменшені. Таким чином, відповідно до першого аспекту винаходу, пропонується пристрій для термічного видалення покриття та (або) сушки матеріалів, що мають покриття, та (або) забруднених матеріалів, який містить: принаймні одну опору; піч, встановлену на опорі або кожній опорі і призначену для прийому матеріалу для обробки; причому кожна піч може рухатися між першим положенням, у якому перша частина печі зазвичай вище за другу частину, і другим положенням, у якому друга частина зазвичай вище за першу частину, причому при використанні піч може повторно рухатися між першим і другим положеннями, і при цьому матеріал у печі падає з однієї частини в другу, який відрізняється тим, що піч або кожна піч не містять внутрішньої камери допалювання, і пристрій далі містить принаймні один пальник, призначений для створення потоку гарячих газів, і канальний засіб, призначений для направлення потоку гарячих газів у зону обробки печі, і витяжний засіб, призначений для повернення газів принаймні в один пальник. Зона обробки може знаходитися у першій або другій частині печі або частково у кожній частині залежно від матеріалу для обробки та його топології. Пропонований пристрій може містити одну піч й один пальник, одну піч і кілька пальників, кілька печей і один пальник або кілька печей і кілька пальників. Перевага пропонованого пристрою полягає у тому, що постачання пальника, що не обертається разом із піччю, забезпечує простіше й, відтак, дешевше рішення проблеми термічного видалення покриттів та (або) забруднень з матеріалів. Відповідно до другого аспекту винаходу, пропонується спосіб для термічного видалення покриття та (або) сушки матеріалів, що мають покриття, та (або) забруднених матеріалів, який включає наступні стадії, на яких: передбачають пристрій, який містить принаймні одну опору і піч, встановлену на опорі або кожній опорі і призначену для прийому матеріалу для обробки, причому забезпечують можливість переміщення печі або кожної печі між першим положенням, у якому перша частина зазвичай вище 7 за другу частину, і другим положенням, у якому друга частина зазвичай вище за першу частину; поміщають в піч або кожну піч матеріал; повторно рухають піч або кожну піч між першим і другим положеннями, тим самим забезпечують повторне падіння матеріалу з однієї частини в другу, який відрізняється тим, що піч або кожну піч виконують без внутрішньої камери допалювання, і пристрій далі виконують принаймні з одним пальником, за допомогою якого створюють потік гарячих газів, і з канальним засобом, за допомогою якого потік гарячих газів направляють у зону обробки печі або кожної печі, і з витяжним засобом, за допомогою якого гази повертають принаймні в один пальник. Далі наведений опис переважного варіанту здійснення винаходу, лише для прикладу, із посиланнями на додані креслення, на яких: фіг. 1 представляє собою схематичне зображення загального вигляду печі пропонованого пристрою; фіг. 2 представляє собою схематичне зображення загального вигляду печі на фіг. 1 разом з одним пальником; фіг. 3 представляє собою схематичний вигляд зверху пристрою на фіг. 2; фіг. 4 представляє собою схематичний вигляд зверху другого варіанту здійснення пропонованого пристрою, який містить дві печі й один пальник; фіг. 5 представляє собою схематичний вигляд зверху третього варіанту здійснення пропонованого пристрою, який містить одну піч і два пальника. Докладний опис переважних варіантів здійснення На фіг. 1-3 показана піч, позначена загальною позицією 10, яка утворює частину пристрою для термічного видалення покриття та (або) сушки матеріалів, що мають покриття, та (або) забруднених матеріалів. Піч 10 містить технологічну камеру, яка позначена загальною позицією 2 і містить першу частину 4 і другу частину 6 із центральною зоною 8. Зона обробки включає першу частину 4 і центральну зону 8. Через зону обробки, з одного боку печі 10 у другий, може пропускатися потік гарячих газів 12. На одному боці печі є рециркуляційна камера 14, у яку із центральної зони 8 першим рециркуляційним вентилятором 16 через отвір 7 втягуються гази. На іншому боці печі гарячі гази 12 можуть втягуватися у технологічну камеру 2 повітродувкою 17. Канал 18 направляє гази із рециркуляційною камери 14 у камеру допалювання 20, у якій ці гази нагріваються пальником 22. Стінками камери 20 пальника можуть бути стінки із нержавіючої сталі з повітряним охолодженням, або ці стінки можуть покриватися придатним вогнетривким матеріалом. Пальник 22, який нагріває гази, може призначатися для роботи на газоподібному або рідкому паливі або на обох. У переважному варіанті здійснення пальник призначений також бути здатним спалювати летючі органічні сполуки, термічно відігнані з матеріалів у зоні обробки. Ці летючі органічні сполуки витягаються із зони обробки, разом із 91217 8 газами 12, рециркуляційним вентилятором 16 і змішуються з повітрям 30, у разі потреби, у рециркуляційній камері 14. Завдяки спалюванню летючих органічних сполук загальний термічний ККД печі підвищується, оскільки для нагрівання газів 12 до необхідної робочої температури треба подавати менше палива. У разі присутності достатньої кількості летючих органічних сполук, для нагрівання газів до необхідної робочої температури у додаванні додаткового палива немає потреби, і при цьому процес може протікати автотермічно. Крім того, спалювання летючих органічних сполук сприяє боротьбі з викидами завдяки видаленню цих забруднювачів із циркулюючих газів і зменшенню необхідності у подальшій і коштовній обробці газів, що викидаються з камери допалювання, про що йтиметься далі. Із камери 20 допалювання гарячі гази поступають у зону обробки, яка проходить через першу частину 4 і центральну зону 8 технологічної камери 2, через отвір 24, виконаний у боковій стінці технологічної камери 2 на боці печі, протилежному рециркуляційній камері 14. Повітродувка 17 направляє гарячі гази 12, які поступають у піч через отвір 24, у технологічну камеру 2. Крім того, гарячі гази 12 можуть обходити технологічну камеру 2, будучи втягнені рециркуляційним вентилятором 16, і проходити у рециркуляційну камеру 14 без проходження через технологічну камеру 2. Система керування контролює і керує концентрацією кисню у гарячих газах у зоні обробки і їх температурою для забезпечення роботи системи у безпечних й ефективних межах для термічного видалення покриття з оброблюваного матеріалу. Зазвичай, концентрація кисню підтримуватиметься нижчою за 16%, а для видалення більшості органічних сполук необхідна температура вище +300 C. Крім того, у рециркуляційній камері 14 передбачений допоміжний впускний канал 30 для свіжого повітря. Допоміжний впускний канал 30 дозволяє повітрю поступати у рециркуляційну камеру через камеру подачі повітря 32 для змішування з гарячими газами і для охолодження вентилятора 16 у разі потреби. Система керування контролює температуру вентилятора і керує клапаном для регулювання потоку повітря через допоміжний впускний канал, щоб підтримувати температуру вентилятора нижче максимально припустимої робочої температури. Система керування урівноважує потік повітря через допоміжний впускний канал 30, щоб підтримувати необхідні концентрацію кисню у гарячих газах у каналі 18 і їх температуру. У варіанті здійснення, представленому на доданих фігурах, зовнішня стінка першої частини 4 технологічної камери 2 має отвір 34 для завантаження матеріалу відходів 36 для обробки. Отвір 34 закритий дверима 38. В альтернативному варіанті здійснення (не показаному) друга частина 6 може бути у вигляді завантажувального короба, який може відділятися від печі 10 і використовуватися для завантаження матеріалу відходів 36 для обробки. У цьому варіанті здійснення під час циклу обробки у печі завантажувальний короб утворює складову частину печі 9 і обертається разом із піччю. Після закінчення циклу обробки матеріал відходів 36 може вивантажуватися шляхом зняття завантажувального короба за допомогою іншого засобу, такого, як вилчастий навантажувач. Піч 10 встановлена з можливістю повороту на опірній конструкції (не показаній) і може переміщатися між першим положенням, у якому перша частина 4 вища за другу частину 6, і другим положенням, у якому друга частина 6 вища за першу частину 4. В альтернативному режимі роботи це переміщення могло б представляти собою безперервний обертовий рух - обертання на повні 360 градусів. Для автоматичного переміщення печі між першим і другим положеннями під керуванням системи керування для пристрою передбачені спеціальні засоби (не показані). Даний засіб може бути будь-якого придатного виду і може, наприклад, містити один або кілька електричних або гідравлічних двигунів. У разі потреби ці двигуни можуть діяти через коробку передач. Альтернативно, цей засіб може містити один або кілька гідравлічних або пневматичних циліндрів. Крім того, цей засіб міг би містити сполучення двигунів і циліндрів. В альтернативному конструктивному виконанні, показаному на фіг. 4, один пальник 22 підключений до двох печей 10, 10' за допомогою двох патрубків 40, 42. У другому варіанті здійснення, показаному на фіг. 5, два пальника 22, 22' за допомогою двох патрубків 44, 46 підключені до однієї печі 10. Далі описується робота пристрою. Матеріал 36 для обробки завантажується через отвір 34 у технологічну камеру 2 і падає під дією сили тяжіння у другу частину 6. Потім під керуванням системи керування розпочинається процес обробки. Гази, які проходять через зону обробки, нагріваються, і піч обертається з першого положення, доки не дійде до другого положення, у якому піч майже перевернута. По мірі обертання печі матеріали у технологічній камері 2 падатимуть під дією сили тяжіння у першу частину 4, проходячи через потік гарячих газів у зоні обробки. Слід відзначити, що матеріал проходить через потік гарячих газів 12 перпендикулярно до напрямку потоку гарячих газів через зону обробки. Обертовий рух печі може продовжуватися до завершення обертання на повні 360 градусів або змінювати свій напрямок на протилежний, доки піч не дійде до першого положення. Протягом цього обертового руху матеріал падатиме з першої частини 4 у другу частину 6, знов-таки проходячи через потік гарячих газів 12. Обертовий рух печі між першим і другим положеннями повторюється кілька разів, скільки потребує керування технологічним процесом, до повної обробки матеріалу 36. Процес обробки протікає у кілька стадій або циклів: цикл нагрівання, протягом якого гарячі гази і матеріали доводять до необхідної температури обробки, цикл обробки, у якому температуру газів і матеріалів підтримують при температурі обробки, і, насамкінець, цикл охолодження, протягом якого 91217 10 температуру газів і обробленого матеріалу доводять до рівня, при якому матеріал можна безпечно видалити. Після закінчення процесу обробки піч повертають у вихідне положення, відкривають двері 38, і при цьому оброблений матеріал можна транспортувати для охолодження, зберігання або подальшої обробки у разі потреби. Обертовий рух печі забезпечує, що оброблюваний матеріал проходить через потік газів у камері обробки контрольованим чином. Дія падіння матеріалу також забезпечує, що усі поверхні матеріалу стають повністю відкритими для газів, що сприяє економічно і технологічно ефективному видаленню покриття та (або) очищенню. Система керування керує швидкістю і частотою обертового руху печі, а також температурою і концентрацією кисню у газах для окислення покриттів або забруднень на матеріалі 36, одночасно забезпечуючи безпечне й ефективне протікання процесу з мінімальними втратами оброблюваного матеріалу. Однією особливою ознакою пропонованого пристрою є спроможність системи у будь-який час зупиняти обертовий рух печі. Це може бути особливо корисним при обробці матеріалів із рясним покриттям для забезпечення, щоб через високі концентрації летючих органічних сполук, присутніх у газах, температура у камері допалювання не підвищувалася неконтрольованим чином. При зупиненні обертання пристрою кількість горючого матеріалу у газах зменшується, процес згоряння уповільнюється, і тому температура падає до контрольованого рівня. Після того як температура повертається до прийнятних рівнів, пристрій відновлює обертання, і процес обробки продовжується. Ця спроможність зупиняти обертання печі забезпечує контрольоване вивільнення летючих сполук протягом усього процесу обробки. Процес згоряння можна ще більше уповільнити зупинкою печі у положенні, у якому матеріал падає у другу частину 6. При цьому матеріал знаходиться поза потоку газів і на відстані від гарячих поверхонь зони обробки. На додаток до обертового руху печі, пристрій може оснащатися засобом, таким, як електромеханічний вібратор (не показаний), для вібрації печі або принаймні частини печі. Цей засіб для вібрації також може керуватися системою керування. Ця додаткова вібраційна дія дозволяє пристрою передавати матеріали між першою частиною 4 і другою частиною 6 у більш точній і більш контрольованій кількості для сприяння кращому обміну між гарячими газами і матеріалом. Вібраційний рух можна використовувати й для полегшення механічного відділення покриття й забруднювачів від матеріалу 36. Наприклад, конструктивне виконання може бути таким, що матеріал приводиться до вібрації із частотою, яка дорівнює або близька до його власної або резонансної частоти. Альтернативно, піч (або принаймні частини печі, такі, як перша частина 4 та (або) друга частина 6) може приводитися до вібрації із своєю власною або резонансною частотою і, таким чином, дозволяючи матеріалу ефективно вібрувати, 11 що підвищує сили стирання і дозволяє газам проникати у матеріал 36 й оброблювати його. Пропонований пристрій особливо придатний для обробки відносно малих кількостей матеріалу. Це уможливлює економічно ефективну обробку матеріалів у значно менших обсягах, ніж відомий пристрій ротаційної або конвеєрної печей, і одночасно без недоліків статичної печі. Оскільки матеріали оброблюються партіями, пристрій можна адаптувати для обробки самих різних матеріалів шляхом переналадки системи керування між партіями. Пропонований пристрій можна виготовити відносно малим у порівнянні до відомих ротаційних або конвеєрних печей, і при цьому він займатиме набагато менше виробничої площі. Крім того, пропонований пристрій є відносно простим і потребує менше технічного обслуговування, ніж відомий пристрій. Ще одна перевага пропонованого пристрою полягає у тому, що він потребує менше допоміжного обладнання, ніж відомий пристрій ротаційної і конвеєрної печей, які для підтримування безперервної роботи зазвичай потребують живильних стрічкових конвеєрів, вивантажувальних стрічкових конвеєрів і бункерів-накопичувачів. Вищеописаний пристрій можна по-різному модифікувати. Наприклад, для перемішування та збовтування матеріалу у камері термічної обробки можна передбачити систему струминного перемішування (не показана). Це дозволить гарячим газам у камері термічної обробки досягати більшої кількості оброблюваного матеріалу і, відтак, підвищуватиме ефективність процесу. Така система може включати одну або кілька форсунок, яка або які може або можуть випускати постійний потік або пориви газоподібного матеріалу для перемішування матеріалу у камері термічної обробки. Цей газоподібний матеріал може представляти собою свіже повітря та може утворювати частину систе 91217 12 ми керування для регулювання рівнів кисню і температури у печі. Альтернативно, газоподібний матеріал може бути частиною газів 12, що циркулюють у печі. Крім того, для здійснення подальшої обробки матеріалу у печі або керування, у пристрої можна передбачити один або кілька інструментів (не показані). До прикладів типу інструментів (не показані), які можна передбачити у пристрої, відносяться такі: Подрібнювальний засіб для подрібнення матеріалу, коли він падає з першої частини 4 у другу частину 6. Цим подрібнювальним засобом може бути подрібнювач у вигляді дискового різака або будь-який інший придатний тип подрібнювача, відомий у з рівня техніки. Альтернативно або на додаток, пристрій може містити електромагнітний сепаратор кольорових металів, призначений для відділення кольорових металів від решти оброблюваного матеріалу. Сепаратор діє на матеріал, що проходить між першою частиною 4 і другою частиною 6. Зазвичай, відділення здійснюватиметься ближче до кінця циклу охолодження технологічного процесу, і кольорові метали збиратимуться в окремий бункер від решти матеріалу. Сепаратор може бути будьякого придатного типу, такого, який відомий з рівня техніки. Крім того, для регулювання руху матеріалу між першою частиною 4 і другою частиною 6 у пристрої можна передбачити живильний засіб. Живильний засіб може містити систему заслінки або будь-яку іншу придатну систему для регулювання вивільнення матеріалу з другої частини 6. Використання цього живильного засобу уможливлює повільне вивільнення матеріалу з другої частини 6 у першу частину 4 для обробки практично безперервним чином. Це може бути переважним при регулюванні вивільнення летючих органічних сполук. 13 91217 14 15 91217 16 17 Комп’ютерна верстка А. Крулевський 91217 Підписне 18 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus and method for thermally removing coatings and/or impurities
Автори англійськоюPerry Ophneil Henry, Alchalabi Rifat
Назва патенту російськоюУстройство и способ для термического удаления покрытий и/или загрязнений
Автори російськоюПерри Офнейл Генри, Алчалаби Рифат
МПК / Мітки
МПК: F26B 23/00, F26B 11/00
Мітки: покриттів, пристрій, спосіб, термічного, видалення, забруднень
Код посилання
<a href="https://ua.patents.su/9-91217-pristrijj-ta-sposib-dlya-termichnogo-vidalennya-pokrittiv-ta-abo-zabrudnen.html" target="_blank" rel="follow" title="База патентів України">Пристрій та спосіб для термічного видалення покриттів та/або забруднень</a>
Пристрій та спосіб для термічного видалення покриттів та/або забруднень
Номер патенту: 87370
Опубліковано: 10.07.2009
Автори: Алчалабі Ріфат, Перрі Офнейл Генрі
МПК: F26B 11/00, B08B 11/00, B44D 3/12, B08B 7/00
Мітки: покриттів, пристрій, термічного, спосіб, забруднень, видалення
Формула / Реферат:
1. Пристрій для термічного видалення покриття та/або сушіння матеріалів, що мають покриття, та/або забруднених матеріалів, який містить:опору;піч, встановлену на опорі і призначену для прийому матеріалу для обробки;причому піч виконана з можливістю рухатися між першим положенням, у якому перша частина печі зазвичай вище за другу частину, і другим положенням, у якому друга частина зазвичай вище за першу частину, причому це...
Автономний пристрій контролю та видалення забруднень в іскровому зазорі та на поверхні ізолятора свічки запалювання двигунів внутрішнього згоряння
Номер патенту: 4399
Опубліковано: 17.01.2005
Автор: Азаров Володимир Іванович
МПК: G01R 31/38
Мітки: забруднень, видалення, зазорі, двигунів, пристрій, іскровому, згоряння, свічки, поверхні, контролю, запалювання, автономний, ізолятора, внутрішнього
Формула / Реферат:
Автономний пристрій контролю та видалення забруднень в іскровому зазорі та на поверхні ізолятора свічки запалювання двигунів внутрішнього згоряння, що містить індикатор та пристосування підключення до свічки запалювання двигуна внутрішнього згоряння, який відрізняється тим, що додатково містить електронний високочастотний генератор високої напруги.
Знежирювальна композиція, піна та гель на її основі та спосіб знежирювання і/або видалення забруднень з поверхонь (варіанти)
Номер патенту: 76161
Опубліковано: 17.07.2006
Автори: Фурнель Бруно, Воклєр Лєтіція
МПК: G21F 9/00, C11D 3/02, C23G 1/02, C11D 17/00, C11D 1/72, C11D 11/00
Мітки: знежирювальна, варіанти, знежирювання, спосіб, поверхонь, видалення, композиція, основі, гель, піна, забруднень
Формула / Реферат:
1. Рідка знежирювальна композиція, яка містить водний розчин азотної кислоти, що включає:- принаймні одну першу емульгувальну неіоногенну поверхнево-активну речовину, утворену поліетоксильованим жирним спиртом, і- принаймні одну другу змочувальну неіоногенну поверхнево-активну речовину, утворену співполімером етиленоксиду і пропіленоксиду.2. Композиція за п. 1, яка відрізняється тим, що концентрація азотної кислоти у...
Спосіб видалення охолоді з продувочної фурми та пристрій для її видалення
Номер патенту: 37592
Опубліковано: 15.05.2001
Автори: Шильов Дмитро Миколайович, АГАРКОВ Віктор Якович, Кулєнцов Віктор Олександрович, Кліпін В'ячеслав Михайлович, Кучеров Василь Андрійович, Дюбін Валерій Юрійович
Мітки: продувочної, видалення, спосіб, охолоді, фурми, пристрій
Формула / Реферат:
(21) 2000010288(54) (57)Дата прийняття рішення01.08.2000 р.1. Спосіб видалення охолоді з продувочної фурми, що містить в собі оплавлення та змив розігрітої охолоді радіальними газовими струменями по периметру фурми одночасно двома потоками при переміщенні фурми знизу вгору, відрізняється тим, що оплавлення та змив створюють газокисневою сумішшю безпосередньо після закінчення продування, при цьому через 1-10...
Обладнання для термічного видалення задирок
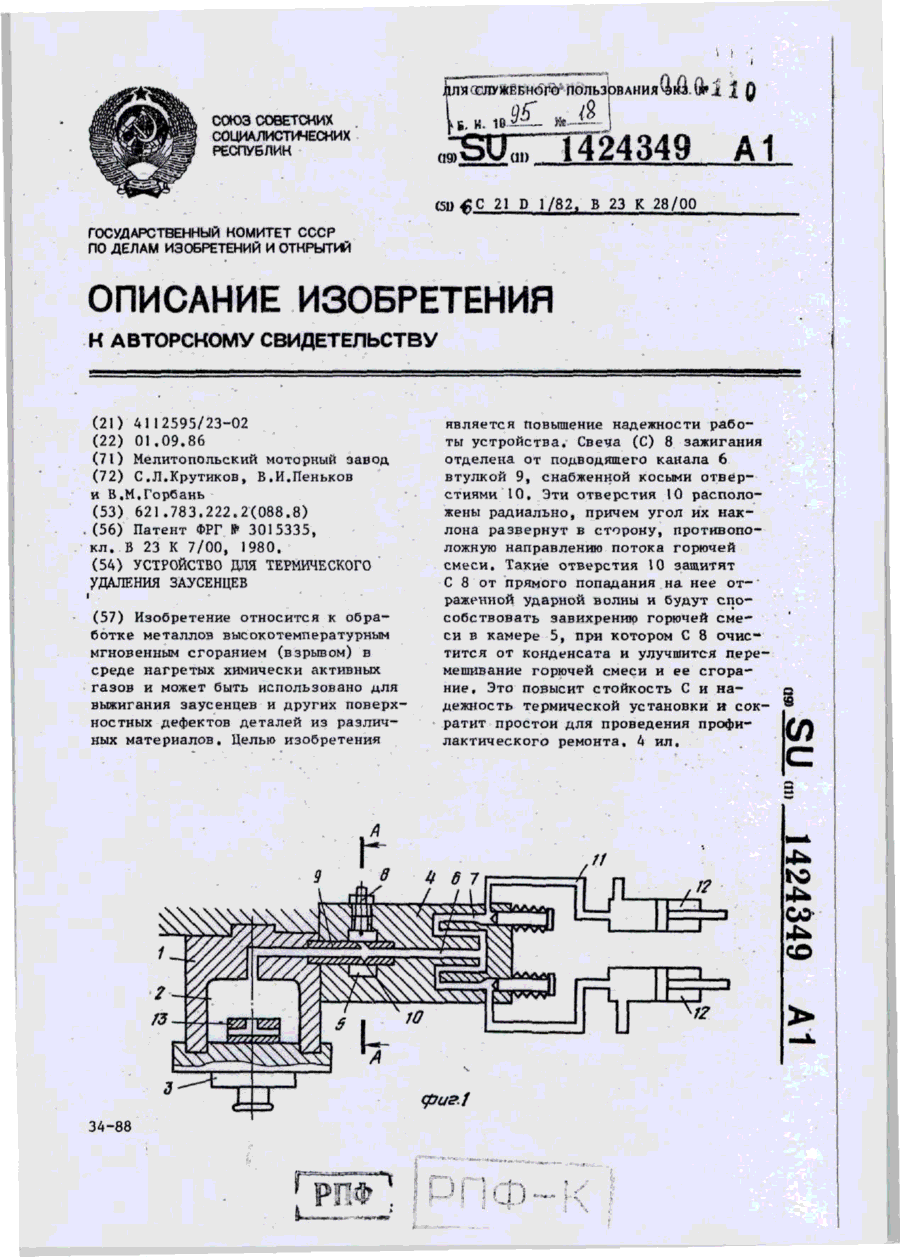
Номер патенту: 655
Опубліковано: 15.12.1993
Автори: Пеньков Валерій Іванович, Крутіков Сергій Леонідович, Горбань Валерій Миколайович
МПК: C21D 1/82, B23K 28/00
Мітки: обладнання, термічного, видалення, задирок
Формула / Реферат:
Устройство для термического удаления заусенцев, содержащее корпус с камерой сгорания, газосмесительный блок со свечой зажигания в дополнительной камере и газоподводящими каналами, отличающееся тем, что, с целью повышения надежности работы устройства, оно снабжено соединительной втулкой с наклонными отверстиями, установленной в дополнительной камере, при этом оси отверстий направлены навстречу потоку поступающей газовой смеси.
Попередній патент: Паразитицидна водна суспензія, її застосування та спосіб боротьби з розвитком паразитів на тваринах
Наступний патент: Пристрій для ін’єкцій
Випадковий патент: Консольний візок мостового однобалочного крану