Сталева труба з високою розширюваністю і спосіб її виготовлення (варіанти)

Формула / Реферат
1. Сталева труба, що має високу розширюваність,
яка відрізняється тим, що сталева труба має склад сталі, що містить, мас. %: С: від 0,1 до 0,45 %; Si: від 0,3 до 3,5 %; Мn: від 0,5 до 5 %; Р: 0,03 % або менше; S: 0,01 % або менше; розчинний Аl: від 0,01 до 0,8 %, причому при вмісті Si менше 1,5 %, вміст розчинного Аl становить не менше ніж 0,1 % і не більше ніж 0,8; N: 0,05 % або менше; О: 0,01 % або менше, і, за вибором, щонайменше один елемент, вибраний зі щонайменше однієї з описаних нижче груп (А)-(Е), з балансом з Fe і забруднювальних домішок, в якому сталь має змішану мікроструктуру, що містить ферит і одну або більше структур, вибраних з тонкого перліту, бейніту і мартенситу, при цьому сталь має міцність на розтягнення, що дорівнює 600 МПа або більше, і рівномірне подовження, що задовольняє наступну формулу (1):
![]() , (1)
, (1)
де u.el - рівномірне подовження ( %), TS - міцність на розтягнення (МПа):
при цьому група (А) містить Сr в кількості, що становить 1,5 % або менше, і Сu в кількості, що становить 3,0 % або менше;
група (В) містить Мо в кількості, що становить 1,0 % або менше;
група (С) містить Ni в кількості, що становить 2 % або менше;
група (D) містить Ті в кількості, що становить 0,3 % або менше; Nb в кількості, що становить 0,3 % або менше; V в кількості, що становить 0,3 % або менше; Zr в кількості, що становить 0,3 % або менше, і В в кількості, що становить 0,01 % або менше;
група (Е) містить Са в кількості, що становить 0,01 % або менше; Mg в кількості, що становить 0,01 % або менше, і REM в кількості, що становить 1,0 % або менше.
2. Труба за п. 1, в якому сталева труба має рівномірне подовження, що задовольняє наступну формулу (2):
![]() , (2)
, (2)
де u.el - рівномірне подовження ( %), TS - міцність на розтягнення (МПа).
3. Труба за п. 1 або 2, в якій змішана мікроструктура додатково містить залишковий аустеніт.
4. Спосіб виготовлення сталевої труби, яка має високу розширюваність, що містить наступні етапи, на яких:
(a) нагрівають сталеву трубу, склад сталі якої містить, мас. %: С: від 0,1 до 0,45 %; Si: від 0,3 до 3,5 %; Мn: від 0,5 до 5 %; Р: 0,03 % або менше; S: 0,01 % або менше; розчинний Аl: від 0,01 до 0,8 %, причому при вмісті Si менше 1,5 %, вміст розчинного Аl становить не менше ніж 0,1 % і не більше ніж 0,8; N: 0,05 % або менше; О: 0,01 % або менше, і, за вибором, щонайменше один елемент, вибраний зі щонайменше однієї з описаних нижче груп (А)-(Е), з балансом з Fe і забруднювальних домішок,
при цьому група (А) містить Сr в кількості, що становить 1,5 % або менше, і Сu в кількості, що становить 3,0 мас. % або менше;
група (В) містить Мо в кількості, що становить 1 % або менше;
група (С) містить Ni в кількості, що становить 2 % або менше;
група (D) містить Ті в кількості, що становить 0,3 % або менше; Nb в кількості, що становить 0,3 мас. % або менше; V в кількості, що становить 0,3 % або менше; Zr в кількості, що становить 0,3 % або менше, і В в кількості, що становить 0,01 % або менше;
група (Е) містить Са в кількості, що становить 0,01 % або менше; Mg в кількості, що становить 0,01 мас. % або менше, і REM в кількості, що становить 1,0 % або менше, до температури, що становить від 700 до 790 °С, і
(b) примусово охолоджують сталеву трубу до температури, що становить 100 °С або менше, при якому сталеву трубу піддають примусовому охолоджуванню зі швидкістю охолоджування, що дорівнює 100 °С/хв або більше, при температурі, що становить від 700 до 500 °С.
5. Спосіб виготовлення сталевої труби, що має високу розширюваність, що містить наступні етапи, на яких:
(а) нагрівають сталеву трубу, склад сталі якої містить, мас. %: С: від 0,1 до 0,45 %; Si: від 0,3 до 3,5 %; Мn: від 0,5 до 5 %; Р: 0,03 % або менше; S: 0,01 % або менше;
розчинний Аl: від 0,01 до 0,8 %, причому при вмісті Si менше 1,5 %, вміст розчинного Аl становить не менше ніж 0,1 % і не більше ніж 0,8; N: 0,05 % або менше; О: 0,01 % або менше, і, за вибором, щонайменше один елемент, вибраний зі щонайменше однієї з описаних нижче груп (А)-(Е), з балансом з Fe і забруднювальних домішок,
при цьому група (А) містить Сr в кількості, що становить 1,5 % або менше, і Сu в кількості, що становить 3,0 % або менше;
група (В) містить Мо в кількості, що становить 1 % або менше;
група (С) містить Ni в кількості, що становить 2 % або менше;
група (D) містить Ті в кількості, що становить 0,3 % або менше; Nb в кількості, що становить 0,3 % або менше; V в кількості, що становить 0,3 % або менше; Zr в кількості, що становить 0,3 % або менше, і В в кількості, що становить 0,01 % або менше;
група (Е) містить Са в кількості, що становить 0,01 % або менше; Mg в кількості, що становить 0,01 % або менше, і REM в кількості, що становить 1,0 % або менше, до температури, що становить від 700 до 790 °С, і
(b) примусово охолоджують сталеву трубу до температури, що становить від 250 до 450 °С, при якому сталеву трубу піддають примусовому охолоджуванню зі швидкістю охолоджування, що дорівнює 100 °С/хв або більше, при температурі, що становить від 700 до 500 °С;
(c) витримують сталеву трубу при температурі, що становить від 250 до 450 °С, протягом 10 хвилин або більше, а потім
(d) охолоджують сталеву трубу до кімнатної температури.
6. Спосіб виготовлення сталевої труби, що має високу розширюваність, що містить наступні етапи, на яких:
(а) нагрівають сталеву трубу, склад сталі якої містить, мас. %: С: від 0,1 до 0,45 %; Si: від 0,3 до 3,5 %; Мn: від 0,5 до 5 %; Р: 0,03 % або менше; S: 0,01 % або менше; розчинний Аl: від 0,01 до 0,8 %, причому при вмісті Si менше 1,5 %, вміст розчинного Аl становить не менше ніж 0,1 % і не більше ніж 0,8; N: 0,05 % або менше; О: 0,01 % або менше, і, за вибором, щонайменше один елемент, вибраний зі щонайменше однієї з описаних нижче груп (А)-(Е), з балансом з Fe і забруднювальних домішок,
при цьому група (А) містить Сr в кількості, що становить 1,5 % або менше, і Сu в кількості, що становить 3,0 % або менше;
група (В) містить Мо в кількості, що становить 1 % або менше;
група (С) містить Ni в кількості, що становить 2 % або менше;
група (D) містить Ті в кількості, що становить 0,3 % або менше; Nb в кількості, що становить 0,3 % або менше; V в кількості, що становить 0,3 % або менше; Zr в кількості, що становить 0,3 % або менше, і В в кількості, що становить 0,01 % або менше;
група (Е) містить Са в кількості, що становить 0,01 % або менше; Mg в кількості, що становить 0,01 % або менше, і REM в кількості, що становить 1,0 % або менше, до температури, що становить від 700 до 790 °С, і
(b) примусово охолоджують сталеву трубу до температури, що становить від 250 до 450 °С, при якому сталеву трубу піддають примусовому охолоджуванню зі швидкістю охолоджування, що дорівнює 100 °С/хв або більше, при температурі, що становить від 700 до 500 °С;
(c) здійснюють контрольне охолоджування сталевої труби від кінцевої температури примусового охолоджування до 250 °С зі швидкістю охолоджування, що становить 10 °С/хв або менше, а потім
(d) охолоджують сталеву трубу до кімнатної температури.
Текст
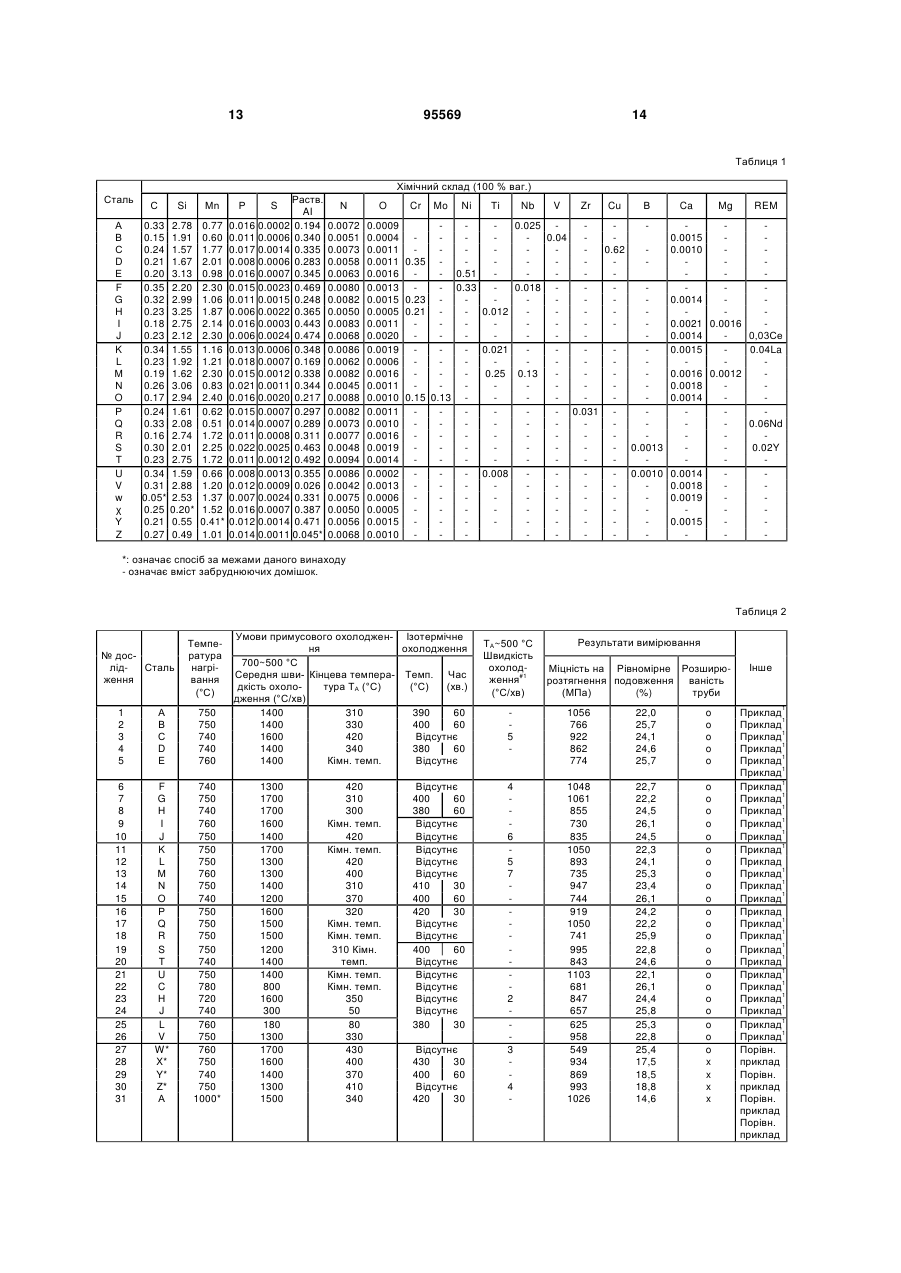
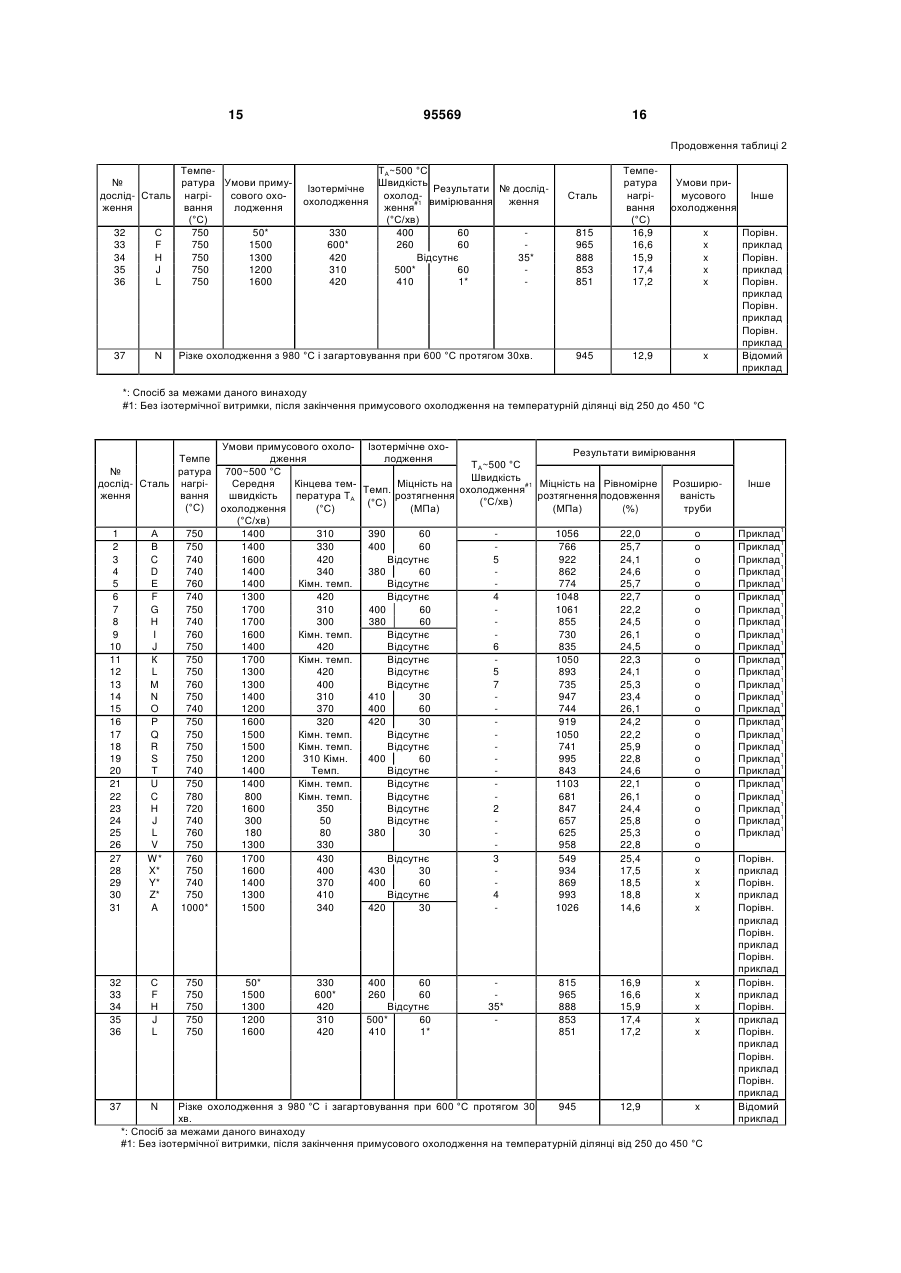
1. Сталева труба, що має високу розширюваність, яка відрізняється тим, що сталева труба має склад сталі, що містить, мас. %: С: від 0,1 до 0,45 %; Si: від 0,3 до 3,5 %; Мn: від 0,5 до 5 %; Р: 0,03 % або менше; S: 0,01 % або менше; розчинний Аl: від 0,01 до 0,8 %, причому при вмісті Si менше 1,5 %, вміст розчинного Аl становить не менше ніж 0,1 % і не більше ніж 0,8; N: 0,05 % або менше; О: 0,01 % або менше, і, за вибором, щонайменше один елемент, вибраний зі щонайменше однієї з описаних нижче груп (А)-(Е), з балансом з Fe і забруднювальних домішок, в якому сталь має змішану мікроструктуру, що містить ферит і одну або більше структур, вибраних з тонкого перліту, бейніту і мартенситу, при цьому сталь має міцність на розтягнення, що дорівнює 600 МПа або більше, і рівномірне подовження, що задовольняє наступну формулу (1): (1) u-el28-0,0075TS, де u-el - рівномірне подовження ( %), TS - міцність на розтягнення (МПа): при цьому група (А) містить Сr в кількості, що становить 1,5 % або менше, і Сu в кількості, що становить 3,0 % або менше; група (В) містить Мо в кількості, що становить 1,0 % або менше; група (С) містить Ni в кількості, що становить 2 % або менше; група (D) містить Ті в кількості, що становить 0,3 % або менше; Nb в кількості, що становить 0,3 % або менше; V в кількості, що становить 0,3 % або ме 2 (19) 1 3 95569 4 1,0 % або менше, до температури, що становить від 700 до 790 °С, і (b) примусово охолоджують сталеву трубу до температури, що становить 100 °С або менше, при якому сталеву трубу піддають примусовому охолоджуванню зі швидкістю охолоджування, що дорівнює 100 °С/хв або більше, при температурі, що становить від 700 до 500 °С. 5. Спосіб виготовлення сталевої труби, що має високу розширюваність, що містить наступні етапи, на яких: (а) нагрівають сталеву трубу, склад сталі якої містить, мас. %: С: від 0,1 до 0,45 %; Si: від 0,3 до 3,5 %; Мn: від 0,5 до 5 %; Р: 0,03 % або менше; S: 0,01 % або менше; розчинний Аl: від 0,01 до 0,8 %, причому при вмісті Si менше 1,5 %, вміст розчинного Аl становить не менше ніж 0,1 % і не більше ніж 0,8; N: 0,05 % або менше; О: 0,01 % або менше, і, за вибором, щонайменше один елемент, вибраний зі щонайменше однієї з описаних нижче груп (А)-(Е), з балансом з Fe і забруднювальних домішок, при цьому група (А) містить Сr в кількості, що становить 1,5 % або менше, і Сu в кількості, що становить 3,0 % або менше; група (В) містить Мо в кількості, що становить 1 % або менше; група (С) містить Ni в кількості, що становить 2 % або менше; група (D) містить Ті в кількості, що становить 0,3 % або менше; Nb в кількості, що становить 0,3 % або менше; V в кількості, що становить 0,3 % або менше; Zr в кількості, що становить 0,3 % або менше, і В в кількості, що становить 0,01 % або менше; група (Е) містить Са в кількості, що становить 0,01 % або менше; Mg в кількості, що становить 0,01 % або менше, і REM в кількості, що становить 1,0 % або менше, до температури, що становить від 700 до 790 °С, і (b) примусово охолоджують сталеву трубу до температури, що становить від 250 до 450 °С, при якому сталеву трубу піддають примусовому охолоджуванню зі швидкістю охолоджування, що дорівнює 100 °С/хв. або більше, при температурі, що становить від 700 до 500 °С; (c) витримують сталеву трубу при температурі, що становить від 250 до 450 °С, протягом 10 хвилин або більше, а потім (d) охолоджують сталеву трубу до кімнатної температури. 6. Спосіб виготовлення сталевої труби, що має високу розширюваність, що містить наступні етапи, на яких: (а) нагрівають сталеву трубу, склад сталі якої містить, мас. %: С: від 0,1 до 0,45 %; Si: від 0,3 до 3,5 %; Мn: від 0,5 до 5 %; Р: 0,03 % або менше; S: 0,01 % або менше; розчинний Аl: від 0,01 до 0,8 %, причому при вмісті Si менше 1,5 %, вміст розчинного Аl становить не менше ніж 0,1 % і не більше ніж 0,8; N: 0,05 % або менше; О: 0,01 % або менше, і, за вибором, щонайменше один елемент, вибраний зі щонайменше однієї з описаних нижче груп (А)-(Е), з балансом з Fe і забруднювальних домішок, при цьому група (А) містить Сr в кількості, що становить 1,5 % або менше, і Сu в кількості, що становить 3,0 % або менше; група (В) містить Мо в кількості, що становить 1 % або менше; група (С) містить Ni в кількості, що становить 2 % або менше; група (D) містить Ті в кількості, що становить 0,3 % або менше; Nb в кількості, що становить 0,3 % або менше; V в кількості, що становить 0,3 % або менше; Zr в кількості, що становить 0,3 % або менше, і В в кількості, що становить 0,01 % або менше; група (Е) містить Са в кількості, що становить 0,01 % або менше; Mg в кількості, що становить 0,01 % або менше, і REM в кількості, що становить 1,0 % або менше, до температури, що становить від 700 до 790 °С, і (b) примусово охолоджують сталеву трубу до температури, що становить від 250 до 450 °С, при якому сталеву трубу піддають примусовому охолоджуванню зі швидкістю охолоджування, що дорівнює 100 °С/хв. або більше, при температурі, що становить від 700 до 500 °С; (c) здійснюють контрольне охолоджування сталевої труби від кінцевої температури примусового охолоджування до 250 °С зі швидкістю охолоджування, що становить 10 °С/хв. або менше, а потім (d) охолоджують сталеву трубу до кімнатної температури. Даний винахід стосується сталевої труби, використовуваної для буріння нафтової свердловини або газової свердловини і розширюваної в свердловині, а також способу її виготовлення. Рівень техніки У свердловині для подачі по трубах нафти або газу з нафтового або газового родовища обсадна труба для запобігання руйнуванню бічної стінки під час/після буріння має конструкцію вставлених одна в одну труб, при цьому на ділянці близько до поверхні землі розміщують декілька вставлених одна в одну обсадних труб. При використанні конструкції вставлених труб необхідно пробурити великий стовбур, який відповідає зовнішній обсад ній трубі, що веде до підвищення витрат. В останні роки з метою розв'язання вищезазначеної проблеми використовують технологію розширення обсадних труб, тобто обсадну трубу розширюють в свердловині. Згідно з даним способом з'являється можливість закінчити свердловину бурінням свердловини меншого діаметра в порівнянні з традиційним способом, що дозволяє помітно знизити витрати. Однак при формуванні свердловини, що має одну свердловину з однаковим діаметром від верху до низу, потрібний суттєвий високий рівень розширення труби, що викликає проблеми, такі як сильний вигин або перфорована ділянка через 5 місцеве потоншення труби. Таким чином, утруднене застосування даного способу на практиці. Що стосується сталевої труби з високою розширюваністю, з рівня техніки відомі наступні патенти. У Патентному документі 1 описана безшовна сталева труба для нафтової свердловини з високим рівнем розширюваності, яка характеризується певним хімічним складом з метою збереження залишкової аустенітної фази в кількості, що перевищує або дорівнює 5 % об. фракції. У Патентному документі 2 описана безшовна сталева труба для нафтової свердловини, яка характеризується певним хімічним складом, а також зв'язком між вмістом Μn, Сr і Мо, а також зв'язком між вмістом С, Si, Μn, Сr і Mo. Патентний документ 1:JP 2006-9078A. Патентний документ 2:JP 2005-146414А. В обох патентних документах 1 і 2 розкриті технології створення сталевих труб з урахуванням їх розширюваності. Однак в прикладах, які ілюструють дані патенти, описані матеріали, що мають рівномірне подовження, яке максимально становить 21 %, при рівні міцності на розтягнення, що становить від 700 до 800 МПа, однак які не мають достатні характеристики розширення труб. Таким чином, автори даного винаходу досліджували створення матеріалів з великим рівномірним подовженням, виходячи з того, що необхідно підвищити рівномірне подовження матеріалів, щоб забезпечити їх набагато більш високу розширюваність. В результаті було встановлено, що рівномірне подовження відпущеної мартенситної сталі, в основному використовуваної для одержання безшовних сталевих труб для нафтових свердловин, загалом є низьким. Подальші дослідження показали, що погане рівномірне подовження обумовлюється відпущеною мартенситною структурою, що складається з єдиної феритної фази. Тому була досліджена дія металографічної структури рівномірного подовження і були одержані наступні результати. (a) Рівномірну мартенситну структуру одержують в результаті загартовування, що являє собою основний спосіб термічної обробки для одержання безшовних сталевих труб для нафтових свердловин, після чого таку структуру змінюють на структуру, що складається з єдиної феритної фази, в результаті подальшого відпускання. У цьому відношенні даний спосіб є неадекватним з точки зору рівномірного подовження. (b) В тому випадку, якщо безшовну трубу для нафтової свердловини охолоджують після нагрівання при температурі загартовування, одержувана мікроструктура являє собою змішану структуру з фериту/перліту, а рівномірне подовження набагато поліпшується при такому ж рівні міцності. Одержані результати показують, що рівномірне подовження краще при змішаній структурі, що складається з більш м'якого фериту і більш твердого перліту, ніж при мікроструктурі, що складається з єдиної феритної фази. (c) Однак задача по визначенню достатньої міцності і в'язкості, необхідної для труби, призначеної для нафтової свердловини і що має змішану 95569 6 структуру, яка складається з фериту і перліту, є важкою. Коротке викладення суті винаходу Задачею даного винаходу є розробка сталевої труби, яка має міцність на розтягнення, що дорівнює або перевищує 60 МПа, і високу розширюваність, що запобігає виникненню будь-якого сильного вигину або перфорованої ділянки через місцеве потоншення труби при її сильному розширенні. Іншою задачею даного винаходу є розробка способу виготовлення таких сталевих труб. Автори даного винаходу сконцентрувалися на даній проблемі з точки зору хімічного складу, температури термічної обробки, швидкості охолоджування, характеристик охолоджування і т.п. і реалізовували даний винахід. Як заявлено нижче в пп. 1-7, предметом даного винаходу є створення сталевої труби з високою розширюваністю, і, як заявлено нижче в пп. 8-10, способу виготовлення сталевої труби з високою розширюваністю. 1. Сталева труба з високою розширюваністю, склад сталі якої містить, у % ваг., С: від 0,1 до 0,45 %; Si: від 0,3 до 3,5 %; Mn: від 0,5 до 5 %; Р: 0,03 % або менше; S:0,01 % або менше; розчинний AI: від 0,01 до 0,8 % (0,1 % або більше в тому випадку, якщо вміст Si становить менше 1,5 %); N :0,05 % або менше; О: 0,01 % або менше, з балансом з Fe і забруднювальних домішок, в якому сталь має міцність на розтягнення, що дорівнює 600 МПа або більше, і рівномірне подовження, що задовольняє наступній формулі (1): u-el28-0,0075TS (1), де u-el означає рівномірне подовження; TS означає міцність на розтягнення (МПа). 2. Сталева труба з високою розширюваністю за п. 1, склад сталі якої додатково містить, у % ваг., один або два елементи, вибраних з Сr в кількості, що становить 1,5 % або менше, і Сu в кількості, що становить 3,0 % або менше. 3. Сталева труба з високою розширюваністю, за п. 1 або 2, склад сталі якої додатково містить, у % ваг., Мо в кількості, що становить 1,0 % або менше. 4. Сталева труба з високою розширюваністю, за будь-яким з пп. 1-3, склад сталі якої додатково містить, у % ваг., Ni в кількості, що становить 2 % або менше. 5. Сталева труба з високою розширюваністю, за будь-яким з пп. 1-4, склад сталі якої додатково містить, у % ваг. щонайменше один елемент, вибраний з Ті, в кількості, що становить 0,3 % або менше; Nb в кількості, що становить 0,3 % або менше; V в кількості, що становить 0,3 % або менше; Zr в кількості, що становить 0,3 % або менше, і В в кількості, що становить 0,01 % або менше. 6. Сталева труба з високою розширюваністю, за будь-яким з пп. 1-5, склад сталі якої додатково містить, у % ваг. щонайменше один елемент, вибраний з Са, в кількості, що становить 0,01 % або менше; Mg в кількості, що становить 0,01 % або менше, і REM (рідкоземельний метал) в кількості, що становить 1,0 % або менше. 7 95569 7. Сталева труба з високою розширюваністю, за будь-яким з пп. 1-6, де сталева труба має рівномірне подовження, яке задовольняє наступній формулі: u-el29,5-0,0075TS (2), де u-el означає рівномірне подовження (%); TS означає міцність на розтягнення (МПа). 8. Спосіб виготовлення сталевої труби з високою розширюваністю, що містить наступні етапи, на яких: нагрівають сталеву трубу, що має склад, описаний вище за будь-яким з пп. 1-6, до температури від 700 до 790 °C, і примусово охолоджують сталеву трубу до температури, що становить 100 °C або менше, за допомогою охолоджувального пристрою, охолоджувальна здатність якого, що виражається швидкістю охолоджування від 700 до 500 °C, становить 100 °C/хв. або більше. 9. Спосіб виготовлення сталевої труби з високою розширюваністю, що містить наступні етапи, на яких: нагрівають сталеву трубу, що має склад, описаний вище за будь-яким з пп. 1-6, до температури, що становить від 700 до 790 °C, примусово охолоджують сталеву трубу до температури, що становить від 250 до 450 °C, за допомогою охолоджувального пристрою, охолоджувальна здатність якого, що виражається швидкістю охолоджування від 700 до 500 °C, становить 100 °C/хв. або більше; витримують сталеву трубу при температурі, що становить від 250 до 450 °C, протягом 10 хвилин або більше, а потім охолоджують сталеву трубу до кімнатної температури. 10. Спосіб виготовлення сталевої труби з високою розширюваністю, що містить наступні етапи, на яких: нагрівають сталеву трубу, що має склад, описаний вище за будь-яким з пп. 1-6, до температури, що становить від 700 до 790 °C, примусово охолоджують сталеву трубу до температури, що становить від 250 до 450 °C, за допомогою охолоджувального пристрою, охолоджувальна здатність якого, що виражається швидкістю охолоджування від 700 до 500 °C, становить 100 °C/хв. або більше; проводять контрольне охолоджування сталевої труби від кінцевої температури примусового охолоджування до 250 °C зі швидкістю охолоджування, що становить 10 °C/хв. або менше, а потім охолоджують сталеву трубу до кімнатної температури. Результати, одержувані завдяки використанню даного винаходу У процесі розширення труби згідно з даним винаходом навіть при високому коефіцієнті розтягнення не виникає таких проблем, як сильний вигин або перфорована ділянка через місцеве потоншення труби. Короткий опис креслень 8 Фіг. 1 являє собою вигляд, що показує зв'язок між міцністю на розтягнення і рівномірним подовженням сталевої труби згідно з даним винаходом і одержаною відомим способом. Переважні варіанти здійснення винаходу Сталева труба згідно з даним винаходом має високу розширюваність, незважаючи на високу міцність на розтягнення, що дорівнює 600 МПа або більше. Крім того, спосіб виготовлення сталевої труби згідно з даним винаходом являє собою спосіб виготовлення сталевої труби із заданим хімічним складом і термічною обробкою в заданих умовах з метою поліпшення розширюваності сталевої труби. Передусім, далі йде опис хімічного складу згідно з даним винаходом, а потім умов термічної обробки і причин обмежень. 1. Хімічний склад С: від 0,1 до 0,45 % Вуглець є суттєвим елементом, що визначає міцність матеріалу. Іншими словами, С сприяє поліпшенню рівномірного подовження, збільшуючи різницю в міцності між більш м'якою і більш твердою фазами. Для надання подібної дії вміст С повинен становити 0,1 % або більше. І навпаки, вміст С, що становить більше 0,45 %, погіршує в'язкість через зайве отвердіння більш твердої фази. Тому вміст С регулюють на рівні від 0,1 до 0,45 %. Переважна нижня межа становить 0,15 %, більш переважна - 0,25 %, а ще більш переважна - 0,35 %. Si: від 0,3 до 3,5 % Кремній є важливим елементом для досягнення високого рівня рівномірного подовження, оскільки Si сприяє стабілізації більш м'якої фази і, безумовно, одержанню більш м'якої фази. Для надання подібної дії вміст Si повинен становити 0,3 % або більше. І навпаки, надмірне додання Si погіршує гарячу обробку, тому його вміст повинен бути відрегульований на рівні, що становить від 0,3 до 3,5 %. Для того, щоб забезпечити досить високий рівень рівномірного подовження, переважна нижня межа вмісту Si повинна становити 1,5 %, однак більш переважна нижня межа вмісту Si становить 2,1 %. В тому випадку, якщо вміст розчинного AI становить менше 0,1 %, вміст Si повинен становити 1,5 % або більше. Mn: від 0,5 до 5 % Марганець також є важливим елементом для підтримування високого рівня рівномірного подовження за допомогою стабілізації більш м'якої фази, крім надання зміцнювальної дії завдяки посиленому гартувальному зміцненню. Для надання подібної дії вміст Mn повинен становити 0,5 % або більше. І навпаки, надмірне додання Mn, що становить більше 5 %, спричиняє погіршення в'язкості, тому його вміст регулюють на рівні, що становить від 0,5 до 5 %. Переважна нижня межа становить 1,0 %, а більш переважна нижня межа становить 2,5 %. Ще більш переважна нижня межа становить 3,5 %. Р: 0,03 % або менше Фосфор погіршує в'язкість через зниження міжкристалічної адгезії, тому його вміст повинен бути знижений до можливо більш низького рівня. Однак зайве зниження вмісту Ρ спричиняє підвищення вартості процесу одержання сталі, тому як 9 з точки зору підтримування в'язкості, так і з економічної точки зору верхню межу регулюють на рівні, що становить 0,003 %. Було встановлено, що допустима верхня межа вмісту Ρ становить 0,04 %. Для збереження достатньої в'язкості переважна верхня межа становить 0,02 %, а більш переважна верхня межа повинна становити 0,015 %. S: 0,01 % або менше Сірка погіршує в'язкість через зниження міжкристалічної адгезії, тому бажаним є зниження її вмісту до можливо більш низького рівня. Однак зайве зниження вмісту S спричиняє підвищення вартості процесу одержання сталі. Тому як з точки зору підтримування в'язкості, так і з ділових позицій допустиму верхню межу регулюють на рівні, що становить 0,01 %. Було встановлено, що допустима верхня межа становить 0,04 %. З метою збереження достатньої в'язкості переважна верхня межа становить 0,005 %, а більш переважна верхня межа повинна становити 0,002 %. Розчинний AI: від 0,01 до 0,8 % (0,1 % або більше в тому випадку, якщо вміст Si складає менше 1,5 %) Алюміній необхідний для розкиснення, а також для поліпшення рівномірного подовження завдяки стабілізації більш м'якої фази. Стабілізаційний ефект і хороше рівномірне подовження досягаються в тому випадку, якщо вміст розчинного AI становить 0,01 % або більше. В тому випадку, якщо його вміст є дуже низьким, досягнення достатнього рівня поліпшення стає важким. В тому випадку, якщо вміст AI становить 0,1 % або більше, може бути досягнутий достатній рівень поліпшення. Навіть якщо вміст розчинного AI становить 0,01 % або більше і менше 0,1 %, досягається достатній рівень поліпшення при доданні Si в кількості, що становить 1,5 % або більше. В тому випадку, якщо вміст розчинного AI перевищує 0,8 %, в процесі одержання сталі формуються неметалеві кластери включення, що приводить до погіршення в'язкості. Тому вміст розчинного AI регулюють на рівні, що становить від 0,01 до 0,8 %. В тому випадку, якщо вміст Si становить менше 1,5 %, вміст розчинного AI повинен становити 0,1 % або більше. Для збереження рівномірного подовження переважна нижня межа розчинного AI становить 0,2 %, а більш переважна нижня межа становить 0,3 %. N: 0,05 % або менше Було встановлено, що верхня межа вмісту N у вигляді забруднювальних домішок становить 0,05 %, оскільки N погіршує в'язкість. О: 0,01 % або менше Було встановлено, що верхня межа вмісту О у вигляді забруднювальних домішок становить 0,01 %, оскільки О погіршує в'язкість. Сталева труба згідно з даним винаходом містить вищеописані легуючі елементи і баланс з Fe і забруднювальних речовин. Сталева труба згідно з даним винаходом може, замість частини Fe, містити наступні елементи для поліпшення різних властивостей. Сr: 1,5 % або менше Хром не є суттєвим елементом, однак його додання, крім підсилювальної дії для гартувального зміцнення, здатне посилити сталеву трубу за 95569 10 допомогою стабілізації більш твердої фази завдяки взаємодії з атомами С. Таким чином, Сr може бути використаний з метою зміцнення. Помітний ефект досягається в тому випадку, якщо вміст Сr становить 0,1 % або більше, однак його надмірне додання спричиняє погіршення в'язкості. Тому при використанні Сr його вміст повинен переважно становити 1,5 % або менше. Сu: 3,0 % або менше Мідь не є суттєвим елементом, однак її додання здатне посилити сталеву трубу за допомогою дисперсійного тверднення під час повільного охолоджування або ізотермічного витримування. Помітний зміцнювальний ефект досягається в тому випадку, якщо вміст Сu становить 0,3 % або більше. Однак його надмірне додання спричиняє погіршення в'язкості і гарячої оброблюваності. Тому при використанні Сu його вміст повинен переважно становити 3,0 % або менше. Для збереження хорошої гарячої оброблюваності бажано додавати Сu спільно з Ni. Mo: 1 % або менше Молібден не є суттєвим елементом, однак його додання здатне поліпшити корозійну стійкість в умовах нафтового промислу. Тому в тих випадках, коли сталева труба повинна мати більш високу корозійну стійкість, доцільно додавати Мо. Помітний ефект досягається в тому випадку, якщо вміст Мо становить 0,05 % або більше. Однак його надмірне додання спричиняє погіршення в'язкості, тому при використанні Сr його вміст повинен переважно становити 1 % або менше. Ni: 2 % або менше Нікель не є суттєвим елементом, однак його додання сприяє підтримуванню високого рівня рівномірного подовження в результаті стабілізації більш м'якої фази. Помітний ефект стабілізації більш м'якою фазою досягається в тому випадку, якщо вміст Ni становить 0,1 % або більше. Однак його додання спричиняє підвищення вартості, тому при використанні Ni його вміст повинен переважно становити 1,5 % або менше, а більш переважно, верхня межа становить 1,0 %. Один або більше елементів, вибрані з Ті0,3 %, Nb0,3 %, V0,3 %, Zr0,3 % і В0,01 %. Титан, ніобій, ванадій і циркон не є суттєвими елементами. Крім додання одного або більше згаданих елементів, зерниста структура сталевої труби рафінується в результаті осадження ними карбонітридів, що приводить до поліпшення в'язкості. Така дія є помітною в тому випадку, якщо вміст одного або більше згаданих елементів становить 0,003 % або більше, і навпаки, їх надмірне додання спричиняє погіршення в'язкості. Тому при використанні одного або більше елементів, вибраних з Ті, Nb, V і Zr, вміст кожного елемента повинен переважно становити 0,3 % або менше. Бор не є суттєвим елементом, але його додання здатне поліпшити в'язкість сталевої труби завдяки поліпшенню міжкристалічної адгезії. Така дія є помітною в тому випадку, якщо вміст В становить 0,0005 % або більше. І, навпаки, його надмірне додання спричиняє формування карбонітриду на межах зерен, що приводить до погіршення 11 в'язкості. Тому при доданні В його вміст повинен переважно становити 0,01 % або менше. Один або більше елементів, вибраних з Са0,01 %, Mg0,01 % і REM1,0 %. Кальцій, магній і REM (рідкоземельний метал) не є суттєвими елементами, однак додання згаданих елементів здатне поліпшити гарячу оброблюваність і може бути ефективним в тому випадку, коли сталеву трубу одержують інтенсивною гарячою обробкою. Дія по поліпшенню гарячої обробки є помітною в тому випадку, якщо вміст кожного елемента становить 0,0005 % або більше. І, навпаки, їх надмірне додання знижує прецизійність поверхні на нарізній ділянці. Тому при використанні одного або більше елементів, вибраних з Са, Mg і REM, вміст кожного елемента повинен переважно становити 0,01 %, 0,01 % і 1,0 % відповідно. Спільне додання двох або більше згаданих елементів здатне забезпечити подальше поліпшення гарячої обробки. Згідно з даним описом REM є загальним терміном, що представляє 17 видів елементів, тобто Sc, Υ і лантаноїдні елементи, а вміст REM означає загальну кількість вищезазначених елементів. 2. Спосіб одержання (1) Одержання сталі і виготовлення труб Способи одержання сталі і виготовлення труб у даному винаході не є обмежувальними, тому можуть бути використані звичайні способи. Наприклад, можуть бути використані способи виготовлення труб, що містять виготовлення безшовних сталевих труб, зварне з'єднання після згортання сталевих листів у вигляді циліндра або т.п. (2) Термічна обробка Даний винахід дозволяє одержати сталеву трубу з високою розширюваністю, високий коефіцієнт розширення якої забезпечується заданою термічною обробкою сталевої труби, що має вищеописаний хімічний склад, з метою надання їй великого рівномірного подовження. Процес термічної обробки здійснюють в наступних умовах. Температура нагрівання: від 700 до 790 °C Оскільки температура нагрівання є дуже низькою, високий рівень гартувального зміцнення не може бути досягнутий, тому матеріал повинен бути нагрітий до температури, що становить 700 °C або більше. І, навпаки, оскільки більш висока температура нагрівання знижує або зменшує вміст феритної фази в більш м'якій фазі, верхня температурна межа повинна становити 790 °C або більше. Тривалість витримки, яка не обмежується у даному винаході, переважно повинна становити від 5 хв. або більше до 60 хв. або менше. Швидкість охолоджування: середня швидкість охолоджування, що становить 100 °C/хв. або більше при температурі від 700 до 500 °C. Завдяки примусовому охолоджуванню нагрітої сталевої труби до температури, що становить 100 °C або менше, охолоджувальною установкою, 95569 12 охолоджувальна здатність якої, що розраховується по швидкості охолоджування при температурі від 700 до 500 °C, становить 100 °C/хв. або більше, мікроструктура сталевої труби перетворюється в змішану мікроструктуру, в якій більш твердий перліт, бейніт або мартенсит тонко диспергується в більш м'якій феритній матриці. Це забезпечує набагато більш кращий рівномірний розподіл з точки зору змішаної мікроструктури з більш м'якою і твердою фазами. В тому випадку, якщо сталеву трубу піддають безперервному примусовому охолоджуванню без зміни охолоджувальної установки, швидкість охолоджування знижується з пониженням температури. Згідно з даним винаходом, примусове охолоджування приблизно до 100 °C в умовах, за яких середня швидкість охолоджування при температурі від 700 до 500 °C, становить 100 °C/хв. або більше, є достатнім для досягнення поставленої мети. Швидкість охолоджування, що становить 100 °C/хв., може бути використана при температурі менше 500 °C. Крім того, витримка після припинення примусового охолоджування при температурі від 450 до 250 °C сприяє формуванню залишкового аустеніту і спричиняє помітне механічне зміцнення, яке забезпечує набагато більш краще рівномірне подовження. Для одержання достатнього ефекту переважний час витримки повинен становити 10 хв. або більше. Після витримки може бути використаний будь-який спосіб охолоджування, такий як примусове охолоджування або охолоджування на повітрі. Замість витримки подібна дія може бути досягнута в результаті повільного охолоджування зі швидкістю охолоджування, що становить 10 °C/хв. або менше, при температурі від кінцевої температури примусового охолоджування до 250 °C після припинення примусового охолоджування при температурі, що становить більше 250 °C, але не вище 450 °C, що також сприяє формуванню залишкового аустеніту. Після повільного охолоджування може бути використаний будь-який спосіб охолоджування, такий як примусове охолоджування або охолоджування на повітрі. Інше: Відпускання, яке в принципі є надмірним у даному винаході, може бути здійснене при більш низьких температурах або при температурі менше 500 °C. Приклади Сорти сталі, що мають хімічні склади, вказані в Таблиці 1, плавлять, піддають гарячому куванню і гарячому прокатуванню з одержанням зразків пластин товщиною 10 мм, шириною 120 мм і довжиною 330 мм. Після обробки, описаної в Таблиці 2, одержують зразки для досліджень на розтягнення з базовим діаметром, що дорівнює 4 мм, міцність на розтягнення і рівномірне подовження яких вимірюють під час випробувань на розтягнення. 13 95569 14 Таблиця 1 Хімічний склад (100 % ваг.) Сталь А В С D Ε F G Η I J K L Μ Ν O Ρ Q R S Τ U V w χ Υ Z С Si Μn 0.33 0.15 0.24 0.21 0.20 0.35 0.32 0.23 0.18 0.23 0.34 0.23 0.19 0.26 0.17 0.24 0.33 0.16 0.30 0.23 0.34 0.31 0.05* 0.25 0.21 0.27 2.78 1.91 1.57 1.67 3.13 2.20 2.99 3.25 2.75 2.12 1.55 1.92 1.62 3.06 2.94 1.61 2.08 2.74 2.01 2.75 1.59 2.88 2.53 0.20* 0.55 0.49 0.77 0.60 1.77 2.01 0.98 2.30 1.06 1.87 2.14 2.30 1.16 1.21 2.30 0.83 2.40 0.62 0.51 1.72 2.25 1.72 0.66 1.20 1.37 1.52 0.41* 1.01 Раств. AI 0.016 0.0002 0.194 0.011 0.0006 0.340 0.017 0.0014 0.335 0.008 0.0006 0.283 0.016 0.0007 0.345 0.015 0.0023 0.469 0.011 0.0015 0.248 0.006 0.0022 0.365 0.016 0.0003 0.443 0.006 0.0024 0.474 0.013 0.0006 0.348 0.018 0.0007 0.169 0.015 0.0012 0.338 0.021 0.0011 0.344 0.016 0.0020 0.217 0.015 0.0007 0.297 0.014 0.0007 0.289 0.011 0.0008 0.311 0.022 0.0025 0.463 0.011 0.0012 0.492 0.008 0.0013 0.355 0.012 0.0009 0.026 0.007 0.0024 0.331 0.016 0.0007 0.387 0.012 0.0014 0.471 0.014 0.0011 0.045* Ρ S Ν O 0.0072 0.0051 0.0073 0.0058 0.0063 0.0080 0.0082 0.0050 0.0083 0.0068 0.0086 0.0062 0.0082 0.0045 0.0088 0.0082 0.0073 0.0077 0.0048 0.0094 0.0086 0.0042 0.0075 0.0050 0.0056 0.0068 0.0009 0.0004 0.0011 0.0011 0.0016 0.0013 0.0015 0.0005 0.0011 0.0020 0.0019 0.0006 0.0016 0.0011 0.0010 0.0011 0.0010 0.0016 0.0019 0.0014 0.0002 0.0013 0.0006 0.0005 0.0015 0.0010 Cr 0.35 0.23 0.21 0.15 Mo Ni Ті Nb V Zr Cu В Ca Mg REM 0.025 0.04 0.0015 0.62 0.0010 - 0.51 - 0.33 0.018 0.0014 - 0.012 0.0021 0.0016 0.0014 0,03Се - 0.021 0.0015 0.04La 0.25 0.13 0.0016 0.0012 0.0018 0.13 0.0014 - 0.031 0.06Nd - 0.0013 0.02Y - 0.008 - 0.0010 0.0014 0.0018 0.0019 0.0015 *: означає спосіб за межами даного винаходу - означає вміст забруднюючих домішок. Таблиця 2 № дослідСталь ження Температура нагрівання (°С) 1 2 3 4 5 А В С D Ε 750 750 740 740 760 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 F G Η I J K L Μ Ν O Ρ Q R S Τ U C Η J L V W* X* Y* Ζ* А 740 750 740 760 750 750 750 760 750 740 750 750 750 750 740 750 780 720 740 760 750 760 750 740 750 1000* Умови примусового охолоджен- Ізотермічне ня охолодження 700~500 °C Середня шви- Кінцева темпера- Темп. Час дкість охолотура ТА (°С) (°С) (хв.) дження (°С/хв) 1400 310 390 60 1400 330 400 60 1600 420 Відсутнє 1400 340 380 60 1400 Кімн. темп. Відсутнє 1300 1700 1700 1600 1400 1700 1300 1300 1400 1200 1600 1500 1500 1200 1400 1400 800 1600 300 180 1300 1700 1600 1400 1300 1500 420 310 300 Кімн. темп. 420 Кімн. темп. 420 400 310 370 320 Кімн. темп. Кімн. темп. 310 Кімн. темп. Кімн. темп. Кімн. темп. 350 50 80 330 430 400 370 410 340 Відсутнє 400 60 380 60 Відсутнє Відсутнє Відсутнє Відсутнє Відсутнє 410 30 400 60 420 30 Відсутнє Відсутнє 400 60 Відсутнє Відсутнє Відсутнє Відсутнє Відсутнє 380 30 Відсутнє 430 30 400 60 Відсутнє 420 30 ТА~500 °C Швидкість охолодження#1 (°С/хв) Результати вимірювання Міцність на Рівномірне Розширюрозтягнення подовження ваність (МПа) (%) труби 5 1056 766 922 862 774 22,0 25,7 24,1 24,6 25,7 o o o o o 4 6 5 7 2 3 4 1048 1061 855 730 835 1050 893 735 947 744 919 1050 741 995 843 1103 681 847 657 625 958 549 934 869 993 1026 22,7 22,2 24,5 26,1 24,5 22,3 24,1 25,3 23,4 26,1 24,2 22,2 25,9 22,8 24,6 22,1 26,1 24,4 25,8 25,3 22,8 25,4 17,5 18,5 18,8 14,6 o o o o o o o o o o о o o o o o o о o o o o x x x x Інше Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад Приклад1 Приклад1 Приклад1 Приклад Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Порівн. приклад Порівн. приклад Порівн. приклад Порівн. приклад 15 95569 16 Продовження таблиці 2 Темпе№ ратура Умови примудослід- Сталь нагрісового охоження вання лодження (°С) 32 С 750 50* 33 F 750 1500 34 Η 750 1300 35 J 750 1200 36 L 750 1600 37 Ν Ізотермічне охолодження 330 600* 420 310 420 ТА~500 °C Швидкість Результати № дослідохолодження #1 вимірювання ження (°С/хв) 400 60 260 60 Відсутнє 35* 500* 60 410 1* Різке охолодження з 980 °C і загартовування при 600 °C протягом 30хв. 815 965 888 853 851 Температура нагрівання (°С) 16,9 16,6 15,9 17,4 17,2 945 12,9 Сталь Умови примусового охолодження x x x x x x Інше Порівн. приклад Порівн. приклад Порівн. приклад Порівн. приклад Порівн. приклад Відомий приклад *: Спосіб за межами даного винаходу #1: Без ізотермічної витримки, після закінчення примусового охолодження на температурній ділянці від 250 до 450 °C Умови примусового охоло- Ізотермічне охоРезультати вимірювання дження лодження Темпе ТА~500 °C № ратура 700~500 °C Швидкість дослід- Сталь нагріСередня Кінцева темМіцність на Міцність на Рівномірне Розширюохолодження#1 Темп. ження вання швидкість пература ТА розтягнення розтягнення подовження ваність (°С/хв) (°С) (°С) охолодження (°С) (МПа) (МПа) (%) труби (°С/хв) 1 А 750 1400 310 390 60 1056 22,0 о 2 В 750 1400 330 400 60 766 25,7 о 3 C 740 1600 420 Відсутнє 5 922 24,1 о 4 D 740 1400 340 380 60 862 24,6 о 5 Ε 760 1400 Кімн. темп. Відсутнє 774 25,7 о 6 F 740 1300 420 Відсутнє 4 1048 22,7 о 7 G 750 1700 310 400 60 1061 22,2 о 8 Η 740 1700 300 380 60 855 24,5 о 9 I 760 1600 Кімн. темп. Відсутнє 730 26,1 о 10 J 750 1400 420 Відсутнє 6 835 24,5 о 11 К 750 1700 Кімн. темп. Відсутнє 1050 22,3 о 12 L 750 1300 420 Відсутнє 5 893 24,1 о 13 Μ 760 1300 400 Відсутнє 7 735 25,3 о 14 Ν 750 1400 310 410 30 947 23,4 о 15 O 740 1200 370 400 60 744 26,1 о 16 Ρ 750 1600 320 420 30 919 24,2 о 17 Q 750 1500 Кімн. темп. Відсутнє 1050 22,2 о 18 R 750 1500 Кімн. темп. Відсутнє 741 25,9 о 19 S 750 1200 310 Кімн. 400 60 995 22,8 о 20 Τ 740 1400 Темп. Відсутнє 843 24,6 о 21 U 750 1400 Кімн. темп. Відсутнє 1103 22,1 о 22 C 780 800 Кімн. темп. Відсутнє 681 26,1 о 23 Η 720 1600 350 Відсутнє 2 847 24,4 о 24 J 740 300 50 Відсутнє 657 25,8 о 25 L 760 180 80 380 30 625 25,3 о 26 V 750 1300 330 958 22,8 о 27 W* 760 1700 430 Відсутнє 3 549 25,4 о 28 X* 750 1600 400 430 30 934 17,5 x 29 Y* 740 1400 370 400 60 869 18,5 x 30 Z* 750 1300 410 Відсутнє 4 993 18,8 x 31 A 1000* 1500 340 420 30 1026 14,6 x 32 33 34 35 36 С F Η J L 750 750 750 750 750 50* 1500 1300 1200 1600 330 600* 420 310 420 400 260 60 60 Відсутнє 500* 60 410 1* 35* 815 965 888 853 851 16,9 16,6 15,9 17,4 17,2 x x x x x Різке охолодження з 980 °C і загартовування при 600 °C протягом 30 945 12,9 x хв. *: Спосіб за межами даного винаходу #1: Без ізотермічної витримки, після закінчення примусового охолодження на температурній ділянці від 250 до 450 °C 37 N Інше Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 1 Приклад Приклад1 Приклад1 Приклад1 Приклад1 Приклад1 Порівн. приклад Порівн. приклад Порівн. приклад Порівн. приклад Порівн. приклад Порівн. приклад Порівн. приклад Порівн. приклад Порівн. приклад Порівн. приклад Відомий приклад 17 95569 1 Приклад : Приклад згідно з даним винаходом Порівняльний приклад Дослідження №№ 1-26 ілюструють способи згідно з даним винаходом, а дослідження №№ 2766 ілюструють порівняльні способи. У порівняльних способах №№ 31-36 хімічні склади сталі знаходяться за межами даного винаходу. Виробничі процеси в порівняльних способах №№ 31-36 відповідають даному винаходу, незважаючи на те, що їх хімічні склади задовольняють даному винаходу. У дослідженні 37 сталь піддають традиційному загартовуванню і відпусканню, що задовольняє хімічному складу згідно з даним винаходом. Результати прикладів даного винаходу, порівняльних способів і традиційного способу, описаних в таблиці 2, проілюстровані на фіг. 1. Як показано в таблиці 2 і на фіг. 1, зразки, використовувані в способах згідно з даним винаходом, мають високу міцність на розрив (TS (МПа)), що становить 600 МПа або більше. У прикладах згідно з даним винаходом рівномірне подовження и-el(%) задовольняє наступній формулі (1), а також задовольняє формулі (2), що являє собою переважний зв'язок, який показує високий ступінь рівномірного подовження: Комп’ютерна верстка Л.Литвиненко 18 u-el28-0,0075TS u-el29,5-0,0075TS (1), (2). Тоді як в порівняльному способі і традиційному способі (дослідження № 27) міцність на розтягнення була дуже низькою навіть в тому випадку, коли рівномірне подовження було прийнятним, або рівномірне подовження було дуже низьким, навіть в тому випадку, коли міцність на розтягнення була прийнятною, демонструючи тим самим незадовільні характеристики сталевої труби для нафтової свердловини. Промислова застосовність Згідно з даним винаходом сталева труба з високою розширюваністю може бути одержана більш економічно вигідним способом в порівнянні з традиційними способами. Тому, оскільки сталева труба згідно з даним винаходом може бути розширена з високим коефіцієнтом розширення, без будьякої перфорованої ділянки через місцеве потоншення або сильний вигин труби, стає можливою економічно вигідна розробка нафтової свердловини або газової свердловини, що вносить свій внесок в стабільне енергопостачання у всьому світі. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSteel pipe with excellent enlarging and method for production thereof (variants)
Автори англійськоюKondo Kunio, Arai Yuji
Назва патенту російськоюСтальная труба с високой розширенностью и способ её изготовления (варианты)
Автори російськоюКондо Кунио, Араи Юдзи
МПК / Мітки
МПК: C21D 9/08, C22C 38/58, C22C 38/06, C22C 38/00
Мітки: варіанти, сталева, труба, розширюваністю, високою, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/9-95569-staleva-truba-z-visokoyu-rozshiryuvanistyu-i-sposib-vigotovlennya-varianti.html" target="_blank" rel="follow" title="База патентів України">Сталева труба з високою розширюваністю і спосіб її виготовлення (варіанти)</a>
Розширювана при закладанні сталева труба для нафтової свердловини (варіанти)
Номер патенту: 79213
Опубліковано: 25.05.2007
Автори: Амая Хісасі, Араі Юдзі
МПК: E21B 7/28, C22C 38/00
Мітки: нафтової, труба, закладанні, сталева, розширювана, варіанти, свердловини
Формула / Реферат:
1. Розширювана при закладанні сталева труба для нафтової свердловини, яка виготовлена зі сталі, що містить, мас. %: вуглець 0,05 – 0,45, кремній 0,1 – 1,5, марганець 0,1 – 3,0, фосфор 0,03 або менше, сірку 0,01 або менше, розчинний алюміній 0,05 або менше, і решту у вигляді заліза і неминучих домішок, при цьому вміст розчиненого азоту становить 40 частин на мільйон або менше.2. Розширювана при закладанні сталева труба для нафтової...
Низьколегована сталь для нафтогазопромислових труб (варіанти) і безшовна сталева труба
Номер патенту: 90948
Опубліковано: 10.06.2010
Автори: Томомацу Куніакі, Араі Юдзі, Абе Тосіхару, Омура Томохіко
МПК: C22C 38/38, C22C 38/22
Мітки: безшовна, сталь, низьколегована, труба, нафтогазопромислових, труб, варіанти, сталева
Формула / Реферат:
1. Низьколегована сталь для нафтогазопромислових труб із межею текучості від 654 МПа до 757 МПа і підвищеною стійкістю до водневого розтріскування (НІС) і розтріскування під дією напруг у сульфітному середовищі (SSP)у оточуючих середовищах з високим тиском сірководню, яка містить, мас. %:від 0,10 до 0,60 Свід 0,05 до 0,5 Siвід 0,05 до 3,0 Mn0,025 або менше Р0,010 або менше Sвід 0,005 до 0,10...
Спосіб виготовлення сталевої смуги та сталева смуга (варіанти)
Номер патенту: 77001
Опубліковано: 16.10.2006
Автори: Блейд Уолтер, Стрезов Лазар, Махапатра Рама Баллав
МПК: B22D 11/06
Мітки: смуги, сталевої, виготовлення, смуга, сталева, варіанти, спосіб
Формула / Реферат:
1. Спосіб виготовлення сталевої смуги методом безперервного лиття, що включає операції, при якихa) встановлюють пару горизонтальних охолоджуваних прокатних валків із зазором між ними і обладнують їх обмежувальними пристроями, розміщеними у зоні кінцевих ділянок цього зазору;b) вводять розплавлену низьковуглецеву сталь з вмістом загального кисню щонайменше 100 частин на мільйон та з вмістом вільного кисню від 30 до 50 частин на...
Композитна армована стрічка (варіанти), труба, яка має гелікоїдально змотану композитну стрічку, та спосіб її виготовлення (варіанти)
Номер патенту: 93924
Опубліковано: 25.03.2011
Автори: Тейлор Джон Джерард, Гарві Стівен Дейвід Джералд, Мелвіл Шон Томас
МПК: F16L 57/00, F16L 9/00, B29C 53/00
Мітки: має, армована, композитну, змотану, спосіб, стрічка, гелікоїдально, яка, виготовлення, труба, варіанти, стрічку, композитна
Формула / Реферат:
1. Композитна стрічка, здатна змотуватися для утворення гелікоїдальної труби для транспортування рідини, яка має:подовжену полімерну стрічку, яка має базу з нижнім боком, який визначає внутрішню поверхню, і верхнім боком, який визначає зовнішню поверхню;щонайменше одне повздовжнє простягнене ребро, яке виступає догори від зовнішньої поверхні бази і яке має віддалений від бази кінець;подовжений внутрішній елемент...
Композиційна стрічка для навивання спіральної труби (варіанти), труба, виготовлена спіральним навиванням композиційної стрічки (варіанти) та спосіб виготовлення спірально навитої пластикової труби із металевою
Номер патенту: 82320
Опубліковано: 10.04.2008
Автори: Бейтмен Аян Роджер, Уйсал Гульчай
МПК: B29C 63/26, F16L 9/00, B29C 53/00
Мітки: пластикової, виготовлена, варіанти, навиванням, навитої, металевою, навивання, труба, композиційної, композиційна, трубі, виготовлення, спіральним, стрічка, спосіб, спірально, стрічки
Формула / Реферат:
1. Композиційна стрічка для навивання спіральної труби для транспортування рідини, яка має:довгасту пластикову стрічку, що має основну частину з нижнім боком, який визначає внутрішню поверхню, і верхнім боком, який визначає зовнішню поверхню,щонайменше одну поздовжню реброву частину, яка прямо виступає із зовнішньої поверхні основної частини, тадовгасту поздовжню армувальну стрічку, яку утримує від поперечного зміщення...
Попередній патент: Спосіб одержання біологічно активних речовин з антимікробною, протизапальною та репаративною активністю
Наступний патент: Спосіб одержання засобу з мембраностабілізуючою та протизапальною дією
Випадковий патент: Збір із рослинної сировини