Спосіб виготовлення сталевої смуги та сталева смуга (варіанти)
Номер патенту: 77001
Опубліковано: 16.10.2006
Автори: Блейд Уолтер, Стрезов Лазар, Махапатра Рама Баллав


Формула / Реферат
1. Спосіб виготовлення сталевої смуги методом безперервного лиття, що включає операції, при яких
a) встановлюють пару горизонтальних охолоджуваних прокатних валків із зазором між ними і обладнують їх обмежувальними пристроями, розміщеними у зоні кінцевих ділянок цього зазору;
b) вводять розплавлену низьковуглецеву сталь з вмістом загального кисню щонайменше 100 частин на мільйон та з вмістом вільного кисню від 30 до 50 частин на мільйон між парою горизонтальних охолоджувальних прокатних валків для формування ванни розплаву між ними;
c) забезпечують обертання вказаних прокатних валків у протилежних напрямках, за допомогою яких отверджують шари розплавленої сталі з рівнямивключень оксидів, що відображає вміст загального кисню у розплавленій сталі;
d) виготовляють затверділу тонколистову смугу з затверділих шарів в зазорі між горизонтальними охолоджувальними прокатними валками.
2. Спосіб виготовлення сталевої смуги за п. 1, який відрізняється тим, що як розплав у ванні використовують розплавлену сталь, яка містить: вуглець в межах від 0,001 до 0,01 мас. %, марганець - від 0,01 до 2,0 мас. %, кремній - від 0,01 до 10 мас. %.
3. Спосіб виготовлення сталевої смуги за п. 2, який відрізняється тим, що якрозплав у ванні використовують розплавлену сталь з додатковим вмістом алюмінію ≤ 0,01 мас. %.
4. Спосіб виготовлення сталевої смуги за будь-яким з пп. 1-3, який відрізняється тим, що якрозплав у ванні використовують розплавлену сталь з вмістом кисню від 100 до 250 частин на мільйон.
5. Спосіб виготовлення сталевої смуги за будь-яким з пп. 1-4, який відрізняється тим, що використовують розплавлену сталь, що містить оксидні включення, які складаються з одного або декількох оксидів MnO, SiO2 і Аl2О3, при цьому ці включення розподіляють у сталі з їх густиною в межах від 2 г/см3 до 4 г/см3.
6. Спосіб виготовлення сталевої смуги за будь-яким з пп. 1-5, який відрізняється тим, що використовують розплавлену сталь, оксидні включення якої мають розмір від 2 до 12 мікронів.
7. Спосіб виготовлення сталевої смуги за будь-яким з пп. 1-6, який відрізняється тим, що використовують розплавлену сталь з вмістом сірки менше 0,01 мас. %.
8. Спосіб виготовлення сталевої смуги за п. 1, який відрізняється тим, що перед формуванням ванни розплаву між валками додатково здійснюють рафінування та розкислення сталі у ковші, що включає нагрівання шихтового і шлакоутворюючого матеріалу у ковші для виготовлення розплаву сталі, покритого шлаком, який містить оксиди кремнію, марганцю і кальцію, розкислюють сталь кремнієм або марганцем, знесірчують її, причому перемішують розплав сталі у ковші шляхом введення у розплавлену сталь під тиском інертного газу, а потім вводять під тиском кисень для одержання розплавленої сталі з вмістом загального кисню більше 100 частин на мільйон.
9. Спосіб виготовлення сталевої смуги за п. 8, який відрізняється тим, що при знесірченні сталі вміст сірки у розплавленій сталі знижується до величини менше 0,01 мас. %.
10. Спосіб виготовлення сталевої смуги за будь-яким з пп. 8 або 9, який відрізняється тим, що затверділою сталлю є розкислена кремнієм або марганцем сталь, із оксидними включеннями, що містять один або декілька оксидів MnO, SiO2, Аl2O3.
11. Спосіб виготовлення сталевої смуги за будь-яким з пп. 8-10, який відрізняється тим, що оксидні включення мають розмір від 2 до 12 мікронів.
12. Спосіб виготовлення сталевої смуги за будь-яким з пп. 8-11, який відрізняється тим, що затверділа сталь містить загальний кисень від 100 до 250 частин на мільйон.
13. Тонколистова сталева смуга, виготовлена методом безперервного лиття з використанням пари горизонтальних охолоджувальних прокатних валків, яка має товщину до 5 мм і виготовлена з затверділої сталі, що містить затверділі включення оксидів, розподілені таким чином, що на глибину 2 мікрону від поверхні поверхневі зони смуги містять згадані включення при питомій густині щонайменше близько 120 включень/мм2.
14. Тонколистова сталева смуга за п. 13, яка відрізняється тим, що затверділою сталлю є розкислена кремнієм або марганцем сталь, із оксидними включеннями, що містять один або декілька оксидів MnO, SiO2, Аl2O3.
15. Тонколистова сталева смуга за будь-яким з пп. 13 або 14, яка відрізняється тим, що оксидні включення мають розмір від 2 до 12 мікронів.
16. Тонколистова сталева смуга за будь-яким з пп. 13-15, яка відрізняється тим, що затверділа сталь являє собою сталь з вмістом загального кисню від 100 до 250 частин на мільйон і вмістом вільного кисню від 30 до 50 частин на мільйон у розплаві сталі, з якої виконана ця смуга.
17. Тонколистова сталева смуга, одержана методом безперервного лиття з використанням пари охолоджувальних горизонтальних прокатних валків, яка має товщину менше 5 мм і виготовлена з затверділої сталі, що містить включення оксидів, розподілені таким чином, що відображають вміст загального кисню від 100 до 250 частин на мільйон і вміст вільного кисню від 30 до 50 частин на мільйон у розплаві сталі, з якої виконана ця смуга.
18. Тонколистова сталева смуга за п. 17, яка відрізняється тим, що затверділа сталь являє собою сталь, розкислену кремнієм або марганцем, а оксидні включення містять один або декілька оксидів MnO, SiO2 і Аl2O3.
19. Тонколистова сталева смуга за будь-яким з пп. 17 або 18, яка відрізняється тим, що оксидні включення мають розмір від 2 до 12 мікронів.
Текст
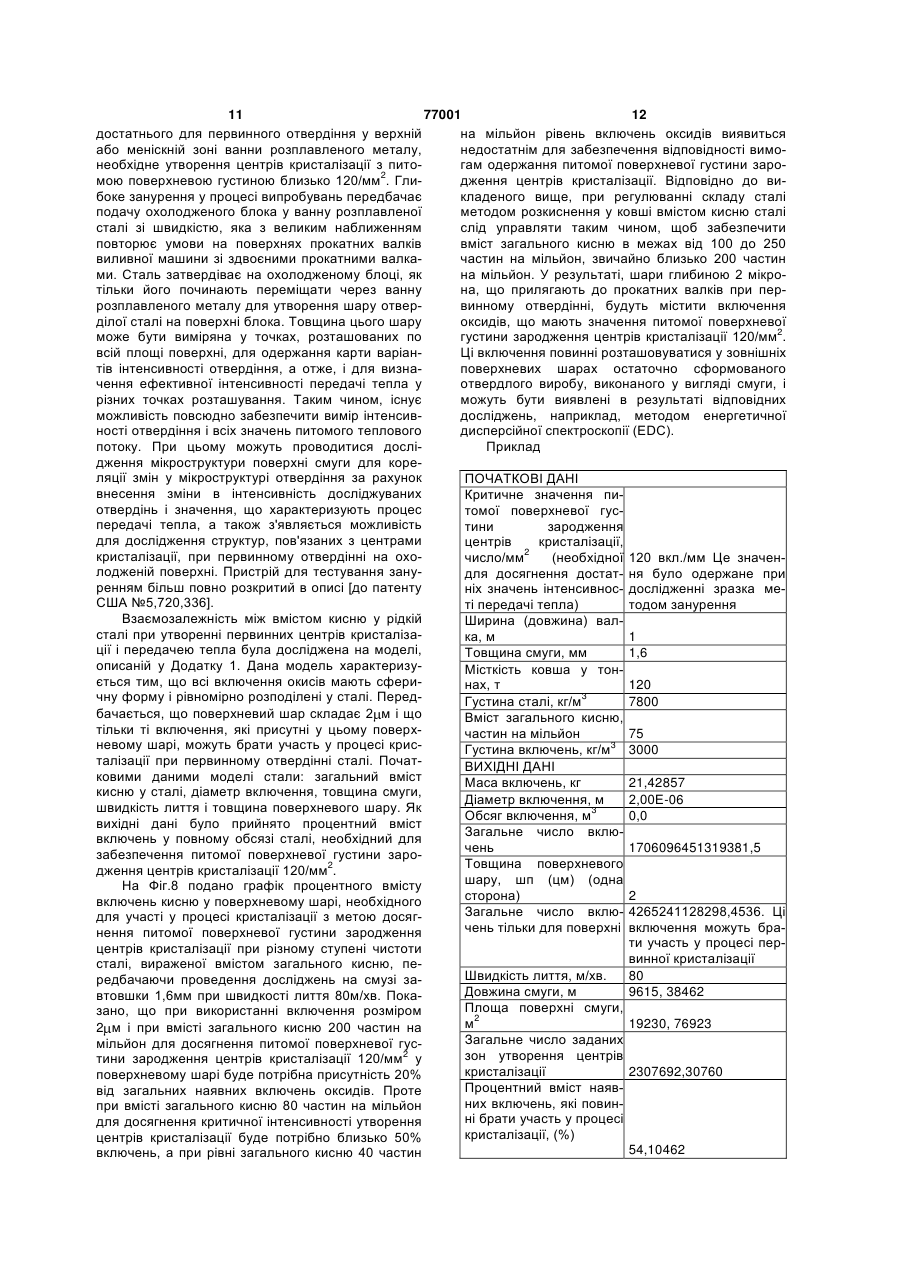
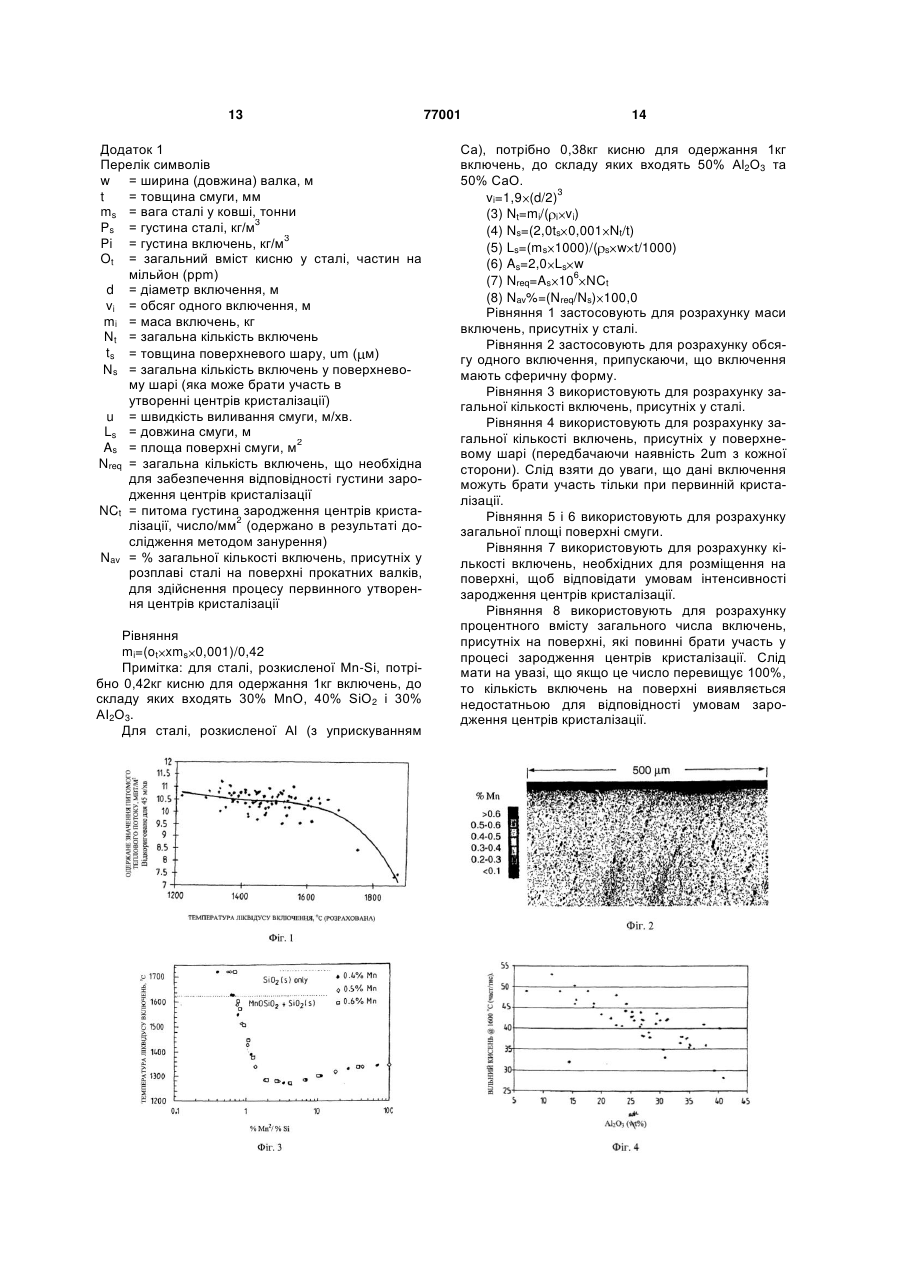
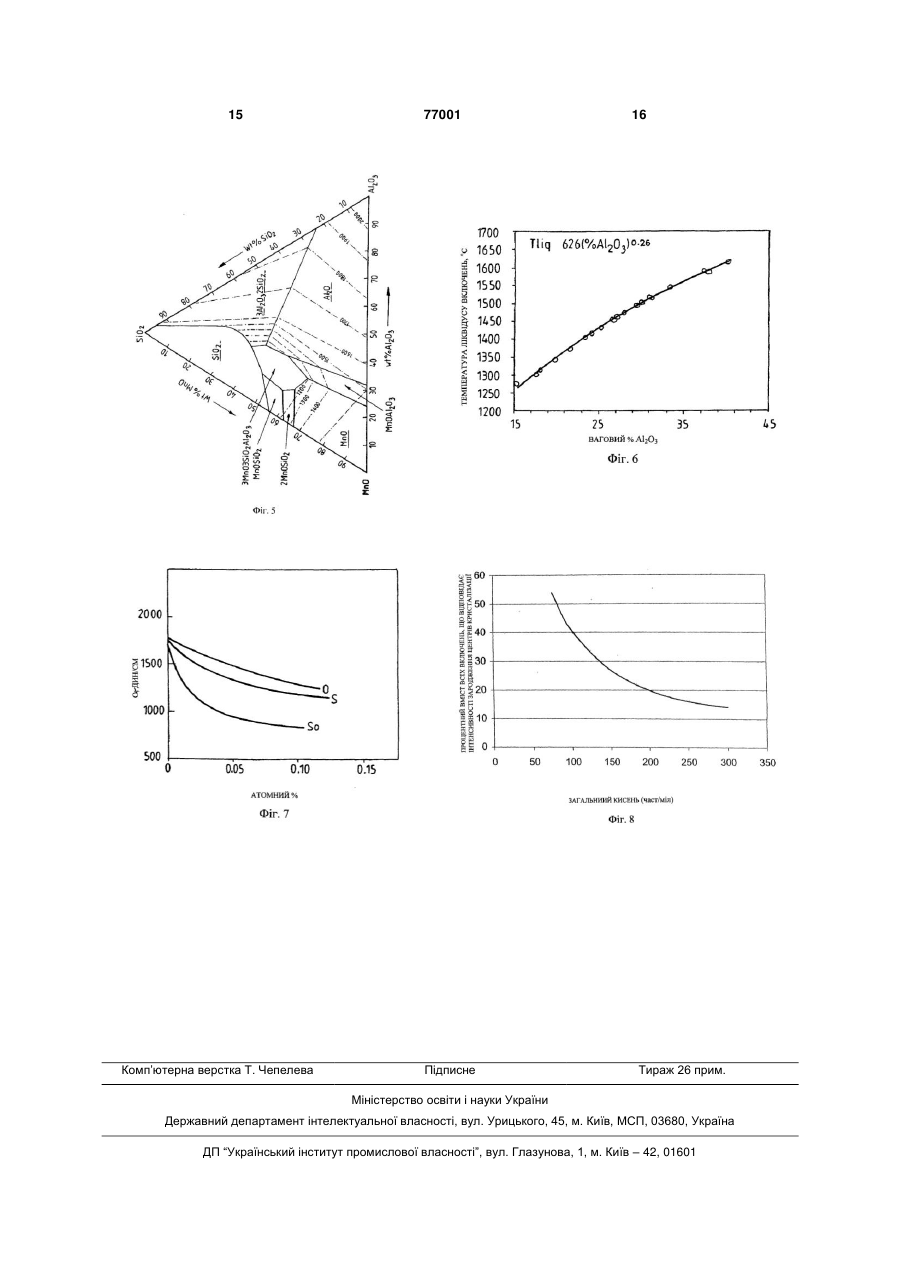
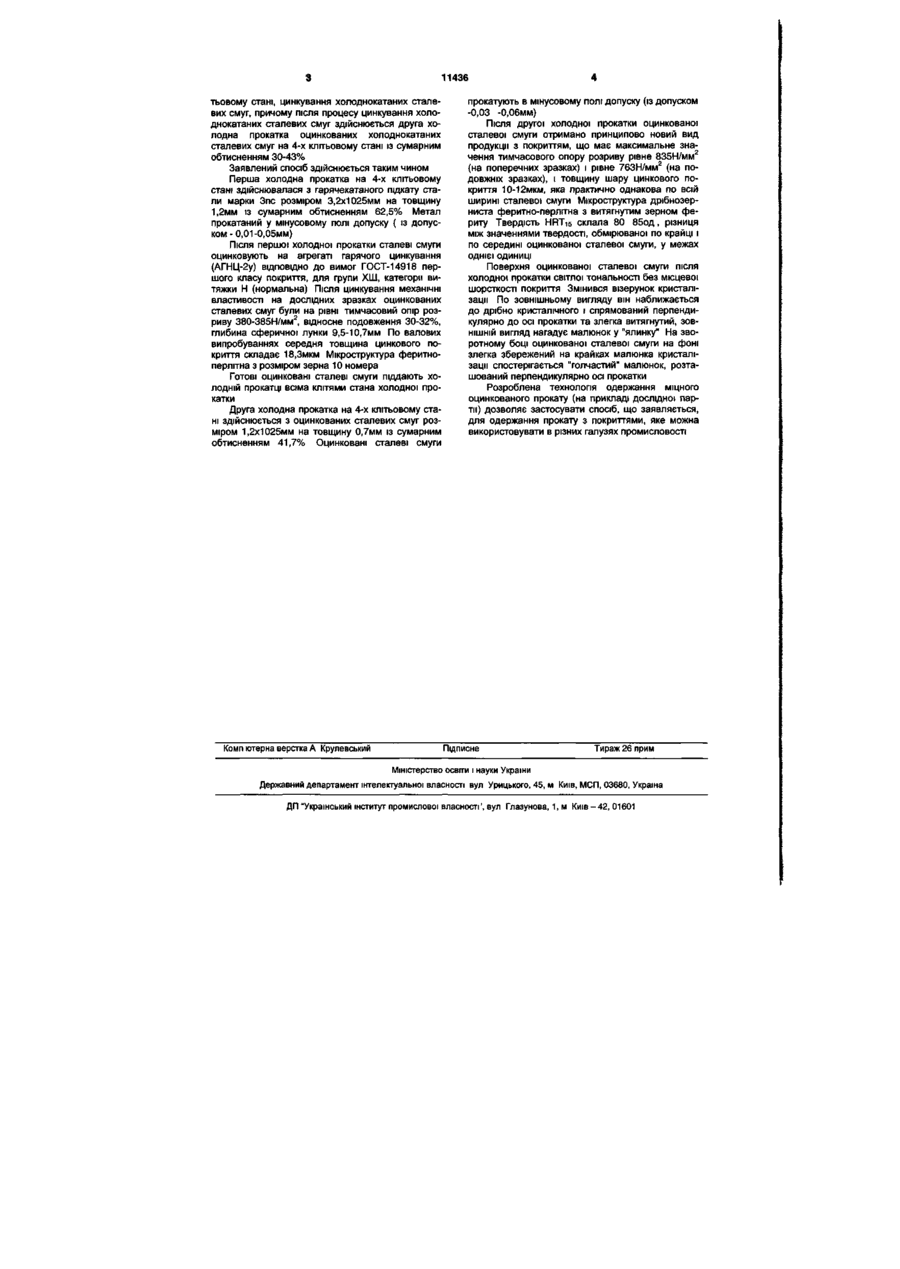
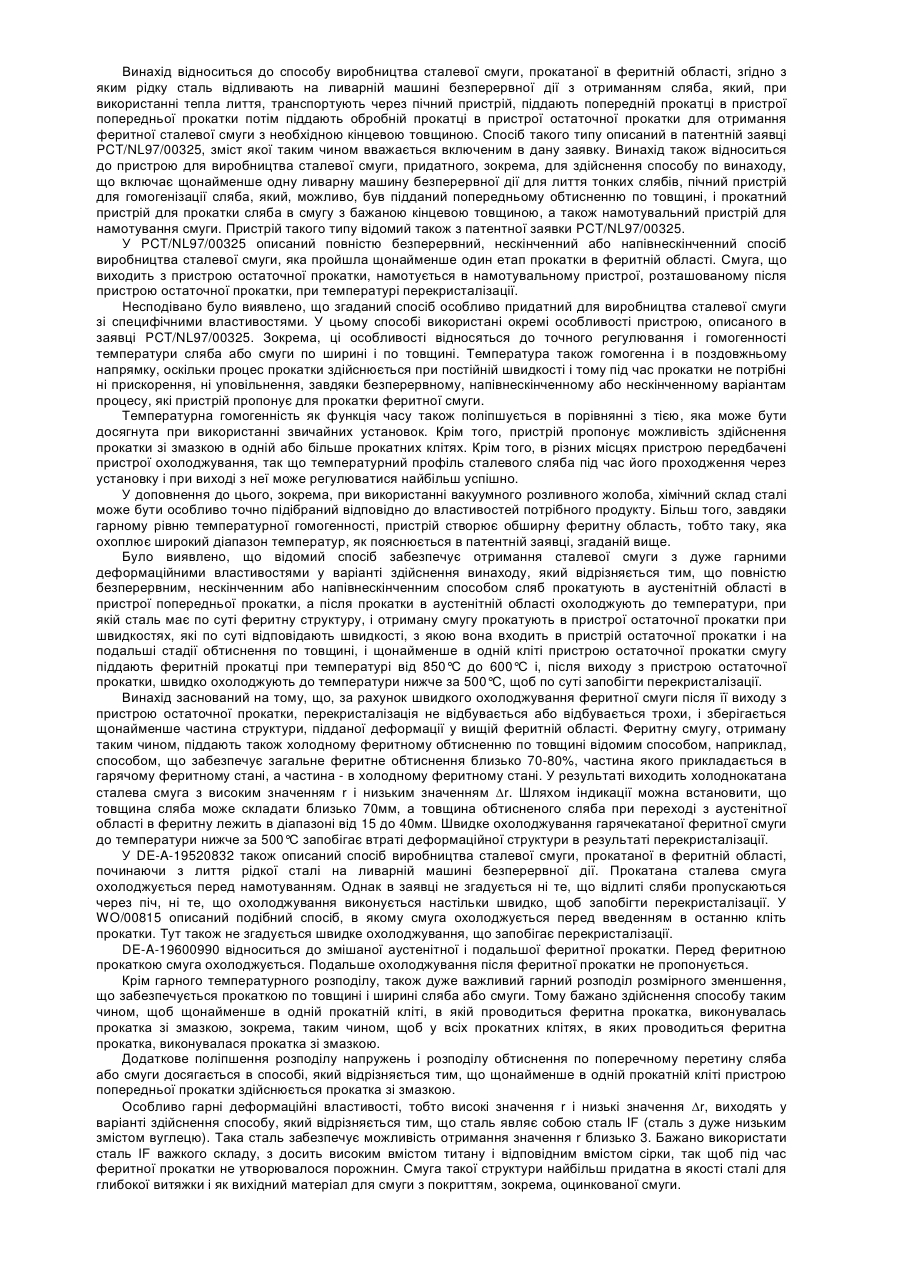
1. Спосіб виготовлення сталевої смуги методом безперервного лиття, що включає операції, при яких a) встановлюють пару горизонтальних охолоджуваних прокатних валків із зазором між ними і обладнують їх обмежувальними пристроями, розміщеними у зоні кінцевих ділянок цього зазору; b) вводять розплавлену низьковуглецеву сталь з вмістом загального кисню щонайменше 100 частин на мільйон та з вмістом вільного кисню від 30 до 50 частин на мільйон між парою горизонтальних охолоджувальних прокатних валків для формування ванни розплаву між ними; c) забезпечують обертання вказаних прокатних валків у протилежних напрямках, за допомогою яких отверджують шари розплавленої сталі з рівнями включень оксидів, що відображає вміст загального кисню у розплавленій сталі; d) виготовляють затверділу тонколистову смугу з затверділих шарів в зазорі між горизонтальними охолоджувальними прокатними валками. 2. Спосіб виготовлення сталевої смуги за п. 1, який відрізняється тим, що як розплав у ванні використовують розплавлену сталь, яка містить: вуглець в межах від 0,001 до 0,01мас.%, марганець - від 0,01 до 2,0мас.%, кремній - від 0,01 до 10мас.%. 3. Спосіб виготовлення сталевої смуги за п.2, який відрізняється тим, що як розплав у ванні використовують розплавлену сталь з додатковим вмістом алюмінію ≤0,01мас.%. 2 (19) 1 3 77001 4 рділа сталь містить загальний кисень від 100 до сталь являє собою сталь з вмістом загального 250 частин на мільйон. кисню від 100 до 250 частин на мільйон і вмістом 13. Тонколистова сталева смуга, виготовлена мевільного кисню від 30 до 50 частин на мільйон у тодом безперервного лиття з використанням пари розплаві сталі, з якої виконана ця смуга. горизонтальних охолоджувальних прокатних вал17. Тонколистова сталева смуга, одержана метоків, яка має товщину до 5мм і виготовлена з затведом безперервного лиття з використанням пари рділої сталі, що містить затверділі включення окохолоджувальних горизонтальних прокатних валсидів, розподілені таким чином, що на глибину 2 ків, яка має товщину менше 5 мм і виготовлена з мікрону від поверхні поверхневі зони смуги містять затверділої сталі, що містить включення оксидів, згадані включення при питомій густині щонайменрозподілені таким чином, що відображають вміст ше близько 120 включень/мм2. загального кисню від 100 до 250 частин на мільйон 14. Тонколистова сталева смуга за п. 13, яка віді вміст вільного кисню від 30 до 50 частин на мільрізняється тим, що затверділою сталлю є розкисйон у розплаві сталі, з якої виконана ця смуга. 18. Тонколистова сталева смуга за п.17, яка відрілена кремнієм або марганцем сталь, із оксидними зняється тим, що затверділа сталь являє собою включеннями, що містять один або декілька оксидів MnO, SiO2, Аl2O3. сталь, розкислену кремнієм або марганцем, а ок15. Тонколистова сталева смуга за будь-яким з сидні включення містять один або декілька оксидів пп. 13 або 14, яка відрізняється тим, що оксидні MnO, SiO2 і Аl2O3. включення мають розмір від 2 до 12 мікронів. 19. Тонколистова сталева смуга за будь-яким з пп.17 або 18, яка відрізняється тим, що оксидні 16. Тонколистова сталева смуга за будь-яким з пп. 13-15, яка відрізняється тим, що затверділа включення мають розмір від 2 до 12 мікронів. Даний винахід належить до способу виливання сталевої смуги. Зокрема, заявка на винахід стосується способу безперервного лиття сталевої тонколистової смуги на машині безперервного лиття, яка оснащена парою горизонтальних охолоджуваних прокатних валків. При литті з використанням здвоєних валків розплавлений метал вводять між парою горизонтальних валків, що обертаються у протилежних напрямках. Валки охолоджують таким чином, що шари металу затвердівають на рухомих поверхнях валків і з'єднуються разом у зазорі між валками, утворюючи виріб у вигляді отверділої смуги, яка спрямовується вниз від зазору між згаданими валками. Термін "зазор" у контексті даного винаходу стосується спільної зони, в межах якої дані валки найбільш близько розташовані стосовно один одного. Розплавлений метал можна зливати з ковша у меншу місткість, з якої він може стікати через патрубок для подачі рідкого металу, що розміщений над зазором і спрямовує метал у зазор між валками, формуючи таким чином ванну розплавленого металу, що бере участь у процесі лиття, причому розплавлений метал утримується на поверхнях прокатних валків безпосередньо над зазором і розпливається по довжині всього зазору. Ванна розплавленого металу звичайно локалізується між бічними пластинами або перемичками, які утримуються у стані рухомого сполучення з торцевими поверхнями валків для перекриття обох кінцевих зон ванни розплавленого металу з метою попередження її стікання за межі локалізації. Як альтернативний засіб можуть бути використані електромагнітні бар'єри, які також входять в обсяг захисту даного винаходу. При виливанні тонколистової сталевої смуги на виливній машині зі здвоєними валками розплавлена сталь у ванні розплавленого металу, в основному, повинна мати температуру порядку 1500°С і вище, тому існує потреба в обладнанні дуже високої інтенсивності охолодження на поверхнях прокатних валків. Дуже важливо забезпечити високе значення величини питомого теплового потоку і велику ділянку зародження центрів кристалізації при первинному отвердінні сталі на поверхнях прокатних валків з метою формування шарів (кірок) металу. [Патент США №5,720,336] описує, яким чином можна збільшити значення питомого теплового потоку при первинному отвердінні, застосувавши такий хімічний склад розплаву сталі, при якому істотна частка окисів металу, сформованих у вигляді продуктів розкиснення, присутня у рідкому стані при температурі первинного отвердіння, формуючи таким чином, як правило, рідкий шар у проміжній ділянці між розплавленим металом і поверхнею кожного з прокатних валків. Згідно з описами [до патентів США №№5,934,359; 6,059,014 і міжнародної заявки №AU 99/00641], стан центрів кристалізації сталі при первинному отвердінні може залежати від структури поверхні прокатних валків. Зокрема, [у міжнародній заявці № AU 99/00641] розкрито, що структура, яка характеризується безладним розташуванням підвищень та западин, може збільшити інтенсивність первинного отвердіння завдяки забезпеченню наявності зон потенціальних центрів кристалізації, розподілених по поверхнях прокатних валків. Нами було встановлено, що поява центрів кристалізації залежить також від наявності у розплаві сталі включень оксидів; при цьому несподіваним виявилося спостереження, в результаті якого напрошувався висновок про те, що не має сенсу здійснювати процес виливання смуги з використанням здвоєних валків, застосовуючи розплав "чистої" сталі, у якій кількість включень, сформованих у процесі розкиснення, у розплавленій сталі зводилася до мінімуму перед процесом лиття. Сталь для безперервного лиття піддається розкисненню у ковші перед розливанням. При литті з використанням здвоєних валків сталь піддається розкисненню кремнієм та/або магнієм у ковші, хоча існує можливість використання й процесу розкиснення алюмінієм з додаванням кальцію для регулювання формування твердих включень Аl2О3, які 5 77001 6 можуть закупорювати тонкі канали, що проводять цем. потоки розплавленого металу у системі подачі Включеннями оксидів можуть бути включення, металу, по якій розплав подається у ванну розподержані в результаті отвердіння, і включення, лавленого металу. До цього часу вважалося за одержані в результаті розкислення. Включення, доцільне прагнути отримання оптимальної чистоти одержані в результаті отвердіння, формуються під сталі, піддаючи її такій обробці у ковші, яка зводичас охолодження і отвердіння сталі у процесі литла б до мінімуму рівень загального кисню у розптя, а включення, одержані в результаті розкисненлавленій сталі. Однак ми дійшли висновку, що ня розплавленої сталі, формуються перед вилизниження рівня кисню у сталі зменшує обсяг вклюванням. Отверділа сталь може містити включення чень, і якщо вміст загального кисню сталі спадає оксидів, що звичайно складаються з одного або нижче певного рівня, природа первинного контакту декількох оксидів, представлених групою з MnO, між сталлю і поверхнями валків може бути настіCaO, SiО2 і/або АІ2О3, розподілених по сталі з гусльки несприятливо змінена, що кількість центрів тиною центрів кристалізації в межах від 2г/см3 до кристалізації виявиться недостатньою для генеру4г/см3. вання процесу швидкого первинного отвердіння та Розплавлена сталь може бути рафінована у одержання високого значення питомого теплового ковші перед введенням у простір між прокатними потоку. Завдяки належній організації процесу розвалками для формування ванни розплавленого киснення у ковші, розплав сталі приготовляється у металу шляхом нагріву завантаження сталі і шлаковші таким чином, що склад загального кисню коутворювального матеріалу у ковші, формуючи знижується до величини в межах діапазону знапри цьому розплав сталі, покритий шлаком, що чень, які забезпечують успішне отвердіння на промістить оксиди кремнію, марганцю і кальцію. Розпкатних валках і одержання штабового прокату із лав сталі може перемішуватися шляхом введення задовільними властивостями. Розплавлена сталь до неї під тиском інертних газів з метою здійснення характеризується таким розподілом включень окзнесірчення, а у випадку виробництва сталі, розсидів (звичайно МnО, СаО, SiO2 і/або Аl2О3), який кисленої кремнієм та/або марганцем, шляхом подостатній для забезпечення адекватної густини дальшого вприскування кисню для одержання зон зародження центрів кристалізації на поверхнях сталі із заданим вмістом загального кисню, t/ щовалків для первинного отвердіння, при цьому оденайменше, 100 частин на мільйон, а звичайно, ржаний штабовий прокат демонструє характерисменше чим 250 частин на мільйон. Процес знесіртичний розподіл отверділих включень. чення може знижувати вміст сірки у розплаві сталі Створено спосіб виготовлення сталевої смуги до величини менше 0,01%, за вагою. шляхом безперервного лиття, що включає операТонкостінна сталева смуга, одержана методом ції, при яких: безперервного литва з використанням здвоєних а) складають пару охолоджених прокатних вавалків, як було описано вище, має товщину менше лків, які встановлюють із зазором і обладнують 5мм і формується з отверділої сталі, що містить обмежувальними пристроями, розміщеними у зоні отверділі включення оксидів. Розподіл включень кінцевих ділянок зазору; може бути таким, при якому у двох зонах поверb) вводять розплавлену низьковуглецеву хонь смуги на глибину до 2 мікронів від зовнішньої сталь з вмістом загального кисню, щонайменше, поверхні містяться отверділі включення, що харак100 частин на мільйон і вмістом вільного кисню від теризуються питомою поверхневою густиною, що30 до 50 частин на мільйон між парою прокатних найменше, до 120 включень/мм2. валків для формування ванни розплаву між прокаЗатверділою сталлю може бути сталь, що розтними валками; кислена кремнієм та/або марганцем, а включення c) забезпечують обертання прокатних валків у оксидів можуть містити одне або декілька вклюпротилежних напрямках і отвердівають розплавчень MnO, CaO, SіO2 і АІ2О3. Як правило, розмір лену сталь для формування шарів (кірок) металу включень знаходиться в межах від 2 до 12 мікрона поверхні прокатних валків з рівнями включень нів, у всякому разі, принаймні, більшість включень оксидів, відображеними вмістом загального кисню має розміри у вказаних вище межах. розплавленої сталі, з метою активізації формуванОписаний вище спосіб забезпечує одержання ня тонкостінної сталевої смуги; єдиної у своєму роді сталі з високим вмістом кисd) формують отверділу тонкостінну сталеву ню, розподіленого у включеннях оксидів. Зокрема, смугу з отверділих шарів через зазор між вказанипоєднання високого вмісту кисню у розплаві сталі і ми прокатними валками. малий проміжок часу, протягом якого розплавлена Вміст загального кисню розплавленої сталі у сталь знаходиться у ванні розплавленого металу, ванні розплавленого металу може складати від забезпечують одержання тонкостінної сталевої 100 до 250 частин на мільйон. Більш конкретно, смуги з поліпшеною пластичністю. він може складати, приблизно, 200 частин на міДля більш детального опису винаходу деякі льйон. Сталь може характеризуватися вмістом приклади здійснення подані з посиланнями на мавуглецю в межах від 0,001% до 0,1%, за вагою, люнки, що додаються, на яких: вмістом марганцю в межах від 0,1% до 2,0%, за на Фіг.1 зображено дію температур плавлення вагою, і вмістом кремнію в межах від 0,01% до включень на величину значень питомих теплових 10%, за вагою. Сталь може характеризуватися потоків, одержаних при дослідженнях способу вивмістом алюмінію порядку 0,01% або менше, за ливання із застосуванням здвоєних валків та з вагою. Вміст алюмінію може скласти 0,008% або використанням сталей, розкислених кремніменше, за вагою. Розплавленою сталлю може єм/марганцем; бути сталь, розкислена кремнієм та/або марганна Фіг.2 зображена карта енергетичної диспе 7 77001 8 рсної спектроскопії (EDS) марганцю, що демонліджень методом енергетичної дисперсійної спекструє зону тонких включень отвердіння в отвердітроскопії (EDS), показана на Фіг.2. При аналізі золій сталевій смузі; браження можна зробити висновок, що включення на Фіг.3 зображено графік, що демонструє отвердінь надзвичайно малі (як правило, менше 2вплив різних вмістів марганцю і кремнію на темпе3 м) і локалізуються у зоні, розташованій в межах ратуру ліквідусу (переходу у рідкий стан) вклювід 10 до 20 м від поверхні. Типовий розподіл за чень; крупністю (гранулометричний склад) по всій товна Фіг.4 зображена взаємозалежність між вміщині смуги показаний на Фіг.3 нашої роботи під стом оксиду алюмінію (визначеного за v складом назвою [Resent Developments in Project M the Joint включень смуги) та ефективністю розкиснення; Development of Low Carbon Steel Strip Casting by на Фіг.5 наведена трьохкомпонентна фазова BNP and IHI], представленій на конгресі METEC діаграма MnO, CaO, SіO2 і АІ2О3; 99, Дюсельдорф, Німеччина (13-15 червня 1999p.). на Фіг.6 зображена взаємозалежність між Порівняльні рівні включень отвердінь визнавмістом включень оксиду алюмінію і температурою чаються, головним чином, рівнями Мn і Si у сталі. ліквідусу (переходу у рідкий стан); На Фіг.3 показано, що величина відношення Мn до на Фіг.7 продемонстровано вплив кисню у розSi справляє значний вплив на температуру ліквіплаві сталі на поверхневий натяг; дусу (температуру переходу у рідкий стан) вклюна Фіг.8 зображено графік результатів розрачень. Сталь, розкислена марганцем та/або кремніхунків, що стосуються включень, які є в наявності єм, що містить вуглець у кількості від 0,001% до для зародження центрів кристалізації при різному 0,1%, за вагою, марганець - у кількості від 0,1% до ступені чистоти сталі. 2,0%, за вагою, кремній - у кількості від 0,1% до Проведено розширені дослідження процесу 10%, за вагою, і алюміній - у кількості порядку лиття на виливній машині зі здвоєними валками, 0,01% або менше, за вагою, може формувати такі тип якої у всій повноті ознак описаний [у патентах включення оксидів при охолодженні сталі у верхніх США №№5,184,668 і 5,277,243]. Виливна машина зонах ванни розплавленого металу. Зокрема, призначена для виробництва сталевої смуги товсталь може мати наведений нижче склад, що щиною порядку 1мм і менше. Дані досліджень отримав позначення М06: процесу лиття з використанням сталі, розкисленої вуглець 0,06%, за вагою кремнієм і марганцем, продемонстрували, що теммарганець 0,6%, за вагою пература плавлення включень оксидів у розплавкремній 0,28%, за вагою леній сталі справляє вплив на значення питомих алюміній 0,002%, за вагою теплових потоків, одержаних під час отвердіння Включення розкиснення утворюються у процесталі, як показано на Фіг.1. Оксиди з низькою темсі розкиснення розплавленої сталі у ковші за допературою плавлення при теплопередачі покрапомогою Al, Si, Mn. Таким чином, склад включень щують контакт між розплавленим металом і повеоксидів, сформований під час розкиснення, базурхнями прокатних валків у верхніх зонах ванни, ється, головним чином, на MnO, SiО2, AІ2О3. Ці забезпечуючи більш високу інтенсивність тепловключення оксидів безладно локалізуються у смузі передачі. Рідинні включення не виникають, якщо їх і мають більш крупну зернистість, ніж включення температура плавлення вища за температуру стаотвердіння, що знаходяться у безпосередній блилі у ванні розплавленого металу. Тому існує загрозькості від поверхні смуги. за критичного зниження інтенсивності передачі Вміст оксиду алюмінію включень справляє ветепла, якщо температура плавлення включення ликий вплив на рівень вільного кисню у сталі. На перевищить температуру близько 1600°С. Фіг.4 показано, як із збільшенням вмісту оксиду Дослідження процесу лиття з використанням алюмінію у сталі зменшується вміст вільного киссталей, розкислених алюмінієм, привели до настуню. З введенням оксиду алюмінію включення пного висновку: щоб уникнути формування вклюМnО:SіО2 розчиняються при подальшому зниженні чень оксиду алюмінію з високою (температурою їх активності, що у свою чергу знижує рівень вільплавлення (температурою плавлення 2050°С), ного кисню. Це можна спостерігати на реакції, необхідно обробити її кальцієм для одержання представленій наступним рівнянням: рідких включень СаО:АІ2О3. Mn+Si+3О+Аl2О3 (А12О3). MnO.SiO2 Включення оксидів, сформовані у шарах (кірЩо стосується включень на основі (АІ2О3). ках) металу, що затвердівають, і, у свою чергу, у MnO.SiO2, вплив складу включення на температутонкій сталевій смузі, являють собою включення, ру ліквідусу (температуру переходу у рідкий стан) сформовані під час охолодження і отвердіння стаможе бути продемонстрований на потрійній фазолі, а також включення розкиснення, сформовані вій діаграмі, показаній на Фіг.5. Дослідження вклюпід час здійснення рафінування у ковші. чень окисів-у тонкостінній v сталевій смузі показаРівень вільного кисню у сталі різко знижується ли, що відношення MnO/SiO2 звичайно складає від при охолодженні у менісках металу, внаслідок чого 0,6 до 0,8. Було встановлено, що у цьому режимі створюються умови для виникнення включень вміст окису алюмінію у включеннях окисів мав отвердіння в безпосередній близькості від поверхнайбільший вплив на температуру плавлення ні смуги. Ці включення отвердіння формуються, включення (температуру ліквідусу), як показано на головним чином, з v MnO:SiО2 у процесі наступної Фіг.6. реакції: Визначено, що відповідно до даного винаходу, Mn+Si+О2=MnO:SiО2 для процесу лиття важливо мати такі включення Поява на поверхні смуги включень отвердіння, отвердіння і розкиснення, які знаходяться у рідковиявлених і одержаних на карті в результаті досму стані при температурі первинного отвердіння 9 77001 10 сталі, при цьому розплав сталі у ванні розплавле200 частин на мільйон. Такі рівні кисню у ковші ного металу характеризується вмістом кисню, що забезпечують одержання рівнів загального кисню складає, приблизно, 100 частин на мільйон, для величиною, щонайменше, 70 частин на мільйон і того щоб одержати шари металу з рівнями вклюрівнів вільного кисню від 20 до 60 частин на мільчень оксидів, відображеними вмістом загального йон у проміжному розливному пристрої і, у свою кисню у розплавленому металі, з метою активізації чергу, такі ж самі або дещо нижчі рівні кисню у зародження центрів кристалізації і забезпечення ванні розплавленого металу. Вміст загального високого значення питомого теплового потоку під кисню може бути виміряний приладом "Leco" і відчас первинного отвердіння сталі на поверхнях регульований за рахунок інтенсивності «промипрокатних валків. Включення як отвердіння, так і вання» у процесі обробки у ковші, тобто за рахунок розкислення є включеннями оксидів, забезпечують кількості аргону, барботованого у ковші через позони зародження центрів кристалізації і значно ристу пробку або верхню кисневу фурму, а також покращують v кристалізацію під час процесу отвеза рахунок тривалості обробки. Вміст загального рдіння металу. Однак інтенсивність утворення кисню виміряли традиційними способами, викоривключень розкиснення у кінцевому рахунку контстовуючи прилад для хімічного аналізу ролюється, тому їх концентрація може бути різ(Nitrogen/Oxygen Determinator) типу LECO TC-436, ною. Включення розкиснення набагато більші, описаний у посібнику з експлуатації звичайно більше 4 мікронів, тоді як включення Nitrogen/Oxygen Determinator, отриманому від отвердіння, в основному, менше 2 мікронів, утвоLECO [форма №200-403, відредаговано, квітень рюються на основі MnO.SiО2 і не містять АІ2О3, 96, розділ 7 на стор. від 7-1 до 7-4]. тоді як включення розкиснення звичайно містять Щоб визначити, чи дійсно підвищені значення АІ2О3. питомих теплових потоків, одержані при більш При дослідженнях процесу лиття з викорисвисоких вмістах загального кисню, досягнуті затанням згаданої вище марки сталі, розкисленої вдяки наявності включень окисів як зон для утвокремнієм або марганцем, було встановлено, що рення центрів кристалізації, були проведені досліякщо вміст загального кисню сталі знижується при дження процесу лиття з використанням сталей, у здійсненні процесу рафінування у ковші до низьких яких розкиснення у ковші проводилося за допоморівнів, як мінімум, нижче 100 частин на мільйон, гою кальцію-силіциду (CaІ-SiІ), а результати порівзначення питомих теплових потоків також зменнювалися з результатами процесу лиття при Siшуються, а сам процес лиття погіршується, тоді як розкислених низьковуглецевих сталях, відомих як добрих результатів лиття можна досягти при засталі марки М06. Результати подані у наступній безпеченні вмісту загального кисню величиною, таблиці: щонайменше, 100 частин на мільйон, а звичайно, Таблиця 1 Відмінності у значеннях питомого теплового потоку між марками М06 і Ca-Si Відливок № Марка М33 М34 О50 О51 М06 М06 Cal-Sil Cal-Sil Швидкість виливання (м/хв) 64 62 60 66 Висота ванни розплаву металу (мм) 171 169 176 175 Хоча рівні Мn і Si були однакові для нормально розкислених марок, рівень вільного кисню у плавках Ca-Si виявився нижчим, а включення оксидів-містили більшу кількість СаО. Значення пи Загальна кількість відведеного тепла (MW)(MBt) 3,55 3,58 2,54 2,56 томих теплових потоків у плавках Ca-Si були нижчими, незважаючи на більш низьку температуру плавлення включення (див. Таблицю 2). Таблиця 2 Склади шлаків з розкисненням Ca-Si Марка Ca-Si Вільний кисень (частин на мільйон) 23 SiO2 32,5 Склад шлаку (ваг. %) МnО АІ2О3 9,8 32,1 Рівні вільного кисню у марках Ca-Si були нижчими, звичайно їх величина складала від 20 до 30 частин на мільйон, у порівнянні з величиною від 40 до 50 частин на мільйон для марок М06. Кисень є поверхнево-активним елементом, тому зниження рівня кисню спричиняє зменшення змочування між розплавленою сталлю і прокатними валками і викликає зниження інтенсивності передачі тепла. Однак з Фіг.7 зрозуміло, що зменшення кількості кисню від 40 до 20 частин на мільйон може виявитися недостатнім для підвищення поверхневого СаО 22,1 Температура плавлення включення (°С) 1399 натягу до рівнів, які пояснюють зниження, що спостерігалося, значення питомого теплового потоку. На підставі викладеного можна зробити висновок, що зниження у сталі рівнів вільного і загального кисню знижує обсяг включень і, таким чином, знижує число включень оксидів для забезпечення первинного утворення центрів кристалізації. Це потенціально погіршує природу первинного контакту сталі з поверхнею валка. Випробування зануренням показало, що для генерування значення питомого теплового потоку, 11 77001 12 достатнього для первинного отвердіння у верхній на мільйон рівень включень оксидів виявиться або меніскній зоні ванни розплавленого металу, недостатнім для забезпечення відповідності вимонеобхідне утворення центрів кристалізації з питогам одержання питомої поверхневої густини заромою поверхневою густиною близько 120/мм2. Глидження центрів кристалізації. Відповідно до вибоке занурення у процесі випробувань передбачає кладеного вище, при регулюванні складу сталі подачу охолодженого блока у ванну розплавленої методом розкиснення у ковші вмістом кисню сталі сталі зі швидкістю, яка з великим наближенням слід управляти таким чином, щоб забезпечити повторює умови на поверхнях прокатних валків вміст загального кисню в межах від 100 до 250 виливної машини зі здвоєними прокатними валкачастин на мільйон, звичайно близько 200 частин ми. Сталь затвердіває на охолодженому блоці, як на мільйон. У результаті, шари глибиною 2 мікротільки його починають переміщати через ванну на, що прилягають до прокатних валків при перрозплавленого металу для утворення шару отвервинному отвердінні, будуть містити включення ділої сталі на поверхні блока. Товщина цього шару оксидів, що мають значення питомої поверхневої може бути виміряна у точках, розташованих по густини зародження центрів кристалізації 120/мм2. всій площі поверхні, для одержання карти варіанЦі включення повинні розташовуватися у зовнішніх тів інтенсивності отвердіння, а отже, і для визнаповерхневих шарах остаточно сформованого чення ефективної інтенсивності передачі тепла у отвердлого виробу, виконаного у вигляді смуги, і різних точках розташування. Таким чином, існує можуть бути виявлені в результаті відповідних можливість повсюдно забезпечити вимір інтенсивдосліджень, наприклад, методом енергетичної ності отвердіння і всіх значень питомого теплового дисперсійної спектроскопії (EDС). потоку. При цьому можуть проводитися досліПриклад дження мікроструктури поверхні смуги для кореляції змін у мікроструктурі отвердіння за рахунок ПОЧАТКОВІ ДАНІ внесення зміни в інтенсивність досліджуваних Критичне значення пиотвердінь і значення, що характеризують процес томої поверхневої гуспередачі тепла, а також з'являється можливість тини зародження для дослідження структур, пов'язаних з центрами центрів кристалізації, кристалізації, при первинному отвердінні на охочисло/мм2 (необхідної 120 вкл./мм Це значенлодженій поверхні. Пристрій для тестування занудля досягнення достат- ня було одержане при ренням більш повно розкритий в описі [до патенту ніх значень інтенсивнос- дослідженні зразка меСША №5,720,336]. ті передачі тепла) тодом занурення Взаємозалежність між вмістом кисню у рідкій Ширина (довжина) валсталі при утворенні первинних центрів кристалізака, м 1 ції і передачею тепла була досліджена на моделі, Товщина смуги, мм 1,6 описаній у Додатку 1. Дана модель характеризуМісткість ковша у тонється тим, що всі включення окисів мають сферинах, т 120 чну форму і рівномірно розподілені у сталі. ПередГустина сталі, кг/м3 7800 бачається, що поверхневий шар складає 2 м і що Вміст загального кисню, тільки ті включення, які присутні у цьому поверхчастин на мільйон 75 невому шарі, можуть брати участь у процесі крисГустина включень, кг/м3 3000 талізації при первинному отвердінні сталі. ПочатВИХІДНІ ДАНІ ковими даними моделі стали: загальний вміст Маса включень, кг 21,42857 кисню у сталі, діаметр включення, товщина смуги, Діаметр включення, м 2,00Е-06 швидкість лиття і товщина поверхневого шару. Як Обсяг включення, м3 0,0 вихідні дані було прийнято процентний вміст Загальне число вклювключень у повному обсязі сталі, необхідний для чень 1706096451319381,5 забезпечення питомої поверхневої густини заро2 Товщина поверхневого дження центрів кристалізації 120/мм . шару, шп (цм) (одна На Фіг.8 подано графік процентного вмісту сторона) 2 включень кисню у поверхневому шарі, необхідного Загальне число вклю- 4265241128298,4536. Ці для участі у процесі кристалізації з метою досягчень тільки для поверхні включення можуть бранення питомої поверхневої густини зародження ти участь у процесі перцентрів кристалізації при різному ступені чистоти винної кристалізації сталі, вираженої вмістом загального кисню, пеШвидкість лиття, м/хв. 80 редбачаючи проведення досліджень на смузі заДовжина смуги, м 9615, 38462 втовшки 1,6мм при швидкості лиття 80м/хв. ПокаПлоща поверхні смуги, зано, що при використанні включення розміром м2 19230, 76923 2 м і при вмісті загального кисню 200 частин на Загальне число заданих мільйон для досягнення питомої поверхневої гус2 зон утворення центрів тини зародження центрів кристалізації 120/мм у кристалізації 2307692,30760 поверхневому шарі буде потрібна присутність 20% Процентний вміст наяввід загальних наявних включень оксидів. Проте них включень, які повинпри вмісті загального кисню 80 частин на мільйон ні брати участь у процесі для досягнення критичної інтенсивності утворення кристалізації, (%) центрів кристалізації буде потрібно близько 50% 54,10462 включень, а при рівні загального кисню 40 частин 13 Додаток 1 Перелік символів w = ширина (довжина) валка, м t = товщина смуги, мм ms = вага сталі у ковші, тонни Ps = густина сталі, кг/м3 Pi = густина включень, кг/м3 Ot = загальний вміст кисню у сталі, частин на мільйон (ррm) d = діаметр включення, м vi = обсяг одного включення, м mi = маса включень, кг Nt = загальна кількість включень ts = товщина поверхневого шару, um ( м) Ns = загальна кількість включень у поверхневому шарі (яка може брати участь в утворенні центрів кристалізації) u = швидкість виливання смуги, м/хв. Ls = довжина смуги, м As = площа поверхні смуги, м2 Nreq = загальна кількість включень, що необхідна для забезпечення відповідності густини зародження центрів кристалізації NCt = питома густина зародження центрів кристалізації, число/мм2 (одержано в результаті дослідження методом занурення) Nav = % загальної кількості включень, присутніх у розплаві сталі на поверхні прокатних валків, для здійснення процесу первинного утворення центрів кристалізації Рівняння mi=(ot xms 0,001)/0,42 Примітка: для сталі, розкисленої Мn-Si, потрібно 0,42кг кисню для одержання 1кг включень, до складу яких входять 30% МnО, 40% SiO2 і 30% АІ2О3. Для сталі, розкисленої Аl (з уприскуванням 77001 14 Са), потрібно 0,38кг кисню для одержання 1кг включень, до складу яких входять 50% Аl2О3 та 50% СаО. vi=1,9 (d/2)3 (3) Nt=mi/( i vi) (4) Ns=(2,0ts 0,001 Nt/t) (5) Ls=(ms 1000)/( s w t/1000) (6) As=2,0 Ls w (7) Nreq=As 106 NCt (8) Nav%=(Nreq/Ns) 100,0 Рівняння 1 застосовують для розрахунку маси включень, присутніх у сталі. Рівняння 2 застосовують для розрахунку обсягу одного включення, припускаючи, що включення мають сферичну форму. Рівняння 3 використовують для розрахунку загальної кількості включень, присутніх у сталі. Рівняння 4 використовують для розрахунку загальної кількості включень, присутніх у поверхневому шарі (передбачаючи наявність 2um з кожної сторони). Слід взяти до уваги, що дані включення можуть брати участь тільки при первинній кристалізації. Рівняння 5 і 6 використовують для розрахунку загальної площі поверхні смуги. Рівняння 7 використовують для розрахунку кількості включень, необхідних для розміщення на поверхні, щоб відповідати умовам інтенсивності зародження центрів кристалізації. Рівняння 8 використовують для розрахунку процентного вмісту загального числа включень, присутніх на поверхні, які повинні брати участь у процесі зародження центрів кристалізації. Слід мати на увазі, що якщо це число перевищує 100%, то кількість включень на поверхні виявляється недостатньою для відповідності умовам зародження центрів кристалізації. 15 Комп’ютерна верстка Т. Чепелева 77001 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of steel strip and steel strip (variants)
Автори англійськоюBlejde Walter
Назва патенту російськоюСпособ изготовления стальной полосы и стальная полоса (варианты)
Автори російськоюБлейд Уолтер
МПК / Мітки
МПК: B22D 11/06
Мітки: сталева, варіанти, сталевої, смуги, смуга, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/8-77001-sposib-vigotovlennya-stalevo-smugi-ta-staleva-smuga-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення сталевої смуги та сталева смуга (варіанти)</a>
Спосіб виготовлення оцинкованої зміцненої сталевої смуги
Номер патенту: 11436
Опубліковано: 15.12.2005
Автори: Мурашкін Олександр Вікторович, Норка Сергій Петрович, Будніков Володимир Іванович, Уланова Олександра Лук'янівна, Ванюкова Жаннета Гаврилівна, Шебаніц Едуард Миколайович, Пасько Тетяна Григорівна
МПК: B21B 3/00
Мітки: сталевої, зміцненої, спосіб, смуги, виготовлення, оцинкованої
Формула / Реферат:
Спосіб виготовлення оцинкованої зміцненої сталевої смуги, що включає сукупність операцій: травлення гарячекатаного підкату, холодну прокатку на 4-клітьовому стані, цинкування холоднокатаних сталевих смуг, який відрізняється тим, що після процесу цинкування холоднокатаних сталевих смуг здійснюють другу холодну прокатку оцинкованих сталевих смуг на 4-клітьовому стані із сумарним обтисненням 30-45%.
Спосіб і пристрій для виробництва сталевої смуги, прокатаної в феритній області
Номер патенту: 63982
Опубліковано: 16.02.2004
Автор: Бодін Андре
Мітки: сталевої, пристрій, області, спосіб, прокатаної, виробництва, смуги, феритній
Формула / Реферат:
1. Спосіб виробництва сталевої смуги, прокатаної в феритній області, за яким рідку сталь відливають на ливарній машині безперервної дії (1) з утворенням сляба, який при використанні тепла лиття транспортують через пічний пристрій (7), піддають попередній прокатці в пристрої попередньої прокатки (10) і потім піддають прокатці в пристрої остаточної прокатки (14) для отримання феритної сталевої смуги з бажаною кінцевою товщиною, який...
Спосіб і пристрій для виробництва високоміцної сталевої смуги
Номер патенту: 63983
Опубліковано: 16.02.2004
Автори: Хогендорн Томас Мартінус, Бодін Андре
МПК: C21D 1/18, B21B 1/46, C21D 8/02, B21B 1/26
Мітки: сталевої, високоміцної, пристрій, смуги, виробництва, спосіб
Формула / Реферат:
1. Спосіб виробництва високоміцної сталевої смуги, в якому рідку сталь виливають щонайменше на одній ливарній машині безперервної дії (1) з однією або декількома нитками для отримання сляба, який при використанні тепла лиття транспортують через пічний пристрій (7), піддають попередній прокатці в пристрої попередньої прокатки (10) і потім піддають прокатці в пристрої остаточної прокатки (14) для отримання сталевої смуги з бажаною кінцевою...
Спосіб та пристрій для виробництва сталевої смуги
Номер патенту: 57818
Опубліковано: 15.07.2003
Автори: Нейвелд Ерік Марко, Зюрбір Симон Петрус Антоніус
МПК: B21B 1/26, B21B 15/00, B21B 1/46
Мітки: виробництва, смуги, сталевої, спосіб, пристрій
Формула / Реферат:
1. Пристрій для виробництва тонкої сталевої смуги, що включає щонайменше одну або більше ливарних машин безперервної дії 1 для лиття сталевих слябів товщиною менше за 120 мм, пічний пристрій 7, придатний для нагріву і/або гомогенізації сляба, і щонайменше один пристрій прокатки 10 для обтиснення по товщині сляба, що транспортується з пічного пристрою 7, який відрізняється тим, що між ливарною машиною безперервної дії 1 або ливарними машинами...
Спосіб і пристрій для виробництва сталевої смуги
Номер патенту: 55414
Опубліковано: 15.04.2003
Автори: Гроот Алдрікус Марія, ДЕН ХАРТОГ Хьюберт Віллем, Конеліссен Маркус Корнеліс Марія
МПК: B21B 1/46, B21B 1/22, C21D 8/04
Мітки: виробництва, спосіб, смуги, сталевої, пристрій
Формула / Реферат:
1. Спосіб виробництва сталевої смуги, за яким розплавлену сталь відливають в установці для безперервного розливання в плоску заготовку і, використовуючи теплоту розливу, переміщують її через піч, попередньо прокатують у пристрої для попередньої прокатки і прокатують начисто в пристрої для чистової прокатки в сталеву смугу до бажаної товщини готового виробу, який відрізняється тим, що прокатку сталевої смуги на останній стадії прокатки...
Попередній патент: Спосіб корекції цифрової антенної решітки
Наступний патент: Комбінаційна терапія для лікування раку
Випадковий патент: Пристрій для змащування гребенів колісних пар рейкового транспортного засобу