Спосіб ремонту футерівки конвертера та гарнісажна фурма для його здійснення
Номер патенту: 97754
Опубліковано: 12.03.2012
Автори: Сігарьов Євген Миколайович, Чубіна Олена Анатоліївна, Чубін Костянтин Іванович, Чернятевич Анатолій Григорович


Формула / Реферат
1. Спосіб ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової гарнісажної фурми з соплами при перемінній висоті фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180° навколо вертикальної осі шляхом роздування шлакової ванни повітряними струменями, які несуть порошкоподібний сирий доломіт в кільцевій оболонці азоту в інтервалі 10-90 % часу роздування шлаку, який відрізняється тим, що роздування шлакової ванни здійснюють повітряними струменями з інтенсивністю їх подавання через одне сопло 0,14-0,18 м3/хв. на тонну рідкої сталі, які несуть порошкоподібний сирий доломіт з інтенсивністю його подавання через одне сопло 0,3-0,8 кг/хв. на тонну рідкої сталі в кільцевих оболонках кисню і азоту з інтенсивностями їх подавання через одне сопло 0,21-0,43 і 0,86-0,93 м3/хв. на тонну рідкої сталі, відповідно, при цьому кисень подають в інтервалі 45-100 % часу роздування шлаку.
2. Гарнісажна фурма для ремонту футерівки конвертера, яка містить пересувну привідну платформу з вертикальною напрямною, каретку гарнісажної фурми, механізм її обертання, який забезпечує зміну напрямку обертання на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, стовбур гарнісажної фурми, який виконано із двох колекторів і двох концентрично розташованих внутрішньої та зовнішньої труб, з утворенням трактів підведення азоту і торкрет-маси в потоці повітря, торцевий наконечник головки вказанної фурми, виконаний з верхнього розподільника і нижньої тарілки, які герметично з'єднані з внутрішньою і зовнішньою трубами стовбура гарнісажної фурми, відповідно, корпуси циліндричних сопел і сопел Лаваля, які закріплені у верхньому розподільнику і нижній тарілці, відповідно, і розташовані концентрично з кільцевим зазором між собою з виступом корпусів сопел Лаваля за торець цієї тарілки, розміщений по центру між зовнішньою поверхнею верхнього розподільника і внутрішньою поверхнею нижньої тарілки циліндричний фіксатор з різним діаметром по висоті, торець якого з меншим діаметром закріплено у верхньому розподільнику, яка відрізняється тим, що стовбур гарнісажної фурми додатково містить колектор і проміжну трубу, з утворенням тракту підведення кисню до торцевого наконечника головки вказаної фурми, а її торцевий наконечник виконаний з додатковою проміжною тарілкою, в якій закріплені корпуси додаткових циліндричних сопел для подачі кисню, в які концентрично, з кільцевим зазором, вставлені з суміщенням вихідних перерізів, циліндричні сопла подачі торкрет-маси в потоці повітря, при цьому суміщені торці циліндричних сопел вставлені концентрично у сопла Лаваля з кільцевим зазором для подачі азоту і розміщені на рівні критичного перерізу сопел Лаваля, а торець циліндричного фіксатора з меншим діаметром встановлений у отворі нижньої тарілки з виступом за її торець і можливістю вільного переміщення.
Текст
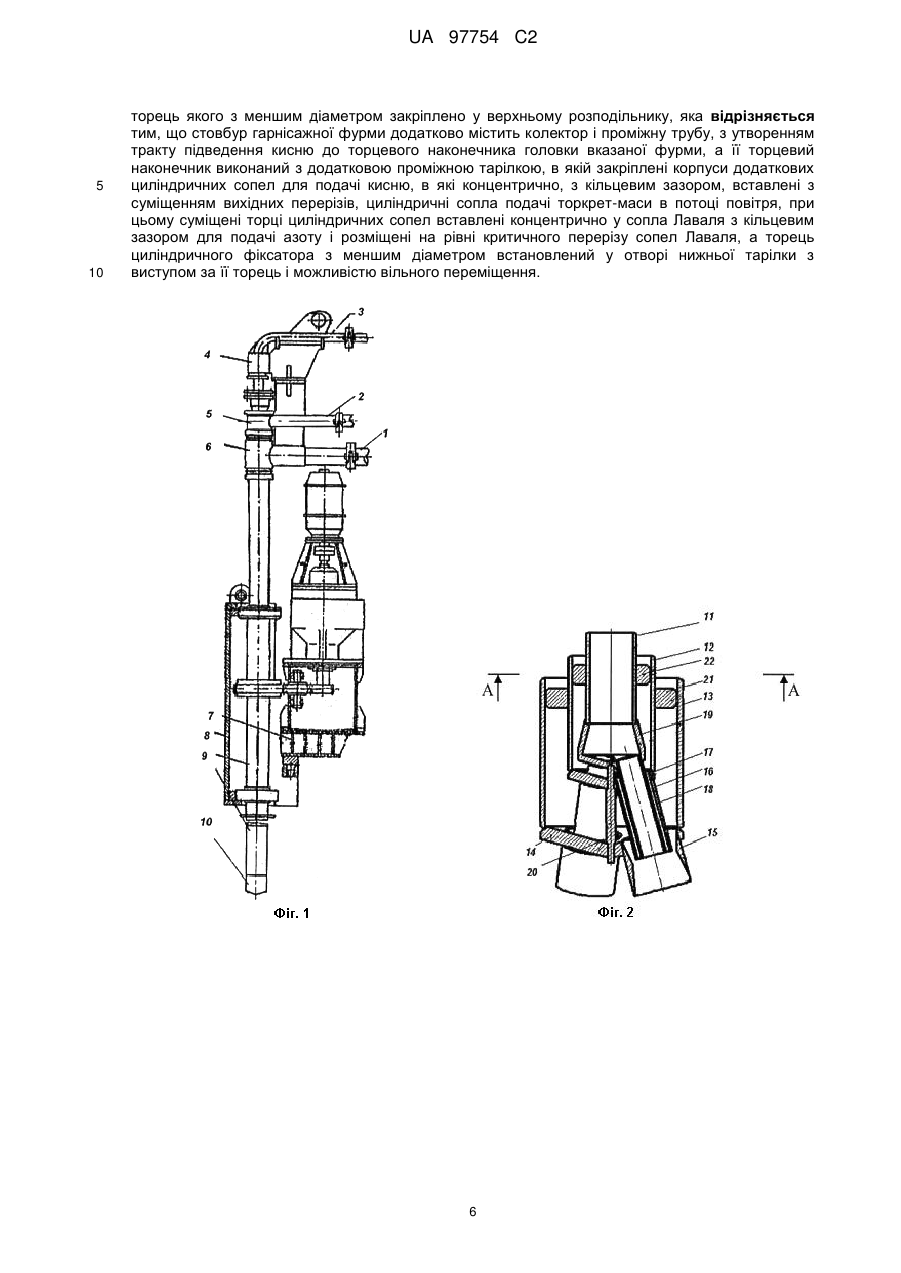
Реферат: Група винаходів належить до галузі чорної металургії, зокрема до способу ремонту футерівки і конструкції гарнісажної фурми для його здійснення. Спосіб ремонту футерівки конвертера включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової гарнісажної фурми з соплами при перемінній висоті фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180° навколо вертикальної осі шляхом роздування шлакової ванни повітряними струменями, які несуть порошкоподібний сирий доломіт в кільцевій оболонці азоту в інтервалі 10-90 % часу роздування шлаку, при цьому роздування шлакової ванни здійснюють 3 повітряними струменями через одне сопло з їх інтенсивністю 0,14-0,18 м /хв. на тонну рідкої сталі, які несуть порошкоподібний сирий доломіт з інтенсивністю його подавання через одне сопло 0,3-0,8 кг/хв. на тонну рідкої сталі в кільцевих оболонках кисню і азоту з інтенсивностями 3 їх подавання через одне сопло 0,21-0,43 і 0,86-0,93 м /хв. на тонну рідкої сталі, відповідно, при UA 97754 C2 (12) UA 97754 C2 цьому кисень подають в інтервалі 45-100 % часу роздування шлаку. Гарнісажна фурма для ремонту футерівки конвертера містить пересувну привідну платформу з вертикальною напрямною, її каретку і механізм обертання, який забезпечує зміну напрямку обертання на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, стовбур гарнісажної фурми, виконаний з двох колекторів і двох концентрично розташованих внутрішньої та зовнішньої труб, що утворюють тракти підведення азоту і торкрет-маси в потоці повітря, торцевий наконечник головки фурми, виконаний з верхнього розподільника і нижньої тарілки, які герметично з'єднані з внутрішньою і зовнішньою трубами стовбура гарнісажної фурми, відповідно, корпуси циліндричних сопел і сопел Лаваля закріплені у верхньому розподільнику і нижній тарілці, відповідно, і розташовані концентрично з кільцевим зазором між собою із виступом корпусів сопел Лаваля за торець тарілки, розміщений по центру між зовнішньою поверхнею верхнього розподільника і внутрішньою поверхнею нижньої тарілки циліндричний фіксатор з різним діаметром по висоті, торець якого з меншим діаметром закріплено у верхньому розподільнику, при цьому стовбур гарнісажної фурми додатково містить колектор і проміжну трубу, з утворенням тракту підведення кисню до торцевого наконечника головки, а цей наконечник виконаний з додатковою проміжною тарілкою, в якій закріплені корпуси додаткових циліндричних сопел для подачі кисню, в які концентрично, з кільцевим зазором, вставлені з суміщенням вихідних перерізів циліндричні сопла подачі торкрет-маси в потоці повітря, при цьому суміщені торці циліндричних сопел вставлені концентрично з кільцевим зазором у сопла Лаваля для подачі азоту і розміщені на рівні їх критичного перерізу, а торець циліндричного фіксатора з меншим діаметром встановлений у отворі нижньої тарілки із виступом за її торець і можливістю вільного переміщення. Винаходи забезпечують зменшення витрати торкрет-маси вогнетривів, підвищення ступеня засвоєння шлаком цієї маси вогнетривів, коригування хімічного складу кінцевого шлаку та нанесення гарнісажу на футерівку конвертера. UA 97754 C2 5 10 15 20 25 30 35 40 45 50 55 60 Взаємопов'язана група винаходів належить до галузі чорної металургії, зокрема до способів ремонту футерівки шляхом створення на її поверхні захисного вогнетривкого покриття за рахунок роздування кінцевого шлаку газопорошковими струменями і конструкцій гарнісажних фурм, які використовуються при цьому. Відомий спосіб ремонту футерівки конвертера, згідно з яким роздування суміші, що містить кінцевий шлак попередньої плавки та вогнетривкий матеріал (вапно, доломіт, магнезит) виконується струменями суміші природного газу із киснем, які вдувають у об'єм шлаку [А. с. СССР № 1592343, С21С 5/44, 1990 г.]. Відомий також спосіб [Патент РФ 218714, С21С5/44, 1999], згідно з яким шляхом залишення у конвертері шлаку попередньої плавки, присадкою до шлаку карбонатних матеріалів та перемішуванням отриманого шлакового розплаву сумішшю кисню із нейтральним газом здійснюють нанесення гарнісажу на стіни конвертера шляхом вдування у шлак зверху струменів нейтрального газу через фурму при перемінній її висоті. Вадою наведених способів є незначний ступінь засвоєння присаджених до шлаку матеріалів внаслідок недостатнього для їх засвоєння часу до початку роздування, утворення окремих стаціонарних реакційних зон вдування порошкоподібних матеріалів та винесення шлакових крапель з об'єму шлаку, що призводить до швидкого переведення шлаку у малорухомий стан та унеможливлює продовження операції роздування, переокислення шлаку із зменшенням його щільності та стіканням нанесеного гарнісажу з поверхні футерівки, зменшення стійкості вогнетривів днища та ускладнення у створенні рівномірного покриття по висоті футерівки конвертера. Також відомий, вибраний як найближчий аналог, спосіб ремонту футерівки конвертера [Патент України № 50942, С21С5/44, 2009], який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової гарнісажної торкрет-фурми з соплами шляхом роздування шлакової ванни азотними струменями і подачі порошкоподібної торкрет-маси в повітряних струменях при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, який відрізняється тим, що роздування шлакової ванни здійснюють повітряними струменями, які несуть порошкоподібну торкрет-масу у вигляді сирого доломіту, в кільцевій оболонці азоту. Вадами даного способу є складність забезпечення необхідних фізико-хімічних властивостей шлаку, що роздувається на футерівку, внаслідок прискореного переведення шлакової ванни у в'язкий малорухомий стан при різкому зниженні температури останньої за рахунок витрат тепла на нагрівання азотних струменів та дисоціацію карбонатів сирого доломіту торкрет-маси. Переведення шлакової ванни у малорухомий стан вже у першій половині операції гарячого ремонту футерівки унеможливлює її роздування та знижує ефективність використання торкретмаси для формування крапель шлаку необхідного складу. Відома, вибрана як найближчий аналог, торкрет-фурма для нанесення шлакового гарнісажу на футерівку конвертера [патент України № 50940, С21С5/48, F27D1/16, 2009], яка містить пересувну привідну платформу з вертикальною напрямною, каретку торкрет-фурми, механізм обертання, який забезпечує зміну напрямку обертання на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, стовбур торкрет-фурми, який виконано із двох колекторів і двох концентрично розташованих внутрішньої та зовнішньої труб, що утворюють тракти підведення азоту і торкрет-маси в потоці повітря, головку з корпусами циліндричних сопел для подачі торкрет-маси у повітряних струменях із торцевим наконечником для роздування шлакової ванни азотними струменями у вигляді тарілки з корпусами сопел Лаваля, які виступають за торець тарілки і розташовані в ряд похило і симетрично відносно поздовжньої осі торкрет-фурми у вертикальній площині. Вадами найближчого аналога конструкції фурми є: використання азотних струменів для роздування шлакової ванни, що призводить до прискореного переохолодження шлаку із переведенням його у малорухомий стан; використання порошкоподібної торкрет-маси без паливної складової безпосередньо у реакційні зони взаємодії азотних струменів із шлаковою ванною підсилює ефект переохолодження та підвищує в'язкість шлаку; більша частина торкретмаси у зв'язку із підвищенням в'язкості шлаку залишається на днищі конвертера та призводить до негативних змін внутрішньої конфігурації робочого простору конвертера. В основу першого із групи винаходів поставлено задачу удосконалення способу ремонту футерівки конвертера нанесенням шлакового гарнісажу при роздуванні кінцевого шлаку повітряними струменями, що несуть торкрет-масу у кільцевій оболонці азоту, шляхом зміни складу кільцевої оболонки та питомої витрати торкрет-маси, що дозволить забезпечити: збереження рідкоплинності шлаку по ходу роздування із можливістю корегування його фізико 1 UA 97754 C2 5 10 15 20 25 30 35 40 45 50 55 хімічних характеристик; підвищення ступеня засвоєння шлаком торкрет-маси та більш ефективне нанесення гарнісажу із підвищеним вмістом оксиду магнію. В основу другого із групи винаходів поставлено задачу удосконалення конструкції обертової гарнісажної фурми для ремонту футерівки конвертера шляхом зміни конструкції торцевого наконечника головки, кількості і розташування груп сопел Лаваля та циліндричних сопел відносно один одного, що дозволить забезпечити: роздування кінцевого шлаку повітряними струменями, що несуть порошкоподібну торкрет-масу у кільцевих оболонках кисню і азоту; можливість коригування по ходу операції як фізичного стану, так і хімічного складу кінцевого шлаку; зменшення питомих витрат торкрет-маси і підвищення стійкості утвореного вогнетривкого гарнісажу на поверхні футерівки. Перша поставлена задача вирішується тим, що за способом ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової гарнісажної фурми з соплами при перемінній висоті фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180° навколо вертикальної осі шляхом роздування шлакової ванни повітряними струменями, які несуть порошкоподібний сирий доломіт в інтервалі 10-90 % часу роздування шлаку в кільцевій оболонці азоту, при цьому роздування шлакової ванни 3 здійснюють повітряними струменями з інтенсивністю через одне сопло 0,14-0,18 м /хв. на тонну рідкої сталі, які несуть порошкоподібний сирий доломіт з інтенсивністю через одне сопло 0,30,8 кг/хв. на тонну рідкої сталі в кільцевих оболонках кисню і азоту з інтенсивностями через одне 3 сопло 0,21-0,43 і 0,86-0,93 м /хв. на тонну рідкої сталі, відповідно, при цьому кисень подають в інтервалі 45-100 % часу роздування шлаку. За рахунок безпосередньої дії на шлакову ванну групи рухомих повітряних струменів, що несуть порошкоподібну торкрет-масу у вигляді сирого доломіту в кільцевих оболонках кисню і азоту, які витікають із сопел торцевого наконечника гарнісажної фурми, яка розміщена по центру конвертера, утворюють реакційні зони взаємодії струменів та торкрет-маси із рідкою шлаковою ванною із подальшим формуванням на поверхні футерівки шлакового шару шляхом направленого набризкування об'ємів шлаку. Внаслідок безпосередньої взаємодії повітряно-порошкових струменів із шлаковою ванною забезпечується засвоєння переважної кількості торкрет-маси, що вдувають, із формуванням шлаку з необхідним, та досягається отримання рівномірного за товщиною високостійкого шлакового гарнісажу по висоті конвертера. Подача торкрет-маси у вигляді сирого доломіту з інтенсивністю на одне сопло менше 0,3 кг/хв. на тонну рідкої сталі призводить до невиправданого підвищення тривалості вдування торкрет-маси та ускладнює забезпечення необхідних фізико-хімічних властивостей шлаку. Подача торкрет-маси з інтенсивністю на одне сопло більше 0,8 кг/хв. на тонну рідкої сталі призводить до зниження ступеня її засвоєння шлаком, збільшення втрат торкрет-маси та погіршення характеристик нанесеного на футерівку гарнісажу. При роздуванні шлакової ванни з інтенсивністю подачі повітря на одне сопло менше 0,14 3 3 м /хв. або більше 0,18 м /хв. на тонну рідкої сталі зменшується ефективність засвоєння сирого доломіту шлаком із зниженням якості та рівномірності за товщиною сформованого на поверхні футерівки шлакового шару. 3 Подача азотних струменів із інтенсивністю менше 0,86 м /хв. на тонну рідкої сталі через одне сопло ускладнює набризкування крапель шлаку на верхню частину циліндрової частини конвертера, призводить до створення нерівномірного за товщиною шлакового гарнісажу на поверхні футерівки та зменшення ефективності гарячого ремонту. 3 Подача азотних струменів із інтенсивністю більше ніж 0,93 м /хв. на тонну рідкої сталі через одне сопло призводить до втрат підготовленого шлаку за рахунок викидання частини його бризок через горловину конвертера, із інтенсифікацією зашлаковування екранних поверхонь котла-утилізатора. Здійснення подачі торкрет-маси в інтервалі менш ніж 10 % часу роздування шлаку призводить до зниження ефективності формування на футерівці шлакового гарнісажу із необхідним вмістом тугоплавких оксидів. Подача торкрет-маси в інтервалі понад 90 % часу роздування шлаку призводить до невиправданого збільшення втрат торкрет-маси із-за зниження ступеня засвоєння останньої шлаковою ванною. 3 Подача кисню із інтенсивністю менш ніж 0,21 м /хв. на тонну рідкої сталі через одне сопло зменшує ефективність його використання для забезпечення рідкоплинного стану шлакової 3 ванни при вдуванні у її об'єм торкрет-маси. Подача кисню із інтенсивністю більш ніж 0,43 м /хв. на тонну рідкої сталі через одне сопло негативно впливає на стан футерівки днища конвертера. 2 UA 97754 C2 5 10 15 20 25 30 35 40 45 50 55 60 Подача кисню на ранніх стадіях операції до досягнення 45 % від загального часу роздування шлаку призводить до переокиснення та надмірного розрідження шлакової ванни із зниженням в'язкості та стіканням нанесеного шлакового шару по футерівці. Невиконання кожної з вищенаведених вимог негативно позначається на ефективності операції гарячого ремонту футерівки конвертера шляхом роздування кінцевого шлаку, стійкості футерівки та продуктивності агрегату. Друга поставлена задача вирішується тим, що в гарнісажній фурмі для ремонту футерівки конвертера, яка містить пересувну привідну платформу з вертикальною напрямною, каретку гарнісажної фурми, механізм обертання, який забезпечує зміну напрямку обертання на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, стовбур гарнісажної фурми, який виконано із двох колекторів і двох концентрично розташованих внутрішньої та зовнішньої труб, що утворюють тракти підведення азоту і торкрет-маси в потоці повітря, торцевий наконечник головки виконаний із верхнього розподільника і нижньої тарілки, які герметично з'єднані з внутрішньою і зовнішньою трубами стовбура гарнісажної фурми відповідно, корпуси циліндричних сопел і сопел Лаваля, які закріплені у верхньому розподільнику і нижній тарілці відповідно і розташовані концентрично з кільцевим зазором між собою із виступом корпусів сопел Лаваля за торець тарілки, розміщений по центру між зовнішньою поверхнею верхнього розподільника і внутрішньою поверхнею нижньої тарілки циліндричний фіксатор з різним діаметром по висоті, торець якого з меншим діаметром закріплено у верхньому розподільнику, при цьому стовбур гарнісажної фурми додатково містить колектор і проміжну трубу, що утворюють тракт підведення кисню до торцевого наконечника головки, а торцевий наконечник виконаний з додатковою проміжною тарілкою, в якій закріплені корпуси додаткових циліндричних сопел для подачі кисню, в які концентрично з кільцевим зазором вставлені із суміщенням вихідних перерізів циліндричні сопла подачі торкрет-маси в потоці повітря, при цьому суміщені торці циліндричних сопел вставлені концентрично з кільцевим зазором у сопла Лаваля для подачі азоту і розміщені на рівні критичного перерізу сопел, а торець циліндричного фіксатора з меншим діаметром встановлений у отворі нижньої тарілки із виступом за її торець і можливістю вільного переміщення. Таке розміщення в головці обертової гарнісажної фурми групи торцевих сопел Лаваля для роздування шлаку азотними струменями і циліндричних сопел для подачі кисню та сопел для подачі торкрет-маси в потоці повітря дозволяє здійснювати при обертанні фурми формування шлаку із необхідними фізико-хімічними властивостями безпосередньо у межах реакційних зон взаємодії газопорошкових струменів із шлаковим розплавом, корегування фізико-хімічного стану останнього впродовж операції та спрямоване забризкування крапель цього шлаку по всій висоті футерівки робочого простору конвертера з формуванням на її поверхні шлакового шару. Це забезпечує роздування всього об'єму кінцевого шлаку та призводить до утворення шару шлакового гарнісажу підвищеної міцності на робочій поверхні футерівки конвертера. Суть винаходу пояснюється кресленнями, де зображені гарнісажна фурма для ремонту футерівки конвертера (фіг. 1, 2, 3) та схема реалізації заявленого способу ремонту футерівки конвертера (фіг. 4, 5) із використанням заявленої гарнісажної фурми, у тому числі: - на фіг. 1 - гарнісажна фурма із механізмом обертання та переміщення, загальний вигляд; - на фіг. 2 - поздовжній переріз головки гарнісажної фурми; - на фіг. 3 - переріз по площині А-А згідно з фіг. 2. Як показано на фіг. 1 гарнісажна фурма для ремонту футерівки конвертера містить патрубки 1 та 2 для підведення кисню та азоту відповідно і патрубок 3 для підведення торкрет-маси в потоці повітря, колектори 4, 5 та 6 на відповідних патрубках, механізм обертання, що закріплено на платформі 7, яка з'єднана з кареткою 8, стовбур 9 фурми із головкою 10. Стовбур 9 гарнісажної фурми виконано із трьох концентрично розташованих сталевих труб, у тому числі двох внутрішніх для подачі кисню та торкрет-маси в потоці повітря та зовнішньої для подачі азоту до головки 10. Як показано на фіг. 2 головка 10 складається з внутрішніх труб 11 та 12, зовнішньої труби 13, торцевого наконечника, який виконано із сталевої тарілки 14, в якій закріплено шляхом зварювання три сталевих корпуси сопел Лаваля 15. Корпуси сопел Лаваля 15 виступають за торець тарілки 14 і розміщені по колу симетрично відносно вертикальної осі гарнісажної фурми під кутом до неї. Три корпуси 16 сталевих циліндричних сопел 18 для подачі кисню вставлені концентрично з кільцевим зазором у сопла Лаваля 15 і розміщені на рівні критичного перерізу цих сопел та шляхом зварювання закріплені у проміжній тарілці 17. Три корпуси 16 сталевих циліндричних сопел 18 для подачі торкрет-маси у потоці повітря вставлені концентрично з кільцевим зазором із суміщенням вихідних перерізів у циліндричні сопла 18 та шляхом зварювання закріплені у чаші-розподільнику 19. 3 UA 97754 C2 5 10 15 20 25 30 35 40 45 50 55 Необхідна відстань між зовнішньою поверхнею чаші-розподільника 19, проміжною тарілкою 17 і внутрішньою поверхнею тарілки 14 забезпечується встановленим у отворі тарілки 14 із виступом за її торець і розміщеним по центру циліндричним фіксатором 20 з різним діаметром по висоті і можливістю вільного переміщення у отворі тарілки 14. Компенсація подовження зовнішньої труби 13 головки 10 в процесі роботи гарнісажної фурми забезпечується переміщенням нижнього торця фіксатора 20. Необхідна відстань між зовнішньою трубою головки 13 та внутрішньою трубою 12 забезпечується закріпленими до труби 12 і розміщеними під прямим кутом до неї та зовнішньої труби 13 фіксаторами 21. В свою чергу, необхідна відстань між внутрішньою трубою 12 та трубою для подачі торкрет-маси 11 забезпечується закріпленими до труби 11 і розміщеними під прямим кутом до неї та труби 12 фіксаторами 22. Гарнісажна фурма для ремонту футерівки конвертера працює наступним чином. Азот, що подається у кільцевому зазорі між внутрішньою 12 та зовнішньою 13 трубами поступає до торцевого наконечника і у вигляді трьох кільцевих надзвукових азотних струменів і вдувається в робочий простір конвертера по кільцевих зазорах між внутрішніми циліндричними соплами 16 і зовнішніми соплами Лаваля 15. Кисень подається у кільцевому зазорі між внутрішніми трубами 11 та 12 надходить до торцевого наконечника і у вигляді трьох кільцевих струменів вдувається в робочий простір конвертера по кільцевих зазорах між циліндричними соплами 16 та 18. Торкрет-маса в потоці повітря подається через внутрішню трубу 11 і у вигляді трьох газопорошкових струменів і вдувається у порожнину конвертера через три циліндричні сопла 18. При цьому газопорошкові струмені (повітря + торкрет-маса) оточені кільцевими оболонками кисню та надзвукового азоту, які формуються завдяки вдуванню кисню і азоту через кільцеві зазори між відповідними соплами. Коли не відбувається подача торкрет-маси, то через циліндричні сопла 18 гарнісажної фурми подається тільки повітря для попередження запечатування сопел бризками шлаку. При цьому забезпечується обертання гарнісажної фурми навколо вертикальної осі завдяки включенню механізму обертання 7 і відбувається розбризкування шлаку від взаємодії газопорошкових струменів у кільцевих оболонках кисню та азоту із шлаковою ванною з направленим виносом бризок шлаку на футерівку конвертера із створенням шлакового шару, який після кристалізації виконує роль гарнісажного покриття. Внаслідок безпосереднього вдування у об'єм шлакового розплаву газопорошкових струменів у кільцевих оболонках кисню та азоту, відбувається формування шлаку із необхідними фізико-хімічних властивостями та більш ефективне нанесення шару вогнетривкого шлакового гарнісажу по всій висоті футерівки, що дозволяє подовжити термін експлуатації конвертерів і зменшити витрати вогнетривів. Заявлений спосіб ремонту футерівки конвертера реалізують наступним чином. Ремонт футерівки конвертера здійснюють після випуску металу із залишенням кінцевого шлаку. Скачування шлаку спеціально не роблять. Конвертер із кінцевим шлаком встановлюють у вертикальне положення, до порожнини конвертера через фурмене вікно вводять обертову гарнісажну фурму, яка має головку з соплами Лаваля для роздування шлаку повітряними струменями, що несуть порошкоподібну торкрет-масу у вигляді сирого доломіту, в кільцевих оболонках кисню і азоту, під кутом до поверхні шлакової ванни. Гарнісажна фурма встановлюється точно по вертикальній осі конвертера на рівній відстані від бокових стін і в процесі роботи при перемінній висоті обертається навколо вертикальної осі зі зміною напрямку обертання на протилежний після кожного оберту фурми на 180°. Спочатку гарнісажну фурму встановлюють у крайньому нижньому положенні по висоті і розпочинають при обертанні фурми роздування шлакової ванни (фіг. 4) газовими струменями у кільцевій оболонці азоту із нанесенням попереднього шару шлаку на футерівку конвертера (фіг. 5). На наступному етапі операції роздування шлакової ванни забезпечують повітряними струменями, що несуть торкрет-масу у вигляді порошкоподібного сирого доломіту у кільцевій оболонці азоту з метою формування заданого хімічного складу шлаку та забезпечення утворення високостійкого гарнісажного покриття на футерівці конвертера. Дисоціація карбонатів сирого доломіту безпосередньо у об'ємі шлакової ванни забезпечує насичення шлаку перед роздуванням на футерівку вогнетривкими складовими (оксидами магнію та частково кальцію). В подальшому роздування шлакової ванни продовжують газовими струменями, що несуть сирий доломіт у кільцевих оболонках кисню та азоту для забезпечення рідкоплинності шлакової ванни та виносу збагачених вогнетривкими складовими крапель шлаку у рідкому стані на поверхню футерівки. Під час процесу роздування шлакової ванни обертову гарнісажну фурму переміщують по висоті від днища до горловини конвертера і назад. Після візуального припинення виносу бризок 4 UA 97754 C2 5 10 15 20 25 30 35 40 45 50 55 60 шлаку над горловиною конвертера роздування шлакової ванни припиняють. Нижче наведено приклад реалізації запропонованого способу ремонту футерівки. Приклад. Операцію роздування шлакової ванни з нанесенням шлакового гарнісажу на футерівку 160-т конвертера розпочинають після випуску металу із залишенням в порожнині агрегату кінцевого шлаку. Пересувну привідну платформу з обертовою гарнісажною фурмою встановлюють в положення суміщення осі гарнісажної фурми з вертикальною віссю конвертера. Через фурмене вікно вводять гарнісажну фурму і опускають її до рівня горловини конвертера, із одночасним 3 забезпеченням подачі повітря через циліндричні сопла із загальною витратою 60-80 м /хв., що 3 дорівнює витраті газу через одне сопло 0,14-0,18 м /хв. на тонну рідкої сталі, що зливається у сталерозливний ківш. В подальшому гарнісажну фурму встановлюють у крайньому нижньому положенні по висоті і розпочинають при обертанні фурми (зі зміною напрямку обертання на протилежний після кожного оберту фурми на 180° навколо вертикальної осі) роздування шлакової ванни повітряними струменями, у кільцевій оболонці азоту із загальною витратою 3 азоту через одне сопло 125-135 м /хв., при інтенсивності подачі азоту через одне сопло 0,863 0,93 м /хв. на тонну рідкої сталі, яка зливається із конвертера в сталерозливний ківш. Після попереднього нанесення шлакового шару по всій висоті футерівки конвертера протягом 0,30,5 хв. у процесі обертання гарнісажної фурми розпочинають подачу сирого доломіту через циліндричні сопла із загальною витратою 600-1000 кг на операцію, при інтенсивності подачі на одне сопло 0,3-0,8 кг/хв. на тонну рідкої сталі у кільцевій оболонці азоту при інтенсивності 3 подачі азоту через одне сопло 0,86-0,93 м /хв. на тонну рідкої сталі, яка зливається із конвертера в сталерозливний ківш. При цьому подачу сирого доломіту здійснюють протягом 0,3-4,5 хв., що дорівнює інтервалу 10-90 % загального часу роздування шлаку на футерівку. З метою запобігання загущення шлаку, з повним припиненням виносу крапель шлаку на футерівку, на наступному етапі операції порошкоподібний сирий доломіт подають у кільцевих 3 3 оболонках кисню та азоту із загальною витратою 30-65 м /хв. та 125-135 м /хв. відповідно через 3 одне сопло, при інтенсивності подачі кисню та азоту через одне сопло 0,21-0,43 м /хв. та 0,863 0,93 м /хв. відповідно на тонну рідкої сталі, яка зливається із конвертера в сталерозливний ківш. При цьому подачу кисню здійснюють протягом 1,3-5,0 хв., що дорівнює інтервалу 45-100 % загальної тривалості операції роздування шлаку. Така операція гарячого ремонту футерівки конвертера забезпечує формування товстого рівномірного стійкого шлакового гарнісажу з підвищеним вмістом вогнетривких складових на всій поверхні футерівки. ФОРМУЛА ВИНАХОДУ 1. Спосіб ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової гарнісажної фурми з соплами при перемінній висоті фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180° навколо вертикальної осі шляхом роздування шлакової ванни повітряними струменями, які несуть порошкоподібний сирий доломіт в кільцевій оболонці азоту в інтервалі 10-90 % часу роздування шлаку, який відрізняється тим, що роздування шлакової ванни здійснюють повітряними струменями з 3 інтенсивністю їх подавання через одне сопло 0,14-0,18 м /хв. на тонну рідкої сталі, які несуть порошкоподібний сирий доломіт з інтенсивністю його подавання через одне сопло 0,3-0,8 кг/хв. на тонну рідкої сталі в кільцевих оболонках кисню і азоту з інтенсивностями їх подавання через 3 одне сопло 0,21-0,43 і 0,86-0,93 м /хв. на тонну рідкої сталі, відповідно, при цьому кисень подають в інтервалі 45-100 % часу роздування шлаку. 2. Гарнісажна фурма для ремонту футерівки конвертера, яка містить пересувну привідну платформу з вертикальною напрямною, каретку гарнісажної фурми, механізм її обертання, який забезпечує зміну напрямку обертання на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, стовбур гарнісажної фурми, який виконано із двох колекторів і двох концентрично розташованих внутрішньої та зовнішньої труб, з утворенням трактів підведення азоту і торкрет-маси в потоці повітря, торцевий наконечник головки вказаної фурми, виконаний з верхнього розподільника і нижньої тарілки, які герметично з'єднані з внутрішньою і зовнішньою трубами стовбура гарнісажної фурми, відповідно, корпуси циліндричних сопел і сопел Лаваля, які закріплені у верхньому розподільнику і нижній тарілці, відповідно, і розташовані концентрично з кільцевим зазором між собою з виступом корпусів сопел Лаваля за торець цієї тарілки, розміщений по центру між зовнішньою поверхнею верхнього розподільника і внутрішньою поверхнею нижньої тарілки циліндричний фіксатор з різним діаметром по висоті, 5 UA 97754 C2 5 10 торець якого з меншим діаметром закріплено у верхньому розподільнику, яка відрізняється тим, що стовбур гарнісажної фурми додатково містить колектор і проміжну трубу, з утворенням тракту підведення кисню до торцевого наконечника головки вказаної фурми, а її торцевий наконечник виконаний з додатковою проміжною тарілкою, в якій закріплені корпуси додаткових циліндричних сопел для подачі кисню, в які концентрично, з кільцевим зазором, вставлені з суміщенням вихідних перерізів, циліндричні сопла подачі торкрет-маси в потоці повітря, при цьому суміщені торці циліндричних сопел вставлені концентрично у сопла Лаваля з кільцевим зазором для подачі азоту і розміщені на рівні критичного перерізу сопел Лаваля, а торець циліндричного фіксатора з меншим діаметром встановлений у отворі нижньої тарілки з виступом за її торець і можливістю вільного переміщення. 6 UA 97754 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюRepair method for the converter lining and skull tuyere for realization thereof
Автори англійськоюCherniatevych Anatolii Hryhorovych, Sihariov Yevhen Mykolaiovych, Chubin Kostiantyn Ivanovych, Chubina Olena Anatoliivna
Назва патенту російськоюСпособ ремонта футеровки конвертера и гарнисажная фурма для его осуществления
Автори російськоюЧернятевич Анатолий Григорьевич, Сигарев Евгений Николаевич, Чубин Константин Иванович, Чубина Елена Анатольевна
МПК / Мітки
Мітки: конвертера, футерівки, гарнісажна, фурма, здійснення, спосіб, ремонту
Код посилання
<a href="https://ua.patents.su/9-97754-sposib-remontu-futerivki-konvertera-ta-garnisazhna-furma-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту футерівки конвертера та гарнісажна фурма для його здійснення</a>
Гарнісажна фурма для ремонту футерівки конвертера
Номер патенту: 62036
Опубліковано: 10.08.2011
Автори: Чубіна Олена Анатоліївна, Чубін Костянтин Іванович, Сігарьов Євген Миколайович, Чернятевич Анатолій Григорович
Мітки: конвертера, гарнісажна, ремонту, футерівки, фурма
Формула / Реферат:
Гарнісажна фурма для ремонту футерівки конвертера, яка містить пересувну привідну платформу з вертикальною напрямною, каретку гарнісажної фурми, механізм обертання, який забезпечує зміну напрямку обертання на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, стовбур гарнісажної фурми, який виконано із двох колекторів і двох концентрично розташованих внутрішньої та зовнішньої труб, що утворюють тракти підведення азоту і...
Спосіб ремонту футерівки конвертера та торкрет-фурма для його здійснення
Номер патенту: 93161
Опубліковано: 10.01.2011
Автори: Чернятевич Анатолій Григорович, Чубін Констянтин Іванович, Чубіна Олена Анатоліївна, Сігарьов Євген Миколайович
МПК: F27D 1/16, C21C 5/44, C21C 5/48
Мітки: конвертера, здійснення, футерівки, спосіб, ремонту, торкрет-фурма
Формула / Реферат:
1. Спосіб ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздування шлакової ванни азотними струменями і подачі порошкоподібної торкрет-маси в повітряних струменях при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180°...
Спосіб ремонту футерівки конвертера та торкрет-фурма для його здійснення
Номер патенту: 83445
Опубліковано: 10.07.2008
Автори: Чубін Константин Іванович, Чернятевич Анатолій Григорович, Сігарьов Євген Миколайович, Чубіна Олена Анатоліївна
Мітки: ремонту, здійснення, торкрет-фурма, футерівки, спосіб, конвертера
Формула / Реферат:
1. Спосіб ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздування шлакової ванни зверху нейтральними газовими струменями і нанесення на бокову поверхню конвертера в окислювальних струменях торкрет-маси при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний...
Спосіб ремонту футерівки конвертера
Номер патенту: 61727
Опубліковано: 25.07.2011
Автори: Чубін Костянтин Іванович, Сігарьов Євген Миколайович, Чернятевич Анатолій Григорович, Чубіна Олена Анатоліївна
МПК: C21C 5/44
Мітки: футерівки, конвертера, ремонту, спосіб
Формула / Реферат:
Спосіб ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової гарнісажної фурми з соплами при перемінній висоті фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180° навколо вертикальної осі шляхом роздування шлакової ванни повітряними струменями, які несуть порошкоподібний сирий доломіт в...
Торкрет-фурма для ремонту футерівки конвертера
Номер патенту: 26280
Опубліковано: 10.09.2007
Автори: Чубін Константин Іванович, Сігарьов Євген Миколайович, Чубіна Олена Анатоліївна, Чернятевич Анатолій Григорович
Мітки: футерівки, торкрет-фурма, ремонту, конвертера
Формула / Реферат:
Торкрет-фурма для ремонту футерівки конвертера, яка містить пересувну привідну платформу з вертикальною напрямною, каретку торкрет-фурми, механізм обертання, який забезпечує зміну напрямку обертання на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, стовбур торкрет-фурми, який виконано із двох колекторів і двох концентрично розташованих труб, що утворюють тракти підведення нейтрального газу і торкрет-маси в потоці...
Попередній патент: Спосіб безперервного лиття заготівки і установка для його здійснення
Наступний патент: Спосіб отримання об’ємного наповнювача з природної рослинної сировини
Випадковий патент: Спосіб запобігання заклинюванню потужного кривошипного гарячештампувального преса