Спосіб безперервного лиття заготівки і установка для його здійснення
Номер патенту: 97753
Опубліковано: 12.03.2012
Автори: Волков Сергій Юрійович, Глушко Юрій Іванович, Мисочка Анатолій Васильович, Білий Валерій Панасович, Білий Валерій Валерійович
Формула / Реферат
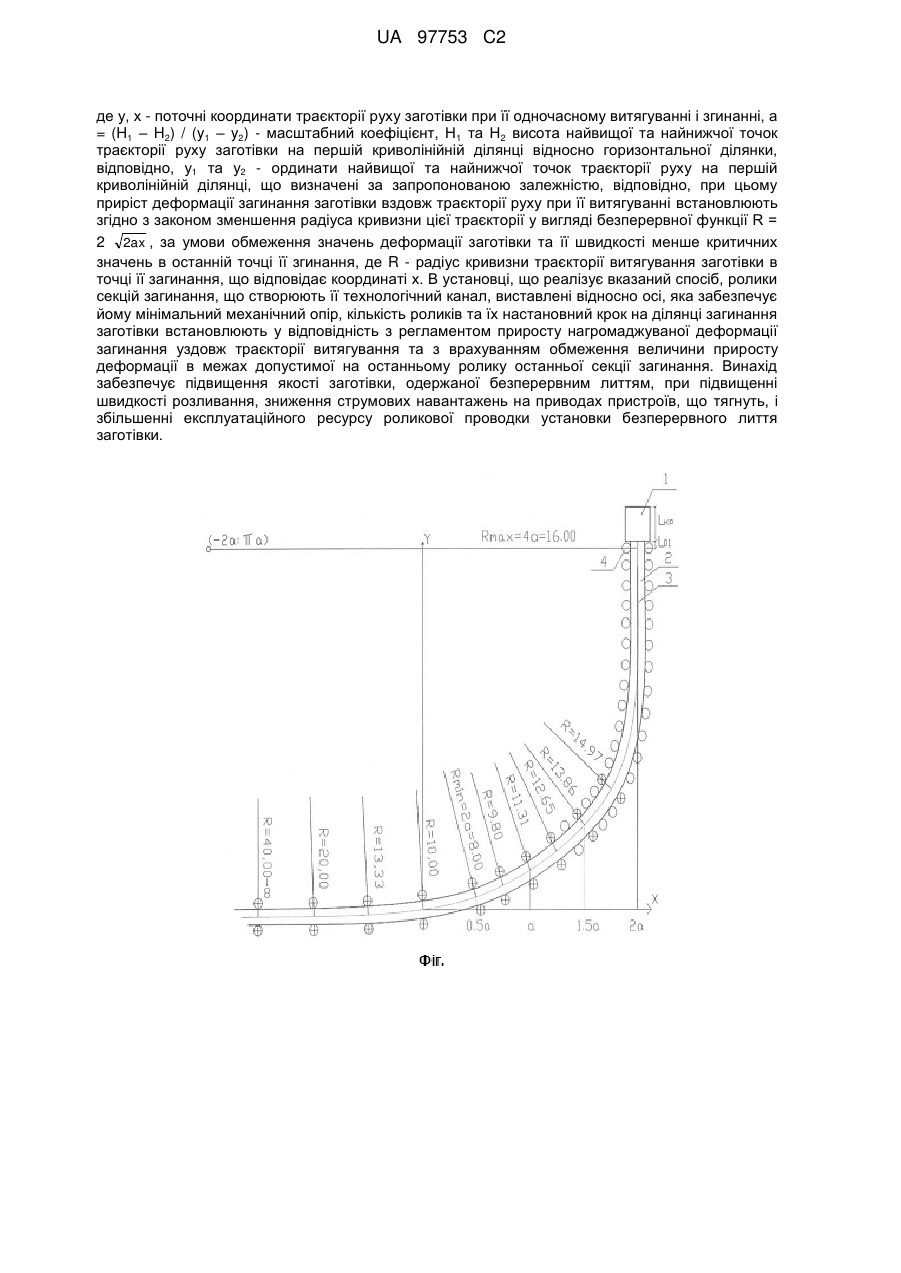
1. Спосіб безперервного лиття заготівки, що включає подачу розплавленої сталі в кристалізатор, витягування заготівки, що твердне в технологічному каналі ливарної установки, по траєкторії, яка містить вертикальну ділянку її спуску, за нею першу криволінійну ділянку, вздовж якої виконують спуск з одночасним загинанням заготівки зі зменшенням радіуса згинання від максимального Rmax в найвищій точці руху до мінімального значення Rmin в найнижчій точці руху, а далі радіальну ділянку, де виконують спуск заготівки по дузі постійного радіуса Rmin, а також другу криволінійну ділянку, де спуск заготівки виконують одночасно з її розгинанням зі збільшенням радіуса від мінімального Rmin до максимального значення Rmax, який відповідає повному випрямленню заготівки з укладанням її на горизонтальну ділянку траєкторії руху за умови обмеження значення та швидкості деформації на криволінійних ділянках траєкторії руху заготівки менше їх критичних значень, які відповідають умовам руйнування твердої оболонки заготівки, який відрізняється тим, що спуск заготівки на першій криволінійній ділянці з одночасним її загинанням зі зменшенням радіуса загинання від максимального Rmax в найвищій точці руху до мінімального значення Rmin в найнижчій точці руху здійснюють по траєкторії, яка описується безперервною функцією у вигляді залежності
y = a arcos (1 - x/a) - ![]() ,
,
де y, x - поточні координати траєкторії руху заготівки при її одночасному витягуванні та загинанні, а = (H1 - H2) / (y1 - y2) масштабний коефіцієнт, H1 і H2 висота найвищої та найнижчої точок траєкторії руху на першій криволінійній ділянці відносно її горизонтальної ділянки, відповідно, y1 і y2 - ординати найвищої та найнижчої точок траєкторії руху на першій криволінійній ділянці, що визначені за запропонованою залежністю, відповідно, при цьому приріст деформації загинання заготівки вздовж траєкторії руху при її витягуванні встановлюють згідно з законом зменшення радіуса кривизни цієї траєкторії у вигляді безперервної функції R = 2 ![]() , за умови обмеження деформації та її швидкості менше критичних значень в останній точці загинання, де R - радіус кривизни траєкторії витягування заготівки в точці її загинання, що відповідає координаті x.
, за умови обмеження деформації та її швидкості менше критичних значень в останній точці загинання, де R - радіус кривизни траєкторії витягування заготівки в точці її загинання, що відповідає координаті x. ![]()
2. Спосіб за п. 1, який відрізняється тим, що витягування заготівки здійснюють з одночасним загинанням по траєкторії її руху, де довжину першої криволінійної ділянки збільшують за рахунок скорочення вертикальної і/або радіальної ділянок траєкторії її руху.
3. Спосіб за п. 1 або 2, який відрізняється тим, що витягування заготівки здійснюють по траєкторії її руху без радіальної ділянки так, що розгинання заготівки починають в точці траєкторії, наступній за останньою точкою її загинання.
4. Спосіб за п. 1, який відрізняється тим, що траєкторію витягування заготівки, яка відповідає умовам мінімальних енерговитрат на її спуск, знаходять за результатами безперервного вимірювання значень струмових навантажень на приводах пристроїв, що витягують заготівку.
5. Спосіб за п. 1 або 4, який відрізняється тим, що коригування траєкторії витягування заготівки здійснюють за результатами безперервного вимірювання значень зносу робочої поверхні роликів, що утворюють технологічний канал.
6. Установка безперервного лиття заготівки, що містить кристалізатор, секції роликової проводки і пристрої, що тягнуть заготівку, які разом з роликами секцій утворюють технологічний канал ливарної установки з віссю, координати точок якої співпадають з координатами точок траєкторії руху заготівки, що містить вертикальну ділянку, за нею першу криволінійну ділянку, вздовж якої радіус кривизни зменшується від максимального Rmax в найвищій точці руху до мінімального значення Rmin в її найнижчій точці руху, а далі радіальну ділянку з постійним радіусом Rmin та другу криволінійну ділянку, де радіус її кривизни збільшується від Rmin до максимального значення Rmax, який відповідає положенню горизонтальної ділянки осі технологічного каналу, а ролики секцій на криволінійних ділянках траєкторії руху заготівки виставлені за умови обмеження значення та швидкості деформації заготівки менше їх критичних значень, які відповідають умовам руйнування твердої оболонки заготівки, яка відрізняється тим, що ролики секцій, які утворюють технологічний канал ливарної установки на першій криволінійній ділянці траєкторії руху заготівки, виставлені відносно осі, що описується безперервною функцією у вигляді залежності
y = a arcos (1 - x/a) - ![]() ,
,
де y, x - поточні координати точок осі технологічного каналу ливарної установки на першій криволінійній ділянці, а = (H1 - H2) / (y1 - y2) - масштабний коефіцієнт, H1 і H2 висота найвищої та найнижчої точок осі першої криволінійної ділянки траєкторії руху відносно її горизонтальної ділянки, відповідно, y1 і y2 - ординати найвищої та найнижчої точок осі першої криволінійної ділянки, що визначені за запропонованою залежністю, що співпадають з ординатами найвищої та найнижчої точок траєкторії руху заготівки на першій криволінійній ділянці, відповідно, при цьому крок роликів та їх кількість встановлено уздовж технологічної осі першої криволінійної ділянки, за умови обмеження деформації на останньому ролику останньої секції загинання та у відповідності з законом приросту нагромаджуваної деформації загинання заготівки, у вигляді Dei = d/Ri - d/Ri+1, де DeI - приріст нагромаджуваної деформації на і-му ролику, d - половина товщини заготівки, i - номер ролика у роликовій проводці, Ri = 2 ![]() - радіус кривизни осі технологічного каналу в точці з координатою xi перетину осі технологічного каналу з площиною виставлення осі і-го ролика.
- радіус кривизни осі технологічного каналу в точці з координатою xi перетину осі технологічного каналу з площиною виставлення осі і-го ролика.
Текст
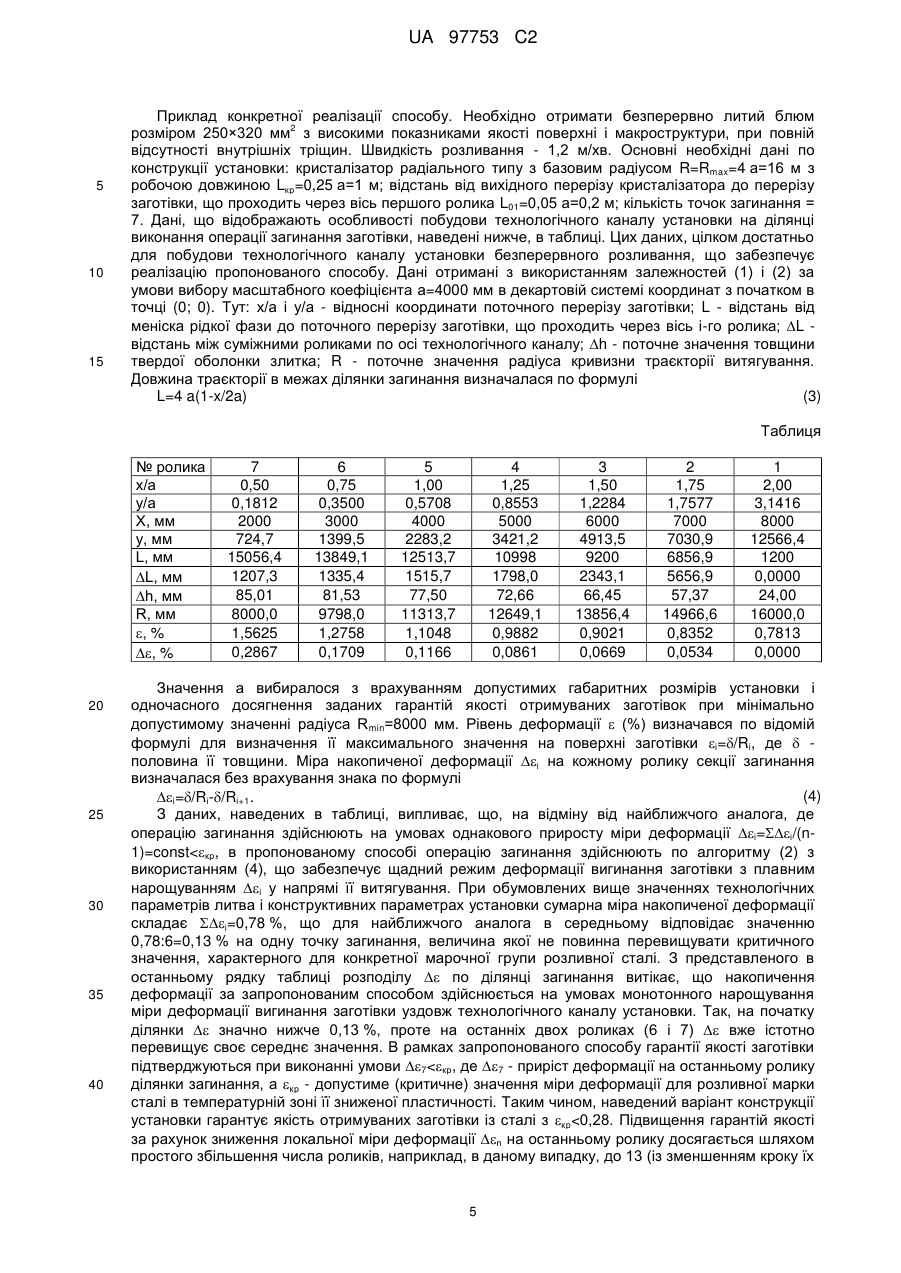
Реферат: Винахід належить до галузі металургії, а саме до способу і установки для безперервного лиття сталевої заготівки. Спосіб включає подачу розплавленої сталі в кристалізатор, витягування заготівки, що твердне в технологічному каналі ливарної установки, по траєкторії, яка містить вертикальну ділянку її спуску, за нею першу криволінійну ділянку, вздовж якої виконують спуск з одночасним загинанням заготівки зі зменшенням радіуса загинання від максимального в найвищій точці до мінімального в найнижчій точці руху, радіальну ділянку по дузі постійного радіуса, що дорівнює його мінімальному значенню, другу криволінійну ділянку з одночасним спуском заготівки і її розгинанням від мінімального до максимального радіуса, який відповідає випрямленню заготівки з її укладанням на горизонтальну ділянку траєкторії її руху за умови обмеження значення та швидкості деформації на криволінійних ділянках траєкторії руху менше їх критичних значень руйнування твердої оболонки заготівки, при цьому спуск заготівки на першій криволінійній ділянці здійснюють по траєкторії, що описана безперервною функцією у вигляді залежності y = a arcos (1- x/a) (2ax x 2 ) , UA 97753 C2 (12) UA 97753 C2 де y, x - поточні координати траєкторії руху заготівки при її одночасному витягуванні і згинанні, a = (H1 – H2) / (y1 – y2) - масштабний коефіцієнт, H1 та H2 висота найвищої та найнижчої точок траєкторії руху заготівки на першій криволінійній ділянці відносно горизонтальної ділянки, відповідно, y1 та y2 - ординати найвищої та найнижчої точок траєкторії руху на першій криволінійній ділянці, що визначені за запропонованою залежністю, відповідно, при цьому приріст деформації загинання заготівки вздовж траєкторії руху при її витягуванні встановлюють згідно з законом зменшення радіуса кривизни цієї траєкторії у вигляді безперервної функції R = 2 2ax , за умови обмеження значень деформації заготівки та її швидкості менше критичних значень в останній точці її згинання, де R - радіус кривизни траєкторії витягування заготівки в точці її загинання, що відповідає координаті x. В установці, що реалізує вказаний спосіб, ролики секцій загинання, що створюють її технологічний канал, виставлені відносно осі, яка забезпечує йому мінімальний механічний опір, кількість роликів та їх настановний крок на ділянці загинання заготівки встановлюють у відповідність з регламентом приросту нагромаджуваної деформації загинання уздовж траєкторії витягування та з врахуванням обмеження величини приросту деформації в межах допустимої на останньому ролику останньої секції загинання. Винахід забезпечує підвищення якості заготівки, одержаної безперервним литтям, при підвищенні швидкості розливання, зниження струмових навантажень на приводах пристроїв, що тягнуть, і збільшенні експлуатаційного ресурсу роликової проводки установки безперервного лиття заготівки. UA 97753 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід стосується металургії, конкретніше до сталеплавильного переділу, і призначений для використання в технології виробництва безперервно литих заготівок. Якнайповніше рівень техніки по темі, якої торкнулися, описаний у відомій монографії В.М. Нісковських, С.Е. Карлінського, А.Д. Беренова "Машини безперервного лиття заготовок" - М.: Металлургия. 1991. 18-36, 73-87 с. Представлені тут технічні рішення в області безперервного лиття заготівок дають досить повне уявлення про існуючий рівень техніки і дозволяють встановити суть і спрямованість об'єкта патентування. Пропонований винахід претендує на патентний захист способу безперервного лиття заготівок, що, на думку авторів, має істотні відмітні ознаки в частині виконання операцій загинання заготівки, що твердне, в процесі її витягування по новій траєкторії і особливостей модернізації технологічного каналу установки, що реалізовує пропонований спосіб. Відомості із згаданого вище джерела (с. 20-30) дозволяють чітко сформулювати основні ознаки аналогів пропонованого винаходу. Аналог способу безперервного лиття включає подачу рідкого металу в кристалізатор, виготовлення заготівки шляхом безперервного нарощування товщини твердої оболонки, витягування заготівки, що твердне, з кристалізатора по траєкторії, що забезпечує її вертикальний спуск одночасно з загинанням шляхом зменшення радіуса кривизни траєкторії від максимального до досягнення свого базового значення, переміщення по дузі цього радіуса, і розгинання заготівки шляхом збільшення радіуса кривизни траєкторії аж до повного її випрямлення з укладанням в горизонтальнеположення, при цьому операції вигинання виконують у відповідності з методикою побудови траєкторії витягування заготівки, що передбачає дотримання постійності швидкості деформації і обмеження величини самої деформації на рівні допустимої для конкретного марочного сортаменту сталей, що розливають. Для способу, що заявляється, і аналога збігаються наступні ознаки. Обидва способи безперервного лиття заготівок включають подачу рідкого металу в кристалізатор, одержання заготівки шляхом безперервного нарощування товщини твердої оболонки, витягування заготівки, що твердне, з кристалізатора по траєкторії, що забезпечує її вертикальний спуск з одночасним загинанням шляхом зменшення радіуса кривизни траєкторії до досягнення свого базового значення, переміщення по дузі цього радіуса і розгинання заготівки шляхом збільшення радіуса кривизни траєкторії аж до повного її випрямлення з укладанням в горизонтальне положення, при цьому операцію розгинання виконують у відповідності з методикою побудови траєкторії витягування заготівки, що передбачає дотримання постійності швидкості деформації і обмеження величини самої деформації на рівні допустимої для конкретного марочного сортаменту сталей, що розливаються. Досягненню очікуваного технічного результату при використанні відомого способу перешкоджає те, що витягування заготівки на ділянці її загинання виконується з використанням відомої методики для операції розгинання, що не передбачає вплив її власної ваги на хід деформаційного процесу в умовах недостатньої міцності твердої оболонки та об'єктивної присутності гравітаційного поля. Це не дозволяє отримати заготівки із стабільно високою якістю поверхні і макроструктури на ділянці загинання, де товщина її твердої оболонки значно менша, а температура помітно вища, ніж на ділянці розгинання. Відома установка-аналог містить кристалізатор, секції роликової проводки, і пристрої, що тягнуть та вигинають заготівку, які разом з роликами секцій утворюють технологічний канал з віссю, що містить вертикальну ділянку, за нею ділянку загинання, радіальну ділянку, ділянку вигинання, горизонтальну ділянку, при цьому ролики секцій на ділянці розгинання виставлені відносно осі, побудованої по методиці, що передбачає постійність відстані між суміжними роликами кожної секції і допустимим значенням деформації вигинання. У пропонованій установці і аналозі збігаються такі істотні ознаки. Обидві установки містять кристалізатор, секції роликової проводки і пристрої, що тягнуть, які разом з роликами секцій утворюють технологічний канал з віссю, що містить вертикальну ділянку, за нею ділянку загинання, радіальну ділянку, ділянку вигинання і горизонтальну ділянку, при цьому ролики секцій на ділянці розгинання виставлені відносно осі, побудованої по методиці, що передбачає постійність відстані між суміжними роликами кожної секції і допустимим значенням деформації вигинання кожного з них. Досягненню очікуваного технічного результату при використанні відомої установки перешкоджають недоліки конструкції технологічного каналу на ділянці загинання в частині компоновки роликів довкола його осі, геометрія якої не відповідає умовам мінімального механічного опору просуванню заготівки по траєкторії мінімальних енерговитрат. Це не дозволяє, особливо при збільшенні швидкості розливання, стабілізувати якість отримуваних заготівок, понизити струмові навантаження на привід тягнучих пристроїв, а також мінімізувати знос роликової проводки. 1 UA 97753 C2 5 10 15 20 25 30 35 40 45 50 55 60 Найбільш близьким до пропонованого винаходу, вибраному як аналог, є спосіб безперервного розливання сталі і використана для його здійснення установка, відомі по патенту US №6155332, кл. В22D 11/128 від 28.01.1999 р. Згідно з ним розплавлений метал подають у вертикально розташований кристалізатор з плоскими стінками. Безперервно литу заготівку, що при цьому утворюється, витягують з кристалізатора, яку далі в процесі витягування одночасно загинають із зменшенням радіуса загинання до мінімального значення. Операцію загинання здійснюють в секціях установки, ролики якої виставлені по траєкторії, що забезпечує зменшення радіуса загинання заготівки від Rmах= (відповідає початковому вертикальному положенню спочатку прямої заготівки) до деякого кінцевого мінімального значення Rmin. Далі зігнуту заготівку витягують без деформацій по дузі мінімального радіуса з подальшим протяганням через секції випрямлення, де операція її розгинання виконується із збільшенням радіуса до максимального значення (Rmах=), відповідного повному випрямленню заготівки з укладанням її в горизонтальне положення. У способі, що заявляється, і найближчому аналозі збігаються наступні ознаки. Обидва способи включають подавання розплавленої сталі в кристалізатор, витягування заготівки, що твердне в технологічному каналі ливарної установки, по траєкторії, яка містить вертикальну ділянку її спуску, за нею першу криволінійну ділянку, вздовж якої виконують спуск з одночасним загинанням заготівки зі зменшенням радіуса загинання від максимального Rmax в найвищій точці руху до мінімального значення Rmjn в найнижчій точці руху, а далі радіальну ділянку, де виконують спуск заготівки по дузі постійного радіуса R min, a також другу криволінійну ділянку, де спуск заготівки виконують одночасно з її розгинанням із збільшенням радіусу від мінімального Rmin до максимального значення Rmax, який відповідає повному випрямленню заготівки з укладанням її на горизонтальну ділянку траєкторії руху за умови обмеження значення та швидкості деформації на криволінійних ділянках траєкторії руху заготівки менше їх критичних значень, які відповідають умовам руйнування твердої оболонки заготівки. Здобуттю очікуваного технічного результату при використанні способу, вибраного як найближчий аналог, перешкоджає: - відсутність оптимального алгоритму виконання операції загинання заготівки із зменшенням радіуса, що гарантують заданий рівень якості поверхні і макроструктури отримуваних заготівок в широкому діапазоні їх розмірного і марочного сортаментів; - витягування заготівки на ділянці її загинання (де тверда оболонка заготівки, зважаючи на малу власну товщину і ще досить високу температуру, має низькі показники по міцності і пластичності) по траєкторії, виконаній без врахування впливу її власної ваги на хід деформаційного процесу. Останнє не дозволяє отримати заготівки із стабільно високою якістю поверхні і макроструктури, особливо, при підвищених швидкостях розливання. У пропонованій установці і установці за патентом США №6155332, кл. В22D 11/128 від 28.01.1999 р. збігаються такі істотні ознаки. Обидві установки містять кристалізатор, секції роликової проводки і пристрої, що тягнуть, які разом з роликами секцій утворюють технологічний канал ливарної установки з віссю, що має вертикальну ділянку, за нею першу криволінійну ділянку, вздовж якої радіус кривизни зменшується від максимального R max в її найвищій точці до мінімального значення Rmin, в її найнижчій точці, а далі радіальну ділянку з постійним радіусом Rmin та другу криволінійну ділянку, де радіус її кривизни збільшується від мінімального Rmin до максимального значення Rmax, яке відповідає положенню горизонтальної ділянки технологічного каналу, а ролики секцій другої криволінійної ділянки виставлені відносно осі, побудованої по методиці, що передбачає постійність установного кроку роликів при допустимому значенні деформації вигину заготівки на кожному з них. Здобуттю очікуваного технічного результату при використанні установки, вибраної як найближчий аналог, перешкоджають недоліки конструктивного виконання технологічного каналу на ділянці загинання в частині компоновки роликів довкола його осі, геометрія якої не відповідає умовам мінімального механічного опору при витягуванні заготівки. Навпаки, створюються жорсткі умови взаємодії заготівки з роликовою проводкою, які не дозволяють стабілізувати якість отримуваних заготівок при підвищенні швидкості розливання, понизити струмові навантаження на привід, а також мінімізувати знос роликової проводки. У основу винаходу поставлені задачі створення такого способу безперервного лиття заготівки і установки для його реалізації, які відповідали б новим умовам здійснення прийомів і операцій, а також новим формам виконання і взаємного розташування конструктивних елементів установки, що дозволяє отримувати безперервно литі заготівки зі стабільно високою якістю поверхні і макроструктури в умовах високошвидкісного розливання. Об'єкт, що заявляється, "Спосіб безперервного лиття заготівки і установка для його здійснення" характеризується такими істотними ознаками, достатніми для досягнення очікуваного технічного результату. 2 UA 97753 C2 5 10 15 20 25 30 35 40 45 50 55 Спосіб безперервного лиття заготівки, що включає подавання розплавленої сталі в кристалізатор, витягування заготівки, що твердне в технологічному каналі ливарної установки, по траєкторії, яка містить вертикальну ділянку її спуску, за нею першу криволінійну ділянку, вздовж якої виконують спуск з одночасним загинанням заготівки зі зменшенням радіуса загинання від максимального Rmax в найвищій точці руху до мінімального значення R min в найнижчій точці руху, а далі радіальну ділянку, де виконують спуск заготівки по дузі постійного радіуса Rmin, а також другу криволінійну ділянку, де спуск заготівки виконують одночасно з її розгинанням із збільшенням радіуса від мінімального Rmin до максимального значення Rmax, який відповідає повному випрямленню заготівки з укладанням її на горизонтальну ділянку траєкторії руху за умови обмеження значення та швидкості деформації на криволінійних ділянках траєкторії руху заготівки менше їх критичних значень, які відповідають умовам руйнування твердої оболонки заготівки. У способі, що заявляється, спуск заготівки на першій криволінійній ділянці з одночасним її загинанням зі зменшенням радіуса загинання від максимального Rmax в найвищій точці руху до мінімального значення R min в найнижчій точці руху здійснюють по траєкторії, яка описується безперервною функцією, у вигляді залежності y=a arcos(1-x/a)- (2ax x 2 ) , де у, х - поточні координати траєкторії руху заготівки при її одночасному витягуванні та загинанні, а=(Н1-Н2)/(у1-у2) - масштабний коефіцієнт, H1 i H2 - висота найвища від найнижчої точки траєкторії руху на першій криволінійній ділянці відносно її горизонтальної ділянки, відповідно, у1 і у2 - ординати найвищої та найнижчої точок траєкторії руху на першій криволінійній ділянці, визначені по запропонованій залежності, відповідно, при цьому приріст деформації загинання заготівки вздовж траєкторії руху при її витягуванні установлюють згідно з законом зменшення радіуса кривизни цієї траєкторії у вигляді безперервної функції R 2 2ax , за умови обмеження деформації та її швидкості менше критичних значень в останній точці загинання, де R - радіус кривизни траєкторії витягування заготівки в точці її загинання, що відповідає координаті х. Установка безперервного лиття заготівки, що містить кристалізатор, секції роликової проводки і пристрої, що тягнуть заготівку, які разом з роликами секцій утворюють технологічний канал ливарної установки з віссю, що має вертикальну ділянку, за нею першу криволінійну ділянку, вздовж якої радіус кривизни зменшується від максимального Rmax в її найвищій точці до мінімального значення Rmin, в її найнижчій точці, а далі радіальну ділянку з постійним радіусом Rmin та другу криволінійну ділянку, де радіус її кривизни збільшується від мінімального R min до максимального значення Rmax, який відповідає положенню горизонтальної ділянки технологічного каналу, а ролики секцій другої криволінійної ділянки виставлені відносно осі, побудованої по методиці, що передбачає постійність установного кроку роликів при допустимому значенні деформації вигинання заготівки на кожному з них. В установці, що заявляється, ролики секцій, що створюють технологічний канал на першій криволінійній ділянці, виставлені відносно осі, що описується безперервною функцією, у вигляді залежності y=a arcos(1-x/a)- (2ax x 2 ) , де х, у - поточні координати осі технологічного каналу ливарної установки на першій криволінійній ділянці, а=(Н1-Н2)/(у1-у2) - масштабний коефіцієнт, Н1 і Н2 висота найвищої і найнижчої відносно горизонтальної ділянки точок осі першої криволінійної ділянки, відповідно, у1 і у2 - ординати найвищої та найнижчої точок осі першої криволінійної ділянки, визначені по запропонованій залежності, відповідно, при цьому крок роликів та їх кількість встановлено уздовж технологічної осі першої криволінійної ділянки за умови обмеження деформації на останньому ролику останньої секції загинання та у відповідності з законом приросту нагромаджуваної деформації загинання у вигляді і=/Ri-/Ri+1, де і приріст нагромаджуваної деформації на і-му ролику, - половина товщини заготівки, i - номер ролика, R i 2 2ax i - радіус кривизни осі технологічного каналу в точці з координатою х i перетину осі технологічного каналу з площиною виставлення осі і-го ролика. В окремих випадках використання спосіб, що заявляється, характеризується тим, що: витягування заготівки з одночасним згинанням здійснюють по траєкторії її руху, де довжину першої криволінійної ділянки збільшують за рахунок скорочення вертикальної і/або радіальної ділянок траєкторії; витягування заготівки здійснюють по траєкторії її руху без радіальної ділянки так, що розгинання заготівки починають в точці траєкторії, наступній за останньою точкою її загинання; траєкторію витягування заготівки, яка відповідає умовам мінімальних енерговитрат на її спуск, знаходять за результатами безперервного вимірювання значень струмових навантажень на приводах пристроїв, що витягують заготівку; 3 UA 97753 C2 5 10 15 20 25 30 35 40 корегування траєкторії витягування здійснюють за результатами безперервного вимірювання значень зносу робочої поверхні роликів, що утворюють технологічний канал. При використанні запропонованого винаходу очікується досягнення технічного результату, що полягає в підвищенні і стабілізації якості безперервно литих заготівок при збільшенні швидкості розливання, а також в підвищенні експлуатаційного ресурсу роликової проводки. Між запропонованим винаходом і досягнутим технічним результатом існує причинно-наслідковий зв'язок. Аналіз рішення відомої варіаційної задачі про знаходження можливої траєкторії мінімального часу спуску матеріальної точки між рознесеними по вертикалі і горизонталі в умовах гравітаційного поля точками (див. Галілей Г. Вибрані праці, т. 2, М., 1964, с. 298-301, прим. 465) показує, що умовам мінімального часу на її спуск, відповідає єдина траєкторія, яка одержала назву "брахістохрона". Виконання осі установки безперервного лиття сталі на ділянці спуску з одночасним загинанням заготівки у вигляді брахістохрони дозволяє використовувати її власну вагу в умовах гравітаційного поля для самоцентрування в технологічному каналі і, тим самим, забезпечити найбільш м'який контакт заготівки з роликовою проводкою. Останнє призводить до зниження механічного опору технологічного каналу та зусиль витягування і, відповідно, до зниження розтягуючої напруги в твердій оболонці заготівки, що кристалізується. Це особливо важливо при виконанні операції загинання оскільки і виконання здійснюється на початкових етапах формування заготівки, коли товщина її твердої оболонки значно менша, ніж, наприклад, при виконанні подальшої операції розгинання. При збільшенні швидкості розливання посилюються деструктивні умови динамічної взаємодії заготівки з роликовою проводкою, якщо траєкторія її витягування і установка роликових секцій виконані не відносно кривої мінімальних енерговитрат, яка забезпечує мінімальній механічній опір технологічного каналу. В цьому випадку існує висока вірогідність дестабілізації якості отримуваних заготівок. У реальних умовах експлуатації геометрія осі технологічного каналу може бути оптимізована за результатами моніторингу зусиль витягування або струмових навантажень на приводах пристроїв, що витягують та вигинають заготівку, а також скорегована за результатами зносу робочої поверхні роликів. Таким чином, технічний результат використання винаходу полягає в зниженні механічного опору технологічного каналу та реалізації режимів м'якого багатоточкового загинання, які забезпечують високі гарантії якості відливаних заготівок, а також збільшення експлуатаційного ресурсу роликової проводки. Спосіб безперервного лиття заготівок, що заявляється, реалізується за допомогою установки, що пропонується, таким чином. Рідку сталь з проміжного ковша подають в кристалізатор установки безперервного розливання сталі. В результаті контакту з робочою охолоджуваною поверхнею кристалізатора рідка фаза перетворюється на тверду, утворюючи заготівку, розміри і форма якої відповідають параметрам формотворної порожнини кристалізатора. В процесі нарощування твердої фази тужавіюча заготівка безперервно витягується з кристалізатора за допомогою пристроїв з роликами, що мають привід, які разом з роликовою проводкою утворюють технологічний канал. Геометрія каналу забезпечує просування ливарної заготівки по заданій траєкторії, що, тим самим, гарантує виконання операції загинання заготівки по заданому алгоритму. Загинання заготівки в процесі її витягування здійснюють шляхом попередньої установки роликів ділянки загинання відносно осі технологічного каналу по кривій мінімальних енерговитрат брахістохрони, яка описана функцією y a acros1 x / a 2ax x 2 , 45 50 55 (1) де а - масштабний коефіцієнт, а х, у - поточні координати брахістохрони. Функція (1), що безперервно диференціюється, дозволяє побудувати вісь технологічного каналу на умовах як завгодно малих деформацій, що забезпечує розливання заготівок самого широкого діапазону розмірного і марочного сортаментів. За результатами диференціювання (1), знаходимо перші і другі похідні, значення яких використовуємо для знаходження радіуса кривизни траєкторії витягування в будь-якій точці кривої (1), і, таким чином, знаходимо алгоритм виконання операції загинання заготівки з безперервним зменшенням радіуса кривизни траєкторії витягування у вигляді залежності (2) R 2 2ax . Витягування заготівки на ділянці її загинання, де x n
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and plant for continuous casting billet
Автори англійськоюBilyi Valerii Panasovych, Volkov Serhii Yuriiovych, Mysochka Anatolii Vasyliovych, Hlushko Yurii Ivanovych, Bilyi Valerii Valeriiovych
Назва патенту російськоюСпособ непрерывного литья заготовки и установка для его осуществления
Автори російськоюБилый Валерий Афанасьевич, Волков Сергей Юрьевич, Мисочка Анатолий Васильевич, Глушко Юрий Иванович, Билый Валерий Валерьевич
МПК / Мітки
МПК: B22D 11/128, B22D 11/04, B22D 11/16
Мітки: лиття, заготівки, спосіб, установка, безперервного, здійснення
Код посилання
<a href="https://ua.patents.su/11-97753-sposib-bezperervnogo-littya-zagotivki-i-ustanovka-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного лиття заготівки і установка для його здійснення</a>
Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення

Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Гольдін Валерій Зінов'євич, Зеленський Віктор Михайлович, Мельникова Вікторія Валер'янівна, Іванченко Олександр Денисович, Блескун Валерій Пилипович
МПК: B22D 11/00
Мітки: безперервного, пристрій, лиття, здійснення, біметалевої, порожнистої, спосіб, заготівки
Формула / Реферат:
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке...
Спосіб безперервного лиття з подальшою прокаткою для одержання металевих фасонних профілів з полицями і перемичкою і установка для його здійснення
Номер патенту: 78197
Опубліковано: 15.03.2007
Автори: Цайбер Адольф, Фест Томас
МПК: B22D 11/128, B22D 11/04, B22D 11/12, B22D 11/00
Мітки: профілів, фасонних, здійснення, безперервного, установка, спосіб, металевих, подальшою, одержання, прокаткою, полицями, лиття, перемичкою
Формула / Реферат:
1. Спосіб безперервного лиття з подальшою прокаткою для одержання металевих фасонних профілів з полицями і перемичкою, зокрема двотаврових профілів зі сталі, який включає попереднє формування фасонного профілю у кристалізаторі та деформування його у системі опорно-деформуючих роликів на ділянці м'якого обтиснення установки безперервного лиття з подальшою прокаткою, який відрізняється тим, що фасонний профіль попередньо розливають з...
Спосіб безперервного лиття тонкої смуги і установка для здійснення способу
Номер патенту: 55524
Опубліковано: 15.04.2003
Автори: Хохенбіхлер Геральд, Екерсторфер Геральд
МПК: B22D 11/06, B22D 11/16
Мітки: установка, тонкої, здійснення, смуги, способу, спосіб, безперервного, лиття
Формула / Реферат:
1. Спосіб безперервного лиття тонкої смуги (1), зокрема сталевої смуги, переважно товщиною менше 10 мм, в двовалковому технологічному процесі, по якому розплав металу (7) заливають в утворений двома ливарними валками (2) ливарний зазор (3) по товщині смуги (1), що відливається, з утворенням ванни розплаву (6), а поверхні (11) ливарних валків (2) над ванною розплаву (6) обдувають інертним газом або сумішшю інертних газів, який відрізняється...
Установка безперервного лиття довгих сталевих виробів та спосіб їх безперервного лиття
Номер патенту: 95200
Опубліковано: 11.07.2011
Автори: Кава Франц, Дратва Крістіан
МПК: B22D 11/22, B22D 11/20, B22D 11/12, B22D 11/124, B22D 11/043
Мітки: спосіб, лиття, виробів, установка, довгих, сталевих, безперервного
Формула / Реферат:
1. Установка безперервного лиття довгих сталевих виробів, яка містить форму (1), призначену для безперервного виливання безперервнолитої заготовки (2), яка має декілька боків (2а, 2b, 2c, 2d), з можливістю спрямовування заготовки вздовж, зокрема криволінійної, напрямної, сформованої направляючими роликами (11, 12), та розміщення у охолоджуючій камері, обладнаній обприскуючими елементами, яка відрізняється тим, що на шляху спрямування...
Спосіб безперервного лиття трубної заготівки
Номер патенту: 13307
Опубліковано: 28.02.1997
Автори: Голдобін Вячеслав Олександрович, Гольдін Валерій Зінов'євич, Блескун Валерій Пилипович, Зеленський Віктор Михайлович, Іванченко Олександр Денисович
МПК: B22D 11/00
Мітки: трубної, заготівки, спосіб, безперервного, лиття
Формула / Реферат:
(57) Способ непрерывного литья трубной заготовки, включающий подачу жидкого металла в кольцевой зазор между кристаллизатором и дорном, периодическое вытягивание затвердевающей заготовки и возвратно-поступательное перемещение дорна, при этом дорн перемещают в направлении, противоположном вытягиванию за готовки, отличающийся тем, что возвратно-поступательное перемещение дорну сообщают с частотой, равной частоте вытягивания заготовки, и...
Попередній патент: Роликова проводка для установки безперервного розливання сталевих слябів
Наступний патент: Спосіб ремонту футерівки конвертера та гарнісажна фурма для його здійснення
Випадковий патент: Спосіб гідроабразивної обробки зануреними струменями