Ультразвуковий інструмент для деформаційної обробки поверхонь та зварних з’єднань
Номер патенту: 99303
Опубліковано: 10.08.2012
Автори: Мовчанюк Андрій Валерійович, Луговський Олександр Федорович, Кудрявцев Юрій Філіпович, Клейман Якоб Ісакович
Формула / Реферат
Ультразвуковий інструмент для деформаційної обробки поверхонь та зварних з'єднань, що містить корпус з ручкою та напрямними ковзання, в яких встановлений стакан з насадкою з можливістю осьового зворотно-поступального руху, в якому через віброізоляційне ущільнення вузловою площиною закріплений ультразвуковий перетворювач, з'єднаний з трансформатором коливальної швидкості, містить датчики температури та положення стакана відносно корпусу, містить систему примусового повітряного охолодження перетворювача за рахунок підводу стиснутого повітря в торці стакана та відводу в зоні вихідного торця трансформатора швидкості, з яким контактують торці бойків, що встановлені з можливістю зворотно-поступального руху в державці, яка закріплена циліндричним кінцем на насадці з можливістю повороту та швидкого знімання, при цьому рух стакана обмежено за допомогою штифта, зафіксованого на стакані, розміщеного в поздовжньому пазу корпусу і притиснутого до передньої крайки паза пружиною, розміщеною між, утвореним на стакані, фланцем та торцевою поверхнею корпусу з можливістю зміщення стакана при натисканні на бойки, який відрізняється тим, що між пружиною та торцевою поверхнею корпусу розміщена рухома втулка, оснащена штифтами, які входять в фігурні пази, виконані в корпусі з можливістю фіксації осьового переміщення втулки у трьох положеннях, державка з бойками зафіксована від осьового переміщення за допомогою кулькового пружинного фіксатора, кулька якого входить в одну з лунок, виконаних з кутовим кроком в одній площині, або в кільцеву канавку, що виконані на циліндричному кінці державки, а ручка приєднана до корпусу через подовжувач і зміщена в зворотному від державки напрямку.
Текст
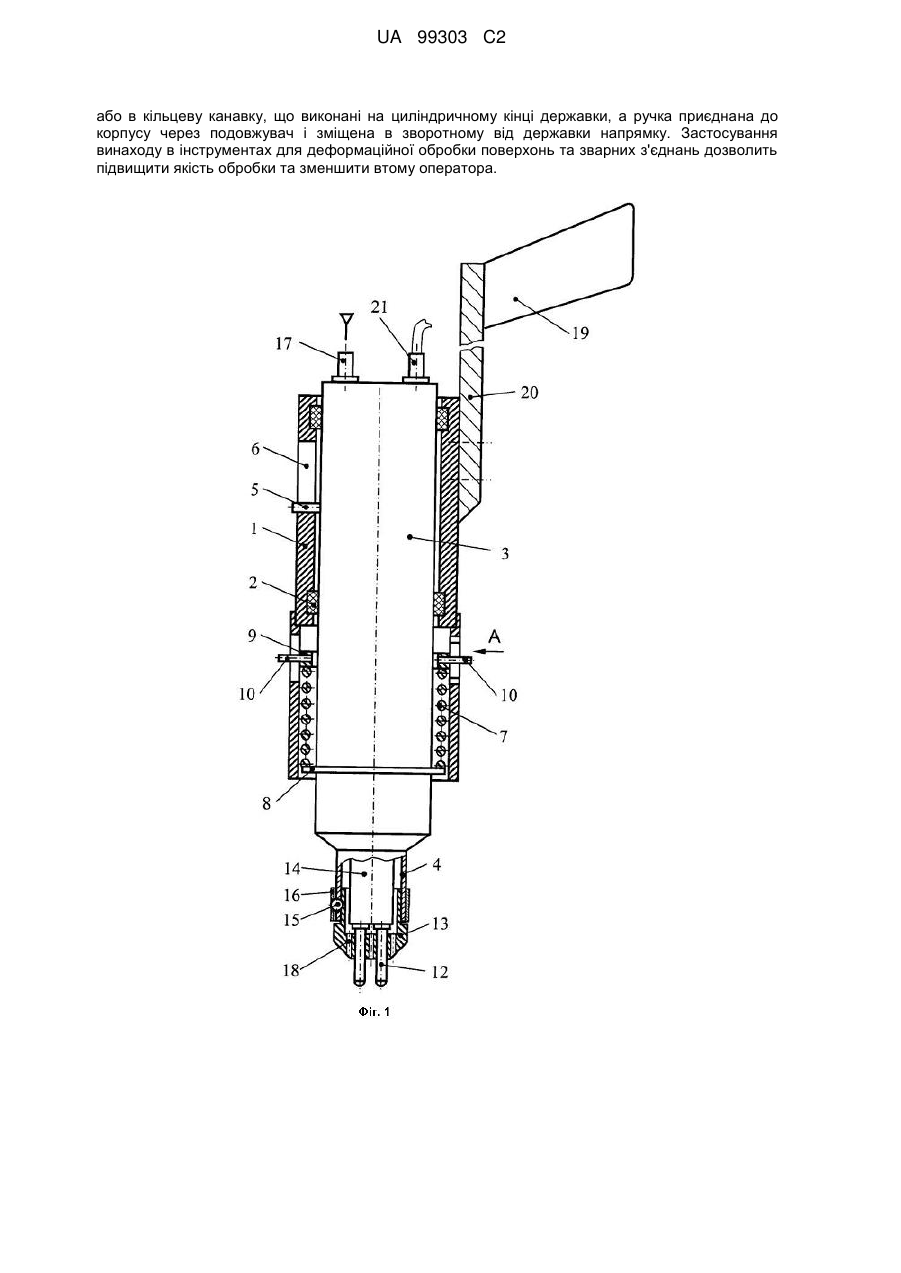
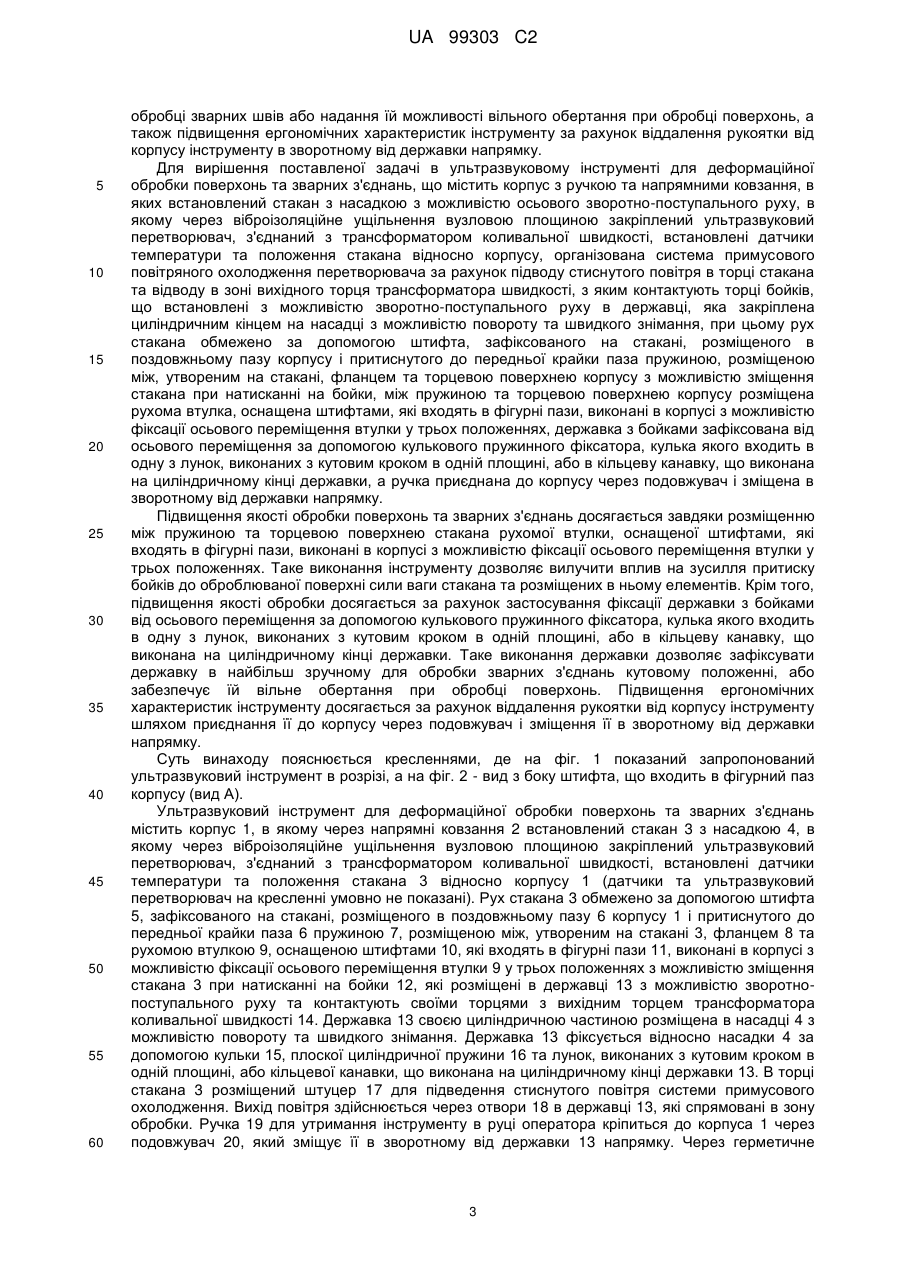
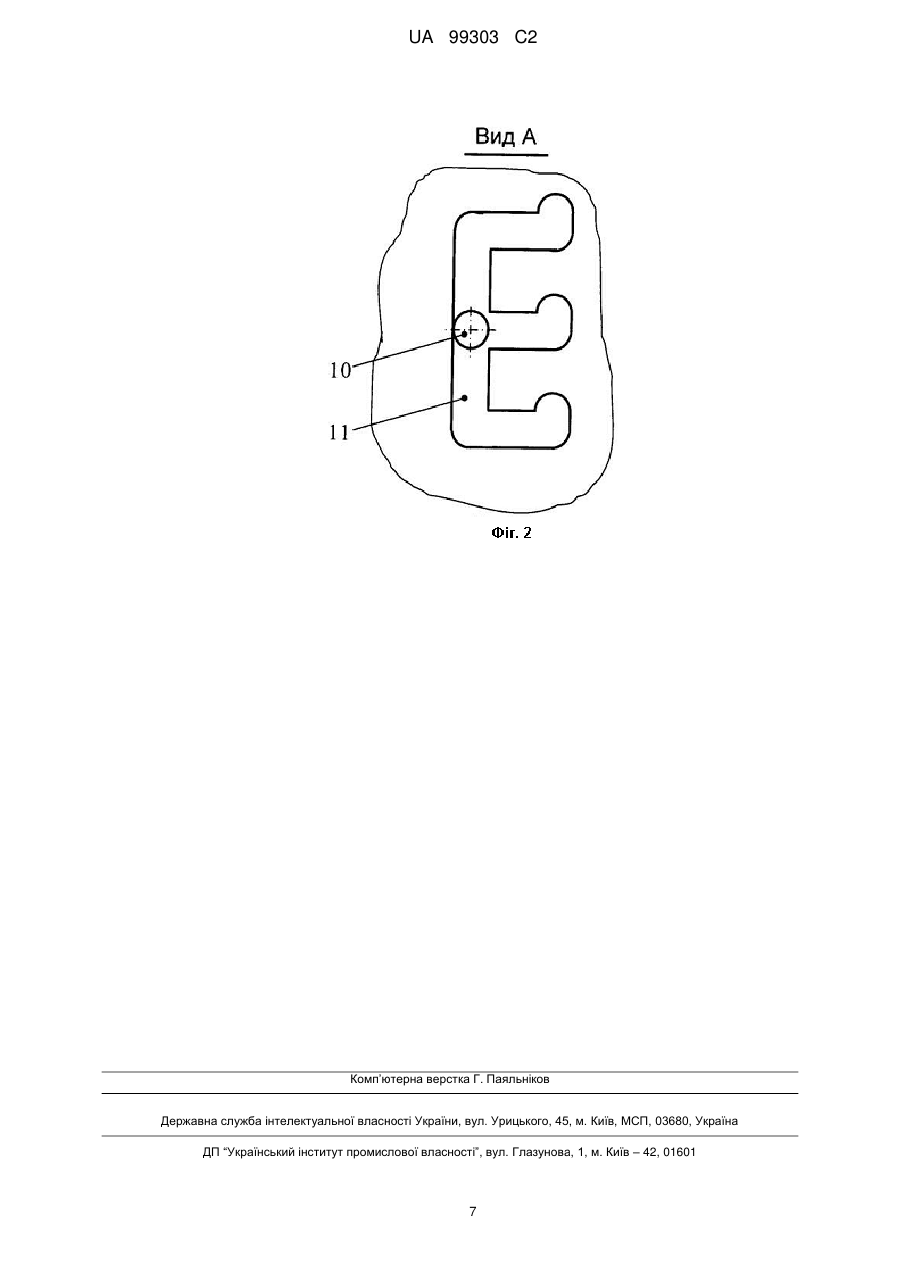
Реферат: Винахід належить до ультразвукового інструменту для деформаційної обробки поверхонь і може бути застосований в машинобудівній, суднобудівній та інших галузях промисловості. Ультразвуковий інструмент для деформаційної обробки поверхонь та зварних з'єднань містить корпус з ручкою та напрямними ковзання, в яких встановлений стакан з насадкою з можливістю осьового зворотно-поступального руху, в якому закріплений ультразвуковий перетворювач, з'єднаний з трансформатором коливальної швидкості. Інструмент містить датчики температури та положення стакана відносно корпусу, систему примусового повітряного охолодження перетворювача. З трансформатором контактують торці бойків, що встановлені з можливістю зворотно-поступального руху в державці, яка закріплена циліндричним кінцем на насадці з можливістю повороту та швидкого знімання. При цьому рух стакана обмежено за допомогою штифта, зафіксованого на стакані. Згідно з винаходом, між пружиною та торцевою поверхнею корпусу розміщена рухома втулка, оснащена штифтами, які входять в фігурні пази, виконані в корпусі з можливістю фіксації осьового переміщення втулки у трьох положеннях, державка з бойками зафіксована від осьового переміщення за допомогою кулькового пружинного фіксатора, кулька якого входить в одну з лунок, виконаних з кутовим кроком в одній площині, UA 99303 C2 (12) UA 99303 C2 або в кільцеву канавку, що виконані на циліндричному кінці державки, а ручка приєднана до корпусу через подовжувач і зміщена в зворотному від державки напрямку. Застосування винаходу в інструментах для деформаційної обробки поверхонь та зварних з'єднань дозволить підвищити якість обробки та зменшити втому оператора. UA 99303 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до області технологічного використання енергії ультразвукових коливань і може бути застосований в машинобудівній, суднобудівній та інших галузях промисловості, зокрема для деформаційної обробки поверхонь та зварних з'єднань відповідальних конструкцій, що працюють в умовах вібраційного навантаження. Поверхневе зміцнення металевих виробів і зварних швів, як заключна технологічна операція, значно збільшує працездатність деталей машин, підвищує їх якість і строк служби. На сьогоднішній день значне поширення отримали методи поверхневої обробки за допомогою пластичної деформації, такі як обробка кульками, роликами, дробеструменевий наклеп, віброобкатування та інші. Значно підвищився інтерес до високоенергетичних видів обробки поверхні, до яких належить і поверхневе зміцнення за допомогою ультразвукових коливань. Результати випробувань і практика експлуатації показують, що при обробці металів і особливо високоміцних матеріалів, ультразвуковий спосіб є достатньо ефективним. За його допомогою вдалося добитися суттєвого підвищення механічних властивостей конструкційних матеріалів, особливо втомної міцності і зносостійкості. В свою чергу, продуктивність і якість процесу ультразвукової обробки, зручності в роботі значною мірою залежить від конструкції ультразвукового інструменту. Відомий віброударний інструмент з ультразвуковим збудженням [патент Росії № 2179919 С2, МПК B25D 9/14, В06В 1/08, В06В 1/12, B24B 39/04, 2000], що містить корпус з ручкою, джерело збудження коливань, що складається із магнітострикційного перетворювача і трансформатора коливальної швидкості, розміщене із зазором в корпусі на напрямних ковзання з можливістю зворотно-поступального руху та контактує з корпусом через пружину, а також державку з бойками, що встановлена співвісно з трансформатором коливальної швидкості, і повітряну систему охолодження магнітострикційного перетворювача. У відомому пристрої повітряна система охолодження відводить тепло тільки від магнітострикційного перетворювача. Державка з бойками, що сильно нагрівається під час роботи, в даному пристрої не охолоджується, що значно зменшує безперервний час роботи віброударного інструменту. Іншим недоліком відомого пристрою є нестабільність якості обробки поверхонь та зварних з'єднань, яка викликана тим, що в залежності від просторової орієнтації інструменту змінюється зусилля притиску трансформатора швидкості до бойків, що викликано зміною напрямку дії сили ваги джерела збудження коливань на пружину, оскільки оператор притискає бойки до оброблюваної поверхні через рукоятку, корпус, пружину та джерело збудження коливань. При горизонтальному положенні інструменту сила ваги джерела збудження коливань не впливає на силу притиску бойків до оброблюваної поверхні. При розміщенні інструменту вертикально догори, що має місце при обробці стельових поверхонь та швів, сила ваги джерела збудження коливань зменшує силу притиску бойків. При розміщенні інструменту вертикально донизу, сила ваги джерела збудження коливань збільшує силу притиску бойків. Малий поздовжній розмір інструменту та розміщення рукоятки безпосередньо на корпусі за умови віброударного режиму роботи ускладнюють утримання вібруючого інструменту оператором на оброблюваній поверхні або зварному з'єднанні, що призводить до швидкої втоми оператора. Відомий ультразвуковий інструмент для деформаційної обробки поверхонь та зварних з'єднань [Патент України № 68264, МПК В24В 39/00, В06В 1/06, 2007], що містить корпус, в якому на напрямних ковзання з можливістю осьового зворотно-поступального руху встановлений металевий стакан, в якому через віброізоляційне ущільнення встановлений ультразвуковий п'єзоелектричний перетворювач, з'єднаний з трансформатором коливальної швидкості, та датчики осьового зворотно-поступального руху і температури, співвісно зі стаканом в корпусі розміщена пневмокамера з пружиною, стакан оснащений також насадкою, на якій з можливістю повороту навколо осі і швидкого знімання встановлена державка з бойками, які встановлені з можливістю зворотно-поступального руху та контакту з вихідним торцем трансформатора коливальної швидкості, а на корпусі закріплені ручки, одна з яких з можливістю повороту навколо осі корпусу, а друга жорстко. Відомий інструмент має малоефективну систему охолодження: нагрітий ультразвуковий перетворювач, розміщений в герметичному металевому стакані, тільки малою зовнішньою поверхнею віддає тепло за рахунок конвекції атмосферного повітря. Нагріта державка з бойками також не має примусового охолодження і охолоджується тільки за рахунок малоефективної природної конвекції повітря. Пил, елементи забруднення та металева стружка, що покривають оброблювану поверхню при віброударній обробці, по-перше заважають візуальному контролю місця обробки, а по-друге, потрапляючи в малі зазори між рухомими бойками та державкою, заклинюють бойки та припиняють віброударний режим роботи інструменту. Як і в попередній конструкції, інструмент, що розглядається, має нестабільність якості обробки поверхонь та зварних з'єднань, яка викликана тим, що в залежності від 1 UA 99303 C2 5 10 15 20 25 30 35 40 45 50 55 60 просторової орієнтації інструменту змінюється зусилля притиску трансформатора швидкості до бойків, що викликано зміною напрямку дії сили ваги стакана з ультразвуковим п'єзоелектричним перетворювачем та трансформатором коливальної швидкості на пружину, оскільки оператор притискає бойки до оброблюваної поверхні через рукоятку, корпус, пружину та стакан з п'єзоелектричним перетворювачем та трансформатором швидкості. Малий поздовжній розмір інструменту та розміщення рукоятки безпосередньо на корпусі за умови віброударного режиму роботи ускладнюють утримання вібруючого інструменту оператором на оброблюваній поверхні або зварному з'єднанні, що призводить до швидкої втоми оператора. Найбільш близьким до запропонованого пристрою по сукупності ознак і технічному результату є ультразвуковий інструмент для деформаційної обробки поверхонь та зварних з'єднань [Патент України № 87006, МПК В24В 39/00, В06В 1/06, В24В 1/04 2009], що містить корпус з ручкою та напрямними ковзання, в яких встановлений стакан з насадкою з можливістю осьового зворотно-поступального руху, в якому через віброізоляційне ущільнення вузловою площиною закріплений ультразвуковий перетворювач, з'єднаний з трансформатором коливальної швидкості, встановлені датчики температури та положення стакана відносно корпусу, організована система примусового повітряного охолодження перетворювача за рахунок підводу стиснутого повітря в торці стакана та відводу в зоні вихідного торця трансформатора швидкості, з яким контактують торці бойків, що встановлені з можливістю зворотно-поступального руху в державці, яка закріплена циліндричним кінцем на насадці з можливістю повороту та швидкого знімання, при цьому рух стакана обмежено за допомогою штифта, зафіксованого на стакані, розміщеного в поздовжньому пазу корпусу і притиснутого до передньої крайки паза пружиною, розміщеною між, утвореним на стакані, фланцем та торцевою поверхнею корпусу з можливістю зміщення стакана при натисканні на бойки. Ультразвуковий інструмент, що розглядається, вже має надійну систему примусового повітряного охолодження. Вихід повітря через отвори державки з бойками в бік оброблюваної поверхні забезпечує здув забруднень з поверхні та перешкоджає заклинанню бойків в державці внаслідок засмічення зазорів. Але і ця конструкція має суттєві недоліки. Як і в попередніх випадках, інструмент, що розглядається, має нестабільність якості обробки поверхонь та зварних з'єднань, яка викликана тим, що в залежності від просторової орієнтації інструменту змінюється зусилля притиску трансформатора швидкості до бойків, що викликано зміною напрямку дії сили ваги стакана з ультразвуковим п'єзоелектричним перетворювачем та трансформатором коливальної швидкості на пружину. При горизонтальному положенні інструменту сила ваги стакана з ультразвуковим перетворювачем та трансформатором коливальної швидкості не впливає на силу притиску бойків до оброблюваної поверхні. При розміщенні інструменту вертикально догори, що має місце при обробці стельових поверхонь та швів, сила ваги стакана та розміщених в ньому елементів зменшує силу притиску бойків. При розміщенні інструменту вертикально донизу, вказана сила ваги збільшує силу притиску бойків. Все це повинен враховувати оператор при зміні просторового положення інструменту. Це ускладнює роботу оператора і понижує якість обробки, оскільки величину зусилля притиску оператор контролює тільки по положенню штифта в пазу корпусу. Державка з бойками в інструменті, що розглядається, виконана з можливістю повороту та швидкого знімання. Фіксація державки відносно насадки виконана за рахунок підпружиненої кульки, що входить в лунку, виконану на циліндричній поверхні державки. Але при обробці інструментом різних поверхонь і місць з ускладненим доступом виникає необхідність застосування різних за конструкцією державок, наприклад, трьох або чотирьох бойкових для обробки зварних швів, в яких бойки розміщені в ряд, або семибойкових для обробки поверхонь, в яких бойки рівномірно розміщені по торцю державки. Перші необхідно фіксувати під різними кутами відносно насадки, а другим, для підвищення якості обробки, необхідно надати можливість обертання під час роботи. Конструкція, що розглядається, цього не передбачає, бо фіксує усі державки відносно насадки. Малий поздовжній розмір інструменту та розміщення рукоятки безпосередньо на корпусі за умови віброударного режиму роботи ускладнюють утримання вібруючого інструменту оператором на оброблюваній поверхні або зварному з'єднанні, що призводить до швидкої втоми оператора. В основу запропонованого винаходу поставлена задача вдосконалення відомого ультразвукового інструменту для деформаційної обробки поверхонь та зварних з'єднань шляхом підвищення якості обробки поверхонь та зварних з'єднань за рахунок вилучення впливу на зусилля притиску бойків до оброблюваної поверхні сили ваги стакана та розміщених в ньому елементів, забезпечення кутової фіксації державки з бойками у необхідному положенні при 2 UA 99303 C2 5 10 15 20 25 30 35 40 45 50 55 60 обробці зварних швів або надання їй можливості вільного обертання при обробці поверхонь, а також підвищення ергономічних характеристик інструменту за рахунок віддалення рукоятки від корпусу інструменту в зворотному від державки напрямку. Для вирішення поставленої задачі в ультразвуковому інструменті для деформаційної обробки поверхонь та зварних з'єднань, що містить корпус з ручкою та напрямними ковзання, в яких встановлений стакан з насадкою з можливістю осьового зворотно-поступального руху, в якому через віброізоляційне ущільнення вузловою площиною закріплений ультразвуковий перетворювач, з'єднаний з трансформатором коливальної швидкості, встановлені датчики температури та положення стакана відносно корпусу, організована система примусового повітряного охолодження перетворювача за рахунок підводу стиснутого повітря в торці стакана та відводу в зоні вихідного торця трансформатора швидкості, з яким контактують торці бойків, що встановлені з можливістю зворотно-поступального руху в державці, яка закріплена циліндричним кінцем на насадці з можливістю повороту та швидкого знімання, при цьому рух стакана обмежено за допомогою штифта, зафіксованого на стакані, розміщеного в поздовжньому пазу корпусу і притиснутого до передньої крайки паза пружиною, розміщеною між, утвореним на стакані, фланцем та торцевою поверхнею корпусу з можливістю зміщення стакана при натисканні на бойки, між пружиною та торцевою поверхнею корпусу розміщена рухома втулка, оснащена штифтами, які входять в фігурні пази, виконані в корпусі з можливістю фіксації осьового переміщення втулки у трьох положеннях, державка з бойками зафіксована від осьового переміщення за допомогою кулькового пружинного фіксатора, кулька якого входить в одну з лунок, виконаних з кутовим кроком в одній площині, або в кільцеву канавку, що виконана на циліндричному кінці державки, а ручка приєднана до корпусу через подовжувач і зміщена в зворотному від державки напрямку. Підвищення якості обробки поверхонь та зварних з'єднань досягається завдяки розміщенню між пружиною та торцевою поверхнею стакана рухомої втулки, оснащеної штифтами, які входять в фігурні пази, виконані в корпусі з можливістю фіксації осьового переміщення втулки у трьох положеннях. Таке виконання інструменту дозволяє вилучити вплив на зусилля притиску бойків до оброблюваної поверхні сили ваги стакана та розміщених в ньому елементів. Крім того, підвищення якості обробки досягається за рахунок застосування фіксації державки з бойками від осьового переміщення за допомогою кулькового пружинного фіксатора, кулька якого входить в одну з лунок, виконаних з кутовим кроком в одній площині, або в кільцеву канавку, що виконана на циліндричному кінці державки. Таке виконання державки дозволяє зафіксувати державку в найбільш зручному для обробки зварних з'єднань кутовому положенні, або забезпечує їй вільне обертання при обробці поверхонь. Підвищення ергономічних характеристик інструменту досягається за рахунок віддалення рукоятки від корпусу інструменту шляхом приєднання її до корпусу через подовжувач і зміщення її в зворотному від державки напрямку. Суть винаходу пояснюється кресленнями, де на фіг. 1 показаний запропонований ультразвуковий інструмент в розрізі, а на фіг. 2 - вид з боку штифта, що входить в фігурний паз корпусу (вид А). Ультразвуковий інструмент для деформаційної обробки поверхонь та зварних з'єднань містить корпус 1, в якому через напрямні ковзання 2 встановлений стакан 3 з насадкою 4, в якому через віброізоляційне ущільнення вузловою площиною закріплений ультразвуковий перетворювач, з'єднаний з трансформатором коливальної швидкості, встановлені датчики температури та положення стакана 3 відносно корпусу 1 (датчики та ультразвуковий перетворювач на кресленні умовно не показані). Рух стакана 3 обмежено за допомогою штифта 5, зафіксованого на стакані, розміщеного в поздовжньому пазу 6 корпусу 1 і притиснутого до передньої крайки паза 6 пружиною 7, розміщеною між, утвореним на стакані 3, фланцем 8 та рухомою втулкою 9, оснащеною штифтами 10, які входять в фігурні пази 11, виконані в корпусі з можливістю фіксації осьового переміщення втулки 9 у трьох положеннях з можливістю зміщення стакана 3 при натисканні на бойки 12, які розміщені в державці 13 з можливістю зворотнопоступального руху та контактують своїми торцями з вихідним торцем трансформатора коливальної швидкості 14. Державка 13 своєю циліндричною частиною розміщена в насадці 4 з можливістю повороту та швидкого знімання. Державка 13 фіксується відносно насадки 4 за допомогою кульки 15, плоскої циліндричної пружини 16 та лунок, виконаних з кутовим кроком в одній площині, або кільцевої канавки, що виконана на циліндричному кінці державки 13. В торці стакана 3 розміщений штуцер 17 для підведення стиснутого повітря системи примусового охолодження. Вихід повітря здійснюється через отвори 18 в державці 13, які спрямовані в зону обробки. Ручка 19 для утримання інструменту в руці оператора кріпиться до корпуса 1 через подовжувач 20, який зміщує її в зворотному від державки 13 напрямку. Через герметичне 3 UA 99303 C2 5 10 15 20 25 30 35 40 45 50 ущільнення в 21 в стакан 3 заводиться електричний кабель, який з'єднує ультразвуковий перетворювач з генератором електричних коливань (на кресленні умовно не показаний). Ультразвуковий інструмент працює наступним чином. Після подачі стиснутого повітря в штуцер 17, яке проходить крізь стакан 3, охолоджує ультразвуковий п'єзоелектричний перетворювач і виходить з інструменту через отвори 18 в державці 13, охолоджуючи вихідний торець трансформатора коливальної швидкості 14 та бойки 12, ультразвуковий інструмент готовий до роботи. Датчик температури контролює температуру перетворювача при роботі, не допускаючи його перегріву. Бойки 12 вводять в механічний контакт з металевою поверхнею, що буде оброблятися. Натиском через рукоятку 19 та подовжувач 20 оператор добивається осьового зміщення корпусу 1 відносно стакана 3 (3-5 мм), поки не спрацює датчик відносного переміщення стакана 3 та корпусу 1, що розміщений в стакані 3. Датчик переміщення вмикає ультразвуковий генератор електричних коливань. Останній подає через герметичне ущільнення 21 напругу ультразвукової частоти на ультразвуковий перетворювач і збуджує в ньому резонансні пружні поздовжні механічні коливання. Трансформатор коливальної швидкості 14 збільшує амплітуду коливань вихідного торця (до 20…30 мкм). Бойки 12, що знаходяться в контакті з ним, також починають із-за ударної взаємодії виконувати поздовжні коливання, рухаючись в отворах державки 13. При цьому кінетична енергія, отримана бойками 12 від ультразвукового перетворювача, витрачається на деформування поверхні і на їх пружний відскок назад. Інструмент притискається до поверхні із зусиллям 40…60 Н, пружина 7 деформується, на відповідну відстань зміщується штифт 5 в пазу 6. На величину притиску бойків 12 впливає і сила ваги стакана 3 та розміщених в ньому елементів. Тому, в залежності від просторового розміщення інструменту, оператор зміщує та фіксує втулку 9 зі штифтами 10 в фігурних пазах 11. Якщо інструмент розміщений горизонтально, оператор фіксує штифти 10 в середньому вирізі фігурних пазів 11. Якщо інструмент розміщений вертикально догори або донизу, оператор переводить та фіксує штифти 10 у відповідних вирізах фігурних пазів 11, додатково стискаючи або послабляючи, тим самим, попередній підтиск пружини 7 на величину ваги стакана 3 та розміщених в ньому елементів. Інструмент переміщують здовж зварного шва або по оброблюваній поверхні. При необхідності, що виникає при обробці важкодоступних швів, оператор повертає державку 13 в необхідне дискретне положення, фіксуючи його підпружиненою кулькою 15, що потрапляє в лунки на циліндричній поверхні державки. При віброударній обробці поверхонь оператор змінює державку з рядним розташуванням бойків на багатобойкову державку з рівномірним розташуванням бойків. Така державка має канавку на циліндричній поверхні, що контактує з насадкою 4. В цю канавку потрапляє підпружинена кулька 15, що дозволяє державці вільно обертатися навколо осі і фіксує її від випадання із насадки 4. Повітря, що виходить з отворів 18 державки очищає оброблювану поверхню для постійного візуального спостереження та запобігає попаданню продуктів обробки (окалина, іржа, бруд і т.п.) в отвори державки, особливо робочі, в яких рухаються бойки. Впроваджений в інструменті змінний підтиск пружини дозволяє забезпечити стабільно високу якість обробки поверхонь та зварних з'єднань незалежно від просторового розміщення інструменту. Враховуючи, що сила ваги стакана з ультразвуковим перетворювачем потужністю 400 Вт та трансформатором швидкості складає приблизно 20…25 Н при рекомендованому зусиллі притиску бойків 40…60 Н, стає зрозумілим важливість введення вказаної корекції попереднього підтиску пружини. Тепер оператор не буде змушений корегувати зусилля, що він прикладає до інструменту, при зміні просторового розташування інструменту. Це підвищить якість віброударної обробки та полегшити працю оператора. Зручне ергономічне розташування рукоятки на відстані від інструменту полегшить оператору утримання вібруючого інструменту в руках, що додатково приведе до підвищення якості віброударної обробки та зменшить втому оператора. Державка з бойками, що має можливість вільно обертатися навколо осі і при цьому не випадає із насадки, дозволить більш якісно віброударно обробити плоскі поверхні. Державка з рядним розміщенням бойків та дискретною кутовою фіксацією розширює функціональні можливості інструменту та підвищує якість при обробці важкодоступних зварних швів конструкцій. ФОРМУЛА ВИНАХОДУ 55 60 Ультразвуковий інструмент для деформаційної обробки поверхонь та зварних з'єднань, що містить корпус з ручкою та напрямними ковзання, в яких встановлений стакан з насадкою з можливістю осьового зворотно-поступального руху, в якому через віброізоляційне ущільнення вузловою площиною закріплений ультразвуковий перетворювач, з'єднаний з трансформатором коливальної швидкості, містить датчики температури та положення стакана відносно корпусу, 4 UA 99303 C2 5 10 містить систему примусового повітряного охолодження перетворювача за рахунок підводу стиснутого повітря в торці стакана та відводу в зоні вихідного торця трансформатора швидкості, з яким контактують торці бойків, що встановлені з можливістю зворотно-поступального руху в державці, яка закріплена циліндричним кінцем на насадці з можливістю повороту та швидкого знімання, при цьому рух стакана обмежено за допомогою штифта, зафіксованого на стакані, розміщеного в поздовжньому пазу корпусу і притиснутого до передньої крайки паза пружиною, розміщеною між, утвореним на стакані, фланцем та торцевою поверхнею корпусу з можливістю зміщення стакана при натисканні на бойки, який відрізняється тим, що між пружиною та торцевою поверхнею корпусу розміщена рухома втулка, оснащена штифтами, які входять в фігурні пази, виконані в корпусі з можливістю фіксації осьового переміщення втулки у трьох положеннях, державка з бойками зафіксована від осьового переміщення за допомогою кулькового пружинного фіксатора, кулька якого входить в одну з лунок, виконаних з кутовим кроком в одній площині, або в кільцеву канавку, що виконані на циліндричному кінці державки, а ручка приєднана до корпусу через подовжувач і зміщена в зворотному від державки напрямку. 5 UA 99303 C2 6 UA 99303 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюUltrasonic tool for deformation processing surfaces and welds
Автори англійськоюKleiman Yakob Isakovych, Kleiman, Jakov Isakovech, KUDRAVTSEV, Yuriy Filipovich, Kudriavtsev Yurii Filipovich, Luhovskyi Oleksandr Fedorovych, Movchaniuk Andrii Valeriiovych
Назва патенту російськоюУльтразвуковой инструмент для деформационной обработки поверхностей и сварных соединений
Автори російськоюКлейман Якоб Исакович, Кудрявцев Юрий Филиппович, Луговский Александр Федорович, Мовчанюк Андрей Валерьевич
МПК / Мітки
МПК: B24B 39/00, B06B 1/06
Мітки: обробки, деформаційної, поверхонь, зварних, з'єднань, ультразвуковий, інструмент
Код посилання
<a href="https://ua.patents.su/9-99303-ultrazvukovijj-instrument-dlya-deformacijjno-obrobki-poverkhon-ta-zvarnikh-zehdnan.html" target="_blank" rel="follow" title="База патентів України">Ультразвуковий інструмент для деформаційної обробки поверхонь та зварних з’єднань</a>
Ультразвуковий інструмент для зміцнення внутрішніх поверхонь
Номер патенту: 15379
Опубліковано: 30.06.1997
Автори: Климишин Ярослав Данилович, Чернов Борис Олександрович, Мандрик Олег Миколайович
МПК: B24B 1/04
Мітки: внутрішніх, поверхонь, ультразвуковий, інструмент, зміцнення
Формула / Реферат:
Ультразвуковий інструмент для зміцнення внутрішніх поверхонь, що містить криволінійний хвилевід з робочим інструментом, який відрізняється тим, що хвилевід складається з активної та пасив-ноТ частин, які виконані розсіченими по вісьовій лінії з розгорненням на кут, який забезпечує розміщення двох робочих інструментів перпендикулярно до оброблюваної поверхні, та які з'єднані між собою з закріпленням на кінцях обох робочих інструментів.
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів
Номер патенту: 87006
Опубліковано: 10.06.2009
Автори: Прокопенко Георгій Іванович, Мовчанюк Андрій Валерійович, Кудрявцев Юрій Філіпович, Чорний Валерій Іванович, Луговський Олександр Федорович, Клейман Якоб Ісакович
МПК: B06B 1/00, B24B 39/00, B24B 1/04
Мітки: ультразвуковий, деформаційного, обробки, релаксаційної, зміцнення, металів, інструмент
Формула / Реферат:
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів, що містить корпус, в якому встановлений на напрямних ковзання металевий стакан, що з зазором охоплює ультразвуковий п'єзокерамічний перетворювач з трансформатором коливальної швидкості (ТКШ), який вузловою площиною зв'язаний із крайкою стакана, куди прикріплена циліндрична насадка, що вмонтована коаксіально вихідному кінцю ТКШ, на вільному кінці якої...
Інструмент для фінішної обробки сферичних поверхонь
Номер патенту: 56986
Опубліковано: 10.02.2011
Автори: Філатов Юрій Данилович, Сирота Ольга Олегівна
МПК: B24D 7/00
Мітки: сферичних, фінішної, поверхонь, інструмент, обробки
Формула / Реферат:
Інструмент для фінішної обробки сферичних поверхонь, що містить корпус сферичної форми з закріпленим на ньому робочим елементом, в центрі якого виконано отвір, який відрізняється тим, що отвір виконано циліндричної форми, причому відношення діаметра d отвору на поверхні робочого елемента до діаметра D інструменту вибрано, виходячи із відношення 0,3≤d/D≤0,6.
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів
Номер патенту: 68264
Опубліковано: 15.02.2007
Автори: Чорний Валерій Іванович, Мовчанюк Андрій Валерійович, Клейман Якоб Ісакович, Прокопенко Георгій Іванович, Луговський Олександр Федорович, Кудрявцев Юрій Філіпович
МПК: B24B 39/00, B06B 1/06
Мітки: інструмент, металів, ультразвуковий, релаксаційної, деформаційного, зміцнення, обробки
Формула / Реферат:
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки, що містить корпус із захисним чохлом і кришкою, в якому встановлений ультразвуковий перетворювач, з'єднаний із трансформатором коливальної швидкості, що оснащений віброізоляційним ущільненням і має співвісну їм пневмокамеру, а також державку з ударними елементами, при цьому ультразвуковий перетворювач змонтований з можливістю осьового зворотно-поступального руху і...
Кутова головка для ультразвукової ударної обробки важкодоступних місць деталей і зварних з’єднань
Номер патенту: 89099
Опубліковано: 25.12.2009
Автори: Луговський Олександр Федорович, Прокопенко Георгій Іванович, Кудрявцев Юрій Філіпович, Клейман Якоб Ісакович
МПК: B24B 39/00, B24B 1/04
Мітки: місць, кутова, з'єднань, ударної, головка, важкодоступних, обробки, ультразвукової, зварних, деталей
Формула / Реферат:
1. Кутова головка для ультразвукового деформаційного зміцнення важкодоступних місць деталей і зварних з'єднань металевих конструкцій, що містить послідовно з'єднані ультразвуковий п'єзокерамічний перетворювач, трансформатор коливальної швидкості і містить держак, який виконаний з можливістю вільного обертання навколо осі трансформатора коливальної швидкості і має форму направляючого стакана з отворами на вихідному торці, в якому розташовані...
Попередній патент: Здвоєна пачка з цілісним з’єднувачем
Наступний патент: Порошковий препарат, спосіб його одержання, рідка композиції для обробки сільськогосподарських рослин та спосіб її одержання
Випадковий патент: Спосіб лікування завізних випадків малярії