Спосіб контактного стикового зварювання оплавленням
Номер патенту: 310
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Беляєв Данило Іванович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Самотрясов Сергій Михайлович

Формула / Реферат
Способ контактной стыковой сварки оплавлением, при котором скорость перемещения свариваемых деталей изменяют в зависимости от разности измеренной и заданной величин параметра процесса сварки, отличающийся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени, необходимого для ведения процесса сварки, в качестве параметра процесса выбирают суммарное сопротивление элементарных контактов, а в качестве заданной величины выбирают величину сопротивления короткого замыкания сварочной машины, при этом свариваемые детали сближают до достижения величины суммарного сопротивления элементарных контактов, равной 0,4 - 0,5 сопротивления короткого замыкания сварочной машины, после чего детали разводят до достижения величины суммарного сопротивления элементарных контактов, равной 1,4 - 1,6 сопротивления короткого замыкания сварочной машины.
Текст
JGOI33 ДЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ ЭКЗ. № СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСНИХ РЕСПУБЛИК ада SILJ 06512 3(5D В 2 3 К 1 1 / 0 4 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ Н АВТОРСНОМУ СВИДЕТЕЛЬСТВУ (21> 3437901/25-27 (22) 13.05.82 (72) С И . Кучук-Яценко, М.В. Бо горский, В.Г. Кривенко, Д.И. Беляев и С М . Самотрясов (71) Ордена Ленина*и ордена Трудового Красного Знамени институт электросварки им. Е.О. Патона (53) 621.791.762 (088.8) (56) 1. Патент Великобритании № 984296, кл. В 3 R, 1965. 2. Авторское свидетельство СССР № 226745, кл. В 23 К 1/04, 1963 (прототип) , (54) (57) СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ, при котором скорость перемещения свариваемых деталей изменяют в зависимости от разности измеренной и заданной величин параметра процесса сварки, о т л и ч а ю щ и й с я тем, что, с целью повышения производитель— ности процесса сварки за счет сокращения времени, необходимого для ведения процесса сварки, в качестве параметра процесса выбирают суммарное сопротивление элементарных контактов, а в качестве заданной величины выбирают величину сопротивления короткого замыкания сварочной машины, при этом свариваемые детали і сближают до достижения величины суммарного сопротивления элементарных контактов, равной 0,4-0,5 сопротивления короткого замыкания^сварочо ной машины, после чего детали(разS3 водят до достижения величины суммарного сопротивления элементарных контактов, равной 1,4-1,6 сопротивления короткого замыкания сварочной машины. «г / 2 1 10651 21 Изобретение относится к сварочЦелью изобретения является повьг ному производству, а именно к спошение производительности процесса собам контактной стыковой сварки сварки за счет сокращения времени, толстостенных деталей или деталей необходимого для сварки деталей. с большим компактным сечением. 5 Поставленная цель' достигается тем, что согласно способу контактИзвестен способ контактной ной стыковой сварки оплавлением, стыковой сварки оплавлением» при при котором скорость перемещения котором на первой стадии про-' свариваемых деталей периодически цесса сварки детали разогревают за счет протекания сварочного тока, 10 изменяется в зависимости от разности измеренной в заданой величин параПри этом разогрев деталей методом метра процесса сварки, в качестве сопротивления производится при повпараметра процесса выбирают суммарторно-кратковременном протекании ное сопротивление элементарных тока. Прерывание тока производится либо путем разрыва сварочной цепи 15 контактов, а в качестве заданной величины выбирают величину сопротивпри возвратно-поступательном движении ления короткого замыкания сварочной одной из деталей, либо путем периомашины, при этом свариваемые детали дического отключения первичной обсближают до достижения величины мотки трансформатора от сети. При этом способе сварки детали перио20 суммарного сопротивления элементарных контактов, равной 0,4-0,5 сопродически сводятся до образования тивления короткого замыкания сварочустойчивости контакта между их ной машины, после чего детали развосоприкасающимися поверхностями, а дят до достижения величины суммарнозатем разводятся до разрыва сварочной цепи [Л . 25 го сопротивления элементарных контактов, равной 1,4-1,6 сопротивления Недостатками данного способа короткого замыкания сварочной машисварки являются неравномерность наны. грева деталей по сечению и снижение На чертеже представлена блок-схема качества сварных соединений. Наиболее близким к изобретению зо устройства для реализации предложенного способа. является способ контактной стыко-* Схема включает свариваемые детали вой сварки непрерывным давлением, 1 и 2, зажатые в губках 3 и 4 свапри котором скорость перемещения рочной машины. К губкам 3 и 4 подклюсвариваемых деталей периодически1 чена вторичная обмотка сварочного кратковременно повышают, не доводя процесс оплавления-до короткого за- 35 трансформатора 5. В первичную цепь трансформатора 5 включен трансформамыкания по измерению и сравнению тор 6 тока, выход которого подключен одного из электрических параметров. к одному из входов делительного При повышении скорости количество элементарных контактов между оплав- 4 0 устройства 7. Второй вход делительного устройства 7 связан с зажимными ляемыми торцами резко увеличиваетгубками 3 и 4. ся, а когда скорость уменьшается, Выход делительного устройства 7 количество контактов уменьшается и подключен к одному из двух входов некоторое время остается прежним. Повышение скорости корректируют *- блока 8 сравнения, второй вход которого соединен с задающим устройством таким образом, что после повышения 9. Выход блока 8 связан с входом тока (напряжения, мощности) до опреэлектрогидравлического золотника 10 деленной величины скорость начинают и также связан с входом управления снижать до исходной величины, благодаря ЧЄМУ НЄ ПРОИСХОДИТ КОРОТКОГО en задающего устройства 9. Выход золотника 10 через гипропривод И воздейзамыкания торцов деталей [2]. ствует на свариваемые детали 1 и 2, Однако при снижении скорости практически не удается избежать Устройство работает следующим разрыва сварочной цепи, в связи с образом. чем появляются паузы в оплавлении. 55 В начале сварки по команде заЭто приводит к необходимости повыдающего устройства 9 посредством шать время сварки, что снижает электрогидравлического золотника 10, производительность. и гипропривода 11 свариваемые дета 1065121 тью. Если же сигнал на выходе делили 1 и 2 начинают сближаться. Однотельного устройства 7 достигает зна. временно к ним подводится напряжение» чения 0,4—0,5 сопротивления Z ^,г, через сварочный трансформатор 5 и машины (или станет меньше его) , то токоподводящие губки 3 и 4. С появлением тока сварки на выходе трансфор- 5 свариваемые детали 1 и 2 начинают разводиться. При этом сопротивление матора 6 тока появляется переменный искрового зазора увеличивается. Одсигнал, который подается на один нако детали 1 и 2 продолжают развоиз входов делительного устройства 7. диться и после того, как сопротивНа второй вход устройства 7 подается переменный сигнал, соответствую- (0 ление искрового зазора больше сопрощий напряжению на вылетах деталей тивления 0,5 Z К. у Это обуславли1 и 2 между зажимными губками 3 и 4. вается тем, что при разведении детаЕсли пренебречь падением напряжелей 1 и 2 с выхода блока 8 сравнения на самих вылетах деталей 1 и 2 ния на управляющий вход устройства от протекающего тока, то этот сигнал 15 9 подается отрицательный сигнал, можно рассматривать, как падение обеспечивающий появление на выходе напряжения в искровом зазоре между устройства 9 задающего уровня, соотоплавляемыми торцами деталей 1 и 2. ветствующего величине сопротивления В устройстве 7 сигнал, снимаемый с элементарных контактовf равной губок 3 и 4, делится в определенном 4^,4-1,6 от величины сопротивления масштабе на сигнал, поступающий с Z к £. машины. трансформатора 6 тока. В результате Когда, при разведении деталей этого на выходе устройства 7 полу1 и 2 сопротивление контактов, увеличается сигнал, пропорциональный чиваясь, достигает значения, равночастному от деления напряжения на 25 го 1,4-1,6 от величины сопротивления ток, т.е. пропорциональный величине Z к х. (или станет больше его), на суммарного сопротивления элементарвыходе блока 8 сравнения появляется ных контактов. Затем сигнал с устсигнал, обеспечивающий начало сблиройства 7 поступает на один из вхожения деталей (положительный сигнал). дов блока 8 сравнения, на второй При этом происходит изменение коэф30 вход которого поступает сигнал с фициента пропорциональности устройства задающего устройства 9, пропорцио9 и на его выходе устанавливается занальный величине сопротивления коротдающий уровень, соответствующий векого замыкания сварочной машины. При личине сопротивления элементарных этом коэффициент пропорциональности, контактов, равной 0,4-0,5 сопротива следовательно, и величина сигнала 35 ления Z к.1. машины. на выходе устройства 9, определяются полярностью сигнала на выходе блока Предлагаемый способ сварки иссле8, т.е. направлением перемещения дуется на переоборудованной сварочсварочной машины. Так, при сближении свариваемых деталей (положительный 40 ной машине К-19ОП при сварке валов и рельсов. За базовый объект выбрана сигнал на выходе блока 8) уровень машина К-19ОП. сигнала на выходе устройства 9 соотНа машине К—19ОЇЇ сваривают рельсы ветствует величине сопротивления типа Р-65. Сопротивление короткого элементарных контактов, равной замыкания машины К-19ОЇЇ составляет 0,4-0,5 от сопротивления короткого 90 мкОм. Напряжение сварки устанавзамыкания машины Zк , , При разведении ливают 8 В. Свариваемые рельсы свосвариваемых деталей (отрицательный дят со скоростью 1 мм/с, когда сигнал на выходе блока 8) этот сопротивление элементарных ко итак* уровень соответствует величине сопротивления контактов, равной 1,4-1,6 от _ тов между оплавляемыми поверхностями рельсов достигнет 40 мкОм, рельсопротивления Zк ,. машины. сы разводят со скоростью 0,5 мм/с. По мере разведения сопротивление Если по мере сближения деталей контактов увеличивается и при вели1 и 2 сигнал, поступающий на вход блока 8 от делительного устройства 7,55 чине сопротивления 130 мкОм детали больше величины, равной 0,4-0,5 от снова сближаются. Время сварки рельсопротивления Z сов Р65 составляет 70 с. Время свар-[ , то детали проки рельсов F 65 на непереоборудован-| должают сближаться с заданной скорос 065121 ной машине К-190П (базовый объект) составляет 180 с. Эффективность применения предлагаемого способа сварки заключается Редактор А.Гулько в повыгаении производительности. Так, при сварке рельсов производительность повьшіается в 2,5 раэа и обеспечивается сварка 120 стыков 45-50 стыков на базовом объекте. Составитель В. Юдик Техред А.Ач Корректор Е. Рошко Заказ 4535/ДСП Тираж 760 " Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 1)3035, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for contact flash welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Bohorskyi Mykhailo Volodymyrovych, Kryvenko Valerii Heorhiiovych, Beliaiev Danylo Ivanovych, Samotriasov Serhii Mykhailovych
Назва патенту російськоюСпособ контактной стыковой сварки оплавлением
Автори російськоюКучук-Яценко Сергей Иванович, Богорский Михаил Владимирович, Кривенко Валерий Георгиевич, Беляев Даниил Иванович, Самотрясов Сергей Михайлович
МПК / Мітки
МПК: B23K 11/04
Мітки: зварювання, спосіб, стикового, контактного, оплавленням
Код посилання
<a href="https://ua.patents.su/4-310-sposib-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного стикового зварювання оплавленням</a>
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Сахарнов Василь Олексійович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Галян Борис Опанасович, Лебедєв Володимир Костянтинович, Добровольський Станіслав Дмитрович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: машина, стикового, оплавленням, зварювання, контактного
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Горишняков Олексій Іванович, Кривенко Валерій Георгійович, Лазебний Іван Леонтійович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: оплавленням, зварювання, контактного, машиною, пристрій, управління, стикового
Формула / Реферат:
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 493
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Загадарчук Василь Феодосійович, Казимов Борис Іванович, Лебедєв Володимир Костянтинович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: зварювання, спосіб, оплавленням, контактного, стикового
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, преимущественно изделий толщиной более 5 мм с развитым сечением, при котором в начальный период оплавление производят с постоянной скоростью перемещения деталей, а перед осадкой скорость перемещения деталей увеличивают до конечной величины скорости оплавления, отличающийся тем, что, с целью повышения качества соединений и стабильности их механических свойств, длительность периода...
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Горишняков Олексій Іванович, Кривенко Валерій Георгійович, Семенов Леонід Олександрович, Кучук-Яценко Сергій Іванович, Добровольський Станіслав Дмитрович
МПК: B23K 11/04, B23K 11/25
Мітки: стикового, процесом, пристрій, управління, контактного, оплавленням, зварювання
Формула / Реферат:
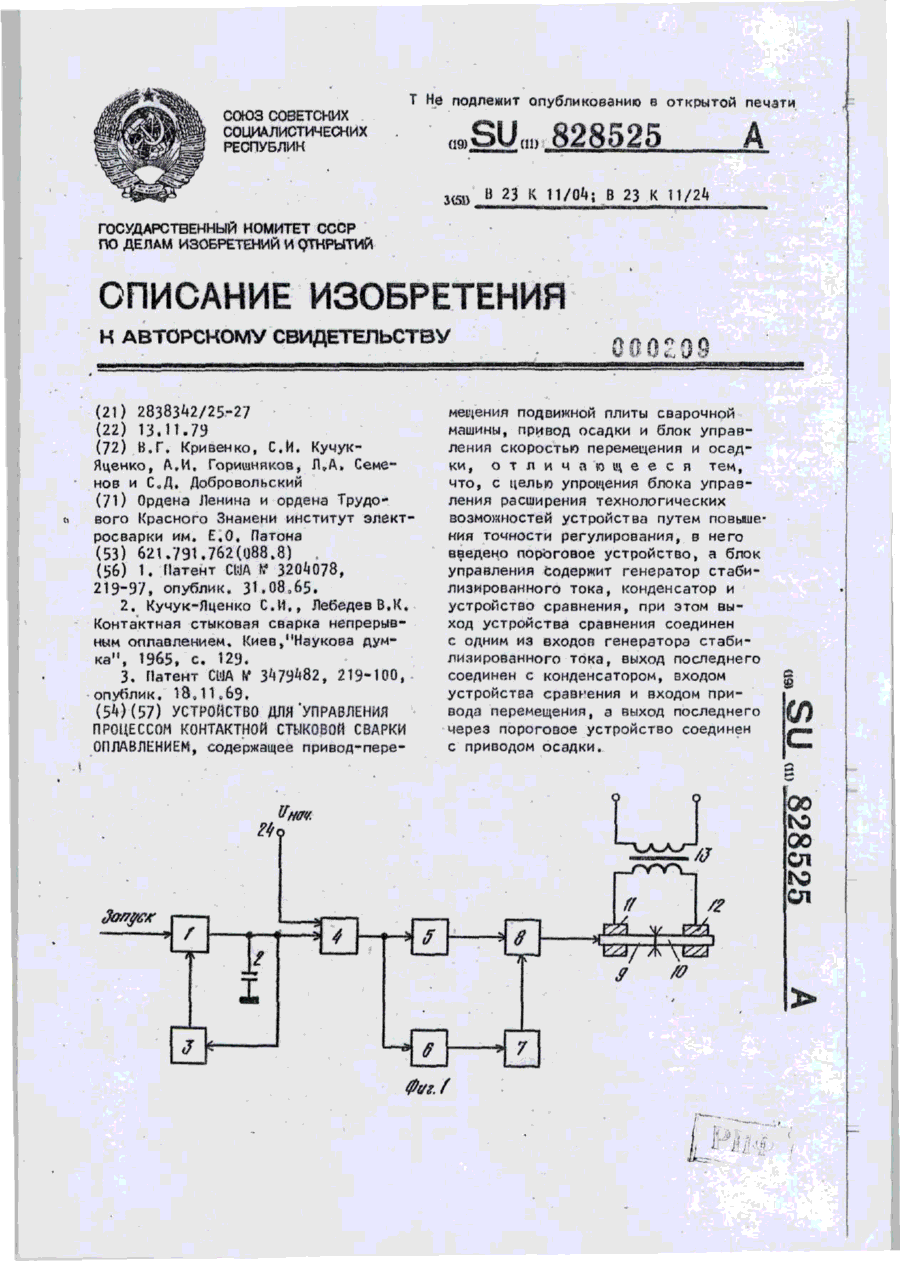
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Спосіб зняття грата після контактного стикового зварювання
Номер патенту: 309
Опубліковано: 30.04.1993
Автори: Лазебний Іван Леонтійович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: спосіб, стикового, зварювання, грата, контактного, зняття
Формула / Реферат:
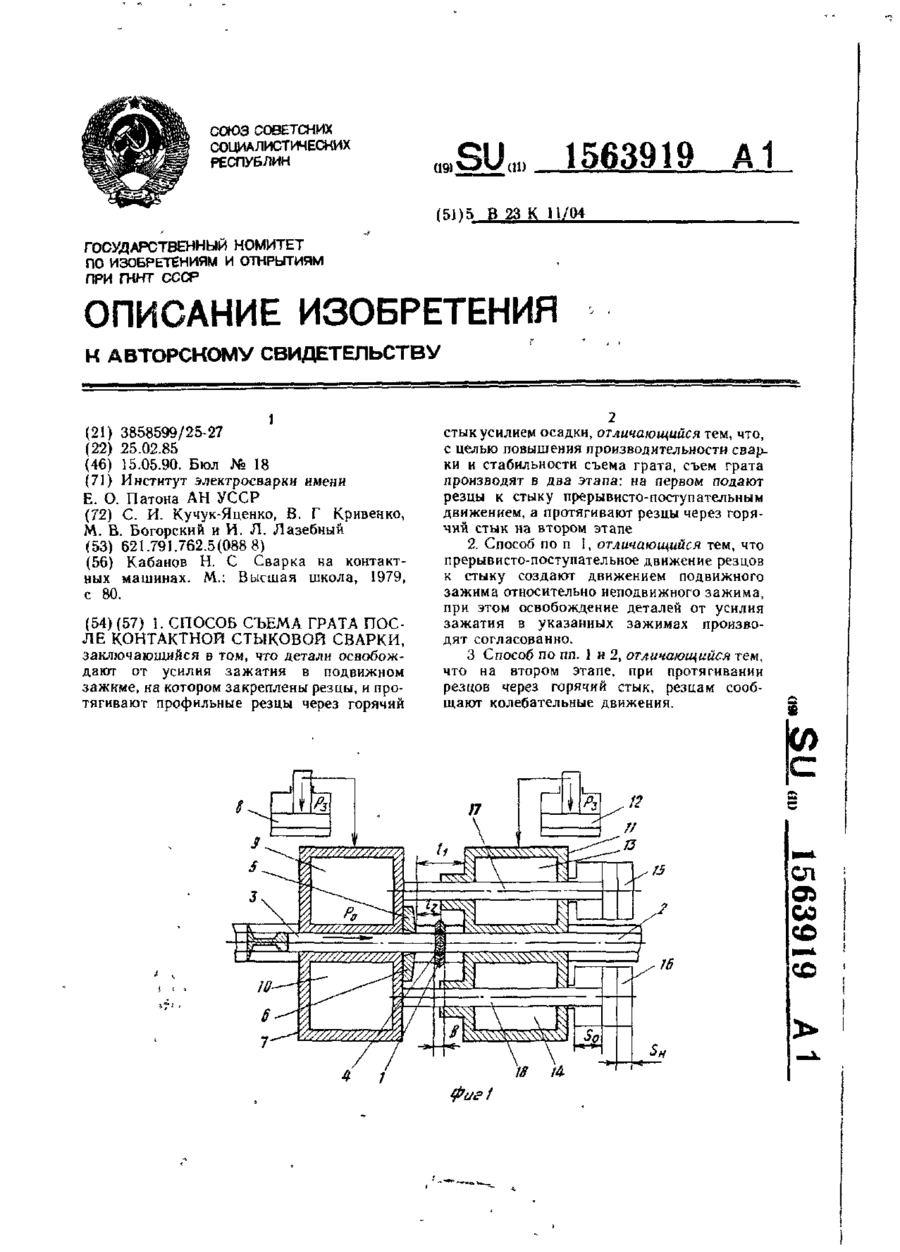
(57) 1. СПОСОБ СЪЕМА ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ, заключающийся в том, что детали освобождают от усилия зажатия в подвижном зажиме, на котором закреплены резцы, и протягивают профильные резцы через горячий стык усилием осадки, отличающийся тем, что, с целью повышения производительности сварки и стабильности съема грата, съем грата производят в два этапа: на первом подают резцы к стыку прерывисто-поступательным движением, а...
Попередній патент: Спосіб зняття грата після контактного стикового зварювання
Наступний патент: Підбирач валків
Випадковий патент: Вогнестійкий підсилений електричний кабель