Спосіб контактного стикового зварювання
Номер патенту: 1613
Опубліковано: 25.10.1994
Автори: Беляєв Данило Іванович, Богорський Михайло Володимирович, Шкурко Віктор Григорійович, Череднічок Віталій Тимофійович, Бондарук Андрій Всеволодович, Дідковський Олександр Володимирович, Кучук-Яценко Сергій Іванович
Формула / Реферат
Способ контактной стыковой сварки оплав-лением преимущественно партий деталей из стали с компактными поперечными сечениями и одинаковыми поперечными сечениями, при котором свариваемые торцы деталей оплавляют и осаживают, отличающийся тем, что, с целью повышения качества сварного соединения, вследствие повышения ударной вязкости, при осадке свариваемых торцов измеряют текущие значения максимальной величины Н и длины участка L радиальной деформации, вычисляют отношение Н/L и при достижении этим отношением интервала значений 0,2—0,5 осадку прекращают.
Текст
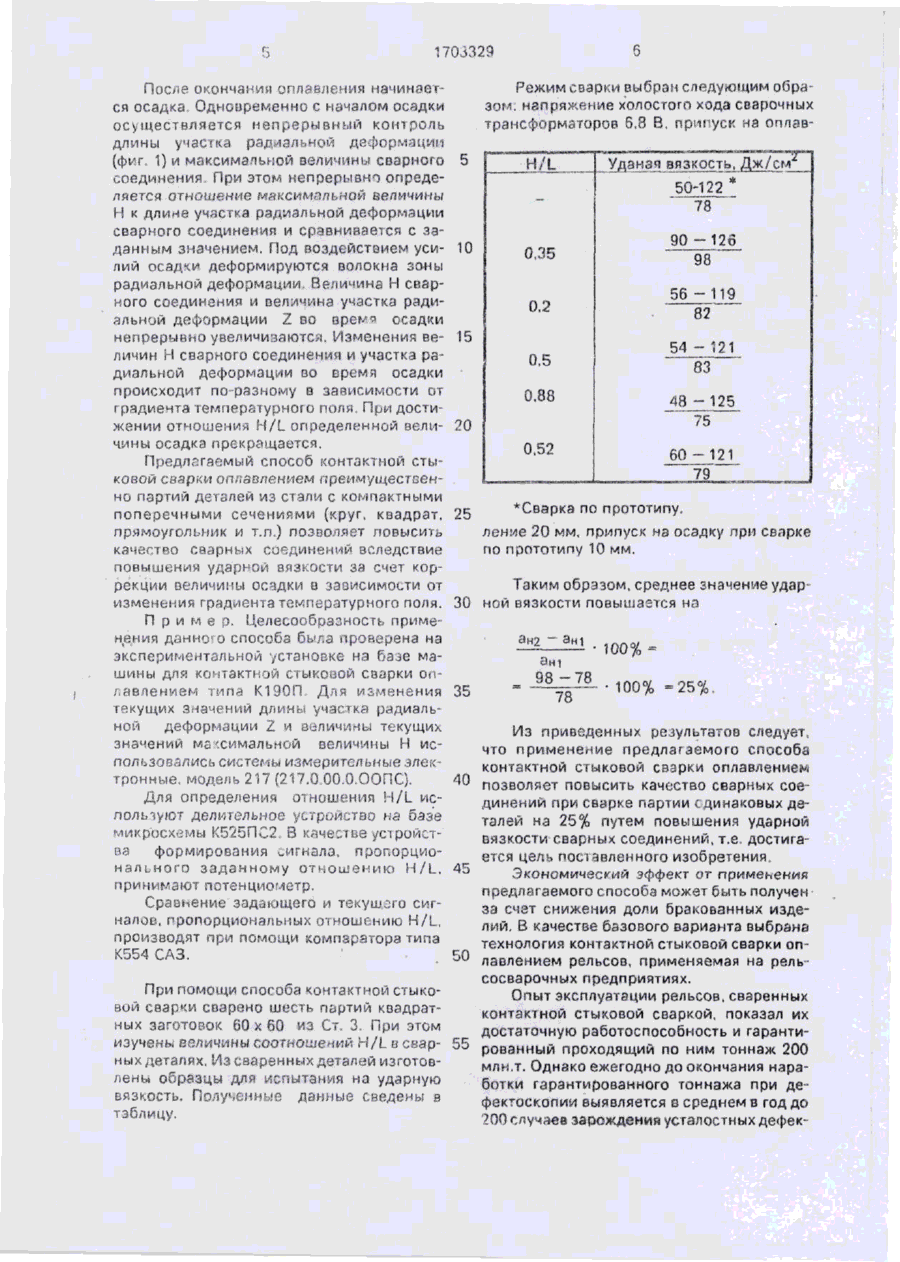
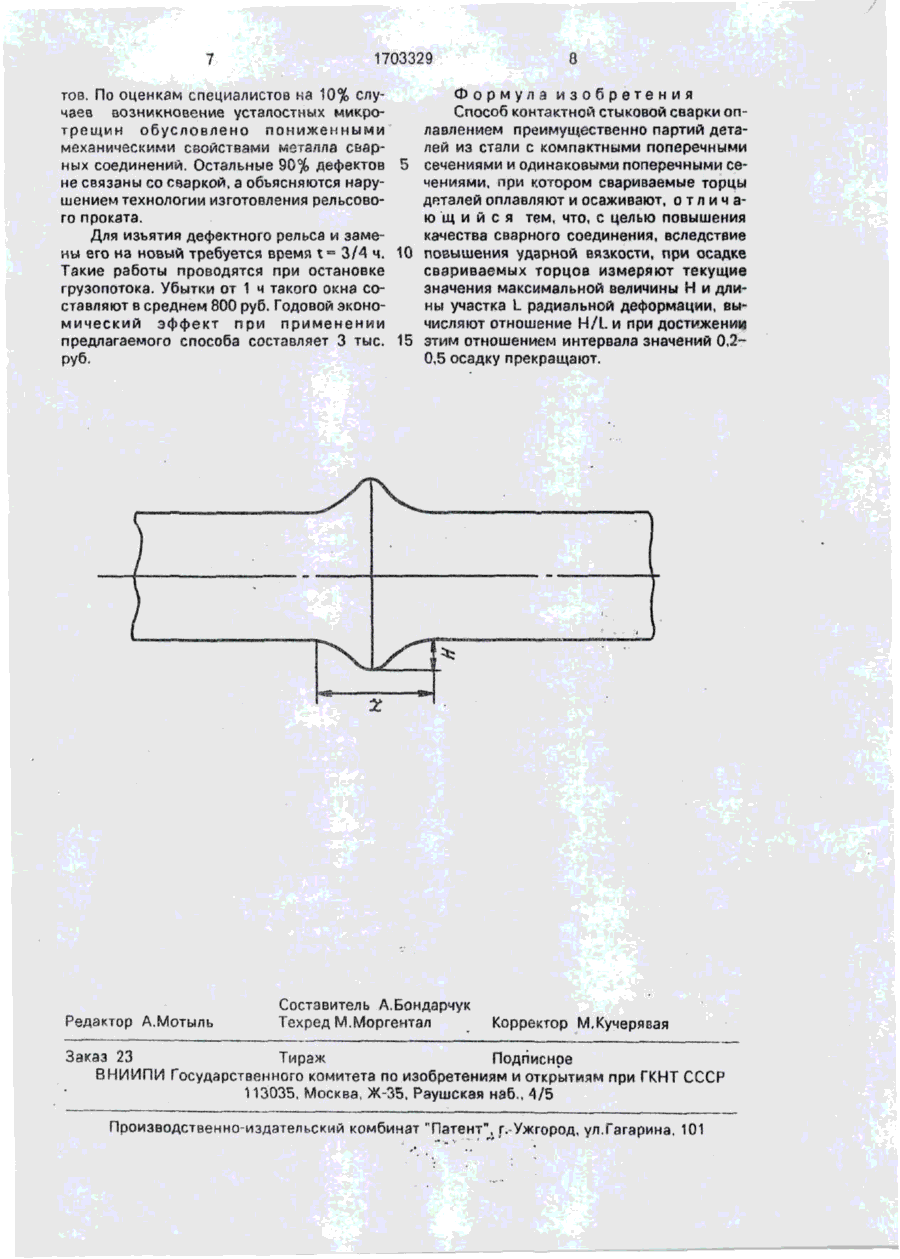
Изобретение относится к обработке металлов давлением и может быть использовано при правке цилиндрических длинномерных изделий. Цель изобретения - повышение качества и расширение технологических возможностей. Основными функциональными элементами устройства являются правильные ролики (Р)с винтовой нарезкой. На каждом Р винтовая нарезка имеет разный шаг: средний участок выполнен с большим шагом винтовой нарезки, чем крайние участки, что дает возможность лрйвмть концевые участки заготовки с той жз точностью, что и средние участки. 1 з.п. ф-лы, 1 ил., 1 табл. личиам на линии соединения остатков литого металла (линзообразных дефектов) и окисных включений, причем с увеличением поперечного сечения деталей удаление литого металла и окислов затрудняется. По мере увеличения припуска на осадку значение ударной вязкости повышается, поскольку обеспечивается более полное удаление окислов по линии сварки. При дальнейшем увеличении припуска на осадку происходит снижение показателя ударной вязкости в силу чрезмерного искривления волокон основного металла, так как при испытаниях сварных соединений на ударный изгиб разрушение их начинается в местах выхода волокон на поверхность сварного соединения. Кроме того, существенное влияние на характер деформации волокон при осрдке оказывает распределение температуры в свариваемых деталях. При одном и том же припуске на осадку с увеличением градиента температурного поля изгиб волокон уве 1703.429 и пластические свойства соединений ухудшаются, При выборе припуска на осадку CJ едует руководствоваться как размерами попереч ного сечения свариваемых деталей г^ы и 3 характером их разогрева Известен способ контактной стыковой сварки оплавлением преимущесенно изделий из проката толщиной более 5 мм, при котором устанавливают припуски на оплав- "О г ление и осадку, производят оплавление свариваемых торцов изделий при заданном напряженим холостого хода и их осадку, причем припуск на осадку устанавливают в пределах 1,2-3,0 величины максимального 15 зазора, образущегося между свариваемыми торцами изделий в процессе оплавления перед осадкой. Величина максимзлі ного зазора определяется по формуле 20 U2xx (А • г + В), З ДЗ, где ДЗ - максимальный зазор; 1)2УХ - напряжение холостого хода; 25 д - толщина свариваемых изделий; А, В - коэффициенты, выбранные опытным путем. Данный способ позволяет повысить качество соединений и стабильность их механических свойств за счет выбора прмпуёка30 на осадку из соображений обеспечения минимального искривления волокон г р о к г т и в месте сварки при отсутствии дефектов по линии оплавления. Кроме того, при использовании данного 35 способа частично учитывается характер нагрева свариваемых деталей за счет использования при определении величины припуска на осадку сварочного напряжения. ^0 Недостатком данного способа является то, что при выборе припуска на осадку кро ме напряжения сварки не учитываются другие параметры режима сварки, которые также определяют разогрев свариваемых • 5 4 деталей. В частности скорость сплавления деталей сказывает значительное влияние на градиент температур в свариваемых торцах, а следовательно, на характер деформирования металла сварного соединения при осадке. 50 Кроме того, при испольсовании данного способа для сварки партии деталей не возможно производись корректировку вепичины припуска на осрдку при изменениях в разогреве каждой пары свариваемых дета- 55 лей. Эти изменения могут быть обусловлены причинами случайного хар например короткими замыканиями ваемы.х деталей на начальной стадии оплавления, кратковременными изменениями напряжения питающей сети и т п. Н .эибслее бпизк'-.м к предлагаемому яа ляется способ контактной стыковой сварки оплавлением, при котором величина припуска па осадку определяется в зависимости от температуры разогрева оптавляемых деталей, согласие которому установлена аналитическая зависимость между температурой свариваемых деталей И технологическими параметрами оплавления и осадки Данный способ позволяет на основании значений основных параметров режим J сварки устанавливать рациональную величину припуска на осадку, обеспечивающую получение качественного сварного соединения. Недостатком данного способа является отсутствие возможности корректировки величины припуска на осадку при сварке партии деталей одного типоразмера в пределах данной партии. Во всех известных способах сварки припуск на осадку устанавливается паред началом сварки и на протяжении процесса сварки и осадки не корректирузтея, Пом этом случайные изменения в характере разогрева свариваемых деталей MorvT по впечь зз собей изменение значений механических свойств получаемых сварных соединений. Целью изобретения является повышение качества сварного соединения вследствие повышения ударной вязкости сварных соединений Поставленная цель достигается тем что предлаїается способ контактной стыкозой сварки оплаоленкем, преимущественно партий деталей из стали с компактными поперечными сечениями и одинаковыми площадями, при котором свариваемые торцы деталей оплавляют и осаживают, причем при осадке свариваемых торцов измеряют текущие значения максимальной величины Н и длины участка L радиальной деформации, вычисляют отношения H/L, при достижении этим о т н о ш е н и е м интервала значений 0,2-0,5 осадку прекращают. При применении данного способа контактной стыковой сварки оплавлением свариваемые детяпи устанавливают с сварочную машину и зажимают в губках Производят оплавление по одному из известных способов,например, с программированием процесса оплавления по перемещению подвижной пли!ы, В процессе оплавления возможны изменения случайного характера, например кратковременные изменения напряжения питающей сети, короткие замыкания и т.д. 1703329 Режим сварки выбран следующим обраПосле окончания оплавления начинаетзом, напряжение холостого хода сварочных ся осадка Одновременно с началом осадки осуществляется непрерывный контроль трансформаторов 5.8 В, припуск на оплэвдлины участка радиальной деформации (ф^г. 1) и максимальной величины сварного 5 Уданзя вязкость, Дж/см H/L соединения При этом непрерывно опреде50-122 * ляется отношение максимальной величины 78 Н к длине участка радиальной деформации сварного соединения и сравнивается с за90 - 1 2 6 данным значением. Под воздействием уси- 10 0.35 лий осадки деформируются волокна зоны 98 радиальной деформации. Величина Н сварного соединения и величина участка ради56-119 0,2 альной деформации Z во время осадки 82 непрерывно увеличизаются. Изменения ве- 15 личин Н сварного соединения и участка ра54-121 0,5 диальной деформации во время осадки 83 происходит по-разному в зависимости от 0,88 градиента температурного поля. При дости48 - 1 2 5 жении отношения H/L определенной вели- 20 75 чины осадка прекращается. 0,52 60-121 Предлагаемый способ контактной сты79 ковой сварки оплавлением преимущественно партий деталей из стали с компактными *Сварка по прототипу, поперечными сечениями (круг, квадрат, 25 прямоугольник и т.п.) позволяет повысить ленме 20 мм, припуск на осадку при сварке качество сварных соединений вследствие по прототипу 10 мм. повышения ударной вязкости за счет коррекции величины осадки в зависимости от Таким образом, среднее значение ударизменения градиента температурного поля. 30 ной вязкости повышается на П р и м е р . Целесообразность применения данно'о способа была проверена на • 100% экспериментальной установке на базе машины для контактной стыковой сварки оп98 - 7 8 100% =25%. лавлением л>лг\а К190П Для изменения 35 78 текущих значений длины участка радиальной деформации 2 и величины текущих Из приведенных результатов следует, значений максимальной величины Н исчто применение предлагаемого способа пользовались системы измерительные элекконтактной стыковой сварки оплавлением тронные, модель 217 (217.0 00.0.ООПС), 40 позволяет повысить качество сварных соеДля определения отношения H/L исдинений при сварке партии одинаковых депользуют делительное устройство на базе талей на 25% путем повышения ударной микросхемы К525ПС2. В качестве устройствязкости сварных соединений, т.е. достигава формирования сигнала, пропорциоется цель поставленного изобретения. нального заданному отношению H/L, 45 Экономическим эффект or применения принимают потенциометр. предлагаемого способа может быть получен Сравнение задающего и текушаго сигза счет снижения доли бракованных изденалов, пропорциональных отношению H/L, лий. В качестве базового варианта выбрана производят при помощи компаратора типа технология контактной стыковой сварки опК554 САЗ. . 50 лавлением рельсов, применяемая на рельсосварочных предприятиях. При помощи способа контактной стыкоОпыт эксплуатации рельсов, сваренных вой сварки сварено шесть партий квадратконтактной стыковой сваркой, показал их ных заготовок 60x60 из Ст. 3. При этом достаточную работоспособность и гарантиизучены величины соотношений H/L в свар- 55 рованный проходящий по ним тоннаж 200 ных деталях. Из сваренных деталей изготовмлн.т. Однако ежегодно до окончания наралены образцы для испытания на ударную ботки гарантированного тоннажа при девязкость. Полученные данные сведены в фектоскопии выявляется в среднем в год до таблицу. 200 случаев зарождения усталостных дефек 1703329 Формула изобретения тов. По оценкам специалистов на 10% слуСпособ контактной стыковой сварки опчаев возникновение усталостных микротрещин обусловлено пониженными лавлением преимущественно партий детамеханическими свойствами металла сварлей из стали с компактными поперечными ных соединений. Остальные 90% дефектов 5 сечениями и одинаковыми поперечными сене связаны со сваркой, а объясняются наручениями, при котором свариваемые торцы шением технологии изготовления рельсоводеталей оплавляют и осаживают, о т л и ч а го проката. ю щ и й с я тем, что, с целью повышения качества сварного соединения, вследствие Для изъятия дефектного рельса и замены его на новый требуется время t = 3/4 ч. 10 повышения ударной вязкости, при осадке Такие работы проводятся при остановке свариваемых торцов измеряют текущие грузопотока. Убытки от 1 ч такого окна созначения максимальной величины Н и длиставляют в среднем 800 руб. Годовой экононы участка L радиальной деформации, вымический эффект при применении числяют отношение H/L и при достижении предлагаемого способа составляет 3 тыс. 15 этим отношением интервала значений 0,2руб. 0,5 осадку прекращают. •=57* Редактор А.Мотыль Составитель А.Бондарчук Техред М.Моргемтал Корректор М.Кучерявая Заказ 23 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", f,-Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of resistance flash butt welding
Автори англійськоюBondaruk Andrii Vsevolodovych, Beliaiev Danylo Ivanovych, Kuchuk-Yatsenko Serhii Ivanovych, Bohorskyi Mykhailo Volodymyrovych, Didkovskyi Oleksandr Volodymyrovych, Cherednichok Vitalii Tymofiiovych, Shkurko Viktor Hryhoriiovych
Назва патенту російськоюСпособ контактной стыковой сварки
Автори російськоюБондарук Андрей Всеволодович, Беляев Даниил Иванович, Кучук-Яценко Сергей Иванович, Богорский Михаил Владимирович, Дидковский Александр Владимирович, Чередничок Виталий Тимофеевич, Шкурко Виктор Григорьевич
МПК / Мітки
МПК: B23K 11/04
Мітки: контактного, зварювання, спосіб, стикового
Код посилання
<a href="https://ua.patents.su/4-1613-sposib-kontaktnogo-stikovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного стикового зварювання</a>
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Сахарнов Василь Олексійович, Кривенко Валерій Георгійович, Лебедєв Володимир Костянтинович, Галян Борис Опанасович, Добровольський Станіслав Дмитрович, Череднічок Віталій Тимофійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: машина, зварювання, контактного, оплавленням, стикового
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 365
Опубліковано: 30.04.1993
Автори: Ротару Іон Теодорович, Тільга Степан Сергійович, Череднічок Віталій Тимофійович, Богорський Михайло Володимирович, Грабчев Борис Леонідович, Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович, Бєляєв Данило Іванович, Мальцев Віктор Миколайович
МПК: B23K 11/04
Мітки: зварювання, спосіб, стикового, контактного, оплавленням
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, при котором при оплавлении задают скорость подачи подвижной плиты в зависимости и от величины сигнала, пропорционального сварочному току, осуществляют останов подвижной плиты при сварочном токе, соответствующем экстремуму электрической мощности, выделяющейся в стыке, а затем скорость подачи восстанавливают отличающийся тем, что с целью повышения производительности путем интенсификации нагрева...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 1610
Опубліковано: 25.10.1994
Автори: Череднічок Віталій Тимофійович, Горонков Миколай Дмитрович, Горишняков Олексій Іванович, Миронец Олександр Миколайович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стикового, оплавленням, контактного, зварювання, спосіб
Формула / Реферат:
Способ контактной стыковой сварки оплав-лением, при котором процесс осадки проводят по этапам, на первом этапе на величину 20—30 % общего припуска с максимальной скоростью, а на втором этапе до выключения тока при пониженной скорости, отличающийся тем, что, с целью повышения качества сварного соединения, после отключения тока скорость осадки задают соответствующей скорости осадки на первом этапе.
Спосіб управління процесом контактного стикового зварювання оплавленням

Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: оплавленням, процесом, контактного, зварювання, стикового, спосіб, управління
Формула / Реферат:
Формула изобретенияСпособ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Спосіб контактного стикового зварювання безперервним оплавленням
Номер патенту: 401
Опубліковано: 30.04.1993
Автори: Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Череднічок Віталій Тимофійович, Кривенко Валерій Георгійович, Сахарнов Василь Олексійович, Богорський Михайло Володимирович, Толдін Анатолій Андрійович
МПК: B23K 11/04
Мітки: спосіб, безперервним, оплавленням, контактного, зварювання, стикового
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки непрерывным оплавлением, при котором одной из деталей в процессе оплавления сообщают колебания вдоль направления движения деталей с регулируемой амплитудой и частотой и производят осадку, отличающийся тем, что, с целью повышения производительности, снижения потребляемой мощности путем увеличения скорости нагрева свариваемых деталей, колебания одной из свариваемых деталей сообщают...
Попередній патент: Спосіб контактного стикового зварювання оплавленням
Наступний патент: Турбокомпресорна холодильна установка
Випадковий патент: Спосіб малоінвазивного лікування звичного вивиху плеча