Пристрій для зняття грату при контактно-стиковому зварюванні деталей
Формула / Реферат
Устройство для удаления грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный корпус, выполненный в виде клещевого зажима, четыре цилиндра, установленные попарно на каждой из частей корпуса, шарнирно закрепленные на штоках цилиндров подвижные резцы и цилиндр зажатия, отличающееся тем, что, с целью улучшения качества удаления грата и повышения производительности, оно снабжено жестко закрепленными на каждой из частей корпуса симметрично относительно оси разъема двумя неподвижными резцами, в которых выполнены направляющие пазы, пальцами, установленными одними концами на концах каждого из подвижных резцов, а другими попарно размещены в направляющих пазах неподвижных резцов с возможностью перемещения в них, причем пыльцы, размещенные в одном и том же пазу, соединены друг с другом упругим элементом, а подвижные резцы установлены в параллельных плоскостях с возможностью перекрытия друг друга.
Текст
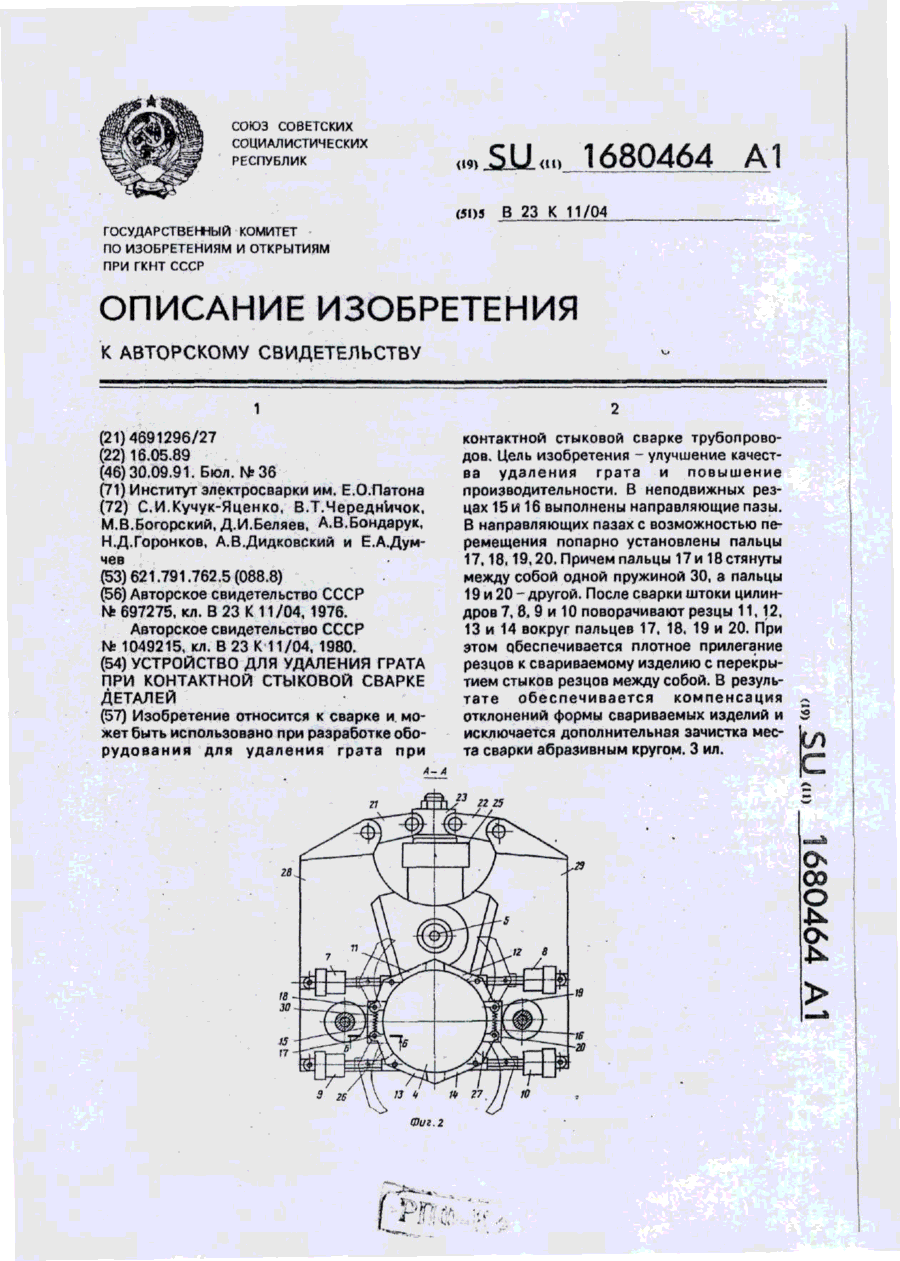
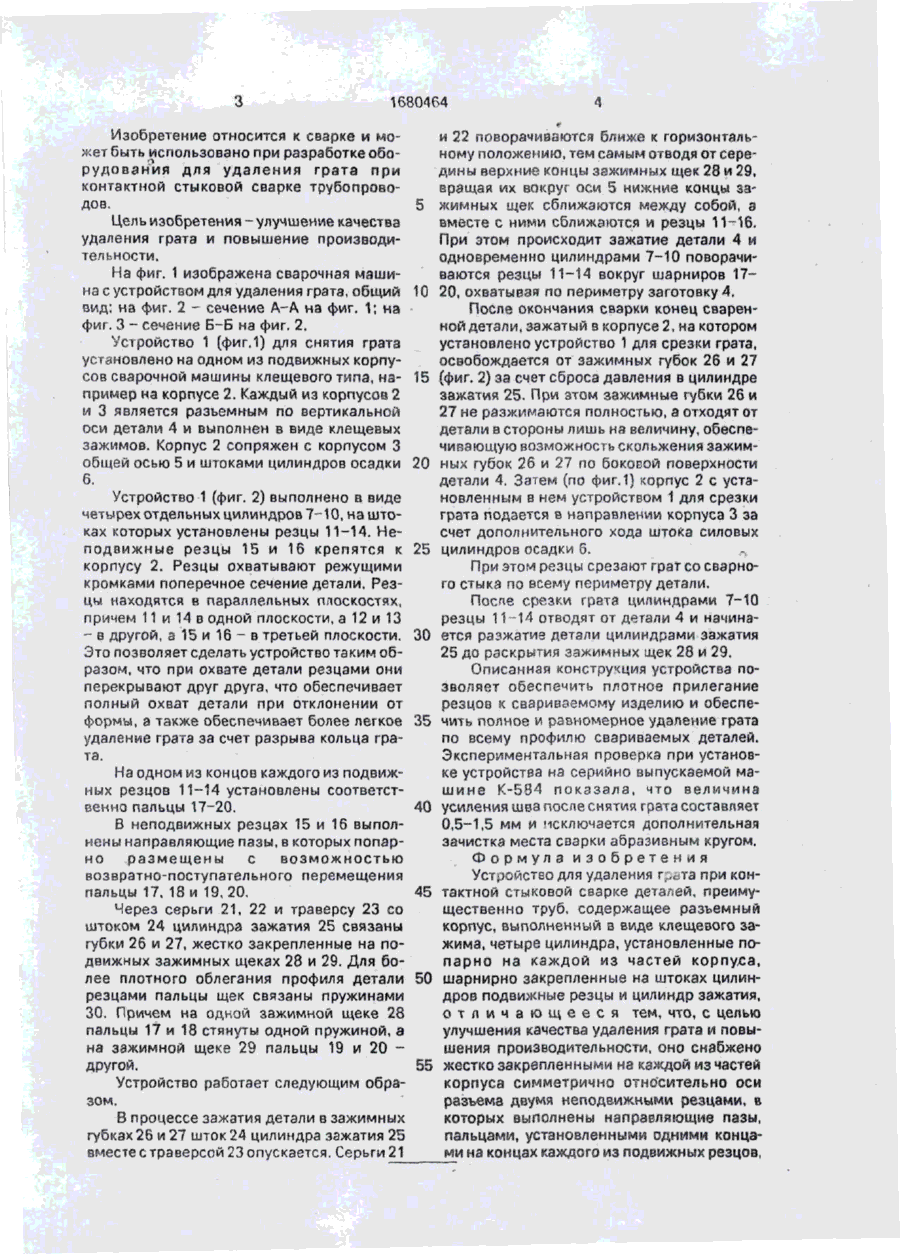
Изобретение относится к сварке и. может быть использовано при разработке оборудования для удаления грата при контактной стыковой сварке трубопроводов. Цель изобретений - улучшение качества удаления грата и повышение производительности. В неподвижных резцах 15 и 16 выполнены направляющие пазы. В направляющих пазах с возможностью перемещения попарно установлены пальцы 17,18,19,20. Причем пальцы 17 и 18 стянуты между собой одной пружиной 30, а пальцы 19 и 20-другой. После сварки штоки цилиндров 7, 8, 9 и 10 поворачивают резцы 11,12, 13 и 14 вокруг пальцев 17, 18, 19 и 20. При этом обеспечивается плотное прилегание резцов к свариваемому изделию с перекрытием стыков резцов между собой. В результате обеспечивается компенсация отклонений формы свариваемых изделий и исключается дополнительная зачистка места сварки абразивным кругом. 3 ил. А-Л С 23 ZZ25 21 ,23 О» > A Jj 1680464 Изобретение относится к сварке и может быть использовано при разработке оборудования для удаления грата при контактной стыковой сварке трубопроводов. 5 Цель изобретения - улучшение качества удаления грата и повышение производительности. На фиг. 1 изображена сварочная машина с устройством для удаления грата, общий 10 вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2. Устройство 1 (фиг. 1) для снятия грата установлено на одном из подвижных корпусов сварочной машины клещевого типа, на- 15 пример на корпусе 2. Каждый из корпусов 2 и 3 является разъемным по вертикальной оси детали 4 и выполнен в виде клещевых зажимов. Корпус 2 сопряжен с корпусом 3 общей осью 5 и штоками цилиндров осадки 20 6. Устройство 1 (фиг. 2) выполнено в виде четырех отдельных цилиндров 7-10, на штоках которых установлены резцы 11-14. Неподвижные резцы 15 и 16 крепятся к 25 корпусу 2. Резцы охватывают режущими кромками поперечное сечение детали. Резцы находятся в параллельных плоскостях, причем 11 и 14 в одной плоскости, а 12 и 13 - в другой, а 15 и 16 - в третьей плоскости. 30 Это позволяет сделать устройство таким образом, что при охвате детали резцами они перекрывают друг друга, что обеспечивает полный охват детали при отклонении от формы, а также обеспечивает более легкое 35 удаление грата за счет разрыва кольца грата. На одном из концов каждого из подвижных резцов 11-14 установлены соответст40 венно пальцы 17-20. В неподвижных резцах 15 и 16 выполнены направляющие пазы, в которых попарно размещены с возможностью возвратно-поступательного перемещения пальцы 17, 18 и 19,20, 45 Через серьги 21, 22 и траверсу 23 со штоком 24 цилиндра зажатия 25 связаны губки 26 и 27, жестко закрепленные на подвижных зажимных щеках 28 и 29. Для более плотного облегания профиля детали 50 резцами пальцы щек связаны пружинами 30. Причем на одной зажимной щеке 28 пальцы 17 и 18 стянуты одной пружиной, а на зажимной щеке 29 пальцы 19 и 20 другой. 55 Устройство работает следующим образом. В процессе зажатия детали в зажимных губках26 и 27 шток 24 цилиндра зажатия 25 вместе с траверсой 23 опускается. Серьги 21 и 22 поворачиваются ближе к горизонтальному положению, тем самым отводя от середины верхние концы зажимных щек 28 и 29, вращая их вокруг оси 5 нижние концы зажимных щек сближаются между собой, а вместе с ними сближаются и резцы 11-16. При этом происходит зажатие детали 4 и одновременно цилиндрами 7-10 поворачиваются резцы 11-14 вокруг шарниров 1720, охватывая по периметру заготовку 4. После окончания сварки конец сваренной детали, зажатый в корпусе 2, на котором установлено устройство 1 для срезки грата, освобождается от зажимных губок 26 и 27 (фиг, 2) за счет сброса давления в цилиндре зажатия 25. При этом зажимные губки 26 и 27 не разжимаются полностью, а отходят от детали в стороны лишь на величину, обеспечивающую возможность скольжения зажимных губок 26 и 27 по боковой поверхности детали 4. Затем (по фиг.1) корпус 2 с установленным в нем устройством 1 для срезки грата подается в направлении корпуса 3 за счет дополнительного хода штока силовых цилиндров осадки б. .-, При этом резцы срезают грат со сварного стыка по всему периметру детали. Поспе срезки грата цилиндрами 7-10 резцы 11 -14 отводят от детали 4 и начинается разжатие детали цилиндрами зажатия 25 до раскрытия зажимных щек 28 и 29. Описанная конструкция устройства позволяет обеспечить плотное прилегание резцов к свариваемому изделию и обеспечить полное w равномерное удаление грата по всему профилю свариваемых деталей. Экспериментальная проверка при установке устройства на серийно выпускаемой машине К-584 показала, что величина усиления шва после снятия грата составляет 0,5-1,5 мм и исключается дополнительная зачистка места сварки абразивным кругом, Формула изобретения Устройство для удаления rf,dra при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный корпус, выполненный в виде клещевого зажима, четыре цилиндра, установленные попарно на каждой из частей корпуса, шарнирно закрепленные на штоках цилиндров подвижные резцы и цилиндр зажатия, о т л и ч а ю щ е е с я тем, что, с целью улучшения качества удаления грата и повышения производительности, оно снабжено жестко закрепленными на каждой из частей корпуса симметрично относительно оси разъема двумя неподвижными резцами, в которых выполнены направляющие пазы, пальцами, установленными одними концами на концах каждого из подвижных резцов, 1680404 а другими попарно размещены в направляющих пазах неподвижных резцов с возможностью перемещения в них, причем пальцы, размещенные в одном и том же пазу, соеди нены друг с другом упругим элементом, а подвижные резцы установлены в параллельных плоскостях с возможностью перекрытия друг друга. ~^ч 0UZ.1 17 6-5 13 Фиг.З Редактор М.Товтин Составитель А.Антошин Техред М.Моргентал Корректор О.Ципле Заказ 3270 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035. Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for burr removal at resistance butt welding of components
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Cherednichok Vitalii Tymofiiovych, Bohorskyi Mykhailo Volodymyrovych, Beliaiev Danylo Ivanovych, Bondaruk Andrii Vsevolodovych, Horonkov Mykola Dmytrovych, Didkovskyi Oleksandr Volodymyrovych, Dumchev Yevhen Oleksandrovych
Назва патенту російськоюУстройство для удаления грата при контактной стыковой сварке деталей
Автори російськоюКучук-Яценко Сергей Иванович, Чередничок Виталий Тимофеевич, Богорский Михаил Владимирович, Беляев Даниил Иванович, Бондарук Андрей Всеволодович, Горонков Николай Дмитриевич, Дидковский Александр Владимирович, Думчев Евгений Александрович
МПК / Мітки
МПК: B23K 11/04
Мітки: зняття, деталей, контактно-стиковому, грату, пристрій, зварюванні
Код посилання
<a href="https://ua.patents.su/4-1611-pristrijj-dlya-znyattya-gratu-pri-kontaktno-stikovomu-zvaryuvanni-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для зняття грату при контактно-стиковому зварюванні деталей</a>
Пристрій для зняття грата при контактному стиковому зварюванні деталей
Номер патенту: 308
Опубліковано: 30.04.1993
Автори: Сахарнов Василь Олексійович, Лазебний Іван Леонтійович, Богорський Михайло Володимирович, Порхун Федір Костянтинович, Кривенко Валерій Георгійович, Череднічок Віталій Тимофійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: грата, зняття, стиковому, контактному, зварюванні, деталей, пристрій
Формула / Реферат:
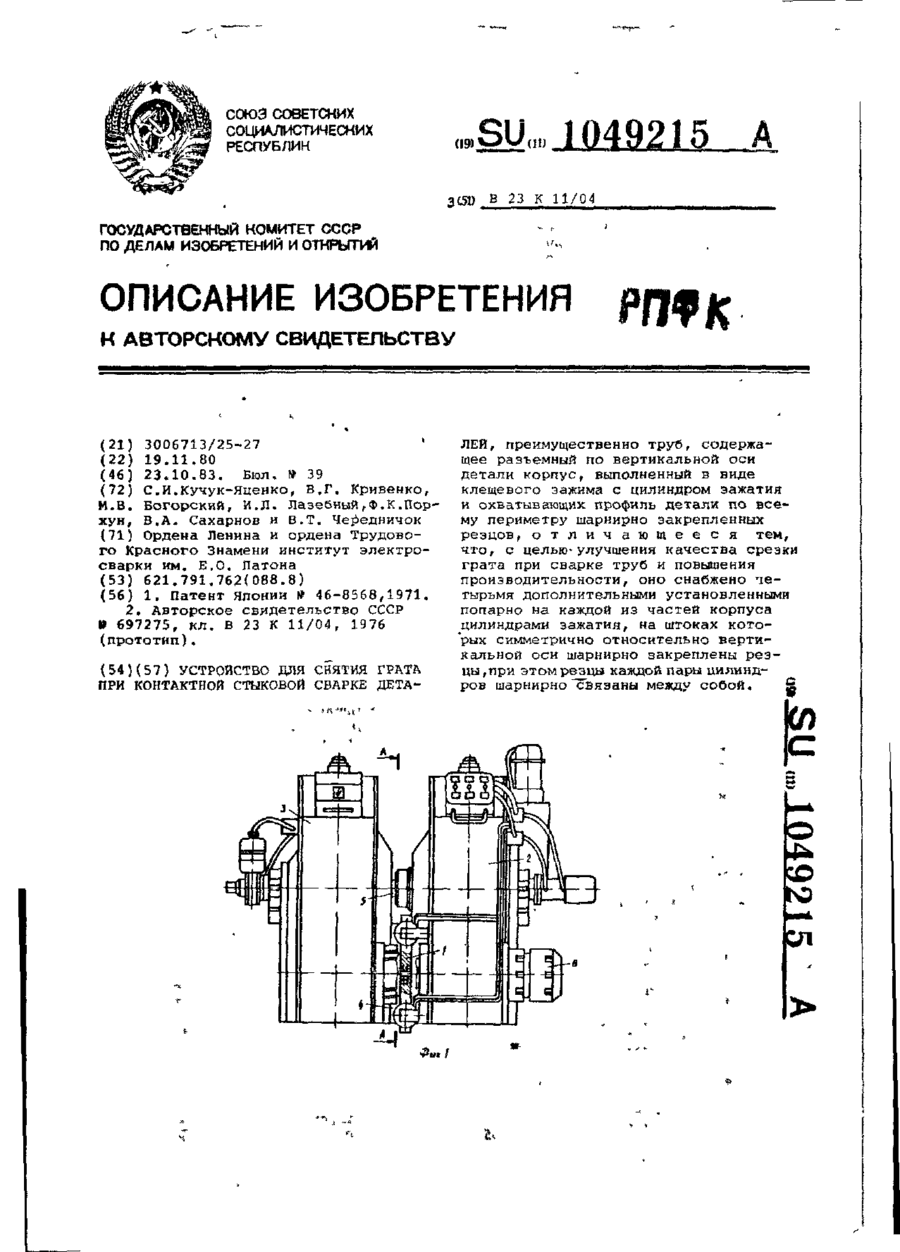
(57) Устройство для снятия грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный по вертикальной оси детали корпус, выполненный в виде клещевого зажима с цилиндром зажатия и охватывающих профиль детали по всему периметру шарнирно закрепленных резцов, отличающееся тем, что, с целью улучшения качества срезки грата при сварке труб и повышения производительности, оно снабжено четырьмя дополнительными...
Пристрій для зняття грата при контактному стиковому зварюванні
Номер патенту: 319
Опубліковано: 30.04.1993
Автори: Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Череднічок Віталій Тимофійович, Богорський Михайло Володимирович, Лазебний Іван Леонтійович, Порхун Федір Костянтинович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: стиковому, контактному, зняття, зварюванні, грата, пристрій
Формула / Реферат:
1 Устройство для снятия грата при контактной стыковой сварке, содержащее разъемный по вертикальной оси свариваемого изделия корпус, выполненный в виде клещевого зажима, и охватывающие профиль изделия по всему периметру один верхний и два боковых резца, шарнирно установленные на корпусе посредством осей, отличающееся тем, что, с целью повышения производительности и качества снятия грата по всему периметру изделия, оси шарниров боковых...
Спосіб зняття грата після контактного стикового зварювання
Номер патенту: 309
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Лазебний Іван Леонтійович
МПК: B23K 11/04
Мітки: стикового, контактного, спосіб, зварювання, зняття, грата
Формула / Реферат:
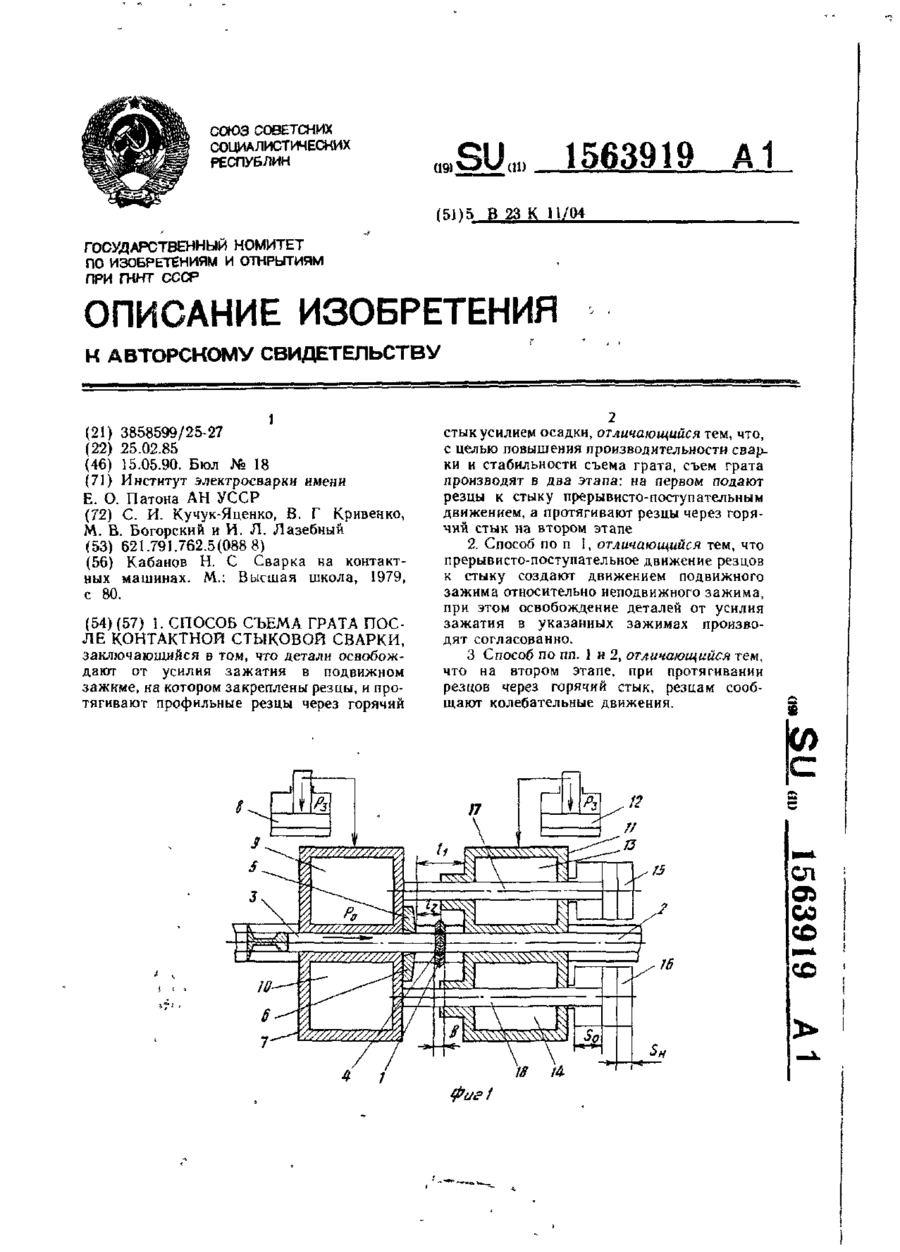
(57) 1. СПОСОБ СЪЕМА ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ, заключающийся в том, что детали освобождают от усилия зажатия в подвижном зажиме, на котором закреплены резцы, и протягивают профильные резцы через горячий стык усилием осадки, отличающийся тем, что, с целью повышения производительности сварки и стабильности съема грата, съем грата производят в два этапа: на первом подают резцы к стыку прерывисто-поступательным движением, а...
Пристрій для віддалення грату
Номер патенту: 1058
Опубліковано: 30.12.1993
Автори: Іванов Василь Тимофійович, Кучук-Яценко Сергій Іванович, Чірсков Владімір Грігор'євіч, Сахарнов Василь Олексійович, Рулевський Євген Васильович, Хейніс Олександр Борисович, Уніговський Михайло Рахмілєвич, Коновалов Юліан Костянтинович, Немировський Ісак Якович, Арєндт Гєоргій Альбєртовіч
МПК: B23C 3/12
Мітки: віддалення, пристрій, грату
Формула / Реферат:
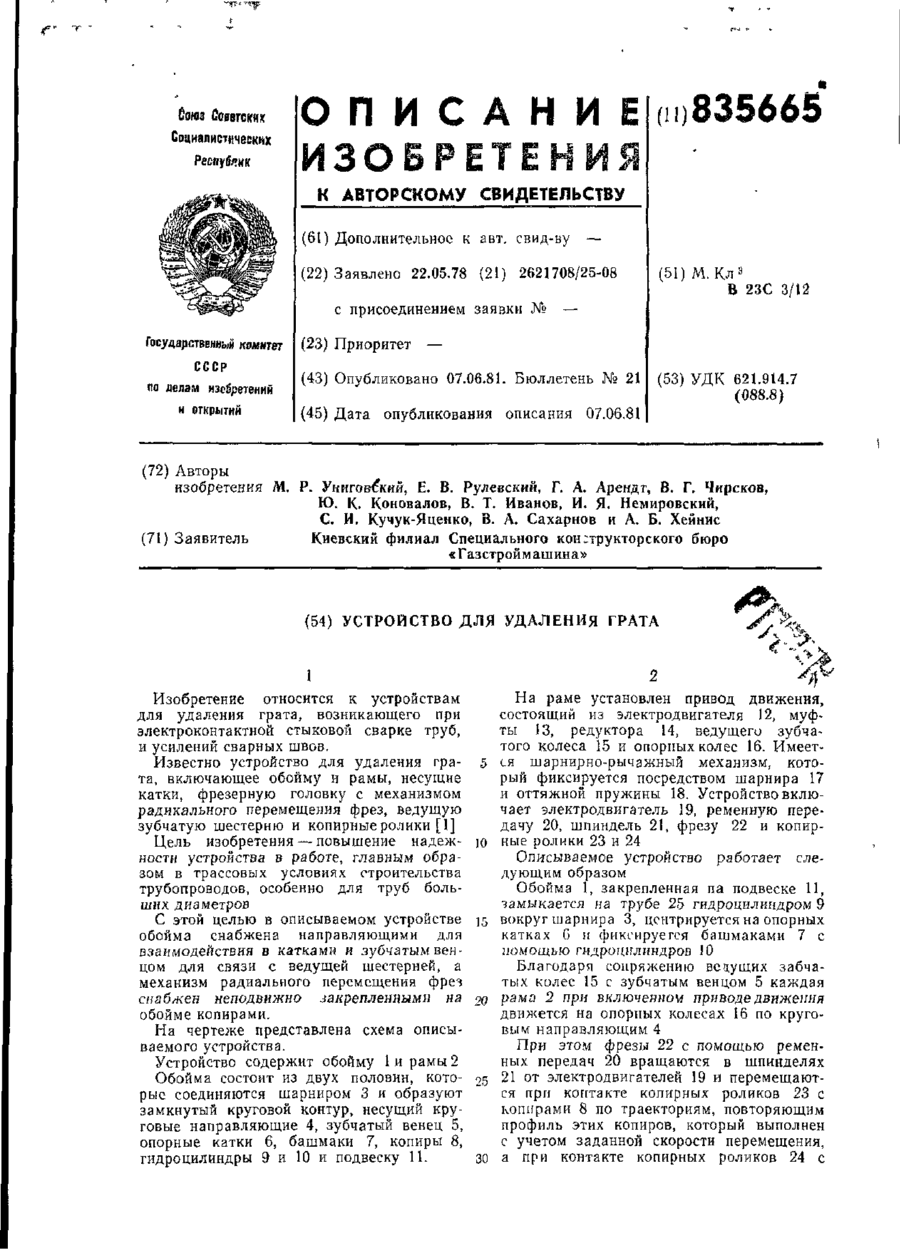
Формула изобретенияУстройство для удаления грата, включающее обойму и рамы, несущие катки, фрезерную головку с механизмом радиального перемещения фрез, ведущую зубчатую шестерню и копирные ролики, отличающееся тем, что, с целью повышения его надежности в работе, обойма снабжена на направляющими для взаимодействия с катками и зубчатым венцом для связи с ведущей шестерней, а механизм радиального перемещения фрез снабжен неподвижно...
Пристрій для зняття грата
Номер патенту: 489
Опубліковано: 30.04.1993
Автори: Патон Борис Євгенович, Асоянц Григорій Боградович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Воробей Михайло Федорович, Лебедєв Володимир Костянтинович, Солодовніков Сергій Олександрович, Галян Борис Опанасович
МПК: B23B 5/00
Мітки: зняття, пристрій, грата
Формула / Реферат:
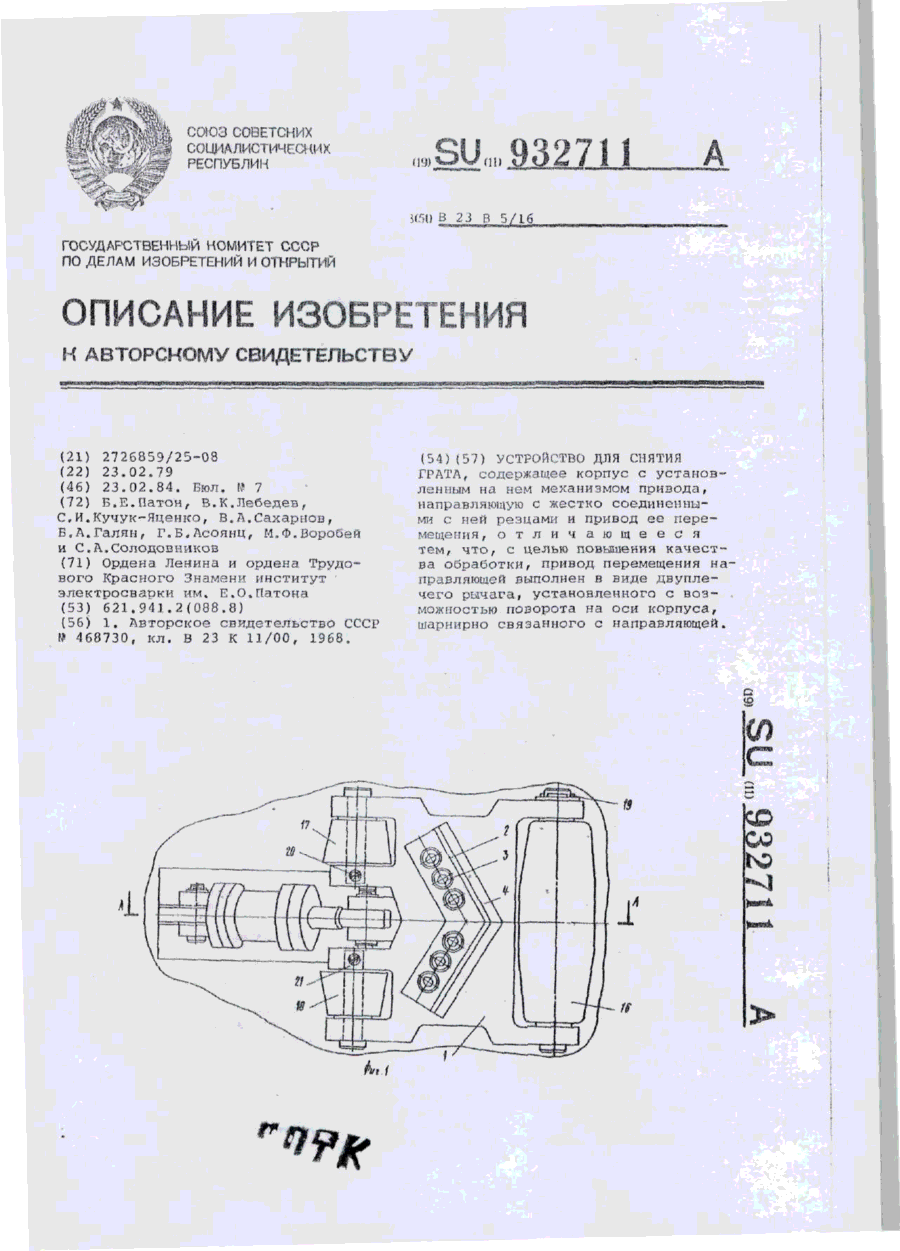
Устройство для снятия грата, содержащее корпус с установленным на нем механизмом привода, направляющую с жестко соединенными с ней резцами и привод ее перемещения, отличающееся тем, что, с целью повышения качества обработки, привод перемещения направляющей выполнен в виде двуплечего рычага, установленного с возможностью поворота на оси корпуса, шарнирно связанного с направляющей.