Макатьора Володимир Сергійович
Інструмент для закатки горловин балонів
Номер патенту: 67340
Опубліковано: 15.06.2004
Автори: Макатьора Володимир Сергійович, Іванов Анатолій Іванович, Білецький Володимир Никифорович, Сергєєв Віктор Володимирович
МПК: B21D 51/16, B21D 41/00
Мітки: балонів, інструмент, закатки, горловин
Формула / Реферат:
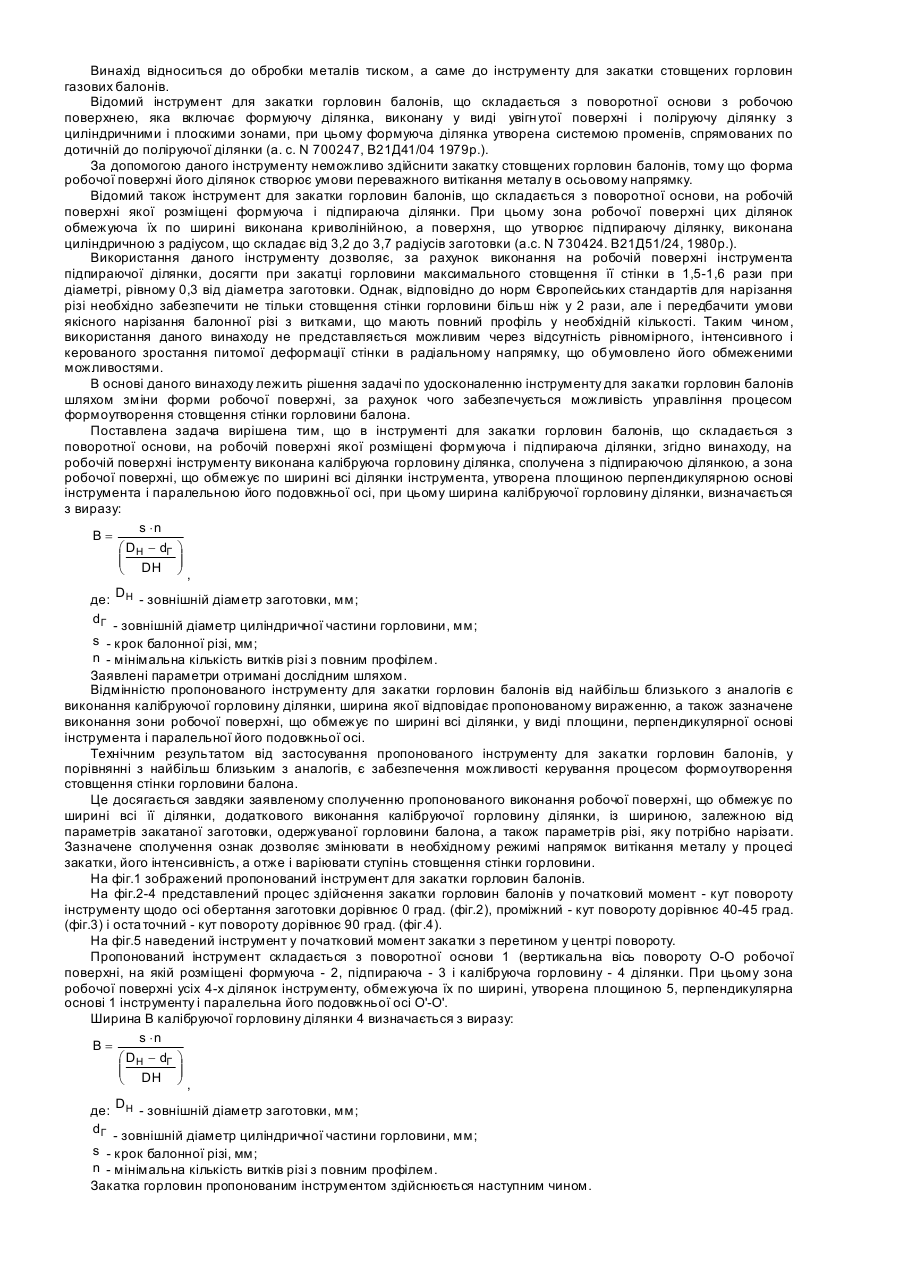
Інструмент для закатки горловин балонів, що складається з поворотної основи, на робочій поверхні якої розміщені формувальна і підпираюча ділянки, який відрізняється тим, що на робочій поверхні інструмента виконана калібруюча горловину ділянка, сполучена з підпираючою ділянкою, а зона робочої поверхні всіх ділянок інструмента, що обмежує їх по ширині, утворена площиною, перпендикулярною основі інструмента і паралельною його подовжній осі, при...
Інструмент для закатки горловин балонів
Номер патенту: 30609
Опубліковано: 15.04.2003
Автори: Ігнатенко Генадій Анатолійович, Хаустов Георгій Йосипович, Макатьора Володимир Сергійович, Іванов Анатолій Іванович, Щіпіцин Вадим Михайлович
МПК: B21D 41/00, B21D 51/16
Мітки: балонів, закатки, горловин, інструмент
Формула / Реферат:
Інструмент для закатки горловин балонів у вигляді поворотної основи, на робочій поверхні якої розташовані формувальна частина та калібрувальна частина, що має циліндричну поверхню, який відрізняється тим, що формувальна частина виконана у вигляді частини увігнутої кульової поверхні з радіусом, який дорівнює 1,3-1,4 радіуса заготовки, обмеженої спряженими лініями переходу, які утворені перерізом кульової поверхні площиною, паралельною основі ,...
Спосіб виготовлення корпусів балонів з вуглецевої сталі
Номер патенту: 52488
Опубліковано: 16.12.2002
Автори: Іванов Анатолій Іванович, Юр'єв Михайло Павлович, Мельник Віктор Григорович, Сергєєв Віктор Володимирович, Макатьора Володимир Сергійович
МПК: B21D 51/16
Мітки: вуглецевої, сталі, виготовлення, корпусів, спосіб, балонів
Формула / Реферат:
Спосіб виготовлення корпусів балонів з вуглецевої сталі, що включає почергове нагрівання кожного з кінців обертової циліндричної заготовки до температури 1180-1220°С, наступну закатку нагрітого кінця за допомогою поворотного інструмента тертя ковзання до формоутворення на одному з кінців днища, а на іншому - горловини, який відрізняється тим, що в процесі закатки днища температуру кінця циліндричної заготовки, на якій його формоутворюють,...