Інструмент для закатки горловин балонів
Номер патенту: 30609
Опубліковано: 15.04.2003
Автори: Іванов Анатолій Іванович, Макатьора Володимир Сергійович, Хаустов Георгій Йосипович, Щіпіцин Вадим Михайлович, Ігнатенко Генадій Анатолійович

Формула / Реферат
Інструмент для закатки горловин балонів у вигляді поворотної основи, на робочій поверхні якої розташовані формувальна частина та калібрувальна частина, що має циліндричну поверхню, який відрізняється тим, що формувальна частина виконана у вигляді частини увігнутої кульової поверхні з радіусом, який дорівнює 1,3-1,4 радіуса заготовки, обмеженої спряженими лініями переходу, які утворені перерізом кульової поверхні площиною, паралельною основі , та циліндричною поверхнею його калібрувальної частини, при цьому центр кульової поверхні формувальної частини інструмента розташований в точці, віддаленій від осі повороту основи на відстань, яка дорівнює радіусу заготовки.
Текст
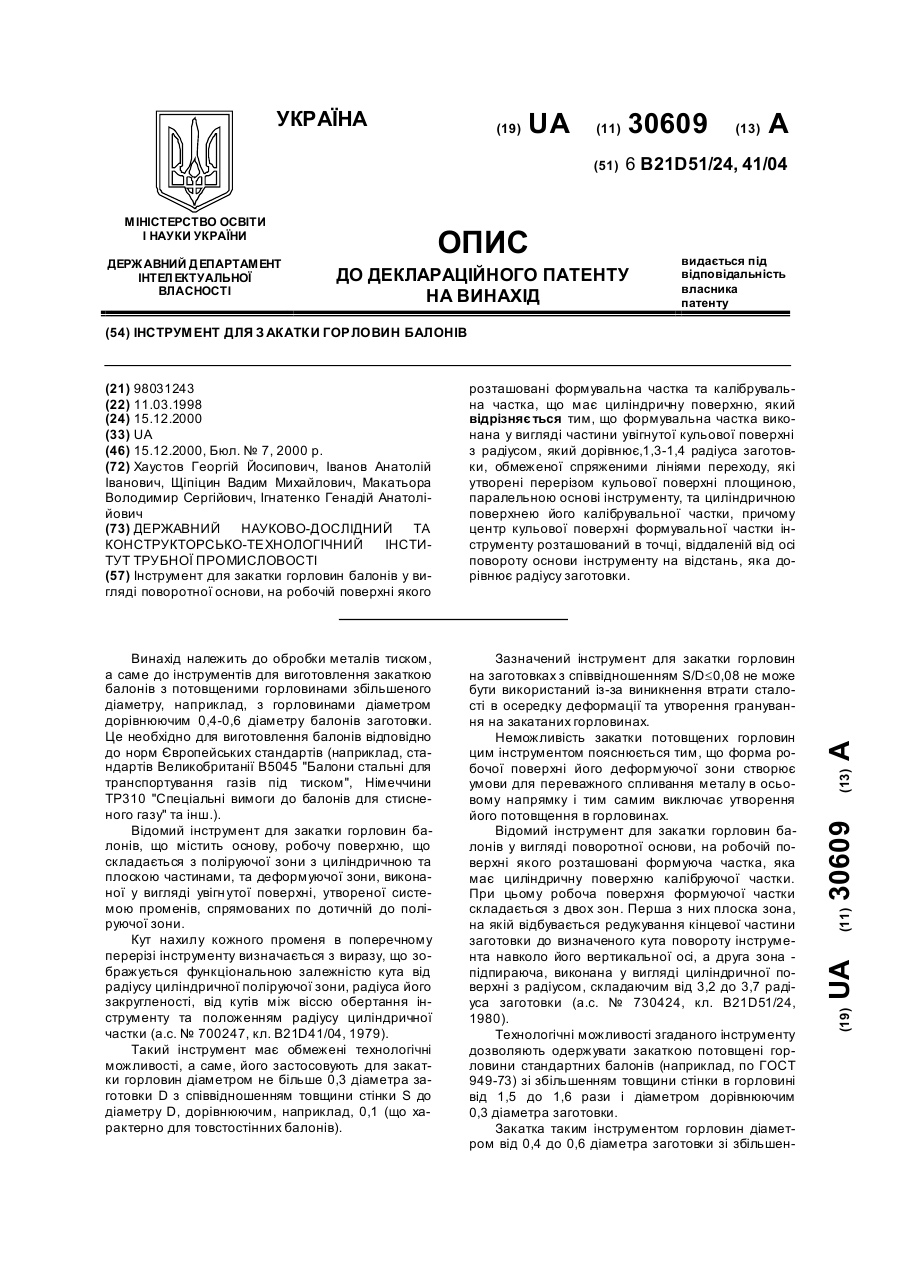
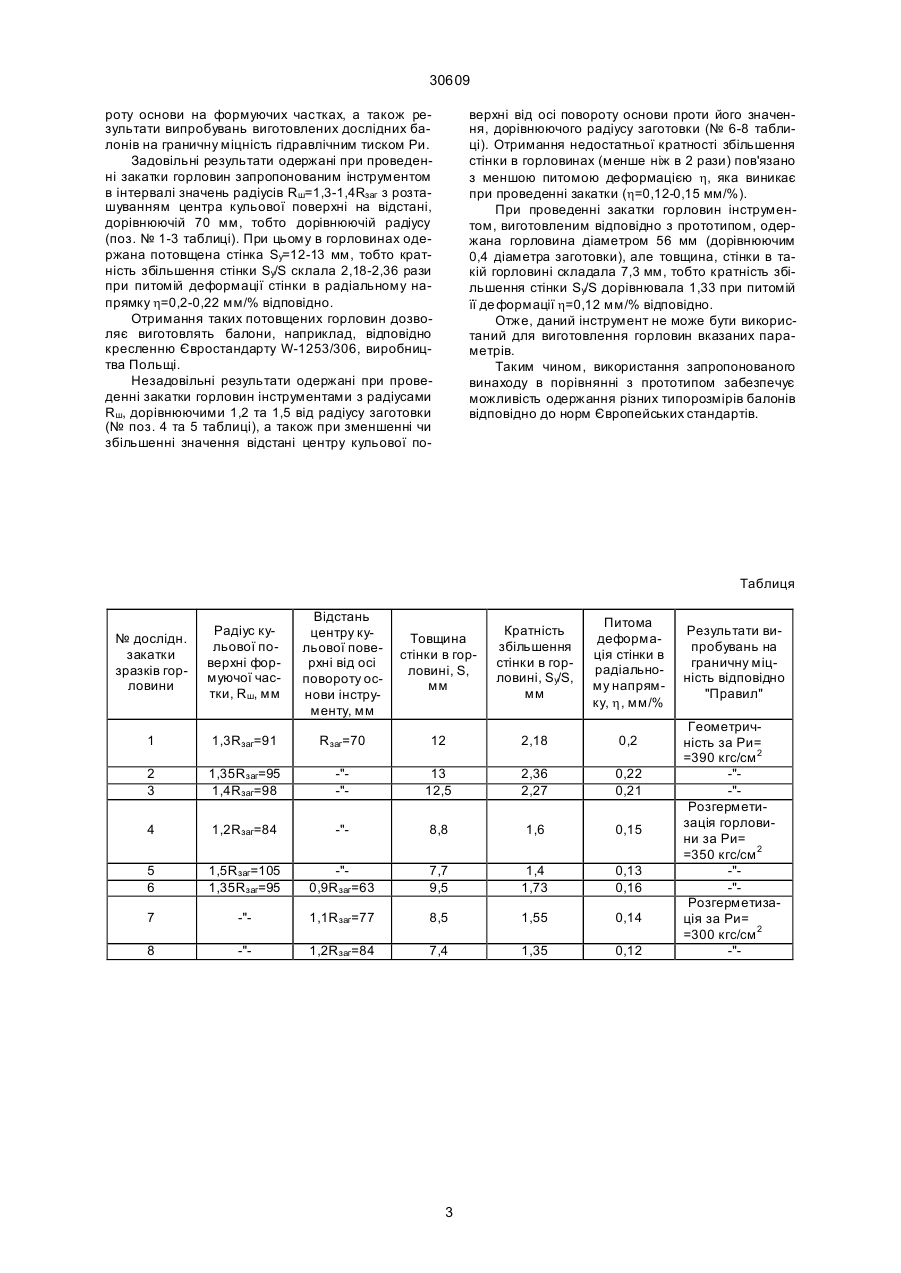
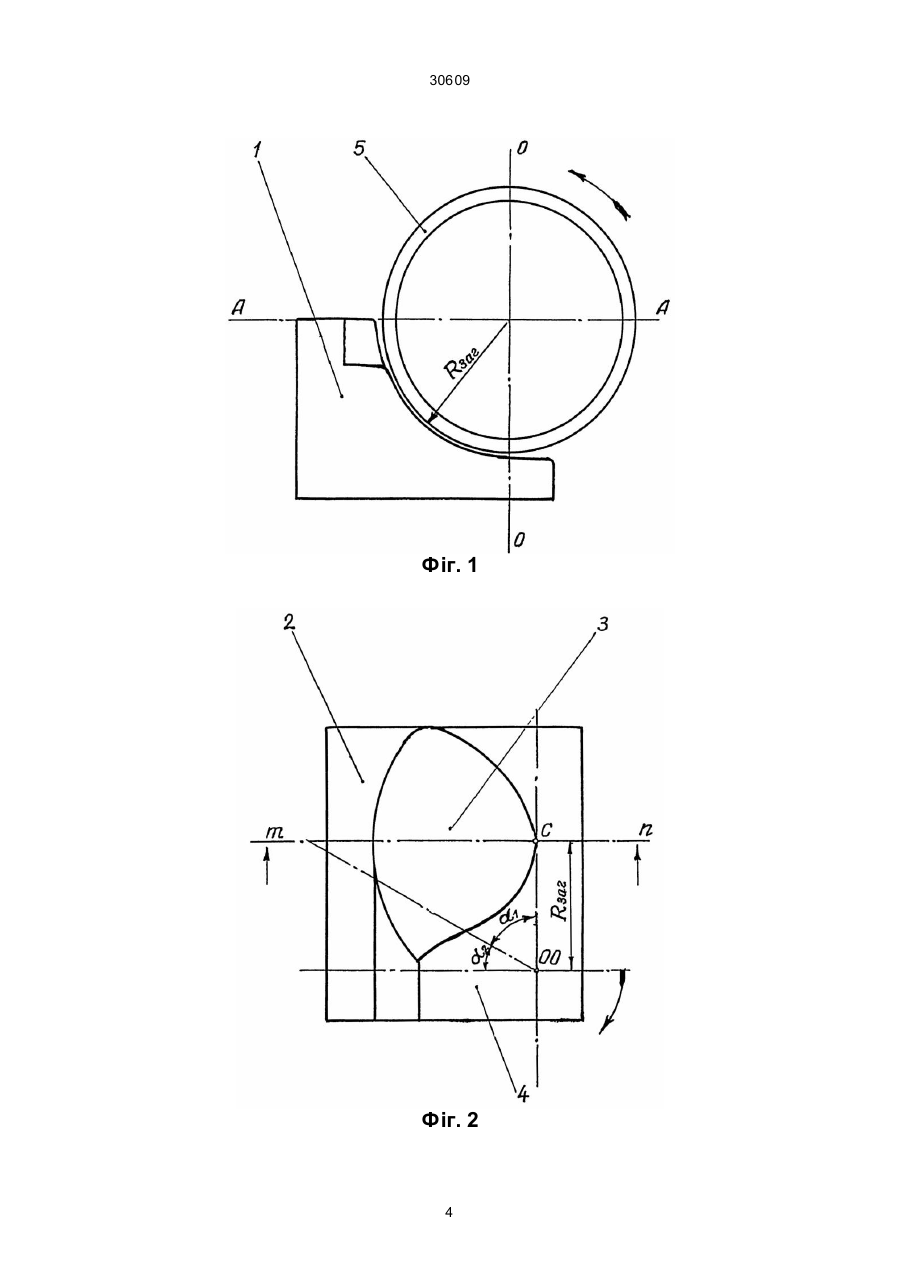
Інструмент для закатки горловин балонів у вигляді поворотної основи, на робочій поверхні якого 30609 ням товщини стінки в горловині більше ніж у 2 рази, що необхідно для виготовлення балонів відповідно до норм Європейських стандартів, неможлива. Це пояснюється тим, що в цьому інструменті форма робочої поверхні формуючої частки, що складена із плоскої зони та підпираючої циліндричної зони, не може забезпечити на всій стадії процесу закатки інтенсивне нарощування питомої деформації стінки в радіальному напрямку, а забезпечує це тільки після повороту інструменту на визначений кут закатки. В основі даного винаходу лежить рішення задачі по удосконаленню інструменту для закатки горловин балонів шляхом змінювання форми поверхні формуючої частки, за рахунок чого забезпечується можливість закатки горловин діаметром, що складає 0,4-0,6 діаметра заготовки зі збільшенням товщини стінки горловини більше ніж у 2 рази. Поставлена задача вирішена тим, що в інструменті для закатки горловин балонів у вигляді поворотної основи, на робочій поверхні якої розташована формуюча частка і маюча циліндричну поверхню калібруюча частка, відповідно винаходу формуюча частка виконана у вигляді частини увігнутої кульової поверхні з радіусом 1,3-1,4 радіуса заготовки, обмеженої спряженими лініями переходу, які утворені перерізом кульової поверхні площиною, паралельною основі інструменту, і циліндричною поверхнею її калібруючої частки, причому центр кульової поверхні формуючої частки на вигляді інструменту в плані розташований в точці, віддаленій від осі повороту основи інструменту на відстань, дорівнюючу радіусу заготовки. Відмінність запропонованого інструменту від відомого міститься в змінюванні форми формуючої частки. Технічним результатом використання запропонованого інструмента для закатки горловин балонів є забезпечення можливості закатки горловин діаметром від 0,4 до 0,6 діаметра заготовки зі збільшенням товщини стінки в горловині більше ніж в 2 рази. Це досягається тим, що при закатці горловини запропонованим інструментом його формуюча частка з вказаною вище кульовою формою робочої поверхні при дотриманні місцеположення вказаного її центра з самого початкового моменту закатки і до початку калібрування закатаної горловини, виконує редуктування заготовки при повній відсутності спливання металу в осьовому напрямку, що забезпечує інтенсивне зростання питомої деформації стінки в радіальному напрямку і тим самим сприяє отриманню вказаних параметрів горловини. Всі запропоновані параметри формуючої частки інструменту одержані дослідним шляхом. На фіг. 1 і 2 зображено інструмент для закатки горловин балонів, на фіг. 3 - розріз по m-n фіг. 2. Запропонований інструмент 1 складається із поворотної основи 2 з вертикальною вісcю повороту ОО, на робочій поверхні якого розташовані формуюча частка 3 і маюча циліндричну поверхню калібруюча частка 4. Формуюча частка 3 виконана у вигляді частини увігн утої кульової поверхні з радіусом Rш, дорівнюючим 1,3-1,4 радіуса заготовки Rзаг, обмеженої спряженими лініями переходу, які утворені перері зом кульової поверхні площиною АА, паралельно основі 2 інструменту, і циліндричною поверхнею калібруючої частки 4, причому центр кульової поверхні С на вигляді інструмента в плані (див. в фіг. 2) розташований в точці, віддаленій від осі повороту ОО основи 2 інструменту 1 на відстані, дорівнюючій радіусу заготовки Rзаг. Закатка горловин запропонованим інструментом здійснюється в одну операцію наступним чином. Попередньо одну з кінцевих часток трубчатої заготовки 5 нагрівають до температури гарячої деформації, а потім її зі сторони холодної частки закріплюють в шпинделі закатної машини, що обертається. Одночасно інструментом 1 впливають на нагріту частин у заготовки 5 шля хом повороту основи 2 інструменту навколо вертикальної осі ОО на 90° в напрямку, вказаному на фіг. 2 стрілкою. Першою в роботу вступає формуюча частка 3. В початковій стадії процесу закатки з поворотом інструмента 1 на кут a 1 відбувається редуктування кінцевої частки заготовки по діаметру з одночасним вилученням спливання металу в осьовому напрямку, тобто з дією підпору. Дія підпору поширюється і в подальшому при повороті інструменту на кут a 2 коли в роботу вступає калібруюча частка 4 інструмента, яким здійснюється остаточне деформування заготовки 5, придаючи горловині потрібну форму. Запропонований інструмент випробувано при виконанні процесу закатки горловин балонів місткістю 5 літрів на робочий тиск 150 кгс/см 2. Зовнішній діаметр горловин d таких балонів дорівнює 56 мм, тобто складає 0,4 діаметра балонної заготовки. В якості заготовки застосовували патрубки зі сталі 45 довжиною 510 мм, діаметром D=140 мм, з товщиною стінки S=5,5 мм. Інструмент виготовляли литтям по моделях з високохромистого чавуну. Після лиття кожну площину поворотної основи інструменту обробляли механічним шляхом (шліфуванням) до розміру 160´180 мм. Для дослідної закатки використовували інструмент з формуючими частками у вигляді частини увігн утої кульової поверхні з різними радіусами Rш: від 1,2 до 1,5 радіуса заготовки Rзаг, тобто від 84 до 105 мм. Відстань від центру кольової поверхні по осі повороту основи інструменту змінювали від 0,9 до 1,2, тобто від 63 до 84 мм відповідно. Закатку горловин виконували при температурі нагрівання 1180°С з частотою обертання заготовки 600 об/хв. Довжина нагрітої кінцевої частини заготовки складала 130-135 мм. Ступінь редукування D-d заготовки e = × 100% зберігали постійною, D дорівнюючою 60%. Всі дослідні зразки балонів зазнали гідравлічних випробувань на граничну міцність випробувальним тиском Ри=390 кгс/см 2 відповідно з п. 10.2.5 ДНАОП 0.00-1.07-94."Правила будови та безпечної експлуатації посудин, що працюють під тиском", затверджені Держнаглядохоронпраці України (Правила). В таблиці наведені дані, одержані при проведенні закатки горловин запропонованого інструменту з варіюванням значень радіуса кульової поверхні Rш та відстані центра цієї поверхні від осі пово 2 30609 роту основи на формуючих частках, а також результати випробувань виготовлених дослідних балонів на граничну міцність гідравлічним тиском Ри. Задовільні результати одержані при проведенні закатки горловин запропонованим інструментом в інтервалі значень радіусів Rш=1,3-1,4Rзаг з розташуванням центра кульової поверхні на відстані, дорівнюючій 70 мм, тобто дорівнюючій радіусу (поз. № 1-3 таблиці). При цьому в горловинах одержана потовщена стінка Sу=12-13 мм, тобто кратність збільшення стінки Sy/S склала 2,18-2,36 рази при питомій деформації стінки в радіальному напрямку h=0,2-0,22 мм/% відповідно. Отримання таких потовщених горловин дозволяє виготовлять балони, наприклад, відповідно кресленню Євростандарту W-1253/306, виробництва Польщі. Незадовільні результати одержані при проведенні закатки горловин інструментами з радіусами Rш, дорівнюючими 1,2 та 1,5 від радіусу заготовки (№ поз. 4 та 5 таблиці), а також при зменшенні чи збільшенні значення відстані центру кульової по верхні від осі повороту основи проти його значення, дорівнюючого радіусу заготовки (№ 6-8 таблиці). Отримання недостатньої кратності збільшення стінки в горловинах (менше ніж в 2 рази) пов'язано з меншою питомою деформацією h, яка виникає при проведенні закатки (h=0,12-0,15 мм/%). При проведенні закатки горловин інструментом, виготовленим відповідно з прототипом, одержана горловина діаметром 56 мм (дорівнюючим 0,4 діаметра заготовки), але товщина, стінки в такій горловині складала 7,3 мм, тобто кратність збільшення стінки Sy/S дорівнювала 1,33 при питомій її де формації h=0,12 мм/% відповідно. Отже, даний інструмент не може бути використаний для виготовлення горловин вказаних параметрів. Таким чином, використання запропонованого винаходу в порівнянні з прототипом забезпечує можливість одержання різних типорозмірів балонів відповідно до норм Європейських стандартів. Таблиця № дослідн. закатки зразків горловини Радіус кульової поверхні формуючої частки, Rш, мм Відстань центру кульової поверхні від осі повороту основи інструменту, мм Товщина стінки в горловині, S, мм Кратність збільшення стінки в горловині, Sу/S, мм Питома деформація стінки в радіальному напрямку, h, мм/% 1 1,3Rзаг=91 Rзаг=70 12 2,18 0,2 2 3 1,35Rзаг=95 1,4Rзаг=98 -"-" 13 12,5 2,36 2,27 0,22 0,21 4 1,2Rзаг=84 -" 8,8 1,6 0,15 5 6 1,5Rзаг=105 1,35Rзаг=95 -"0,9Rзаг=63 7,7 9,5 1,4 1,73 0,13 0,16 7 -" 1,1Rзаг=77 8,5 1,55 0,14 8 -" 1,2Rзаг=84 7,4 1,35 0,12 3 Результати випробувань на граничну міцність відповідно "Правил" Геометричність за Ри= =390 кгс/см 2 -"-"Розгерметизація горловини за Ри= =350 кгс/см 2 -"-"Розгерметизація за Ри= =300 кгс/см 2 -" 30609 Фіг. 1 Фіг. 2 4 30609 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for beading necks of cylinders
Автори англійськоюKhaustov Heorhii Yosypovych, Ivanov Anatolii Ivanovych, Schipitsyn Vadym Mykhailovych
Назва патенту російськоюИнструмент для закатки горловин баллонов
Автори російськоюХаустов Георгий Иосифович, Иванов Анатолий Иванович, Щипицин Вадим Михайлович
МПК / Мітки
МПК: B21D 51/16, B21D 41/00
Мітки: горловин, інструмент, балонів, закатки
Код посилання
<a href="https://ua.patents.su/5-30609-instrument-dlya-zakatki-gorlovin-baloniv.html" target="_blank" rel="follow" title="База патентів України">Інструмент для закатки горловин балонів</a>
Спосіб одержання горловин
Номер патенту: 31146
Опубліковано: 15.12.2000
Автори: Луценко Віктор Олександрович, Мітічкіна Наталія Геннадіївна, Майоров Геннадій Іванович
МПК: B21D 19/00
Мітки: одержання, спосіб, горловин
Текст:
...за три пе рехода у різних штампах /А. с. СРСР № I034UI4, кл. ь £1 Д 19/00// В ZI д £2/00, І9ЬЗ/. _ Недоліком цього способу р- виникнення дефектів під-час. відбортування високих горловин. При цьому процес характеризується низькою продуктивністю у зв'язку з великою кількістю переходів і може бути використаним тільки в дріоносеріиному виробництві, ііайоільш близьким за технічною суттю та досяга^мим результатом * спосіб одержання горловин з...
Спосіб виготовлення корпусів балонів з вуглецевої сталі
Номер патенту: 52488
Опубліковано: 16.12.2002
Автори: Сергєєв Віктор Володимирович, Іванов Анатолій Іванович, Макатьора Володимир Сергійович, Юр'єв Михайло Павлович, Мельник Віктор Григорович
МПК: B21D 51/16
Мітки: корпусів, виготовлення, сталі, вуглецевої, балонів, спосіб
Формула / Реферат:
Спосіб виготовлення корпусів балонів з вуглецевої сталі, що включає почергове нагрівання кожного з кінців обертової циліндричної заготовки до температури 1180-1220°С, наступну закатку нагрітого кінця за допомогою поворотного інструмента тертя ковзання до формоутворення на одному з кінців днища, а на іншому - горловини, який відрізняється тим, що в процесі закатки днища температуру кінця циліндричної заготовки, на якій його формоутворюють,...
Спосіб виготовлення балонів і сосудів із алюмінію та його сплавів
Номер патенту: 13781
Опубліковано: 25.04.1997
Автори: Острін Григорій Якович, Літвінський Яків Ісаакович, Сирота Олександр Володимирович, Іванов Анатолій Іванович, Близнюков Євгеній Олександрович, Сергєєв Віктор Володимирович, Щіпіцин Вадим Михайлович, Атаманенко Олена Євгенівна
МПК: B21D 51/16
Мітки: виготовлення, балонів, сосудів, спосіб, сплавів, алюмінію
Формула / Реферат:
Способ изготовления баллонов и сосудов из алюминия и его сплавов обкаткой вращающейся трубчатой заготовки, отличающийся тем, что формообразование элементов профиля осуществляют путем закатки концевого участка инструментом трения скольжения или качения, при этом перед закаткой формоизменяемый участок заготовки охлаждают в жидком азоте, а закатку ведут таким образом, что конечный радиус торца деформируемой заготовки после одного ее оборота...
Інструмент для радіального кування
Номер патенту: 36421
Опубліковано: 16.04.2001
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Артамонов Юрій Вікторович, Безкровний Михайло Григорович
МПК: B21J 13/00
Мітки: кування, інструмент, радіального
Текст:
...кування в зібраному виді. На фіг. 2 - вид в плані на робочу поверхню бойка, у якого західні ділянки мають форму трапецій, а великі основи трапецій прилягають до калібруючої ділянки; на фіг. 3 - вид в плані на робочу поверхню бойка, у якого західні ділянки бойків мають форму трапецій, великі основи яких прилягають до контактуючих ділянок та дорівнюють ширині цих ділянок; на фіг. 4 - інструмент для радіального кування, у якого менші основи...
Породоруйнівний інструмент

Номер патенту: 54094
Опубліковано: 17.02.2003
Автори: Мізін Вадим Олександрович, Лісовський Анатолій Феліксович, Криворотько Олег Дмитрович, Косарєв Василь Васильович
МПК: B28D 1/00, E21C 35/18
Мітки: інструмент, породоруйнівний
Формула / Реферат:
Породоруйнівний інструмент, що містить корпус і закріплені на ньому різальні твердосплавні елементи, виконані у вигляді основи і робочого шару, причому вміст зв'язки робочого шару зростає по товщині в напрямку його зовнішньої поверхні, а зв'язку робочого шару виконано з нікелю та кобальту, який відрізняється тим, що зв'язку робочого шару виконано з додаванням кремнію, при цьому відношення вмісту кремнію до суми вмісту кобальту й нікелю...
Наступний патент: Спосіб розміщення та кріплення труб на залізничному транспортному засобі
Випадковий патент: Спосіб заряджання обводнених свердловин водонестійкою вибуховою речовиною