Інструмент для закатки горловин балонів
Номер патенту: 67340
Опубліковано: 15.06.2004
Автори: Білецький Володимир Никифорович, Іванов Анатолій Іванович, Макатьора Володимир Сергійович, Сергєєв Віктор Володимирович
Формула / Реферат
Інструмент для закатки горловин балонів, що складається з поворотної основи, на робочій поверхні якої розміщені формувальна і підпираюча ділянки, який відрізняється тим, що на робочій поверхні інструмента виконана калібруюча горловину ділянка, сполучена з підпираючою ділянкою, а зона робочої поверхні всіх ділянок інструмента, що обмежує їх по ширині, утворена площиною, перпендикулярною основі інструмента і паралельною його подовжній осі, при цьому ширина калібруючої горловину ділянки визначається з виразу:
 ,
,
де: ![]() - зовнішній діаметр заготовки, мм;
- зовнішній діаметр заготовки, мм;
![]() - зовнішній діаметр циліндричної частини горловини, мм;
- зовнішній діаметр циліндричної частини горловини, мм;
![]() - крок балонної різі, мм;
- крок балонної різі, мм;
![]() - мінімальна кількість витків різі з повним профілем.
- мінімальна кількість витків різі з повним профілем.
Текст
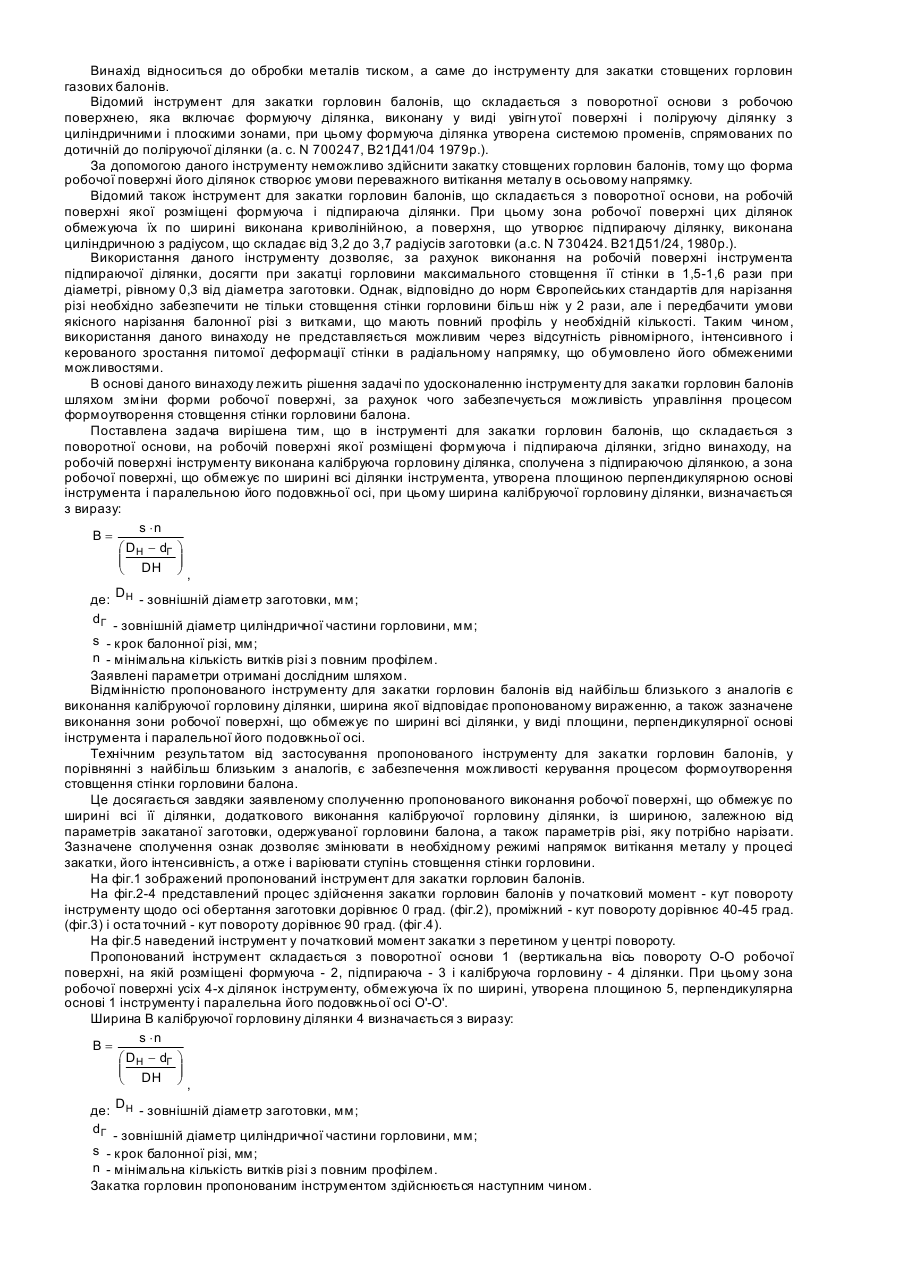
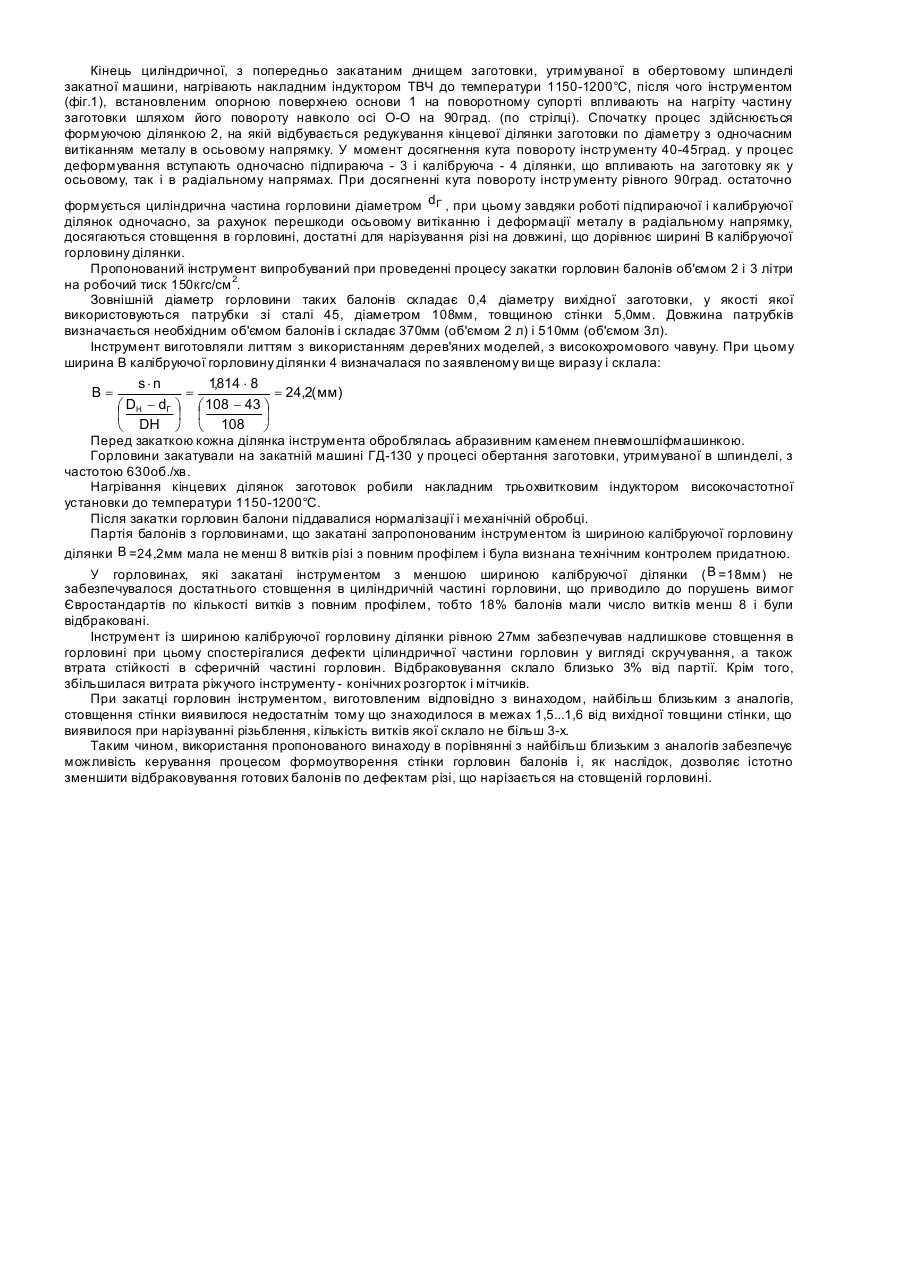
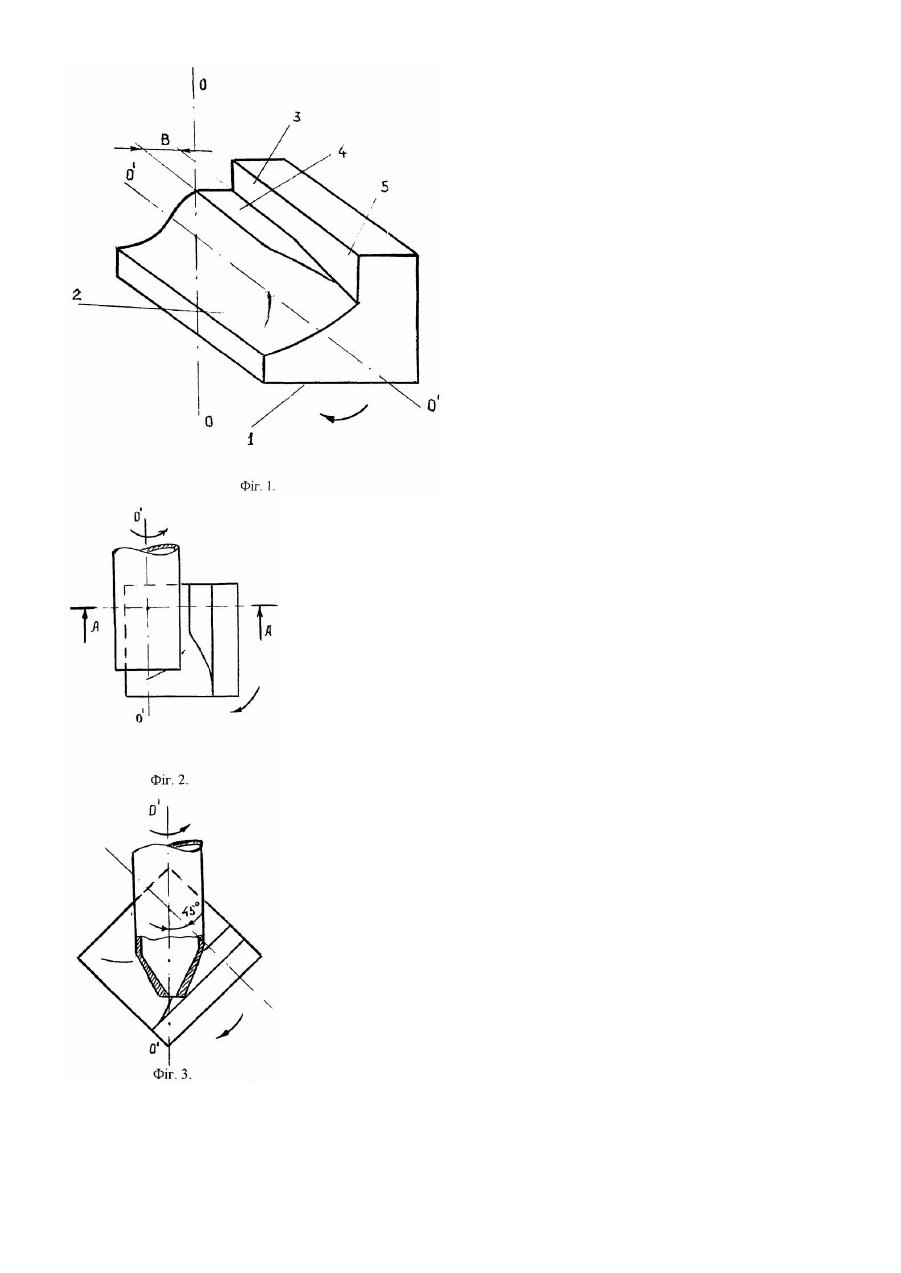
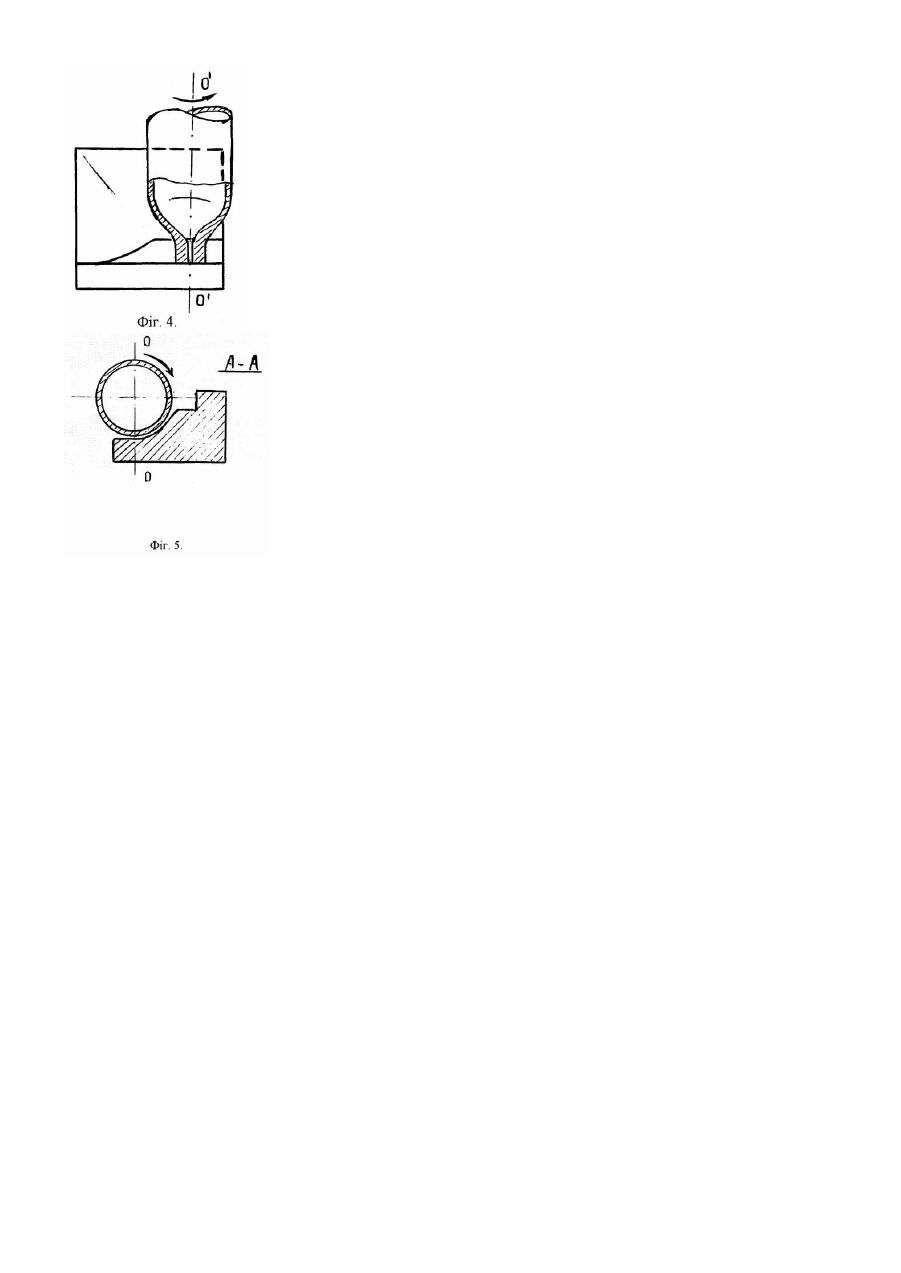
Винахід відноситься до обробки металів тиском, а саме до інструменту для закатки стовщених горловин газових балонів. Відомий інструмент для закатки горловин балонів, що складається з поворотної основи з робочою поверхнею, яка включає формуючу ділянка, виконану у виді увігн утої поверхні і поліруючу ділянку з циліндричними і плоскими зонами, при цьому формуюча ділянка утворена системою променів, спрямованих по дотичній до поліруючої ділянки (а. с. N 700247, В21Д41/04 1979p.). За допомогою даного інструменту неможливо здійснити закатку стовщених горловин балонів, тому що форма робочої поверхні його ділянок створює умови переважного витікання металу в осьовому напрямку. Відомий також інструмент для закатки горловин балонів, що складається з поворотної основи, на робочій поверхні якої розміщені формуюча і підпираюча ділянки. При цьому зона робочої поверхні цих ділянок обмежуюча їх по ширині виконана криволінійною, а поверхня, що утворює підпираючу ділянку, виконана циліндричною з радіусом, що складає від 3,2 до 3,7 радіусів заготовки (а.с. N 730424. В21Д51/24, 1980р.). Використання даного інструменту дозволяє, за рахунок виконання на робочій поверхні інструмента підпираючої ділянки, досягти при закатці горловини максимального стовщення її стінки в 1,5-1,6 рази при діаметрі, рівному 0,3 від діаметра заготовки. Однак, відповідно до норм Європейських стандартів для нарізання різі необхідно забезпечити не тільки стовщення стінки горловини більш ніж у 2 рази, але і передбачити умови якісного нарізання балонної різі з витками, що мають повний профіль у необхідній кількості. Таким чином, використання даного винаходу не представляється можливим через відсутність рівномірного, інтенсивного і керованого зростання питомої деформації стінки в радіальному напрямку, що обумовлено його обмеженими можливостями. В основі даного винаходу лежить рішення задачі по удосконаленню інструменту для закатки горловин балонів шляхом зміни форми робочої поверхні, за рахунок чого забезпечується можливість управління процесом формоутворення стовщення стінки горловини балона. Поставлена задача вирішена тим, що в інструменті для закатки горловин балонів, що складається з поворотної основи, на робочій поверхні якої розміщені формуюча і підпираюча ділянки, згідно винаходу, на робочій поверхні інструменту виконана калібруюча горловину ділянка, сполучена з підпираючою ділянкою, а зона робочої поверхні, що обмежує по ширині всі ділянки інструмента, утворена площиною перпендикулярною основі інструмента і паралельною його подовжньої осі, при цьому ширина калібруючої горловину ділянки, визначається з виразу: s ×n B= æ DH - dГ ö ç ç DH ÷ ÷ è ø, де: DH - зовнішній діаметр заготовки, мм; dГ - зовнішній діаметр циліндричної частини горловини, мм; s - крок балонної різі, мм; n - мінімальна кількість витків різі з повним профілем. Заявлені параметри отримані дослідним шляхом. Відмінністю пропонованого інструменту для закатки горловин балонів від найбільш близького з аналогів є виконання калібруючої горловину ділянки, ширина якої відповідає пропонованому вираженню, а також зазначене виконання зони робочої поверхні, що обмежує по ширині всі ділянки, у виді площини, перпендикулярної основі інструмента і паралельної його подовжньої осі. Технічним результатом від застосування пропонованого інструменту для закатки горловин балонів, у порівнянні з найбільш близьким з аналогів, є забезпечення можливості керування процесом формоутворення стовщення стінки горловини балона. Це досягається завдяки заявленому сполученню пропонованого виконання робочої поверхні, що обмежує по ширині всі її ділянки, додаткового виконання калібруючої горловину ділянки, із шириною, залежною від параметрів закатаної заготовки, одержуваної горловини балона, а також параметрів різі, яку потрібно нарізати. Зазначене сполучення ознак дозволяє змінювати в необхідному режимі напрямок витікання металу у процесі закатки, його інтенсивність, а отже і варіювати ступінь стовщення стінки горловини. На фіг.1 зображений пропонований інструмент для закатки горловин балонів. На фіг.2-4 представлений процес здійснення закатки горловин балонів у початковий момент - кут повороту інструменту щодо осі обертання заготовки дорівнює 0 град. (фіг.2), проміжний - кут повороту дорівнює 40-45 град. (фіг.3) і оста точний - кут повороту дорівнює 90 град. (фіг.4). На фіг.5 наведений інструмент у початковий момент закатки з перетином у центрі повороту. Пропонований інструмент складається з поворотної основи 1 (вертикальна вісь повороту О-О робочої поверхні, на якій розміщені формуюча - 2, підпираюча - 3 і калібруюча горловину - 4 ділянки. При цьому зона робочої поверхні усіх 4-х ділянок інструменту, обмежуюча їх по ширині, утворена площиною 5, перпендикулярна основі 1 інструменту і паралельна його подовжньої осі О'-О'. Ширина В калібруючої горловину ділянки 4 визначається з виразу: s ×n B= æ DH - dГ ö ç ç DH ÷ ÷ è ø, де: DH - зовнішній діаметр заготовки, мм; dГ - зовнішній діаметр циліндричної частини горловини, мм; s - крок балонної різі, мм; n - мінімальна кількість витків різі з повним профілем. Закатка горловин пропонованим інструментом здійснюється наступним чином. Кінець циліндричної, з попередньо закатаним днищем заготовки, утримуваної в обертовому шпинделі закатної машини, нагрівають накладним індуктором ТВЧ до температури 1150-1200°С, після чого інструментом (фіг.1), встановленим опорною поверхнею основи 1 на поворотному супорті впливають на нагріту частину заготовки шляхом його повороту навколо осі О-О на 90град. (по стрілці). Спочатку процес здійснюється формуючою ділянкою 2, на якій відбувається редукування кінцевої ділянки заготовки по діаметру з одночасним витіканням металу в осьовому напрямку. У момент досягнення кута повороту інстр ументу 40-45град. у процес деформування вступають одночасно підпираюча - 3 і калібруюча - 4 ділянки, що впливають на заготовку як у осьовому, так і в радіальному напрямах. При досягненні кута повороту інстр ументу рівного 90град. остаточно формується циліндрична частина горловини діаметром dГ , при цьому завдяки роботі підпираючої і калибруючої ділянок одночасно, за рахунок перешкоди осьовому витіканню і деформації металу в радіальному напрямку, досягаються стовщення в горловині, достатні для нарізування різі на довжині, що дорівнює ширині В калібруючої горловину ділянки. Пропонований інструмент випробуваний при проведенні процесу закатки горловин балонів об'ємом 2 і 3 літри на робочий тиск 150кгс/см 2. Зовнішній діаметр горловини таких балонів складає 0,4 діаметру вихідної заготовки, у якості якої використовуються патрубки зі сталі 45, діаметром 108мм, товщиною стінки 5,0мм. Довжина патрубків визначається необхідним об'ємом балонів і складає 370мм (об'ємом 2 л) і 510мм (об'ємом 3л). Інструмент виготовляли литтям з використанням дерев'яних моделей, з високохромового чавуну. При цьому ширина В калібруючої горловину ділянки 4 визначалася по заявленому ви ще виразу і склала: B= s×n 1,814 × 8 = = 24,2( мм) æ DH - dГ ö æ 108 - 43 ö ç ÷ ç ÷ è DH ø è 108 ø Перед закаткою кожна ділянка інструмента оброблялась абразивним каменем пневмошліфмашинкою. Горловини закатували на закатній машині ГД-130 у процесі обертання заготовки, утримуваної в шпинделі, з частотою 630об./хв. Нагрівання кінцевих ділянок заготовок робили накладним трьохвитковим індуктором високочастотної установки до температури 1150-1200°С. Після закатки горловин балони піддавалися нормалізації і механічній обробці. Партія балонів з горловинами, що закатані запропонованим інструментом із шириною калібруючої горловину ділянки В =24,2мм мала не менш 8 витків різі з повним профілем і була визнана технічним контролем придатною. У горловинах, які закатані інструментом з меншою шириною калібруючої ділянки ( В =18мм) не забезпечувалося достатнього стовщення в циліндричній частині горловини, що приводило до порушень вимог Євростандартів по кількості витків з повним профілем, тобто 18% балонів мали число витків менш 8 і були відбраковані. Інструмент із шириною калібруючої горловину ділянки рівною 27мм забезпечував надлишкове стовщення в горловині при цьому спостерігалися дефекти цілиндричної частини горловин у вигляді скручування, а також втрата стійкості в сферичній частині горловин. Відбраковування склало близько 3% від партії. Крім того, збільшилася витрата ріжучого інструменту - конічних розгорток і мітчиків. При закатці горловин інструментом, виготовленим відповідно з винаходом, найбільш близьким з аналогів, стовщення стінки виявилося недостатнім тому що знаходилося в межах 1,5...1,6 від вихідної товщини стінки, що виявилося при нарізуванні різьблення, кількість витків якої склало не більш 3-х. Таким чином, використання пропонованого винаходу в порівнянні з найбільш близьким з аналогів забезпечує можливість керування процесом формоутворення стінки горловин балонів і, як наслідок, дозволяє істотно зменшити відбраковування готових балонів по дефектам різі, що нарізається на стовщеній горловині.
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for sealing the cylinder necks
Автори англійськоюSerhieiev Viktor Volodymyrovych, Ivanov Anatolii Ivanovych
Назва патенту російськоюИнструмент для закатки горловин баллонов
Автори російськоюСергеев Виктор Владимирович, Иванов Анатолий Иванович
МПК / Мітки
МПК: B21D 41/00, B21D 51/16
Мітки: інструмент, закатки, горловин, балонів
Код посилання
<a href="https://ua.patents.su/4-67340-instrument-dlya-zakatki-gorlovin-baloniv.html" target="_blank" rel="follow" title="База патентів України">Інструмент для закатки горловин балонів</a>
Інструмент для закатки горловин балонів
Номер патенту: 30609
Опубліковано: 15.04.2003
Автори: Щіпіцин Вадим Михайлович, Хаустов Георгій Йосипович, Іванов Анатолій Іванович, Макатьора Володимир Сергійович, Ігнатенко Генадій Анатолійович
МПК: B21D 41/00, B21D 51/16
Мітки: балонів, закатки, інструмент, горловин
Формула / Реферат:
Інструмент для закатки горловин балонів у вигляді поворотної основи, на робочій поверхні якої розташовані формувальна частина та калібрувальна частина, що має циліндричну поверхню, який відрізняється тим, що формувальна частина виконана у вигляді частини увігнутої кульової поверхні з радіусом, який дорівнює 1,3-1,4 радіуса заготовки, обмеженої спряженими лініями переходу, які утворені перерізом кульової поверхні площиною, паралельною основі ,...
Спосіб виготовлення газових балонів високого тиску
Номер патенту: 39240
Опубліковано: 17.05.2004
Автори: Сергєєв Віктор Володимирович, Літвінський Яків Ісакович, Карп Ігор Миколайович, Янковський Володимир Михайлович, Юр'єв Михайло Павлович, Мельник Віктор Григорович, П'ятничко Олександр Іванович, Іванов Анатолій Іванович
МПК: B21D 51/16, B21D 22/16
Мітки: виготовлення, високого, спосіб, тиску, газових, балонів
Формула / Реферат:
Спосіб виготовлення газових балонів високого тиску шляхом закатки поворотним інструментом попередньо нагрітих кінців безшовної трубчастої заготовки з одержанням днищ та горловин балонів, згідно з яким кутову швидкість поворотного інструмента під час закатки збільшують після досягнення ним кута повороту 0,6 рад, який відрізняється тим, що як трубчасту заготовку використовують трубу, що виготовлена з низьковуглецевої легованої сталі, у якій...
Інструмент для радіального кування
Номер патенту: 36421
Опубліковано: 16.04.2001
Автори: Терновий Юрій Федорович, Артамонов Юрій Вікторович, Безкровний Михайло Григорович, Лазоркін Віктор Андрійович
МПК: B21J 13/00
Мітки: інструмент, кування, радіального
Текст:
...кування в зібраному виді. На фіг. 2 - вид в плані на робочу поверхню бойка, у якого західні ділянки мають форму трапецій, а великі основи трапецій прилягають до калібруючої ділянки; на фіг. 3 - вид в плані на робочу поверхню бойка, у якого західні ділянки бойків мають форму трапецій, великі основи яких прилягають до контактуючих ділянок та дорівнюють ширині цих ділянок; на фіг. 4 - інструмент для радіального кування, у якого менші основи...
Спосіб виготовлення корпусів балонів з вуглецевої сталі
Номер патенту: 52488
Опубліковано: 16.12.2002
Автори: Мельник Віктор Григорович, Макатьора Володимир Сергійович, Іванов Анатолій Іванович, Юр'єв Михайло Павлович, Сергєєв Віктор Володимирович
МПК: B21D 51/16
Мітки: спосіб, балонів, корпусів, виготовлення, вуглецевої, сталі
Формула / Реферат:
Спосіб виготовлення корпусів балонів з вуглецевої сталі, що включає почергове нагрівання кожного з кінців обертової циліндричної заготовки до температури 1180-1220°С, наступну закатку нагрітого кінця за допомогою поворотного інструмента тертя ковзання до формоутворення на одному з кінців днища, а на іншому - горловини, який відрізняється тим, що в процесі закатки днища температуру кінця циліндричної заготовки, на якій його формоутворюють,...
Спосіб одержання горловин
Номер патенту: 31146
Опубліковано: 15.12.2000
Автори: Майоров Геннадій Іванович, Мітічкіна Наталія Геннадіївна, Луценко Віктор Олександрович
МПК: B21D 19/00
Мітки: одержання, горловин, спосіб
Текст:
...за три пе рехода у різних штампах /А. с. СРСР № I034UI4, кл. ь £1 Д 19/00// В ZI д £2/00, І9ЬЗ/. _ Недоліком цього способу р- виникнення дефектів під-час. відбортування високих горловин. При цьому процес характеризується низькою продуктивністю у зв'язку з великою кількістю переходів і може бути використаним тільки в дріоносеріиному виробництві, ііайоільш близьким за технічною суттю та досяга^мим результатом * спосіб одержання горловин з...
Попередній патент: Мастило для волочіння довгомірних циліндричних виробів
Наступний патент: Спосіб дослідження структури і елементного складу речовини і пристрій для здійснення цього способу (мікрозонд іонний)
Випадковий патент: Відбивач струму