Міславський Олександр Михайлович
Спосіб відливки чушок
Номер патенту: 25554
Опубліковано: 30.10.1998
Автори: Міславський Олександр Михайлович, Павленко Олександр Анатольович, Давиденко Петро Данилович, Чепенко Анатолій Іванович, Полещук Петро Миколайович, Шмуклер Йосип Срулевіч
МПК: B22D 3/00
Мітки: чушок, спосіб, відливки
Формула / Реферат:
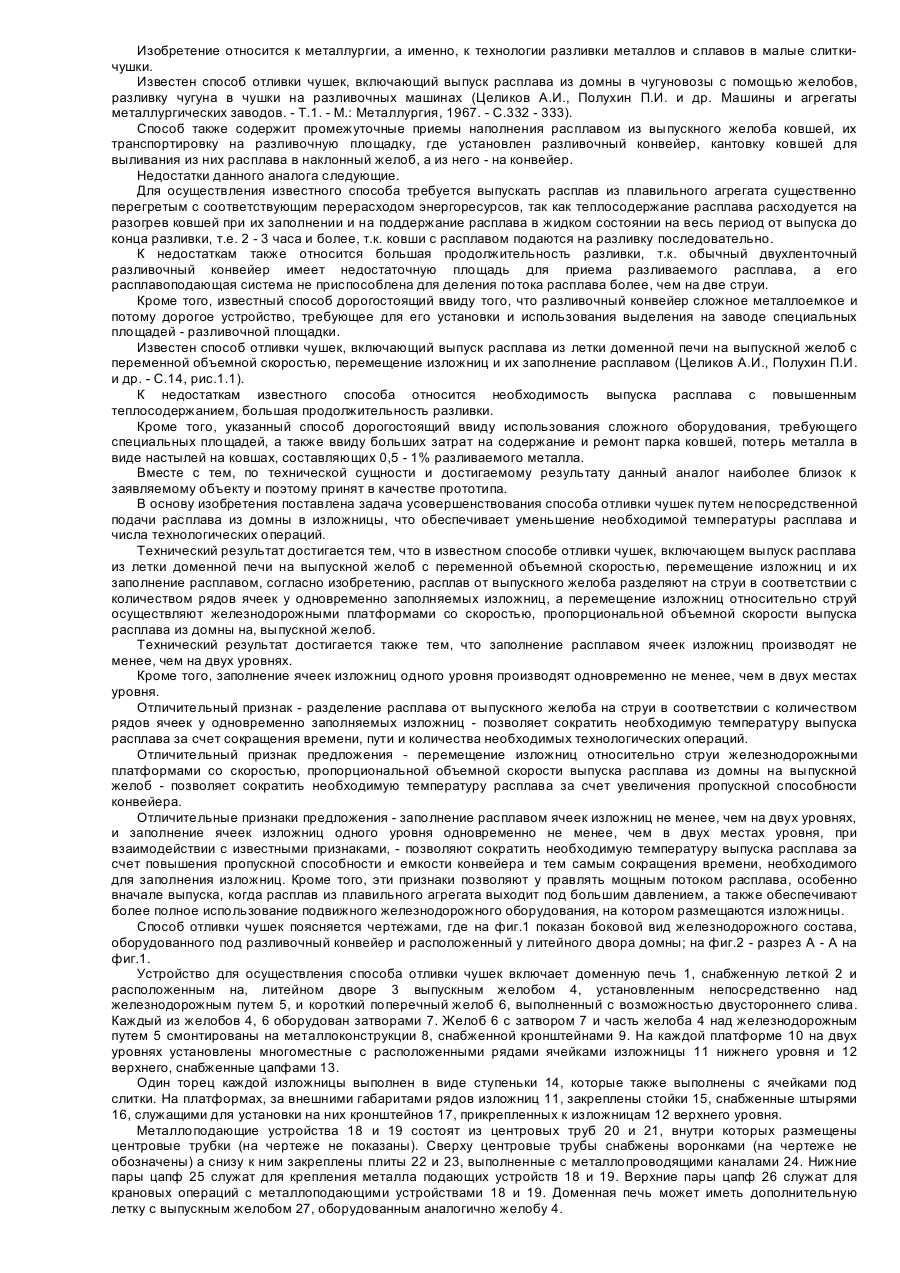
1. Способ отливки чушек, включающий выпуск расплава из летки доменной печи на выпускной желоб с переменной объемной скоростью, перемещение изложниц и их заполнение расплавом, отличающийся тем, что расплав от выпускного желоба разделяют на струи в соответствии с количеством рядов ячеек у одновременно заполняемых изложниц, а перемещение изложниц относительно струй осуществляют железнодорожными платформами со скоростью, пропорциональной объемной...
Ексцентриковий механізм підйому-опускання рухомої рами крокуючого конвеєра
Номер патенту: 24056
Опубліковано: 31.08.1998
Автори: Шмуклер Йосип Срулевіч, Міславський Олександр Михайлович, Чепенко Анатолій Іванович, Родякін Ігор Олександрович
МПК: B65G 25/00
Мітки: механізм, крокуючого, конвеєра, рухомої, ексцентриковий, рами, підйому-опускання
Формула / Реферат:
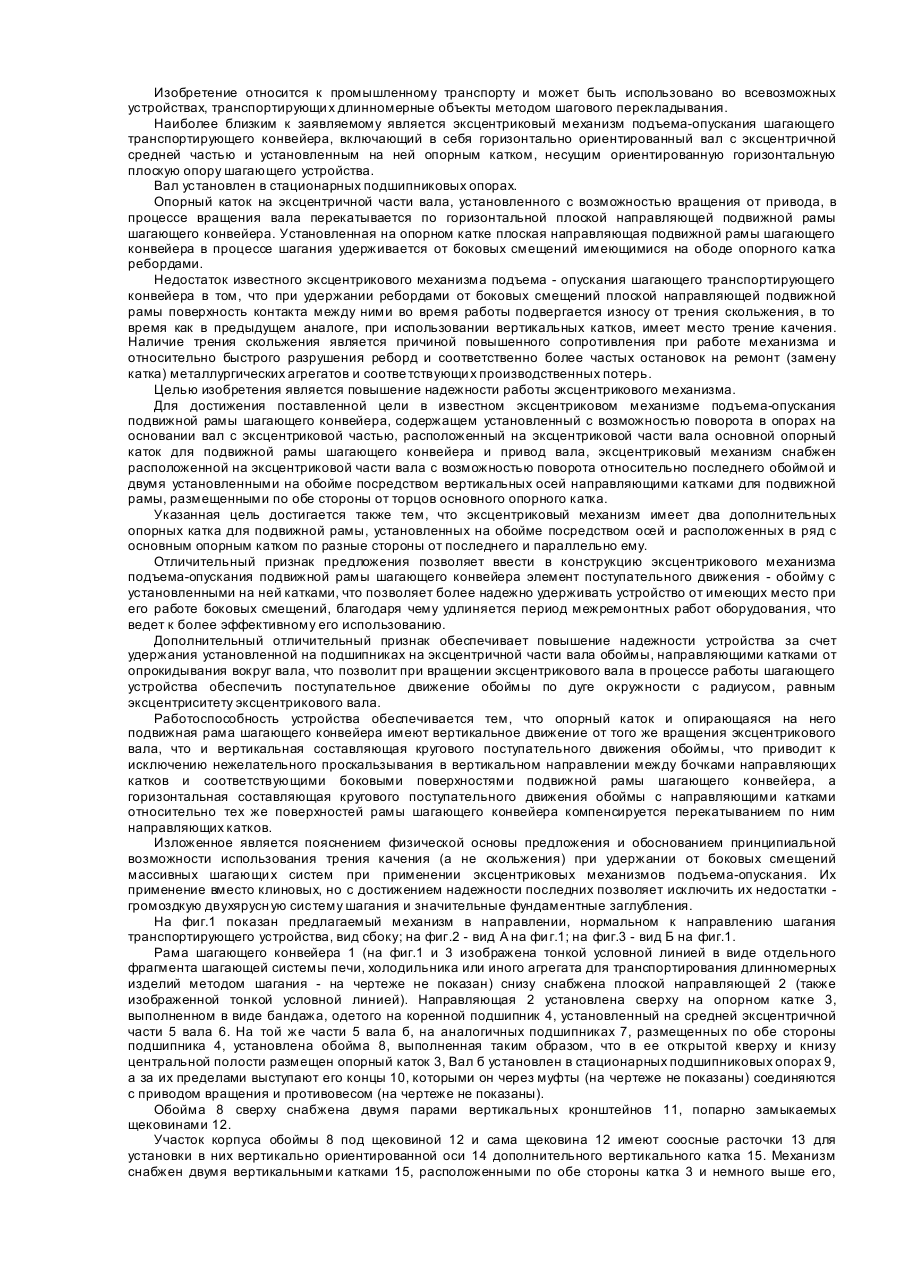
1. Эксцентриковый механизм подъема-опускания подвижной рамы шагающего конвейера, содержащий установленный с возможностью поворота в опорах на основании вал с эксцентриковой частью, расположенный на эксцентриковой части вала основной опорный каток для подвижной рамы шагающего конвейера и привод вала, отличающийся тем, что он снабжен расположенной на эксцентриковой части вала с возможностью поворота относительно последнего обоймой и двумя...
Спосіб безперервного розливу металів методом плавка на плавку
Номер патенту: 22630
Опубліковано: 17.03.1998
Автор: Міславський Олександр Михайлович
Мітки: плавка, спосіб, безперервного, методом, плавку, розливу, металів
Текст:
...время .устойчивой работы МНЛЗ 75-28=47 мин. Количество металла, разливаемое за это время (при массе плавки 112т) 11217=951. Устойчивый, оптимальный режим разливки на .установке ~ = 2 г/мин или примерно 5 У/АШЙ - оптимальная скорость формирования слитка. 4 3 случае» если бы раэдивна велась в оптимальном режиме все 75 щнчт, то за ото врєг,я я на Ж№ было бы разлито 75»Л = І 50 ТОНН (вместо Такий образом. известны:! метод разливка "плавка на...
Дво позиційний агрегат для електроконтактної термообробки профільного прокату
Номер патенту: 18842
Опубліковано: 25.12.1997
Автори: Якушечкин Євген Іванович, Міславський Олександр Михайлович, Горяйнов Генадій Євгенович, Єфіменко Сєргєй Пєтровіч, Шмуклер Йосип Срулевіч, Чепенко Анатолій Іванович
МПК: C21D 1/34
Мітки: прокату, термообробки, дво, позиційний, агрегат, електроконтактної, профільного
Формула / Реферат:
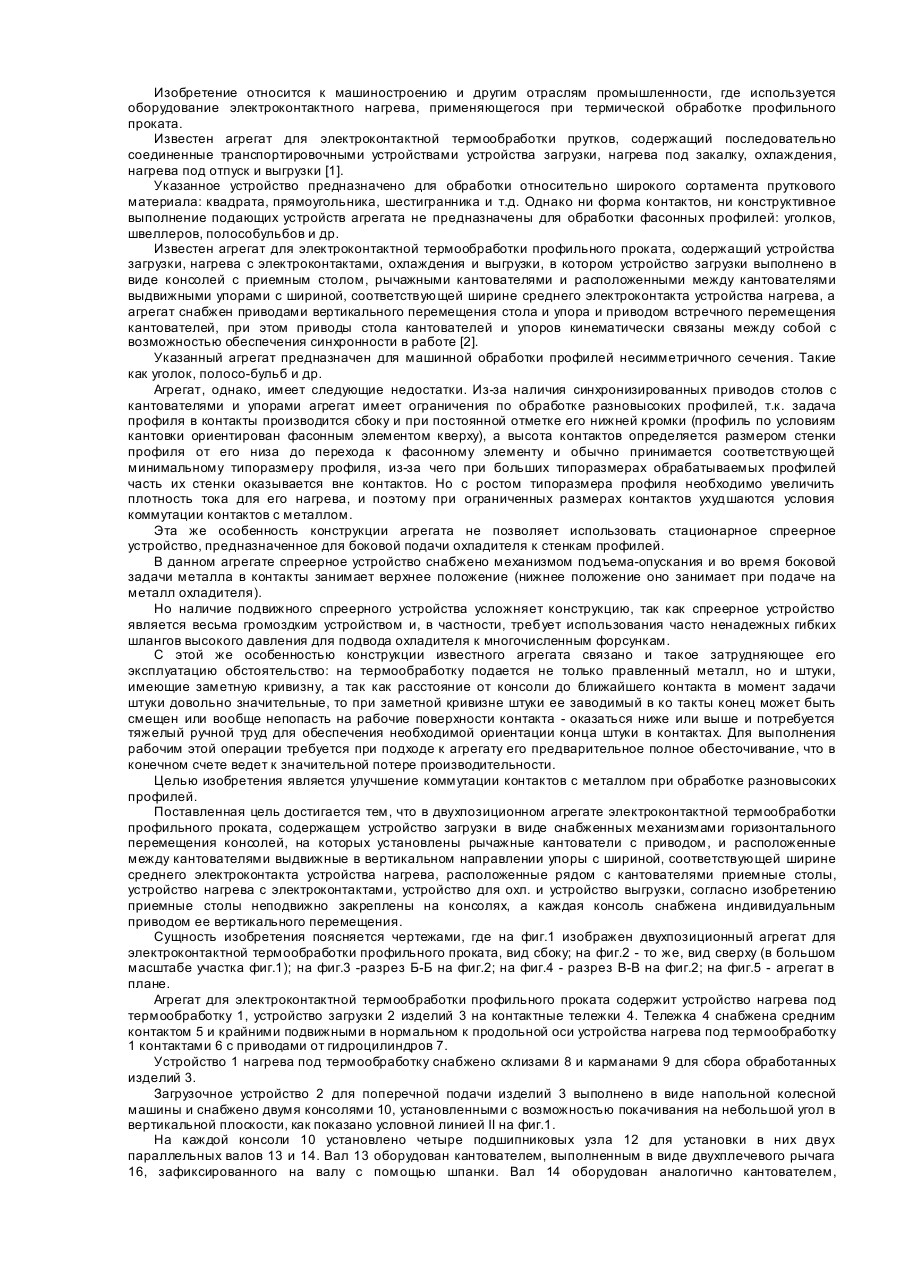
Двухпозиционный агрегат для электроконтактной термообработки профильного проката, содержащий устройство загрузки в виде снабженных механизмами горизонтального перемещения консолей, на которых установлены рычажные кантователи с приводом и расположенные между кантователями выдвижные в вертикальном направлении посредством привода упоры с шириной; соответствующей ширине среднего электроконтакта устройства нагрева, расположенные рядом с...