Спосіб відливки чушок
Номер патенту: 25554
Опубліковано: 30.10.1998
Автори: Шмуклер Йосип Срулевіч, Павленко Олександр Анатольович, Чепенко Анатолій Іванович, Полещук Петро Миколайович, Міславський Олександр Михайлович, Давиденко Петро Данилович
Формула / Реферат
1. Способ отливки чушек, включающий выпуск расплава из летки доменной печи на выпускной желоб с переменной объемной скоростью, перемещение изложниц и их заполнение расплавом, отличающийся тем, что расплав от выпускного желоба разделяют на струи в соответствии с количеством рядов ячеек у одновременно заполняемых изложниц, а перемещение изложниц относительно струй осуществляют железнодорожными платформами со скоростью, пропорциональной объемной скорости выпуска расплава из домны на выпускной желоб.
2. Способ по п.1, отличающийся тем, что заполнение расплавом ячеек изложниц производят не менее, чем на двух уровнях.
3. Способ по пп.1 и 2, отличающийся тем, что заполнение ячеек изложниц одного уровня производят одновременно не менее, чем в двух местах уровня.
Текст
Изобретение относится к металлургии, а именно, к технологии разливки металлов и сплавов в малые слиткичушки. Известен способ отливки чушек, включающий выпуск расплава из домны в чугуновозы с помощью желобов, разливку чугуна в чушки на разливочных машинах (Целиков А.И., Полухин П.И. и др. Машины и агрегаты металлургических заводов. - Т.1. - М.: Металлургия, 1967. - С.332 - 333). Способ также содержит промежуточные приемы наполнения расплавом из выпускного желоба ковшей, их транспортировку на разливочную площадку, где установлен разливочный конвейер, кантовку ковшей для выливания из них расплава в наклонный желоб, а из него - на конвейер. Недостатки данного аналога следующие. Для осуществления известного способа требуется выпускать расплав из плавильного агрегата существенно перегретым с соответствующим перерасходом энергоресурсов, так как теплосодержание расплава расходуется на разогрев ковшей при их заполнении и на поддержание расплава в жидком состоянии на весь период от выпуска до конца разливки, т.е. 2 - 3 часа и более, т.к. ковши с расплавом подаются на разливку последовательно. К недостаткам также относится большая продолжительность разливки, т.к. обычный двухленточный разливочный конвейер имеет недостаточную площадь для приема разливаемого расплава, а его расплавоподающая система не приспособлена для деления потока расплава более, чем на две струи. Кроме того, известный способ дорогостоящий ввиду того, что разливочный конвейер сложное металлоемкое и потому дорогое устройство, требующее для его установки и использования выделения на заводе специальных площадей - разливочной площадки. Известен способ отливки чушек, включающий выпуск расплава из летки доменной печи на выпускной желоб с переменной объемной скоростью, перемещение изложниц и их заполнение расплавом (Целиков А.И., Полухин П.И. и др. - С.14, рис.1.1). К недостаткам известного способа относится необходимость выпуска расплава с повышенным теплосодержанием, большая продолжительность разливки. Кроме того, указанный способ дорогостоящий ввиду использования сложного оборудования, требующего специальных площадей, а также ввиду больших затрат на содержание и ремонт парка ковшей, потерь металла в виде настылей на ковшах, составляющих 0,5 - 1% разливаемого металла. Вместе с тем, по технической сущности и достигаемому результату данный аналог наиболее близок к заявляемому объекту и поэтому принят в качестве прототипа. В основу изобретения поставлена задача усовершенствования способа отливки чушек путем непосредственной подачи расплава из домны в изложницы, что обеспечивает уменьшение необходимой температуры расплава и числа технологических операций. Технический результат достигается тем, что в известном способе отливки чушек, включающем выпуск расплава из летки доменной печи на выпускной желоб с переменной объемной скоростью, перемещение изложниц и их заполнение расплавом, согласно изобретению, расплав от выпускного желоба разделяют на струи в соответствии с количеством рядов ячеек у одновременно заполняемых изложниц, а перемещение изложниц относительно струй осуществляют железнодорожными платформами со скоростью, пропорциональной объемной скорости выпуска расплава из домны на, выпускной желоб. Технический результат достигается также тем, что заполнение расплавом ячеек изложниц производят не менее, чем на двух уровнях. Кроме того, заполнение ячеек изложниц одного уровня производят одновременно не менее, чем в двух местах уровня. Отличительный признак - разделение расплава от выпускного желоба на струи в соответствии с количеством рядов ячеек у одновременно заполняемых изложниц - позволяет сократить необходимую температуру выпуска расплава за счет сокращения времени, пути и количества необходимых технологических операций. Отличительный признак предложения - перемещение изложниц относительно струи железнодорожными платформами со скоростью, пропорциональной объемной скорости выпуска расплава из домны на выпускной желоб - позволяет сократить необходимую температуру расплава за счет увеличения пропускной способности конвейера. Отличительные признаки предложения - заполнение расплавом ячеек изложниц не менее, чем на двух уровнях, и заполнение ячеек изложниц одного уровня одновременно не менее, чем в двух местах уровня, при взаимодействии с известными признаками, - позволяют сократить необходимую температуру выпуска расплава за счет повышения пропускной способности и емкости конвейера и тем самым сокращения времени, необходимого для заполнения изложниц. Кроме того, эти признаки позволяют у правлять мощным потоком расплава, особенно вначале выпуска, когда расплав из плавильного агрегата выходит под большим давлением, а также обеспечивают более полное использование подвижного железнодорожного оборудования, на котором размещаются изложницы. Способ отливки чушек поясняется чертежами, где на фиг.1 показан боковой вид железнодорожного состава, оборудованного под разливочный конвейер и расположенный у литейного двора домны; на фиг.2 - разрез А - А на фиг.1. Устройство для осуществления способа отливки чушек включает доменную печь 1, снабженную леткой 2 и расположенным на, литейном дворе 3 выпускным желобом 4, установленным непосредственно над железнодорожным путем 5, и короткий поперечный желоб 6, выполненный с возможностью двустороннего слива. Каждый из желобов 4, 6 оборудован затворами 7. Желоб 6 с затвором 7 и часть желоба 4 над железнодорожным путем 5 смонтированы на металлоконструкции 8, снабженной кронштейнами 9. На каждой платформе 10 на двух уровнях установлены многоместные с расположенными рядами ячейками изложницы 11 нижнего уровня и 12 верхнего, снабженные цапфами 13. Один торец каждой изложницы выполнен в виде ступеньки 14, которые также выполнены с ячейками под слитки. На платформах, за внешними габаритами рядов изложниц 11, закреплены стойки 15, снабженные штырями 16, служащими для установки на них кронштейнов 17, прикрепленных к изложницам 12 верхнего уровня. Металлоподающие устройства 18 и 19 состоят из центровых труб 20 и 21, внутри которых размещены центровые трубки (на чертеже не показаны). Сверху центровые трубы снабжены воронками (на чертеже не обозначены) а снизу к ним закреплены плиты 22 и 23, выполненные с металлопроводящими каналами 24. Нижние пары цапф 25 служат для крепления металла подающих устройств 18 и 19. Верхние пары цапф 26 служат для крановых операций с металлоподающими устройствами 18 и 19. Доменная печь может иметь дополнительную летку с выпускным желобом 27, оборудованным аналогично желобу 4. Предлагаемый способ отливки чушек реализуют следующим образом. Железнодорожный состав из платформ 10 по рельсовому пути 5 подают к литейному двору 3 доменной печи 1. Состав останавливают таким образом, чтобы торцы рядов изложниц 11 и 12 верхнего и нижнего уровней располагались соответственно под металлоподающими устройствами 18 и 19. Расплав из доменной печи 1 через летку 2 выпускают в желоб 4, откуда он перетекает в желоб 6, а из него, благодаря поднятому затвору 7 - в металлоподающее устройство 19 верхнего уровня. При этом затвор 7 у металлоподающего устройства 18 нижнего уровня закрыт. Производят наполнение изложниц 12 верхнего уровня. Одновременно с началом выпуска расплава начинают движение железнодорожного состава с изложницами 11 и 12 относительно расплавоподающих устройств с тем, чтобы обеспечить их конвейерное перемещение в процессе заполнения. Равномерное распределение расплава по каналам 24 в плите 23 и его истечение из них обеспечивается образованием в центровой трубе 21 столба расплава, создающего необходимый гидростатический подпор. Во время выпуска расплава следят за скоростью наполнения форм изложниц и соответственно дают команды на регулирование скорости перемещения железнодорожного состава пропорционально объемной скорости выпуска. К концу заполнения верхнего уровня - изложниц 12 - по всей длине состава последний останавливают, затвор 7 устройства 19 опускают(закрывают), а устройства 18 поднимают (открывают), направление движения состава меняют на противоположное и начинают заполнение нижнего уровня - изложниц 11. Т.к. суммарная емкость форм изложниц состава должна несколько превышать ожидаемый объем выпуска, то нижний ряд изложниц к концу выпуска окажется несколько недозаполненным. Перемещение состава производят локомотивом (на чертеже не показан). После конца очередного выпуска состав с наполненными изложницами отводят на склад готовой продукции. Съем изложниц с чушками с платформ состава производят кранами, снабженными специальными траверсами для такелажных операций с изложницами без участия подкрановые рабочих. При необходимости выдержки чушек в изложницах снимаемые с состава изложницы штабелируют на складе, и на их место устанавливают опорожненные, и состав готов к очередной подаче под выпуск. При разгрузке изложницы от чушек ее поднимают за одну пару цапф. Изложница поворачивается из горизонтального в вертикальное положение, и чушки выпадают из форм. Упирая противоположный удерживаемому за цапфы край изложницы в какой-нибудь упор, например, стенку короба для сбора чушек, можно добиться поворота изложницы практически формами вниз и этим гарантировать ее разгрузку. Пример. Чушка чугунная 300 ´ 225 ´ 120мм3, по форме напоминает усеченную пирамиду, масса - 45кг. Плавка - 120т. Железнодорожный состав - из 4 - х платформ, оборудованных многоместными изложницами в два уровня. Длина платформы - 14620мм. Ширина - 4600мм. На одном метре длины вагона, на двух уровнях, размещается 48 чушек массой 2160кг. Один вагон вмещает 31600кг чушек. Всего состав способен вместить 126,5т, т.е. больше плавки. Время выпуска - 45мин. Выпуск происходит таким образом, что за первые 15мин выпуска из плавильного агрегата вытекает 80т жидкого чугуна, а за оставшиеся 30мин - 40т. Наполнение уровней многоместных изложниц состава поочередное, например, сначала - верхнего уровня, а потом - нижнего. Каждый уровень наполняется через одно, предназначенное для него, расплавоподающее устройство. Диаметр вертикального канала расплавоподающего устройства - d = 70мм. Восемь равновеликих ему в сумме по площади выпускных отверстий - d = 25мм. При плотности жидкого чугуна 6,7т/м3 полный объем плавки ~18м3. Объем выпуска за первые 15мин - 12м3 или примерно 0,8м3/мин. Объемная скорость выпуска за остальные 30мин - 0,2м3/мин. При скорости выпуска 0,8м3/мин скорость истечения расплава через выпускные отверстия расплавоподающего устройства - 3,5м/сек, а соответствующий уровень наполнения его вертикального канала - 90мм. При скорости выпуска 0,2м3/мин скорость истечения - 0,87м/сек, а уровень - 5,6мм. При емкости одного погонного метра одного уровня многоместных изложниц 24 чушки или 1080кг за первые 15мин выпуска объемом в 80т будет заполнено около 74 погонных метров уровня, т.е. более одного уровня (длина одного уровня на четырех платформах - 58,4м). Средняя скорость перемещения состава за это время составит 4,9м/мин или около 82мм/сек. При выпуске оставшейся части плавки - 40т за 30мин - будет дозаполнено еще 37м длины другого уровня со средней скоростью - 1,23м/мин или около 20,5мм/сек.
ДивитисяДодаткова інформація
Автори англійськоюPoleschuk Petro Mykolaiovych, Pavlenko Oleksandr Anatoliiovych, Davydenko Petro Danylovych, Chepenko Anatolii Ivanovych, Shmukler Yosyp Srulevych, Mislavskyi Oleksandr Mykhailovych
Автори російськоюПолещук Петр Николаевич, Павленко Александр Анатольевич, Давыденко Петр Данилович, Чепенко Анатолий Иванович, Шмуклер Иосиф Срулевич, Миславский Александр Михайлович
МПК / Мітки
МПК: B22D 3/00
Мітки: чушок, відливки, спосіб
Код посилання
<a href="https://ua.patents.su/4-25554-sposib-vidlivki-chushok.html" target="_blank" rel="follow" title="База патентів України">Спосіб відливки чушок</a>
Спосіб підготовки глуходонних виливниць для сифонної відливки злитків
Номер патенту: 12779
Опубліковано: 28.02.1997
Автор: Коржавін Андрій Сидорович
МПК: B22D 7/00
Мітки: глуходонних, спосіб, виливниць, злитків, відливки, сифонної, підготовки
Формула / Реферат:
Способ подготовки глуходонных изложниц для сифонной отливки слитков, включающий последовательную установку на поддон стаканов, изложниц и размещение в изложнице бумажных мешков со шлакообразующей смесью, отличающийся тем, что бумажные мешки со шлакообразующей. смесью размещают на стаканах с перекрытием их каналов с использованием для центрирования направляющей рамки, установленной на верхнем торце изложницы.
Пристрій для охолодження та навантажування чушок
Номер патенту: 16426
Опубліковано: 29.08.1997
Автори: Корженко Віктор Іванович, Поживанов Олександр Михайлович, Сотнікова Олена Іванівна, Тарпіньян Дмитрій Апелович, Неділько Олег Михайлович
МПК: C21B 7/12
Мітки: чушок, навантажування, пристрій, охолодження
Формула / Реферат:
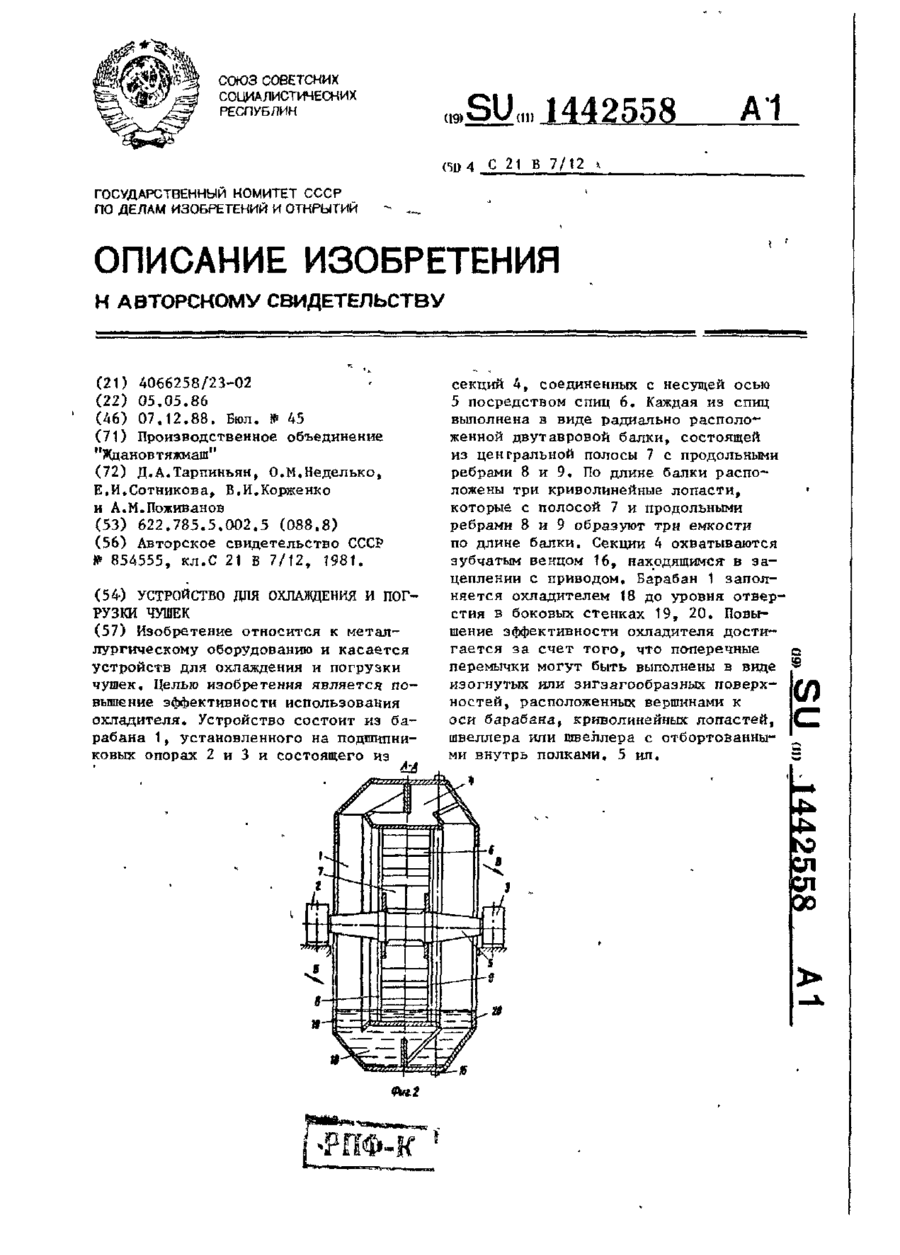
Устройство для охлаждения и погрузки чу шек, содержащее поворотний вокруг горизонтальной оси барабан с распределенными по его окружности охладительными секциями, соединенными с несущей осью посредством спиц, выполненных в виде радиально расположенных балок с поперечными перемычками, отличающееся тем, что, с целью повышения эффективности использования охладителя, поперечные перемычки выполнены в виде криволинейной или...
Пристрій для охолодження та навантажування чушок
Номер патенту: 14043
Опубліковано: 25.04.1997
Автори: Стояновський Валентин Дмитрович, Крайзінгер Федір Володимирович, Тарпіньян Дмитрій Апелович, Мамонтов Олександр Георгієвич, Шостак Миколай Антонович, Єременко Сергій Сергієвич, Кулікова Енель Іванівна
МПК: B22D 3/00
Мітки: пристрій, чушок, навантажування, охолодження
Формула / Реферат:
Устройство для охлаждения и погрузки чушек, включающее поворотный вокруг горизонтальной оси барабан с распределенными по его окружности охладительными секциями, соединенными с несущей осью посредством спиц, отличающееся тем, что, с целью повышения эффективности использования охладителя, каждая из спиц барабана выполнена в виде радиально расположенной балки с продольными ребрами и поперечными перемычками, распределенными по ее длине.
Пристрій для відливки злитків сифоном
Номер патенту: 18411
Опубліковано: 25.12.1997
Автори: Капланов Георгій Ільіч, Сергіенко Станіслав Сергійович, Тищенко Олег Іванович, Горб Юрій Георгійович, Ротань Георгій Миколайович, Казаков Сергій Сергійович
МПК: B22D 7/00
Мітки: сифоном, злитків, пристрій, відливки
Формула / Реферат:
1. Устройство для отливки слитков сифоном, преимущественно в уширенные кверху изложницы, содержащее поддон с сифонными проводками и установленные на нем изложницы с размещенной на дне теплоизолирующей плитой и центровую, отличающееся тем, что теплоизолирующая плита выполнена трехслойной в виде верхнего и нижнего слоев из пластин картона толщиной 3 - 10мм и промежуточного между ними слоя толщиной 10 - 50мм инертного наполнителя в смеси с...
Піддон для відливки зливок у крізьні виливниці

Номер патенту: 1468
Опубліковано: 25.07.1994
Автори: Тарасов Віктор Іванович, Дворядкін Борис Олександрович, Кущенко Олександр Іванович, Локтіонов Петро Якович, Бондаренко Микола Андрійович, Бросєв Олександр Олександрович, Савченко Леонід Степанович
МПК: B22D 7/06
Мітки: зливок, піддон, відливки, крізьні, виливниці
Формула / Реферат:
Поддон для отливки слитков в сквозные изложницы в виде плиты с выступами по периметру внутренних стенок изложницы, отличающийся тем, что плита выполнена выпуклой, вытянутой в сторону узких граней и плавно переходящей в выступы по периметру, а величина выпуклости составляет 0,15...0,3 толщины поддона.
Попередній патент: Гідростатична опора
Наступний патент: Оптоволоконний датчик температури
Випадковий патент: Металева зв'язка для абразивного інструменту