Руденко Михайло Миколайович
Джерело енергії для дифузійного зварювання та паяння на основі тліючого розряду з порожнистим катодом
Номер патенту: 93483
Опубліковано: 10.10.2014
Автори: Прибитько Ірина Олександрівна, Руденко Михайло Миколайович, Болотов Максим Геннадійович, Болотов Геннадій Павлович
МПК: B23K 20/14
Мітки: дифузійного, розряду, джерело, паяння, тліючого, порожнистим, катодом, енергії, основі, зварювання
Формула / Реферат:
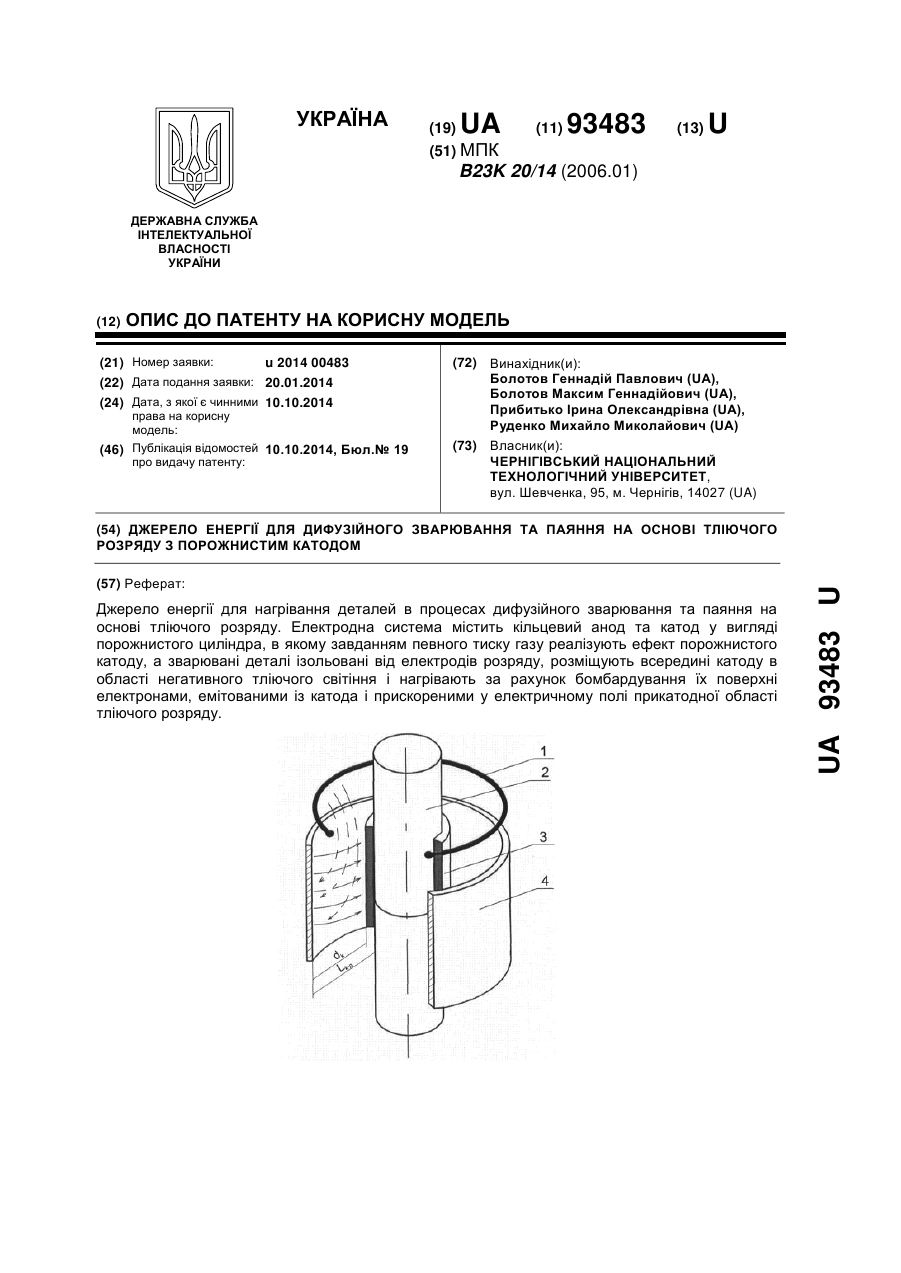
Джерело енергії для нагрівання деталей в процесах дифузійного зварювання та паяння на основі тліючого розряду, яке відрізняється тим, що електродна система містить кільцевий анод та катод у вигляді порожнистого циліндра, в якому завданням певного тиску газу реалізують ефект порожнистого катоду, а зварювані деталі ізольовані від електродів розряду, розміщують всередині катоду в області негативного тліючого світіння і нагрівають за рахунок...
Спосіб дифузійного зварювання металевих деталей через прошарок
Номер патенту: 60407
Опубліковано: 25.06.2011
Автори: Прибитько Ірина Олександрівна, Новомлинець Олег Олександрович, Олексієнко Сергій Владиславович, Харченко Геннадій Костянтинович, Фальченко Юрій В'ячеславович, Руденко Михайло Миколайович
МПК: B23K 20/16
Мітки: спосіб, металевих, прошарок, зварювання, деталей, дифузійного
Формула / Реферат:
Спосіб дифузійного зварювання металевих деталей через прошарок, який відрізняється тим, що процес здійснюється через проміжний перфорований прошарок з матеріалу з високим електричним опором у порівнянні зі зварювальними матеріалами при нагріванні зони зварювання імпульсом струму.
Спосіб дифузійного зварювання у вакуумі через сублімовані прошарки
Номер патенту: 41718
Опубліковано: 10.06.2009
Автори: Ганєєв Тимур Рашитович, Прибитько Ірина Олександрівна, Харченко Геннадій Костянтинович, Новомлинець Олег Олександрович, Руденко Михайло Миколайович
МПК: B23K 20/00
Мітки: вакуумі, сублімовані, зварювання, дифузійного, спосіб, прошарки
Формула / Реферат:
Спосіб дифузійного зварювання у вакуумі через сублімовані прошарки, який включає стискання деталей, що зварюються, нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання, який відрізняється тим, що перед стисканням заготовки, що зварюються, встановлюють та фіксують у робочій камері за допомогою спеціальної оснастки таким чином, щоб зазор між поверхнями становив 0,5-1 мм, потім нагрівають...