Спосіб дифузійного зварювання у вакуумі через сублімовані прошарки
Номер патенту: 41718
Опубліковано: 10.06.2009
Автори: Руденко Михайло Миколайович, Ганєєв Тимур Рашитович, Новомлинець Олег Олександрович, Прибитько Ірина Олександрівна, Харченко Геннадій Костянтинович
Формула / Реферат
Спосіб дифузійного зварювання у вакуумі через сублімовані прошарки, який включає стискання деталей, що зварюються, нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання, який відрізняється тим, що перед стисканням заготовки, що зварюються, встановлюють та фіксують у робочій камері за допомогою спеціальної оснастки таким чином, щоб зазор між поверхнями становив 0,5-1 мм, потім нагрівають зібраний вузол при розрядженні у робочій камері порядку 1,33·10-2 Па до температури сублімації матеріалу однієї з заготовок та витримують протягом 1-5 хвилин, для утворення проміжного тонкого прошарку.
Текст
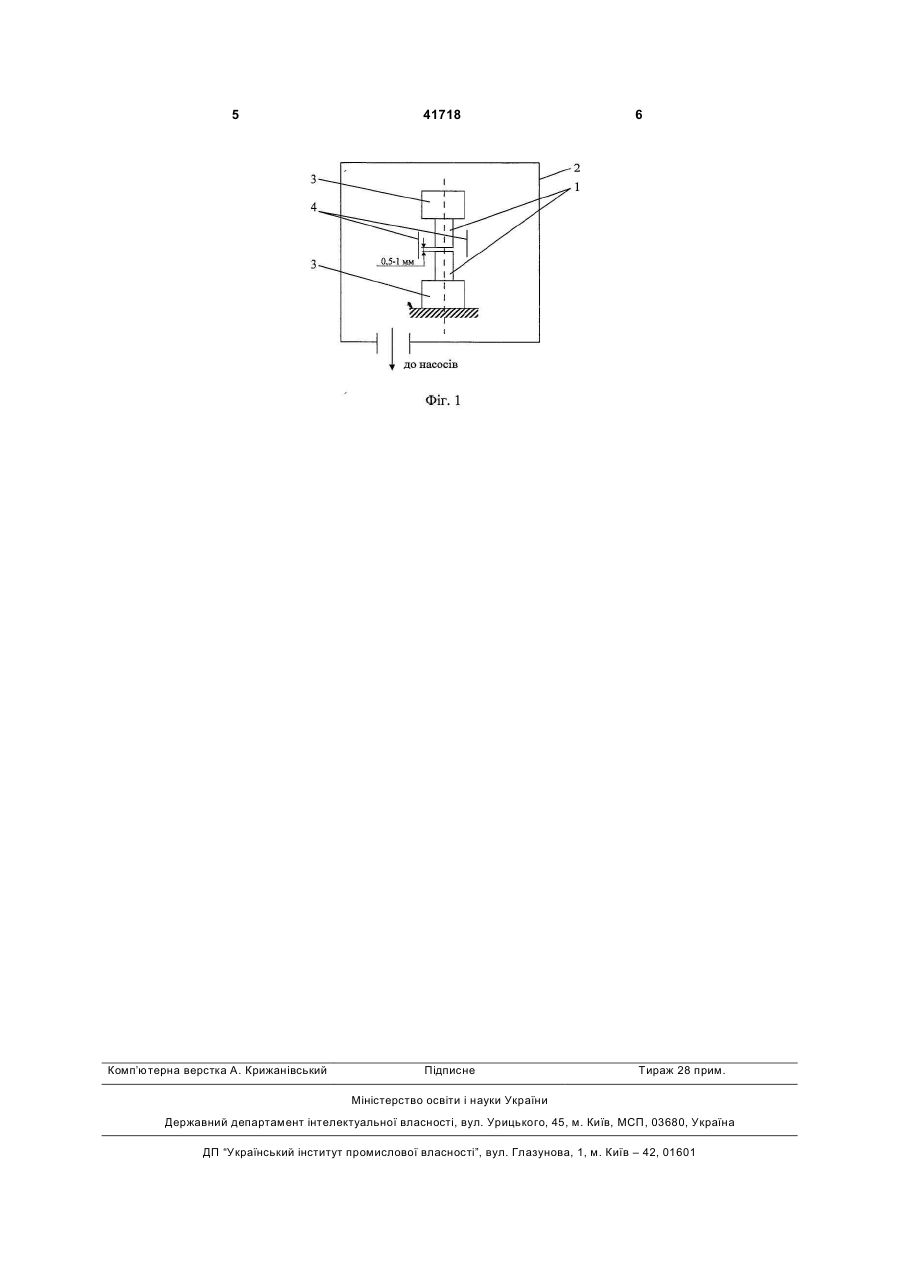
3 41718 4 хні до об'єму, широкий можливий інтервал упорядвакуумі деталей через проміжні напилені прошаркування структури, малу масу, недосконалості крики, коли і напилювання, і зварювання ведуться в сталічної ґратки, що приводить до помітних відхиодній робочій камері. На одну з деталей напилюлень від явищ, що спостерігаються в масивних ють проміжний прошарок випарником електричнозразках. А в результаті того, що плівка утворюютьго типу, а друга в цей час закрита екраном. Після ся з багатьох дискретних зародків, при їх сильній напилювання екран і випарник відводять із зони разорієнтації та зсуві відносно один одного, відбузварювання, деталі зближають, нагрівають і привається утворення дислокацій і сітки вакансій на кладають тиск. Застосування способу підвищує поверхні розділу. Таким чином, тонкі плівки, що якість зварних з'єднань і зменшує час зварювання. мають після напилювання ряд дефектів і недоскоОбидва способи (описаний аналог та корисна налостей, мають велику вільну енергію, що полемодель) дозволяють проводити дифузійне зварюгшує й активує процеси взаємної дифузії при дивання у вакуумі через проміжні прошарки які ствофузійному зварюванні твердих матеріалів [Муха рюються безпосередньо перед зварюванням й не Н.М., Довбищук MLH. Реставрация твердосплаввстигають окислитись. Але, якщо в описаному ной технологической оснастки и инструмента меспособі для створення такого прошарку використодом диффузионной сварки с ионным нагревом в товують додаткове обладнання та третій матеріал, тлеющем разряде // Труды VII Всесоюзной научното винайдений спосіб дозволяє отримувати протехнической конф. "Диффузионная сварка в вакушарки використовуючи тільки поверхневі фізикоуме металлов и сплавов и неметаллических матехімічні процеси, що самовільно відбуваються в риалов". -М., 1973. - С. 179-182.]. зазорі заготовок, що зварюються. Тому дифузійне Зазвичай технологія дифузійного зварювання зварювання за описаним аналогом винаходу почерез напилені прошарки потребує дві вакуумні требує більш складного обладнання, яке повинно камери: для напилення та зварювання. При цьому включати випарник електричного типу та, відповінапилені прошарки встигають окислитись, що змедно, має більшу вартість у порівнянні з корисною ншує ефективність їх використання. моделлю. Мета корисної моделі - розробка технології Спосіб дифузійного зварювання у вакуумі чедифузійного зварювання у вакуумі різнорідних рез сублімовані прошарки полягає в тому, що проматеріалів через тонкі активні прошарки, які утвоцес здійснюється через проміжний активний прорюються безпосередньо під час зварювання до шарок, який створюється безпосередньо під час прикладання зусилля зварювання. зварювання внаслідок проходження процесу субДана мета досягається за рахунок створення лімації матеріалу однієї з заготовок та конденсації температурно-часових умов, при яких один з мана поверхні іншої. Отримання зварного з'єднання з теріалів, що зварюється, сублімує з послідуючою різнорідних матеріалів через тонкі сублімовані конденсацією на поверхню іншого, утворюючі тонпрошарки здійснюється за схемою зображеною на кий напилений прошарок. Фіг.1 у наступній послідовності: Передумовою для цього є дослідження прове1. Заготовки, що зварюються, (1) встановлюдені в роботі [Сублимация никеля в замкнутом ють та фіксують у робочій камері (2) за допомогою пространстве при нагреве / Е.В. Ткаченко, Б.И. спеціальної оснастки (3) таким чином, щоб зазор Медовар, Г.А. Бойко и др. // Проблемы специальміж поверхнями становив 0,5-1мм. ной электрометаллургии. - 1986. - №2. - С. 17-18], 2. Нагрівають зібраний вузол нагрівачем (4) в якій автори показали, що після нагріву контакту при розрядженні у робочій камері порядку 1,33×10-2 нікелю з нержавіючою сталлю (10Х18Н10Т) до Па до температури сублімації матеріалу однієї з температури 1423К і витримки впродовж 1 година заготовки та витримають протягом 1-5 хвилин (для спостерігається утворення на поверхні сталі адсоутворення проміжного тонкого прошарку). рбованого прошарку нікелю внаслідок його сублі3. Приводять в контакт дві поверхні, що звамації, а також в роботі [Сублимация металлов при рюються, та виконують дифузійне зварювання. нагреве в условиях автовакуума / Г.К. Харченко, У випадку, коли температура зварювання меЮ.В. Фальченко, Т.Г. Таранова, и др. // Проблемы нше температури сублімації матеріалу, то зусилля специальной электрометаллургии. — 2002. - №2. зварювання прикладають після зменшення темпеС.50-52], в якій автори показали, що в умовах авратури до необхідної межі. товакуумування в замкнених герметичних об'ємах Дана корисна модель дозволяє здійснювати при нагріві до температури 1223К і витримці впродифузійне зварювання через тонкі проміжні продовж 20-ти хвилин відбувається сублімація міді з шарки за один цикл в одній робочій камері без утворенням конденсату на поверхнях зразків з застосування обладнання для напилення прошармолібдену, хрому, ніобію і нержавіючої сталі. ку, що дозволяє знизити енергозатрати та підвиНайближчим аналогом корисної моделі є спощити якість з'єднань. Запропоновані режими звасіб дифузійного зварювання, описаний в роботі рювання міді з тугоплавкими металами та сталями [Пат. 215723, ГДР. Способ и устройство для дифчерез сублімовані мідні прошарки: температура фузионной сварки через промежуточные прокладзварювання - 1223-1233К; час витримки при темки. Verfahren und Vorrichtung zum Diffusionssпературі зварювання до прикладання зусилля - 1-2 chweiben mit Zwischenschichten. Holland-Moritz хвилини; зусилля зварювання - 15-20МПа, час Wolfram, Mehlhorn Herbert; Ilmenau, Sektion Gerзварювання - 10-15 хвилин, дозволяють збільшити atetechnik; Заявл. 10.05.83, N2512602, опубл. міцність зварних з'єднань на 15-20% у порівнянні із 21.11.84. МКИ В23 К 20/02.]. Автори цієї роботи зварюванням безпосередньо напряму. запропонували спосіб дифузійного зварювання у 5 Комп’ютерна верстка А. Крижанівський 41718 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of diffusion welding in vacuum through sublimated layers
Автори англійськоюKharchenko Hennadii Kostiantynovych, Novomlynets Oleh Oleksandrovych, Prybytko Iryna Oleksandrivna, Hanieiev Tymur Rashytovych, Rudenko Mykhailo Mykolaiovych
Назва патенту російськоюСпособ диффузионной сварки в вакууме через сублимированные прослойки
Автори російськоюХарченко Геннадий Константинович, Новомлинец Олег Александрович, Прибитько Ирина Александровна, Ганеев Тимур Рашитович, Руденко Михаил Николаевич
МПК / Мітки
МПК: B23K 20/00
Мітки: зварювання, вакуумі, дифузійного, сублімовані, прошарки, спосіб
Код посилання
<a href="https://ua.patents.su/3-41718-sposib-difuzijjnogo-zvaryuvannya-u-vakuumi-cherez-sublimovani-prosharki.html" target="_blank" rel="follow" title="База патентів України">Спосіб дифузійного зварювання у вакуумі через сублімовані прошарки</a>
Спосіб дифузійного зварювання металів
Номер патенту: 79181
Опубліковано: 25.05.2007
Автори: Половинко Володимир Дмитрович, Вовченко Олександр Іванович, Юрченко Євген Степанович
МПК: B23K 31/02
Мітки: зварювання, спосіб, дифузійного, металів
Формула / Реферат:
Спосіб дифузійного зварювання металів, який включає стискання деталей, що зварюються, нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання, який відрізняється тим, що після стискання деталей по черзі через кожну деталь уздовж зони зварювання пропускають серію імпульсів однополярного струму чи імпульсів змінного струму амплітудною щільністю
Спосіб дифузійного зварювання матеріалів
Номер патенту: 23414
Опубліковано: 25.05.2007
Автори: Квасницький Віктор Вячеславович, Матвієнко Максим Валентинович, Бугаєнко Борис Васильович, Єрмолаєв Геннадій Володимирович, Квасницький Вячеслав Федорович, Волошин Валерій Юрійович
МПК: B23K 20/14
Мітки: зварювання, дифузійного, матеріалів, спосіб
Формула / Реферат:
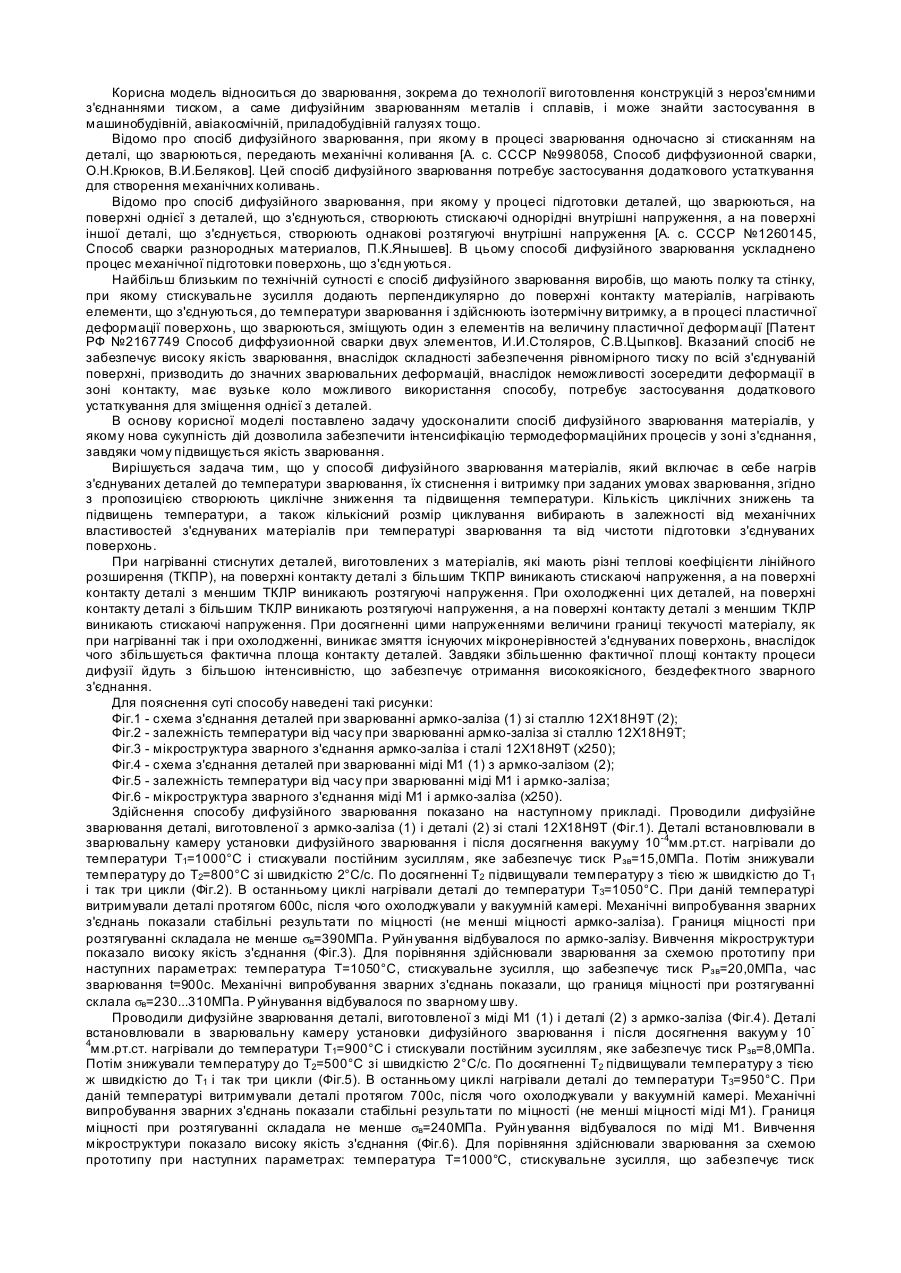
1. Спосіб дифузійного зварювання матеріалів, при якому проводять нагрів з'єднуваних деталей до температури зварювання, їх стиснення і витримку при заданих умовах, який відрізняється тим, що в процесі зварювання створюють циклічне зниження та підвищення температури.2. Спосіб за п. 1, який відрізняється тим, що кількість циклічних знижень та підвищень температури, а також кількісний розмір циклування вибирають в залежності від...
Спосіб дифузійного зварювання матеріалів
Номер патенту: 81583
Опубліковано: 10.01.2008
Автори: Матвієнко Максим Валентинович, Квасницький Віктор Вячеславович, Квасницький Вячеслав Федорович, Волошин Валерій Юрійович, Єрмолаєв Геннадій Володимирович, Бугаєнко Борис Васильович
МПК: B23K 20/14
Мітки: зварювання, спосіб, дифузійного, матеріалів
Формула / Реферат:
1. Спосіб дифузійного зварювання матеріалів, що включає в себе нагрів з'єднуваних деталей до температури зварювання, їх стиснення і витримку при заданих умовах, який відрізняється тим, що в процесі зварювання створюють циклічне зниження та підвищення температури.2. Спосіб за п. 1, який відрізняється тим, що кількість циклічних знижень та підвищень температури, а також кількісний розмір...
Спосіб дифузійного зварювання графітових виробів усатюка
Номер патенту: 36935
Опубліковано: 16.04.2001
Автор: Усатюк Дмитро Андрійович
МПК: B23K 20/16
Мітки: графітових, усатюка, дифузійного, спосіб, виробів, зварювання
Текст:
...молібденовій підставці 3 встановлюють зварювану графітову деталь 4, яка одночасно є графітовим нагрівачем вакуумної електропечі. В камері 1 розташовані теплові екрани 5 та підключено балон з аргоном 6 через натікач 7 з натікачем 8 для напуску повітря та форвакуумний насос 9 через затвор 10. Графітова деталь 4 складається з двох складових частин - робочої частини 11 та несучої частини 12, зварний шов 13. Для виключення забруднення...
Спосіб дифузійного хромування у вакуумі стальних виробів
Номер патенту: 5687
Опубліковано: 28.12.1994
Автор: Коваленко Василь Опанасович
МПК: C23C 10/10, C23C 10/32
Мітки: стальних, спосіб, виробів, хромування, дифузійного, вакуумі
Формула / Реферат:
Способ диффузионного хромирования в вакууме стальных изделий, преимущественно с поверхностью любой сложности, включающий покрытие изделия порошком хрома, вакуумирование реакционного объема до получения давления менее 1,33 Па, нагрев до температуры хромирования и выдержку, отличающийся тем, что нагрев проводят до 1100-1120°С, а в качестве порошка хрома используют дисперсный порошок хрома, полученный методом восстановления гидридом кальция.
Попередній патент: Вузол ручки
Наступний патент: Спосіб встановлення теплообмінника теплової насосної установки з оборотним гідравлічним циклом
Випадковий патент: Установка для активації цементної суспензії