Джерело енергії для дифузійного зварювання та паяння на основі тліючого розряду з порожнистим катодом
Номер патенту: 93483
Опубліковано: 10.10.2014
Автори: Болотов Максим Геннадійович, Болотов Геннадій Павлович, Руденко Михайло Миколайович, Прибитько Ірина Олександрівна




Формула / Реферат
Джерело енергії для нагрівання деталей в процесах дифузійного зварювання та паяння на основі тліючого розряду, яке відрізняється тим, що електродна система містить кільцевий анод та катод у вигляді порожнистого циліндра, в якому завданням певного тиску газу реалізують ефект порожнистого катоду, а зварювані деталі ізольовані від електродів розряду, розміщують всередині катоду в області негативного тліючого світіння і нагрівають за рахунок бомбардування їх поверхні електронами, емітованими із катода і прискореними у електричному полі прикатодної області тліючого розряду.
Текст
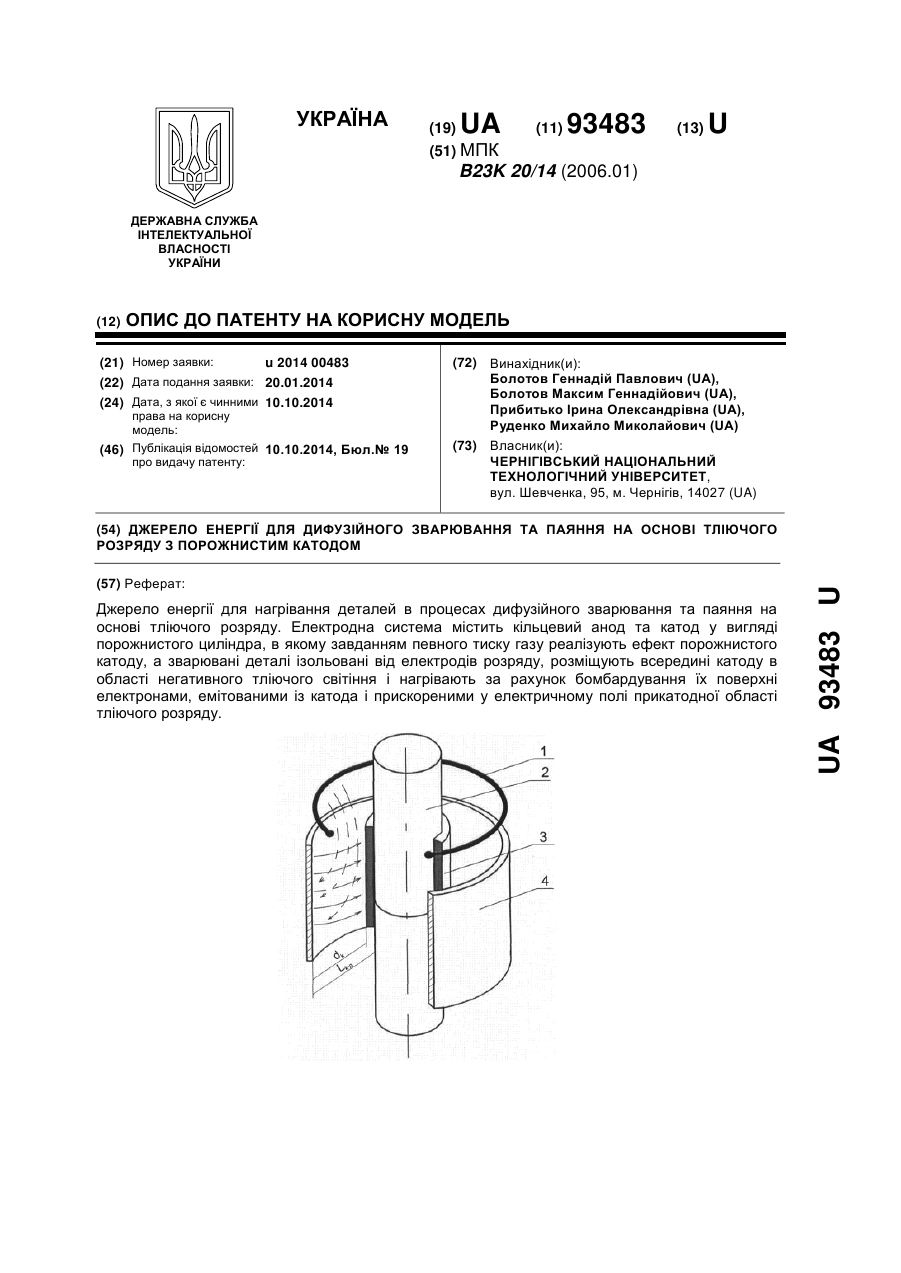
Реферат: Джерело енергії для нагрівання деталей в процесах дифузійного зварювання та паяння на основі тліючого розряду. Електродна система містить кільцевий анод та катод у вигляді порожнистого циліндра, в якому завданням певного тиску газу реалізують ефект порожнистого катоду, а зварювані деталі ізольовані від електродів розряду, розміщують всередині катоду в області негативного тліючого світіння і нагрівають за рахунок бомбардування їх поверхні електронами, емітованими із катода і прискореними у електричному полі прикатодної області тліючого розряду. UA 93483 U (54) ДЖЕРЕЛО ЕНЕРГІЇ ДЛЯ ДИФУЗІЙНОГО ЗВАРЮВАННЯ ТА ПАЯННЯ НА ОСНОВІ ТЛІЮЧОГО РОЗРЯДУ З ПОРОЖНИСТИМ КАТОДОМ UA 93483 U UA 93483 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до формування нероз'ємних з'єднань способом дифузійного зварювання у вакуумі або захисному газовому середовищі і може бути використана при отриманні прецизійних зварних виробів із однорідних та різнорідних матеріалів у машинобудуванні, приладобудуванні та інших галузях промисловості. Дифузійне зварювання здійснюється в твердій фазі при підвищених температурах із прикладанням зусилля стискання до зони зварювання [Казаков Η.Φ. Диффузионная сварка материалов. /Н.Ф.Казаков - М.: Машиностроение, 1976. -311 с.]. Загалом утворення з'єднання при дифузійному зварюванні обумовлюється дією трьох параметрів: температури нагріву, стискаючого зусилля та часу ізотермічної витримки (зварювання). Температура нагріву є основним параметром дифузійного зварювання і складає 0,7…0,9 від температури плавлення найбільш легкоплавкого матеріалу у з'єднуваній композиції. Нагрівання зони зварювання необхідне для прискорення взаємної дифузії атомів матеріалів через поверхню етика та забезпечення їх локальної пластичної деформації - зминання нерівностей з'єднуваних поверхонь у зоні їх контакту. При дифузійному зварюванні металевих та неметалевих матеріалів нагрівання деталей до заданих температур здійснюють джерелами енергії різної фізичної природи: індукційними (струмами високої частоти), радіаційними, електроконтактними, газорозрядними [Бачин В.А Теория, технология и оборудование диффузионной сварки /Бачин В.А., Квасницкий В.Ф., Котельников Д.И. -Μ.: Машиностроение. 1991. -350 с.]. Багаторічний досвід їх застосування визначив переваги та обмеженості кожного з них. Індукційний спосіб нагріву, який здійснюється струмами високої частоти, потребує застосування потужного високочастотного устаткування і тому є вартісним і технічно складним у експлуатації та ремонті. Крім того, багатоступеневе перетворення електричної енергії на вході високочастотного генератора у теплову, що виділяється у виробі, призводить до зниження енергетичної ефективності індукційного нагріву до 20-30 %. Електроконтактний спосіб нагріву, який здійснюється за рахунок виділення теплоти при проходженні через з'єднувані деталі електричного струму має більш високий енергетичний К.К.Д. - 0,7…0,8, однак має, як і попередній індукційний нагрів, суттєвий недолік, пов'язаний із можливістю нагрівання та зварювання лише електропровідних металевих матеріалів. Радіаційний спосіб нагріву, що реалізується завдяки теплопередачі випромінюванням від розжарених вольфрамових або молібденових нагрівачів, володіє більш широкими технологічними можливостями, оскільки дозволяє здійснювати нагрівання і зварювання як металевих, так і неметалевих матеріалів в різних сполученнях. Однак, радіаційний нагрів супроводжується значним розсіюванням енергії у просторі, що знижує його ефективність до 1015 %. Крім того, цей спосіб в силу фізико-хімічних властивостей тугоплавких металів при високих температурах може здійснюватися лише у глибокому вакуумі. Це вимагає застосування відповідного високовакуумного устаткування, що робить цей процес технічно складним, вартісним і малопродуктивним. Найбільш близьким до корисної моделі, що пропонується, є спосіб нагріву при дифузійному зварюванні на основі газорозрядних джерел енергії, в якості яких застосовується нормальний або аномальний тліючий розряд, що горить в середовищі захисних газів при тисках нижче атмосферного. Передумовою розробки цих джерел енергії є дослідження, проведені в роботі [Ванин B.C. Сварка и пайка металлов в тлеющем разряде / Ванин B.C. - Автоматическая сварка.- 1962. №4. с. 23-25.], де показана принципова можливість застосування в якості джерела нагріву при дифузійному зварюванні та паянні аномального тліючого розряду, коли при щільності струму 2 0,15 А/см та напрузі 2500В в середовищі ацетону та вуглеводню була отримана температура деталей, що зварюються, на рівні 1273…1473 К. В роботі [Бабад-Захряпин А.А. Химико-термическая обработка в тлеющем разряде / БабадЗахряпин А.А., Кузнецов Г.Д. - Μ.: Атомиздат, 1975,-176 с.], вказується на можливість застосування аномального тліючого розряду в процесах високотемпературної хіміко-термічної обробки металів. Максимальна потужність тліючого розряду, що використовується в промислових умовах для азотування сталей досягає 100 кВт. В роботі [Котельников Д.И. Технологические особенности применения тлеющего разряда при сварке / Котельников Д.И. Технология и организация производства. - 1976. -№7. -с. 57-59.] встановлено, що іонний нагрів при дифузійному зварюванні доцільно здійснювати нормальним тліючим розрядом, що горить в замкненому об'ємі з газовим середовищем при тисках газу 1,3326,6 кПа та напрузі 300…600 В між двома електродами, одним з яких - катодом є деталі, що зварюються. 1 UA 93483 U 5 10 15 20 25 30 35 40 45 50 55 60 У роботі [Котельников Д.И. Сварка давлением в тлеющем разряде / Д.И. Котельников - Μ.: Металлургия. 1981. - 116 с.] приведені результати експериментальних та промислових порівнянь ефективності різних джерел енергії, які показали, що з точки зору повноти вимог найбільш ефективним для дифузійного зварювання є тліючий розряд. Однак подальший розвиток і широке промислове застосування тліючого розряду як джерела енергії для процесів зварювання стримується його недостатньою технологічністю, пов'язаною, в першу чергу, із обмеженим діапазоном зварюваних матеріалів, оскільки деталі, що з'єднуються, являються одним з електродів розряду. Останнє не дозволяє зварювати діелектричні матеріали, тобто неметали (технічне скло, ситали, кераміка та ін.), які є основою багатьох нових приладів, вузлів та механізмів. В основу корисної моделі поставлена задача розробки високотехнологічного енергозберігаючого газорозрядного джерела енергії для процесів дифузійного зварювання та паяння різнорідних матеріалів. Поставлена задача вирішується тим, що на основі застосування тліючого розряду з ефектом порожнистого катоду, при якому деталі, що зварюються, не мають гальванічного зв'язку з електродами розряду. Джерело енергії для нагрівання деталей в процесах дифузійного зварювання та паяння на основі тліючого розряду, згідно корисної моделі електродна система містить кільцевий анод та катод у вигляді порожнистого циліндра, в якому завданням певного тиску газу реалізують ефект порожнистого катоду, а зварювані деталі ізольовані від електродів розряду, розміщують всередині катоду в області негативного тліючого світіння і нагрівають за рахунок бомбардування їх поверхні електронами, емітованими із катода і прискореними у електричному полі прикатодної області тліючого розряду. Суть корисної моделі пояснює креслення. Де 1- анод; 2 - деталі, що зварюють; 3 - порожнистий катод; 4 - шар негативного тліючого світіння; →- траєкторія руху позитивних іонів; → - траєкторія руху електронів. Передумовою для розробки такого джерела є результати роботи [Москалев Б.И. Разряд с полым катодом./ Б.И. Москалев - М.: Энергия, 1969. - 183 с.] по формуванню електронних пучків для газорозрядних електронно-променевих гармат за допомогою тліючого розряду з порожнистим катодом. Для умов дифузійного зварювання доцільно застосовувати циліндричний металевий порожнистий катод. Діаметр та висота порожнини катода визначаються розмірами зварюваних деталей, які розміщують в центрі порожнини еквідістантно її поверхні. Біля одного або двох отворів катоду розташовують кільцеві аноди (рисунок 1). Зварювані деталі не пов'язані з електродами розряду і є електрично нейтральними, тому можуть бути виконані як з електропровідного, так і не електропровідного матеріалу. В робочій камері після відкачування повітря до досягнення розрідження 0,05…1 Па створюється захисна газова атмосфера напусканням інертного або відновлювального газу (аргон, азот, водень та ін.) до його тиску 100…300 Па. Ефект порожнистого катода досягається шляхом поступового зниження тиску газу в розрядному проміжку до тих пір, поки негативне тліюче світіння розряду не зосередиться повністю всередині порожнини. Візуально це спостерігається як значне підвищення яскравості світіння розряду із одночасним стрибкоподібним зростанням його струму, що викликається суттєвим підвищенням інтенсивності іонізації газового середовища в об'ємі порожнини із відповідним підсиленням потоку позитивних іонів, що бомбардують катод і викликають емісію електронів з його поверхні. Емітовані електрони під дією електричного поля в прикатодній області розряду рухаються в напрямку до деталей, поступово набуваючи енергію, яку віддають у вигляді теплоти при зіткненні з поверхнею деталей. В процесі нагріву на поверхні деталей необхідно підтримувати шар негативного тліючого світіння незначної товщини, в якому енергія емітованих з катода і бомбардуючих поверхню деталей електронів наближається до максимальних значень. Товщина цього шару встановлюється відповідним вибором величини тиску газу в камері згідно залежності pdк = c, де с - константа [Райзер Ю.П. Физика газового разряда./ Ю.П. Райзер - М.: Наука. 1987. - 590 с.], р тиск газу, dк - протяжність області катодного падіння потенціалу, яка для даного способу має складати dк = 0,7-0,9 L. В залежності від величини зазору L між катодом та поверхнею деталей нагрів тліючим розрядом із порожнистим катодом до температур 873-1573 К може здійснюватись при тисках 2 UA 93483 U 5 10 газу 1-100 Па, струмах розряду 0,05-1,0 А, напрузі на електродах 500-3000 В. Енергетична ефективність нагріву при L=0,01 м досягає 50-55 %, а при збільшенні величини зазору до L=0,03 м знижується до 30-35 % внаслідок зростання втрат енергії електронів на зіткнення із молекулами газу та можливості їх виходу з порожнини катоду в напрямку до анода. Оскільки процес зварювання із застосуванням ефекту порожнистого катоду здійснюється при відносно неглибокому розрідженні виключається необхідність застосування високовакуумних вузлів та систем, що суттєво знижує вартість і термін окупності устаткування. Найбільш ефективною галуззю застосування дифузійного зварювання із нагрівом тліючим розрядом з порожнистим катодом є зварні вироби, які мають обмежені (одиниці сантиметрів) розміри як і радіальному, так і в аксіальному напрямках. На практиці до таких виробів можна віднести, в першу чергу, датчики різного функціонального призначення та різної фізичної природи (датчики тиску, сили, прискорення), які широко застосовуються практично в усіх галузях промисловості, прецизійні елементи з різнорідних матеріалів у вузлах точної механіки, машинобудуванні та приладобудуванні. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Джерело енергії для нагрівання деталей в процесах дифузійного зварювання та паяння на основі тліючого розряду, яке відрізняється тим, що електродна система містить кільцевий анод та катод у вигляді порожнистого циліндра, в якому завданням певного тиску газу реалізують ефект порожнистого катоду, а зварювані деталі ізольовані від електродів розряду, розміщують всередині катоду в області негативного тліючого світіння і нагрівають за рахунок бомбардування їх поверхні електронами, емітованими із катода і прискореними у електричному полі прикатодної області тліючого розряду. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюPrybytko Iryna Oleksandrivna, Rudenko Mykhailo Mykolaiovych
Автори російськоюПрибитько Ирина Александровна, Руденко Михаил Николаевич
МПК / Мітки
МПК: B23K 20/14
Мітки: катодом, порожнистим, тліючого, розряду, паяння, джерело, енергії, зварювання, дифузійного, основі
Код посилання
<a href="https://ua.patents.su/5-93483-dzherelo-energi-dlya-difuzijjnogo-zvaryuvannya-ta-payannya-na-osnovi-tliyuchogo-rozryadu-z-porozhnistim-katodom.html" target="_blank" rel="follow" title="База патентів України">Джерело енергії для дифузійного зварювання та паяння на основі тліючого розряду з порожнистим катодом</a>
Ультрафіолетова газорозрядна лампа тліючого розряду з рідинним катодом
Номер патенту: 88219
Опубліковано: 11.03.2014
Автори: Месарош Лівіа Василівна, Чучман Михайло Петрович, Грабова Ірина Аркадіївна, Шуаібов Олександр Камілович
МПК: H01S 3/097
Мітки: газорозрядна, рідинним, розряду, ультрафіолетова, катодом, тліючого, лампа
Формула / Реферат:
Ультрафіолетова газорозрядна лампа з рідинним катодом, яка містить металевий анод та рідинний катод, джерело постійної високої напруги, баластний опір і робочу газову суміш повітря та парів води, яка відрізняється тим, що для формування плазми, що випромінює в неканцерогенній ультрафіолетовій ділянці спектра, використано неперервний тліючий розряд атмосферного тиску з рідким катодом та металевим анодом, який запалюється в газовій суміші...
Спосіб керування джерелом електронів високовольтного тліючого розряду і газ для його здійснення

Номер патенту: 53065
Опубліковано: 15.01.2003
Автор: Новіков Анатолій Олександрович
МПК: H01J 17/02
Мітки: високовольтного, тліючого, електронів, розряду, керування, джерелом, здійснення, газ, спосіб
Формула / Реферат:
1. Спосіб керування джерелом електронів високовольтного тліючого розряду шляхом зміни складу і тиску робочого газу, який відрізняється тим, що зміни співвідношень потоків окремих компонентів газу здійснюють синхронно і протифазно без зміни величини загального потоку газу.2. Газ для способу керування джерелом електронів високовольтного тліючого розряду, що містить (0,95-0,05) об’ємних долей важкого газу, переважно повітря, чи азоту...
Автоелектронний емітер тліючого розряду
Номер патенту: 81339
Опубліковано: 25.12.2007
Автори: Лаптій Віктор Кирилович, Кісельов Володимир Костянтинович, Кулешов Євген Митрофанович
МПК: H01J 37/06, H01J 1/30
Мітки: емітер, тліючого, автоелектронний, розряду
Формула / Реферат:
1. Автоелектронний емітер тліючого розряду, що включає електропровідну підкладку, на поверхні якої знаходиться тонка діелектрична плівка окису металу, вибраного із ряду - Al, Mg, Ca, B, Be, Cs, Zr, Th, Ta, який відрізняється тим, що на краю підкладки припасовано мішень у вигляді стрічки з металу, з окису якого сформовано діелектричну плівку, при цьому площа мішені складає 2-5 відсотків від площі діелектричної плівки, а над поверхнею...
Спосіб дифузійного зварювання металів
Номер патенту: 79181
Опубліковано: 25.05.2007
Автори: Юрченко Євген Степанович, Половинко Володимир Дмитрович, Вовченко Олександр Іванович
МПК: B23K 31/02
Мітки: зварювання, дифузійного, металів, спосіб
Формула / Реферат:
Спосіб дифузійного зварювання металів, який включає стискання деталей, що зварюються, нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання, який відрізняється тим, що після стискання деталей по черзі через кожну деталь уздовж зони зварювання пропускають серію імпульсів однополярного струму чи імпульсів змінного струму амплітудною щільністю
Спосіб дугового зварювання, наплавлення або паяння електродом, що плавиться, та джерело струму для його здійснення
Номер патенту: 104214
Опубліковано: 10.01.2014
Автори: Патон Борис Євгенович, Кривцун Ігор Віталійович, Сидорук Володимир Степанович, Колєснік Георгій Фомич, Максимов Сергій Юрійович
Мітки: джерело, спосіб, плавиться, наплавлення, здійснення, електродом, струму, зварювання, дугового, паяння
Формула / Реферат:
1. Спосіб дугового зварювання, наплавлення або паяння плавким електродом, що подають у зону дуги з постійною середньозваженою швидкістю, за яким відбувається самоплинна періодична зміна довжини дуги, із саморегулюванням плавлення електрода, який відрізняється тим, що середньозважену щільність струму на електроді підтримують на рівні менше, ніж потрібно при механізованому способі дугового зварювання, процес дугового плавлення електрода...
Попередній патент: Четвертинні солі 1-[(2,4-дитретбутил)феноксі-1-етоксі]-3-(n-алкілдіалкіламоній)-2-пропанолу
Наступний патент: Спосіб вирощування картоплі ранньої зі свіжозібраних бульб у двоврожайній культурі
Випадковий патент: Пристрій для поштучного відбору із стопи плоскоскладених заготовок коробок і їх формування