Великий Петро Миколайович
Спосіб поділу пруткових металів і сплавів
Номер патенту: 45445
Опубліковано: 10.11.2009
Автори: Носуленко Віктор Іванович, Гаращенко Юрій Миколайович, Великий Петро Миколайович
МПК: B03C 7/00
Мітки: металів, спосіб, поділу, сплавів, пруткових
Формула / Реферат:
Спосіб електроерозійного поділу пруткового металу на мірні заготовки тонкостінним видовженим пластинчатої форми електродом-інструментом, при його поступальному русі, який відрізняється тим, що реалізують стаціонарну електричну дугу в поперечному потоці робочого середовища, який формується в напрямку повздовжньої осі електрода-інструмента за рахунок спеціальної, електрично ізольованої деталі, що геометрично охоплює з двох сторін зону різання...
Спосіб електроерозійної обробки робочих спряжених пар штампів суміщеної дії
Номер патенту: 29603
Опубліковано: 25.01.2008
Автори: Великий Петро Миколайович, Носуленко Віктор Іванович, Чумаченко Ольга Сергіївна, Шмельов Віталій Миколайович
МПК: B23H 1/00
Мітки: дії, спосіб, штампів, робочих, спряжених, пар, електроерозійної, обробки, суміщеної
Формула / Реферат:
Спосіб електроерозійної обробки робочих спряжених пар штампів суміщеної дії, коли використовують факт зносу пластинчатого електрода, отримуючи безступеневий пуансон змінного по довжині поперечного перерізу, з якого одержують пуансон-інструмент та пуансон-електрод, а матрицю отримують методом прямого копіювання проміжним елекродом-інструментом, забезпечуючи необхідний штампувальний зазор між пуансоном і матрицею, виконавчі розміри якого...
Спосіб розмірної обробки ступінчастих стержнів електричною дугою
Номер патенту: 69535
Опубліковано: 15.09.2004
Автори: Шмельов Віталій Миколайович, Носуленко Віктор Іванович, Великий Петро Миколайович, Чумаченко Ольга Сергіївна
Мітки: електричною, розмірної, обробки, ступінчастих, спосіб, стержнів, дугою
Формула / Реферат:
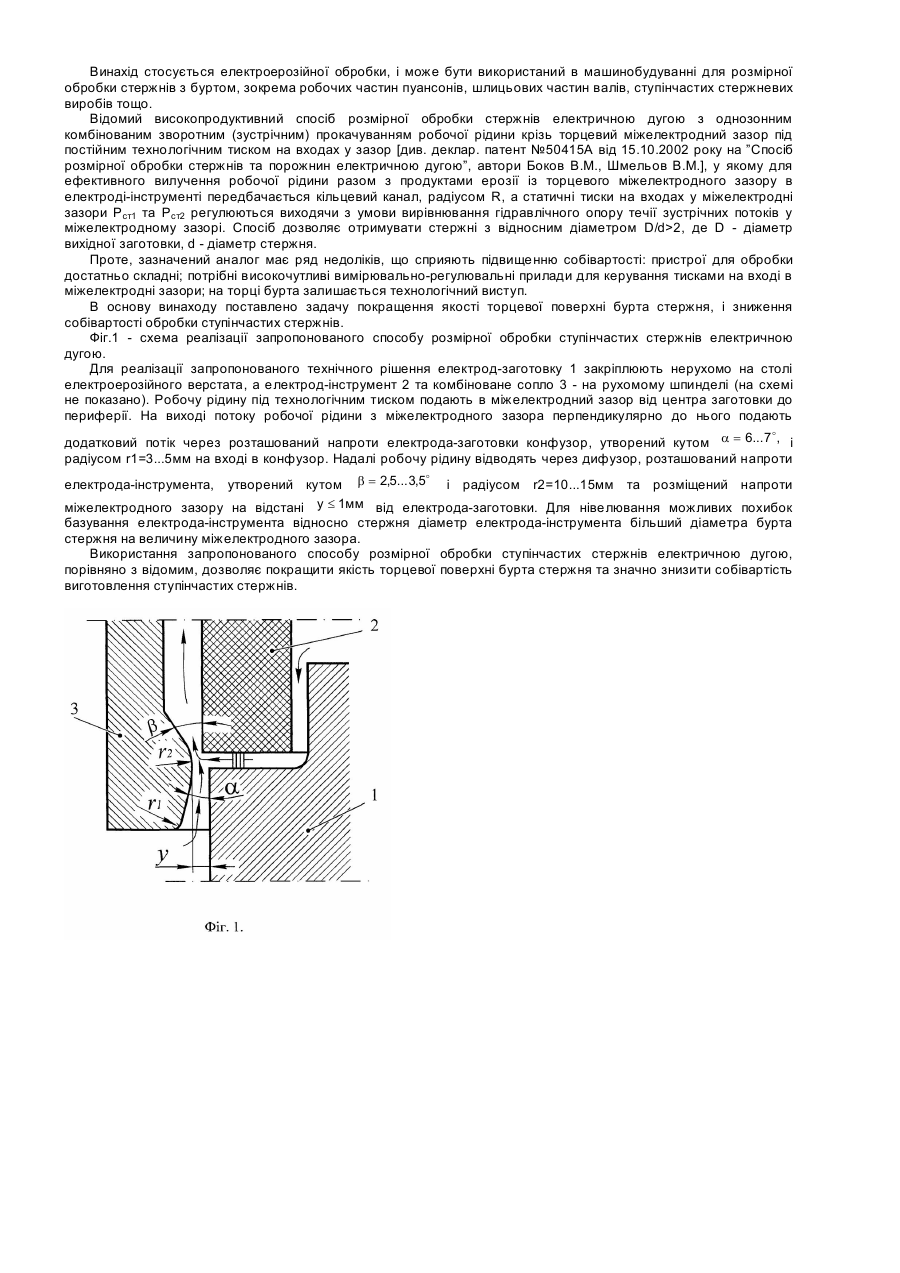
Спосіб розмірної обробки ступінчастих стержнів електричною дугою з прямим прокачуванням робочої рідини, від центра до периферії електрода, крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що на виході потоку робочої рідини з міжелектродного зазору перпендикулярно до нього подають додатковий потік за наявності конфузора, розташованого напроти електрода-заготовки, утворений кутом α, що дорівнює 6...7°, і...