Спосіб електроерозійної обробки робочих спряжених пар штампів суміщеної дії
Номер патенту: 29603
Опубліковано: 25.01.2008
Автори: Великий Петро Миколайович, Чумаченко Ольга Сергіївна, Носуленко Віктор Іванович, Шмельов Віталій Миколайович
Формула / Реферат
Спосіб електроерозійної обробки робочих спряжених пар штампів суміщеної дії, коли використовують факт зносу пластинчатого електрода, отримуючи безступеневий пуансон змінного по довжині поперечного перерізу, з якого одержують пуансон-інструмент та пуансон-електрод, а матрицю отримують методом прямого копіювання проміжним елекродом-інструментом, забезпечуючи необхідний штампувальний зазор між пуансоном і матрицею, виконавчі розміри якого визначають як суму відповідних розмірів пуансона-інструмента та величини, яка являє собою різницю штампувального та міжелектродного зазорів, який відрізняється тим, що обробку робочих спряжених пар штампів суміщеної дії, а саме: пуансонів, матриць, пуансонів-матриць, знімачів, виштовхувачів, штовхачів, матриць-пуансонів, проводять за допомогою одного точно виготовленого графітового електрода-інструмента, що має зовнішній і внутрішній робочі контури, за умов, коли за перший перехід графітовим електродом-інструментом виготовляють знімач, при цьому робочу рідину прокачують від периферії електрода-інструмента до його центра; за другий перехід графітовим електродом-інструментом виготовляють металевий електрод-інструмент та матрицю-пуансон, при цьому робочу рідину прокачують одночасно від периферії і від центра графітового електрода-інструмента з відводом через отвори в матриці-пуансоні, що призначено для штовхачів виштовхувача; за третій перехід графітовим електродом-інструментом виготовляють металевий електрод-інструмент для виготовлення виштовхувача з прокачуванням робочої рідини, аналогічно як і в другому переході; за четвертий перехід: металевим електродом-інструментом, що закріплено на матриці-пуансоні, виготовляють пуансон-матрицю з прокачуванням робочої рідини через отвори в матриці-пуансоні; за п’ятий перехід металевим електродом-інструментом, що кріпиться на матриці-пуансоні, виготовляють виштовхувач з прокачуванням робочої рідини, аналогічно четвертому переходу.
Текст
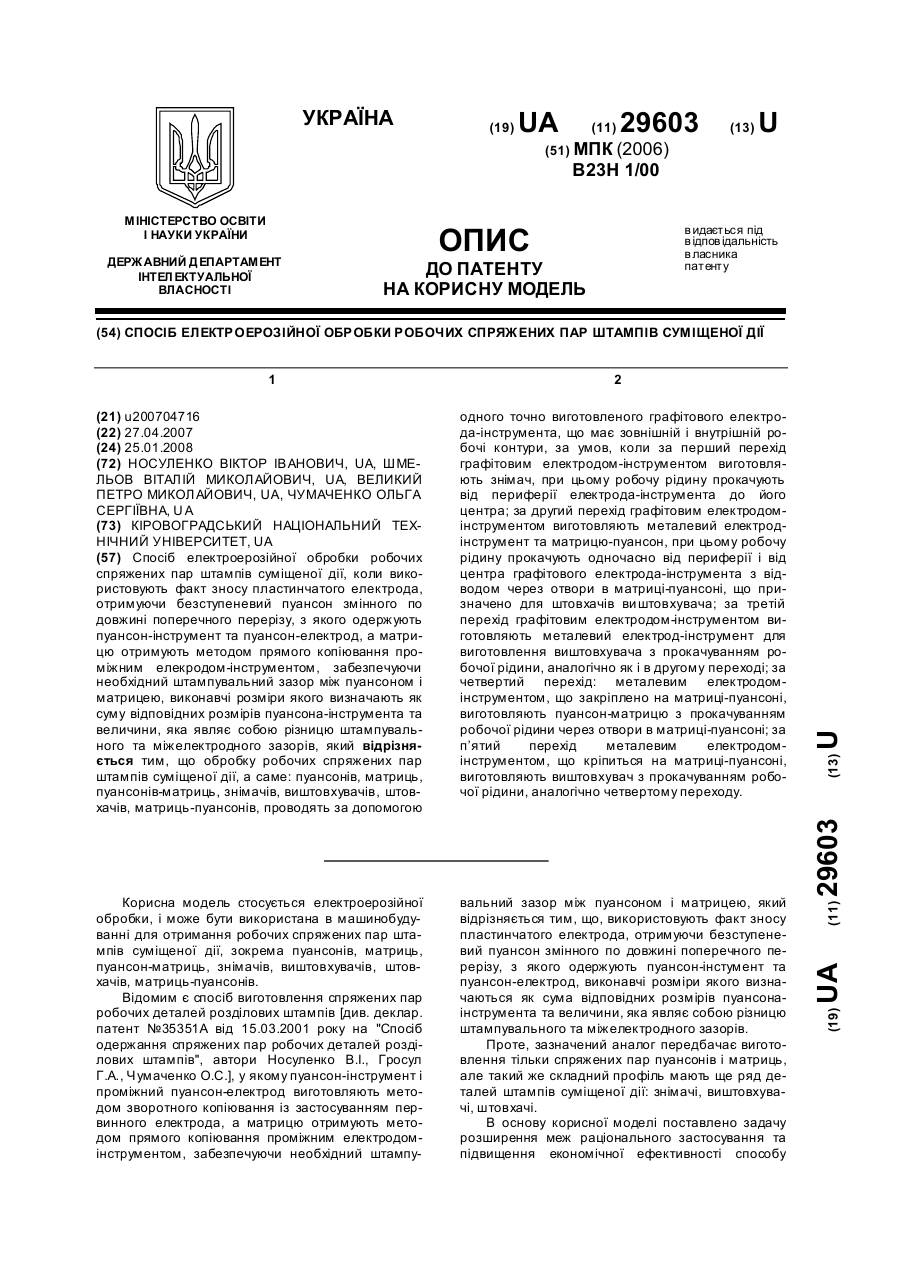
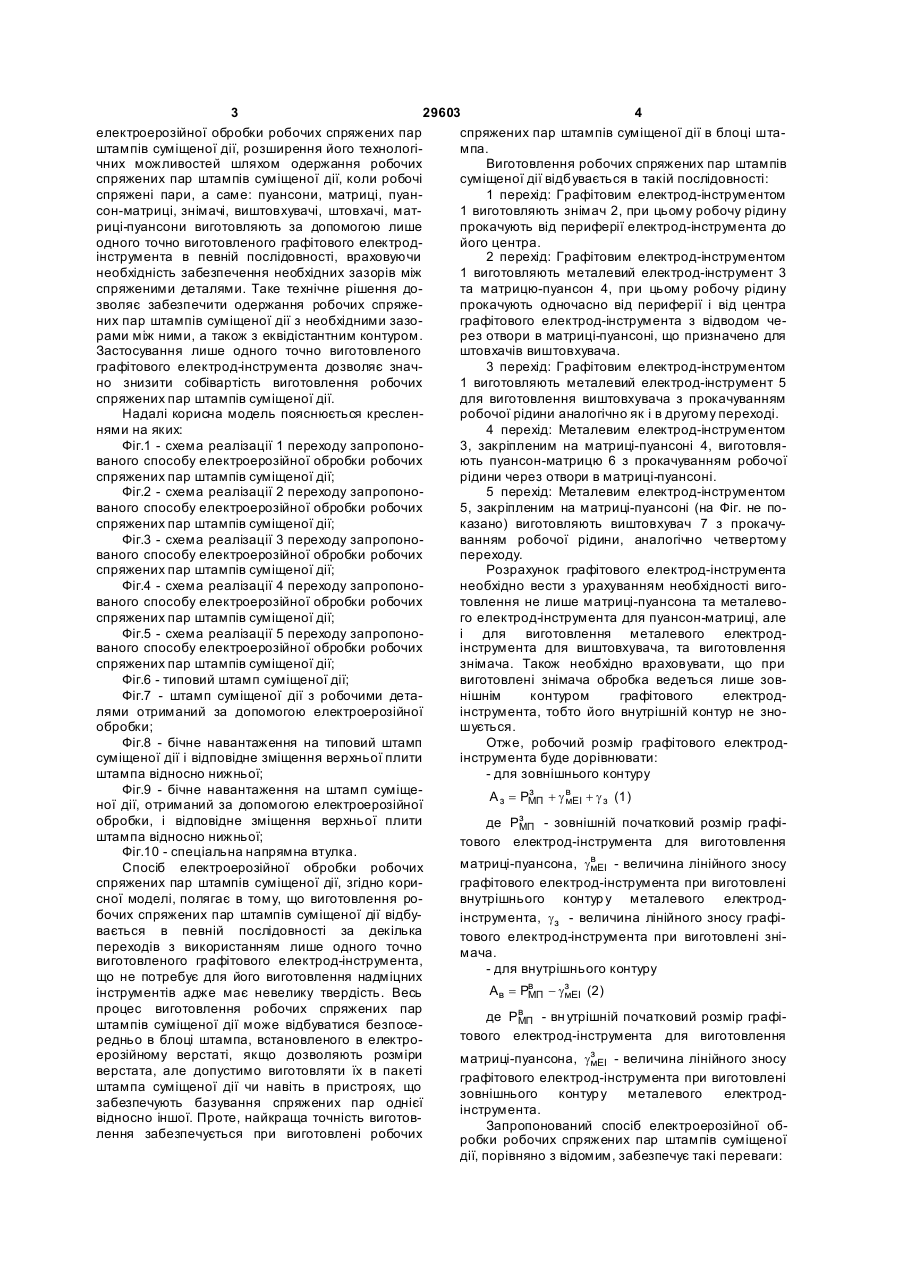
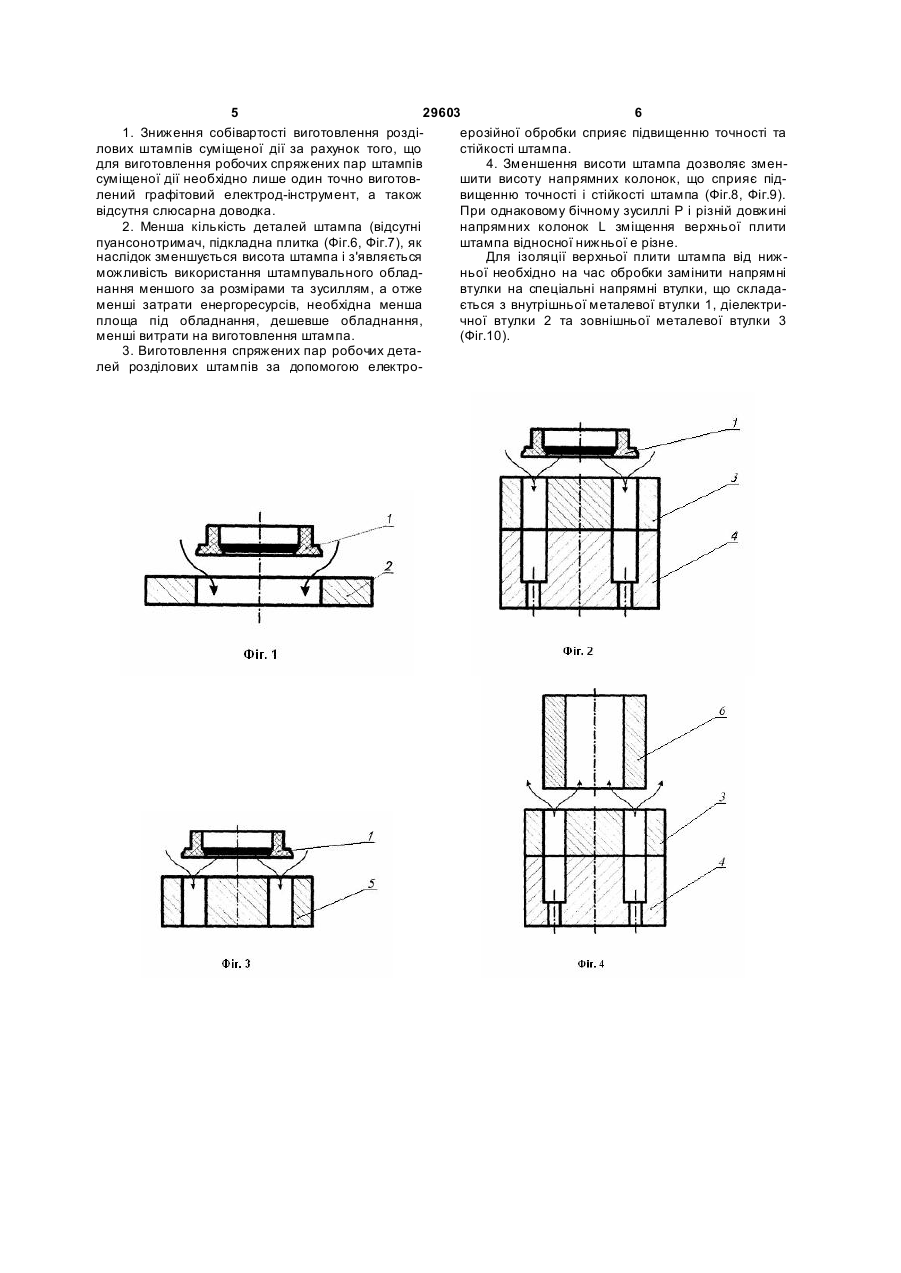
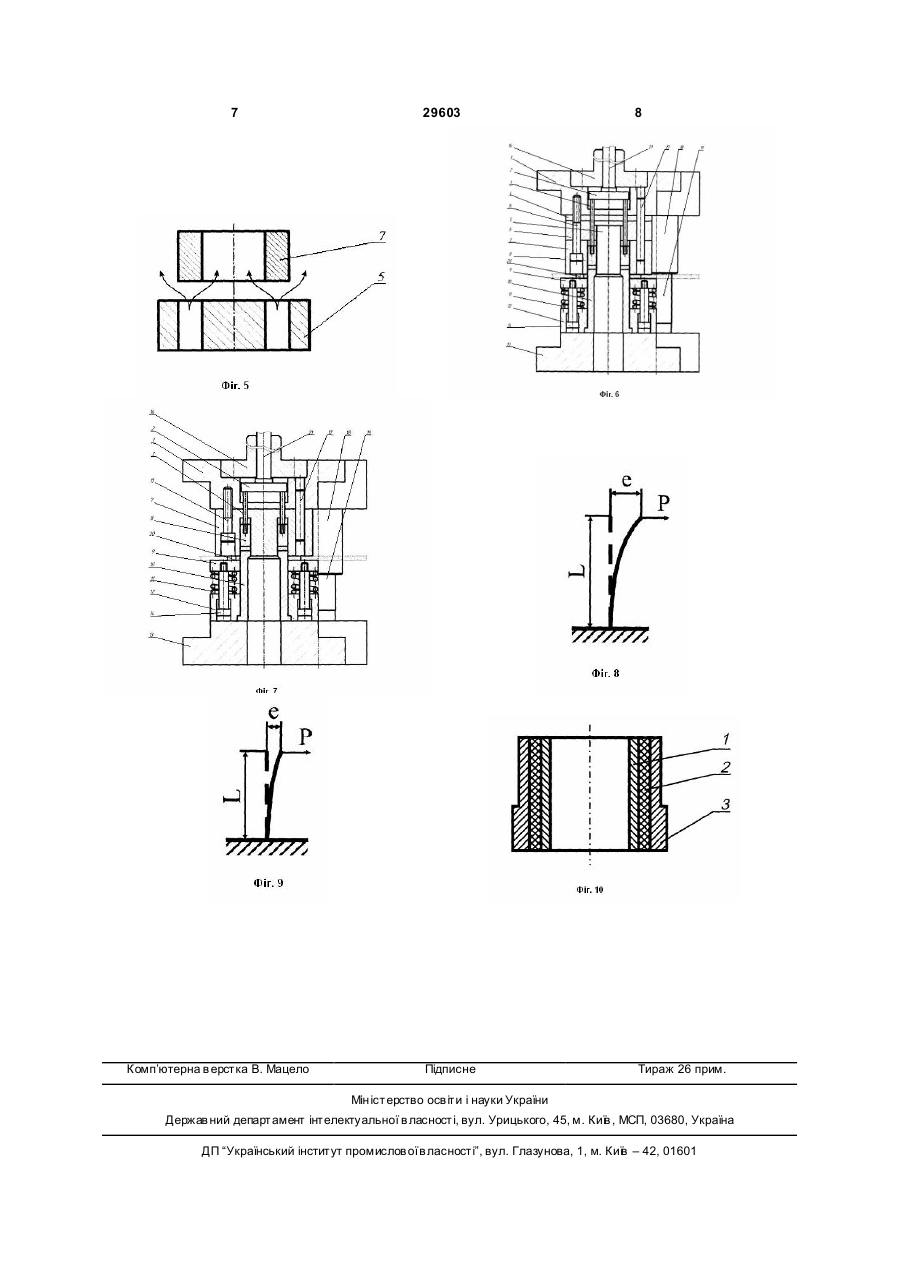
Спосіб електроерозійної обробки робочих спряжених пар штампів суміщеної дії, коли використовують факт зносу пластинчатого електрода, отримуючи безступеневий пуансон змінного по довжині поперечного перерізу, з якого одержують пуансон-інструмент та пуансон-електрод, а матрицю отримують методом прямого копіювання проміжним елекродом-інструментом, забезпечуючи необхідний штампувальний зазор між пуансоном і матрицею, виконавчі розміри якого визначають як суму відповідних розмірів пуансона-інструмента та величини, яка являє собою різницю штампувального та міжелектродного зазорів, який відрізняється тим, що обробку робочих спряжених пар штампів суміщеної дії, а саме: пуансонів, матриць, пуансонів-матриць, знімачів, виштовхувачів, штовхачів, матриць-пуансонів, проводять за допомогою U 2 (19) 1 3 29603 4 електроерозійної обробки робочих спряжених пар спряжених пар штампів суміщеної дії в блоці шташтампів суміщеної дії, розширення його технологімпа. чних можливостей шляхом одержання робочих Виготовлення робочих спряжених пар штампів спряжених пар штампів суміщеної дії, коли робочі суміщеної дії відбувається в такій послідовності: спряжені пари, а саме: пуансони, матриці, пуан1 перехід: Графітовим електрод-інструментом сон-матриці, знімачі, виштовхувачі, штовхачі, мат1 виготовляють знімач 2, при цьому робочу рідину риці-пуансони виготовляють за допомогою лише прокачують від периферії електрод-інструмента до одного точно виготовленого графітового електродйого центра. інструмента в певній послідовності, враховуючи 2 перехід: Графітовим електрод-інструментом необхідність забезпечення необхідних зазорів між 1 виготовляють металевий електрод-інструмент 3 спряженими деталями. Таке технічне рішення дота матрицю-пуансон 4, при цьому робочу рідину зволяє забезпечити одержання робочих спряжепрокачують одночасно від периферії і від центра них пар штампів суміщеної дії з необхідними зазографітового електрод-інструмента з відводом черами між ними, а також з еквідістантним контуром. рез отвори в матриці-пуансоні, що призначено для Застосування лише одного точно виготовленого штовхачів виштовхувача. графітового електрод-інструмента дозволяє знач3 перехід: Графітовим електрод-інструментом но знизити собівартість виготовлення робочих 1 виготовляють металевий електрод-інструмент 5 спряжених пар штампів суміщеної дії. для виготовлення виштовхувача з прокачуванням Надалі корисна модель пояснюється кресленробочої рідини аналогічно як і в другому переході. нями на яких: 4 перехід: Металевим електрод-інструментом Фіг.1 - схема реалізації 1 переходу запропоно3, закріпленим на матриці-пуансоні 4, виготовляваного способу електроерозійної обробки робочих ють пуансон-матрицю 6 з прокачуванням робочої спряжених пар штампів суміщеної дії; рідини через отвори в матриці-пуансоні. Фіг.2 - схема реалізації 2 переходу запропоно5 перехід: Металевим електрод-інструментом ваного способу електроерозійної обробки робочих 5, закріпленим на матриці-пуансоні (на Фіг. не поспряжених пар штампів суміщеної дії; казано) виготовляють виштовхувач 7 з прокачуФіг.3 - схема реалізації 3 переходу запропонованням робочої рідини, аналогічно четвертому ваного способу електроерозійної обробки робочих переходу. спряжених пар штампів суміщеної дії; Розрахунок графітового електрод-інструмента Фіг.4 - схема реалізації 4 переходу запропононеобхідно вести з урахуванням необхідності вигованого способу електроерозійної обробки робочих товлення не лише матриці-пуансона та металевоспряжених пар штампів суміщеної дії; го електрод-інструмента для пуансон-матриці, але Фіг.5 - схема реалізації 5 переходу запропоноі для виготовлення металевого електродваного способу електроерозійної обробки робочих інструмента для виштовхувача, та виготовлення спряжених пар штампів суміщеної дії; знімача. Також необхідно враховувати, що при Фіг.6 - типовий штамп суміщеної дії; виготовлені знімача обробка ведеться лише зовФіг.7 - штамп суміщеної дії з робочими детанішнім контуром графітового електродлями отриманий за допомогою електроерозійної інструмента, тобто його внутрішній контур не знообробки; шується. Фіг.8 - бічне навантаження на типовий штамп Отже, робочий розмір графітового електродсуміщеної дії і відповідне зміщення верхньої плити інструмента буде дорівнювати: штампа відносно нижньої; - для зовнішнього контуру Фіг.9 - бічне навантаження на штамп суміщез A з = РМП + g в + g з (1) мЕІ ної дії, отриманий за допомогою електроерозійної обробки, і відповідне зміщення верхньої плити де Рз - зовнішній початковий розмір графіМП штампа відносно нижньої; тового електрод-інструмента для виготовлення Фіг.10 - спеціальна напрямна втулка. матриці-пуансона, gв - величина лінійного зносу мЕІ Спосіб електроерозійної обробки робочих спряжених пар штампів суміщеної дії, згідно кориграфітового електрод-інструмента при виготовлені сної моделі, полягає в тому, що виготовлення ровнутрішнього контур у металевого електродбочих спряжених пар штампів суміщеної дії відбуінструмента, gз - величина лінійного зносу графівається в певній послідовності за декілька тового електрод-інструмента при виготовлені зніпереходів з використанням лише одного точно мача. виготовленого графітового електрод-інструмента, - для внутрішнього контуру що не потребує для його виготовлення надміцних Ав = Рв - gз (2) інструментів адже має невелику твердість. Весь МП мЕІ процес виготовлення робочих спряжених пар де Рв - вн утрішній початковий розмір графіМП штампів суміщеної дії може відбуватися безпосетового електрод-інструмента для виготовлення редньо в блоці штампа, встановленого в електроерозійному верстаті, якщо дозволяють розміри матриці-пуансона, gз - величина лінійного зносу мЕІ верстата, але допустимо виготовляти їх в пакеті графітового електрод-інструмента при виготовлені штампа суміщеної дії чи навіть в пристроях, що зовнішнього контур у металевого електродзабезпечують базування спряжених пар однієї інструмента. відносно іншої. Проте, найкраща точність виготовЗапропонований спосіб електроерозійної облення забезпечується при виготовлені робочих робки робочих спряжених пар штампів суміщеної дії, порівняно з відомим, забезпечує такі переваги: 5 29603 6 1. Зниження собівартості виготовлення роздіерозійної обробки сприяє підвищенню точності та лових штампів суміщеної дії за рахунок того, що стійкості штампа. для виготовлення робочих спряжених пар штампів 4. Зменшення висоти штампа дозволяє зменсуміщеної дії необхідно лише один точно виготовшити висоту напрямних колонок, що сприяє підлений графітовий електрод-інструмент, а також вищенню точності і стійкості штампа (Фіг.8, Фіг.9). відсутня слюсарна доводка. При однаковому бічному зусиллі Р і різній довжині 2. Менша кількість деталей штампа (відсутні напрямних колонок L зміщення верхньої плити пуансонотримач, підкладна плитка (Фіг.6, Фіг.7), як штампа відносної нижньої е різне. наслідок зменшується висота штампа і з'являється Для ізоляції верхньої плити штампа від нижможливість використання штампувального обладньої необхідно на час обробки замінити напрямні нання меншого за розмірами та зусиллям, а отже втулки на спеціальні напрямні втулки, що складаменші затрати енергоресурсів, необхідна менша ється з внутрішньої металевої втулки 1, діелектриплоща під обладнання, дешевше обладнання, чної втулки 2 та зовнішньої металевої втулки 3 менші витрати на виготовлення штампа. (Фіг.10). 3. Виготовлення спряжених пар робочих деталей розділових штампів за допомогою електро 7 Комп’ютерна в ерстка В. Мацело 29603 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electric erosion machining of working combined pairs of dies of common action
Автори англійськоюNosulenko Viktor Ivanovych, Shmeliov Vitalii Mykolaiovych, Velykyi Petro Mykolaiovych, Chumachenko Olha Serhiivna
Назва патенту російськоюСпособ электроэрозионной обработки рабочих сопряженных пар штампов совмещенного действия
Автори російськоюНосуленко Виктор Иванович, Шмелев Виталий Николаевич, Великий Петр Николаевич, Чумаченко Ольга Сергеевна
МПК / Мітки
МПК: B23H 1/00
Мітки: штампів, робочих, дії, електроерозійної, обробки, спряжених, пар, суміщеної, спосіб
Код посилання
<a href="https://ua.patents.su/4-29603-sposib-elektroerozijjno-obrobki-robochikh-spryazhenikh-par-shtampiv-sumishheno-di.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроерозійної обробки робочих спряжених пар штампів суміщеної дії</a>
Спосіб одержання спряжених пар робочих деталей розділових штампів
Номер патенту: 35351
Опубліковано: 15.03.2001
Автори: Гросул Ігор Анатолійович, Чумаченко Ольга Сергіївна, Носуленко Віктор Іванович
Мітки: пар, спряжених, деталей, одержання, розділових, штампів, робочих, спосіб
Формула / Реферат:
Спосіб одержання спряжених пар робочих деталей розділових штампів, коли пуансон-інструмент і проміжний пуансон-електрод виготовляють методом зворотного копіювання із застосуванням первинного пластинчастого електрода, а матрицю отримують методом прямого копіювання проміжним електродом-інструментом, забезпечуючи необхідний штампувальний зазор між пуансоном і матрицею, який відрізняється тим, що. використовуючи факт зносу пластинчастого...
Спосіб електроерозійної обробки поверхонь струмопровідних деталей
Номер патенту: 5679
Опубліковано: 15.03.2005
Автори: Марчук Володимир Єфремович, Шульга Іван Федорович, Кравець Василь Васильович
МПК: B23H 9/00, B23H 7/00, B23H 9/04
Мітки: поверхонь, струмопровідних, обробки, деталей, електроерозійної, спосіб
Формула / Реферат:
Спосіб електроерозійної обробки поверхонь струмопровідних деталей, при якому розміщують електрод-інструмент з проміжком відносно поверхні деталі, подають в проміжок імпульси напруги, вимірюють температуру електрода-інструмента, підтримують автоматизовано оптимальне значення температури електрода-інструмента, який відрізняється тим, що під час підтримування автоматизованого оптимального значення температури електрода-інструмента додатково...
Штамп суміщеної дії
Номер патенту: 3099
Опубліковано: 15.10.2004
Автори: Горницький Олександр Якович, Будьонний Михайло Михайлович, Мовшович Ісак Якович, Чижиков Микола Васильович
МПК: B21D 28/14
Формула / Реферат:
1. Штамп суміщеної дії, що містить нижню плиту, на якій розташовані тримач пуансон-матриці та знімач, верхню плиту, на якій розміщений пуансонотримач, який відрізняється тим, що нижня і верхня плити виконані із композиційного матеріалу та армовані кожна розміщеними паралельно опорній поверхні плити металевими листами, причому площа кожного металевого листа відповідає площі опорної поверхні плити.2. Штамп за п. 1, який відрізняється...
Спосіб виготовлення металевих електродів-інструментів для електроерозійної обробки
Номер патенту: 33600
Опубліковано: 15.02.2001
Автори: Поляков Святослав Петрович, Ступак Денис Олегович, Лукашенко Валентина Максимівна, Осипенко Василь Іванович
МПК: B23K 35/00
Мітки: металевих, обробки, електроерозійної, виготовлення, спосіб, електродів-інструментів
Текст:
...обработки. А. с. № 407703, опубл. 10.12.1973, Бюл. № 47. Таблиця Порівняльні характеристики електродів-дротів для електроерозійної обробки Тип Металевий електрод Згідно з прототипом Згідно з винаходом Обробка Показник продуктивності Не проводиться Обробка 100% Властивість Еталонний показник Залежно від режимів Підвищена хрупкість інструменту, Окислення обробки 150-1000% що звужує галузь застосування Залежно від режимів ...
Електрод-дріт для електроерозійної обробки матеріалів
Номер патенту: 32707
Опубліковано: 15.02.2001
Автори: Поляков Святослав Петрович, Ступак Денис Олегович, Осипенко Василь Іванович
МПК: B23H 7/08
Мітки: електрод-дріт, матеріалів, електроерозійної, обробки
Формула / Реферат:
Електрод-дріт для електроерозійної обробки матеріалів, виконаний у вигляді латунної серцевини з покриттям, який відрізняється тим, що покриттям є захисна оксидна плівка товщиною 5-7 мкм із складом 60-65% Сu2O, 25-30% СuО та 7-10% ZnO.
Попередній патент: Контактна мережа підземного електровозного транспорту з системою постійного контролю за перетіканням потужності між тяговими підстанціями
Наступний патент: Фільтруючий елемент фільтра очистки газоподібних і рідких продуктів
Випадковий патент: Датчик лінійних переміщень