Спосіб поділу пруткових металів і сплавів
Номер патенту: 45445
Опубліковано: 10.11.2009
Автори: Носуленко Віктор Іванович, Гаращенко Юрій Миколайович, Великий Петро Миколайович
Формула / Реферат
Спосіб електроерозійного поділу пруткового металу на мірні заготовки тонкостінним видовженим пластинчатої форми електродом-інструментом, при його поступальному русі, який відрізняється тим, що реалізують стаціонарну електричну дугу в поперечному потоці робочого середовища, який формується в напрямку повздовжньої осі електрода-інструмента за рахунок спеціальної, електрично ізольованої деталі, що геометрично охоплює з двох сторін зону різання заготовки та має в цій зоні наскрізну щілину, в якій з мінімально можливим зазором рухається геометрично ущільнений електрод-інструмент, а заготовка при цьому опирається на ущільнення щілини, що розташоване на діаметрально протилежній до електрода-інструмента стороні та поділяє щілину на дві зони - зону нагнітання, до якої підводять робоче середовище, та зону зливання, від якої відводять робоче середовище.
Текст
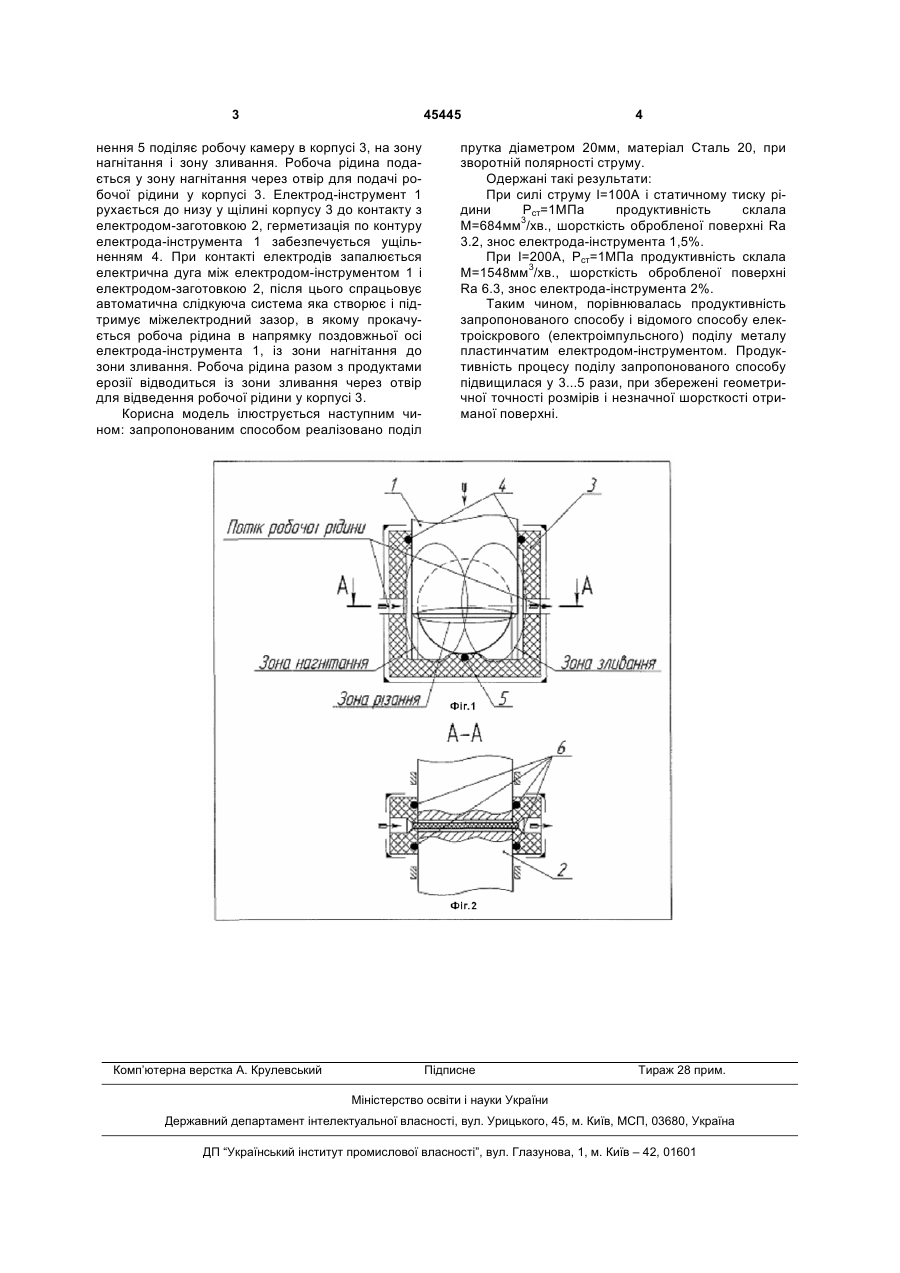
Спосіб електроерозійного поділу пруткового металу на мірні заготовки тонкостінним видовженим пластинчатої форми електродомінструментом, при його поступальному русі, який відрізняється тим, що реалізують стаціонарну 3 45445 нення 5 поділяє робочу камеру в корпусі 3, на зону нагнітання і зону зливання. Робоча рідина подається у зону нагнітання через отвір для подачі робочої рідини у корпусі 3. Електрод-інструмент 1 рухається до низу у щілині корпусу 3 до контакту з електродом-заготовкою 2, герметизація по контуру електрода-інструмента 1 забезпечується ущільненням 4. При контакті електродів запалюється електрична дуга між електродом-інструментом 1 і електродом-заготовкою 2, після цього спрацьовує автоматична слідкуюча система яка створює і підтримує міжелектродний зазор, в якому прокачується робоча рідина в напрямку поздовжньої осі електрода-інструмента 1, із зони нагнітання до зони зливання. Робоча рідина разом з продуктами ерозії відводиться із зони зливання через отвір для відведення робочої рідини у корпусі 3. Корисна модель ілюструється наступним чином: запропонованим способом реалізовано поділ Комп’ютерна верстка А. Крулевський 4 прутка діаметром 20мм, матеріал Сталь 20, при зворотній полярності струму. Одержані такі результати: При силі струму І=100А і статичному тиску рідини Рст=1МПа продуктивність склала 3 М=684мм /xв., шорсткість обробленої поверхні Ra 3.2, знос електрода-інструмента 1,5%. При І=200А, Pст=1МПа продуктивність склала М=1548мм3/хв., шорсткість обробленої поверхні Ra 6.3, знос електрода-інструмента 2%. Таким чином, порівнювалась продуктивність запропонованого способу і відомого способу електроіскрового (електроімпульсного) поділу металу пластинчатим електродом-інструментом. Продуктивність процесу поділу запропонованого способу підвищилася у 3...5 рази, при збережені геометричної точності розмірів і незначної шорсткості отриманої поверхні. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dividing rod metals and alloys
Автори англійськоюNosulenko Viktor Ivanovych, Velykyi Petro Mykolaiovych, Haraschenko Yurii Mykolaiovych
Назва патенту російськоюСпособ деления прутковых металлов и сплавов
Автори російськоюНосуленко Виктор Иванович, Великий Петр Николаевич, Гаращенко Юрий Николаевич
МПК / Мітки
МПК: B03C 7/00
Мітки: поділу, металів, сплавів, спосіб, пруткових
Код посилання
<a href="https://ua.patents.su/2-45445-sposib-podilu-prutkovikh-metaliv-i-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб поділу пруткових металів і сплавів</a>
Спосіб комбінованої електрофізикохімічної обробки металів і сплавів дротяним електродом
Номер патенту: 42824
Опубліковано: 27.07.2009
Автори: Тригуб Оксана Анатоліївна, Осипенко Василь Іванович, Ступак Денис Олегович, Білан Анатолій Валентинович
МПК: C25F 3/00
Мітки: комбінованої, дротяним, спосіб, електродом, обробки, металів, сплавів, електрофізикохімічної
Формула / Реферат:
Спосіб комбінованої електрофізикохімічної обробки металів і сплавів дротяним електродом, який реалізується шляхом обробки, при якій верстат здійснює непрофільованим електродом-інструментом один або декілька заздалегідь заданих різів, піддаючи заготовку двом попереднім грубим операціям і принаймні одній точній операції, який відрізняється тим, що для зменшення шорсткості поверхні, повного чи часткового усунення зони термічного впливу та...
Спосіб виготовлення порошків феромагнітних сплавів рідкісноземельних металів, перехідних металів та бору і пристрій для здійснення способу
Номер патенту: 51229
Опубліковано: 15.11.2002
Автори: Панасюк Володимир Васильович, Басараба Юрій Борисович, Путілов Юрій Григорович, Булик Ігор Іванович
МПК: H01F 7/00, H01F 7/02, B22F 9/00
Мітки: рідкісноземельних, здійснення, порошків, сплавів, способу, виготовлення, феромагнітних, перехідних, пристрій, спосіб, металів, бору
Формула / Реферат:
1. Пристрій очищення питної води, розміщений у водонапірній башті, що включає бак з дахом і дном та ствол, в якому знаходиться контактне завантаження, розташоване у приймальній обичайці з перфорацією у нижній частині, перегородку, крізь яку проходить трубопровід подачі вихідної води, оснащений аератором, і під якою знаходиться плаваюче фільтруюче завантаження з дренажно-розподільчою системою, який відрізняється тим, що плаваюче фільтруюче...
Спосіб виготовлення поковок, переважно з металів та сплавів підгрупи титану, і кувальний комплекс для його здійснення
Номер патенту: 73393
Опубліковано: 15.07.2005
Автори: Лазоркін Віктор Андрійович, Котрєхов Владімір Андрєєвіч, Шіков Алєксандр Константіновіч, Ахтонов Сєргєй Гєннадьєвіч, Прохоров Валєрій Васільєвіч, Рождєствєнскій Владімір Владіміровіч, Чєрємних Гєннадій Сєргєєвіч, Ноздрін Ігорь Вікторовіч, Філіппов Владімір Борісовіч, Лосіцкій Анатолій Францєвіч, Бочаров Олєг Вікторовіч, Артамонов Юрій Вікторович, Коновалов Віталій Фьодоровіч, Терновой Юрій Федорович
МПК: B21J 13/02, B21J 1/04, B21J 5/00
Мітки: виготовлення, переважно, титану, металів, здійснення, сплавів, підгрупи, поковок, спосіб, комплекс, кувальний
Формула / Реферат:
1. Спосіб виготовлення поковок, переважно з металів і сплавів підгрупи титану, що включає нагрівання злитка і наступне його кування на пресі з одним або двома маніпуляторами в кілька проходів шляхом чотирибічного обтиснення в чотирибойкових кувальних пристроях з додатковими макрозрушеннями металу в поперечній площині заготовки при кожному одиничному обтисненні, подачу і кантування заготовки, який відрізняється тим, що кування здійснюють у...
Вузол поділу

Номер патенту: 66680
Опубліковано: 10.09.2007
Автори: Мнухін Анатолій Григорович, Киклевич Юрій Миколайович, Амітан Веніамін Наумович
МПК: B64G 1/64, F42B 15/38
Формула / Реферат:
1. Вузол поділу, що містить з'єднані ослабленою ланкою поділювані елементи, силовий привід для поділу ослабленої ланки, який відрізняється тим, що силовий привід розміщений в ослабленій ланці і виконаний у вигляді заповненої електропровідною рідиною герметичної порожнини, у якій встановлені електроди, з'єднані з джерелом (генератором) імпульсного струму для створення електрогідравлічного ефекту.2. Вузол поділу за п. 1, який...
Спосіб зварювання металів і сплавів у середовищі захисних газів
Номер патенту: 55385
Опубліковано: 15.04.2003
Автори: Кулик Віктор Михайлович, Мельничук Георгій Михайлович, Савицький Михайло Михайлович, ЛУПАН Аркадій Пилипович
МПК: B23K 9/16
Мітки: захисних, зварювання, сплавів, газів, середовищі, спосіб, металів
Формула / Реферат:
1. Спосіб зварювання металів і сплавів у середовищі захисних газів, який включає попереднє зварювання з неповним проплавленням кромок, нанесення на поверхню шва активуючого флюсу і наступне зварювання по раніше виконаному шву з повним проплавленням кромок, який відрізняється тим, що активуючий флюс наносять після охолодження поверхні раніше виконаного шва нижче температури закипання флюсу. 2. Спосіб за п.1, який відрізняється...
Попередній патент: Механізм відтяжки полотна круглов’язальної машини
Наступний патент: Спосіб автоматичного створення та поповнення мобільного гаманця для продажу інформації, товарів та послуг
Випадковий патент: Спосіб одержання ізотопу міді-67 (67cu) для лікування раку