Спосіб автоматизації керування температурою індукційного наплавлення композиційного покриття
Номер патенту: 23872
Опубліковано: 11.06.2007
Автори: Аулін Віктор Васильович, Віхрова Лариса Григорівна, Бісюк Віктор Анатолійович, Бобрицький Віталій Миколайович
Завантажити PDF файл.
Формула / Реферат
Спосіб автоматизації керування температурою індукційного наплавлення композиційного покриття переважно на різальні елементи сільськогосподарських машин, який включає контроль температури поверхні деталі, що підлягає обробці, і композиційного матеріалу, який наплавляється, а також керування напругою, яка подається на індуктор, який відрізняється тим, що для підвищення продуктивності і для забезпечення якісного наплавлення композиційного покриття та запобігання оплавленню основного матеріалу використовується автоматична комп'ютеризована система контролю температури матеріалу деталі та покриття і керування напругою, що подається на індуктор.
Текст
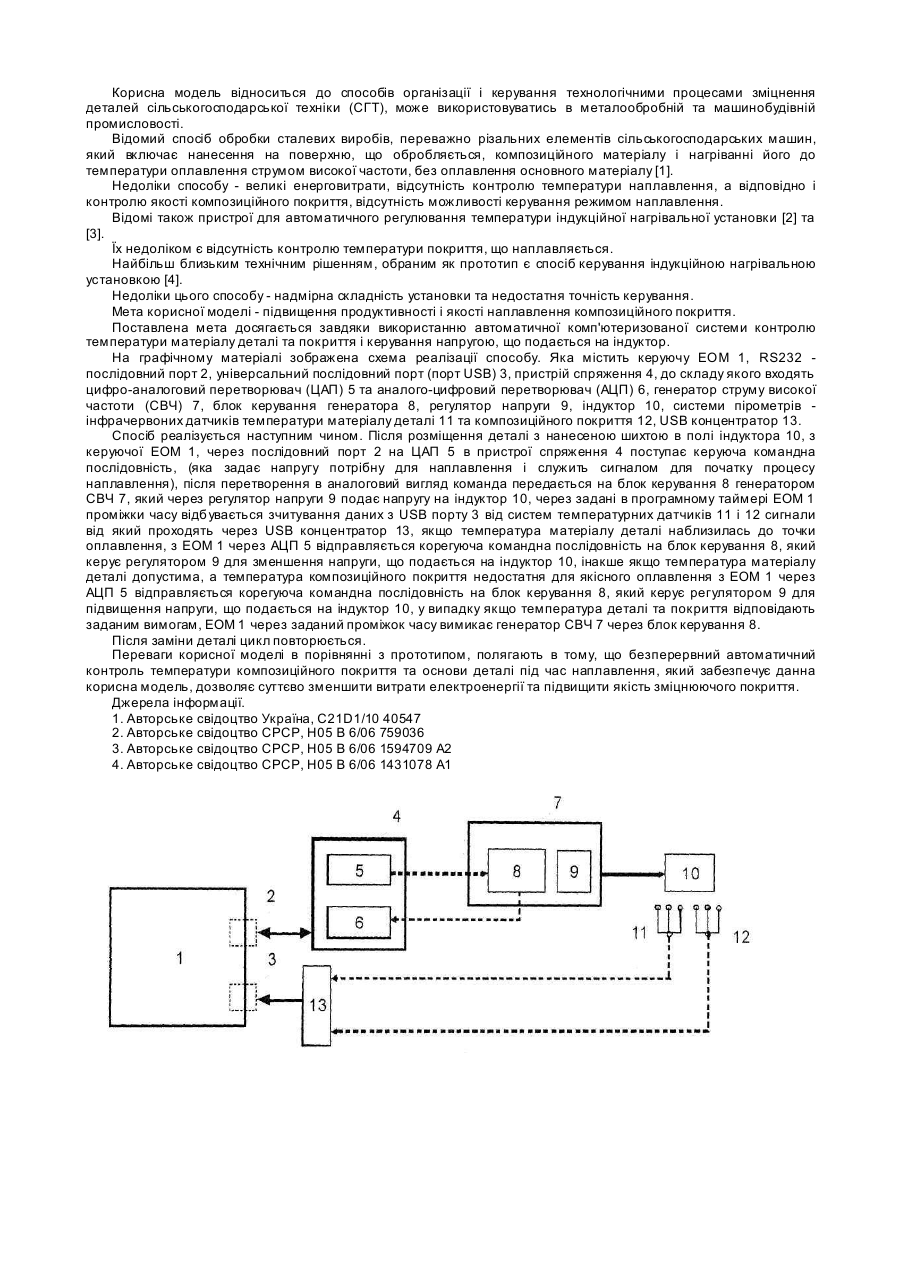
Корисна модель відноситься до способів організації і керування технологічними процесами зміцнення деталей сільськогосподарської техніки (СГТ), може використовуватись в металообробній та машинобудівній промисловості. Відомий спосіб обробки сталевих виробів, переважно різальних елементів сільськогосподарських машин, який включає нанесення на поверхню, що обробляється, композиційного матеріалу і нагріванні його до температури оплавлення струмом високої частоти, без оплавлення основного матеріалу [1]. Недоліки способу - великі енерговитрати, відсутність контролю температури наплавлення, а відповідно і контролю якості композиційного покриття, відсутність можливості керування режимом наплавлення. Відомі також пристрої для автоматичного регулювання температури індукційної нагрівальної установки [2] та [3]. Їх недоліком є відсутність контролю температури покриття, що наплавляється. Найбільш близьким технічним рішенням, обраним як прототип є спосіб керування індукційною нагрівальною установкою [4]. Недоліки цього способу - надмірна складність установки та недостатня точність керування. Мета корисної моделі - підвищення продуктивності і якості наплавлення композиційного покриття. Поставлена мета досягається завдяки використанню автоматичної комп'ютеризованої системи контролю температури матеріалу деталі та покриття і керування напругою, що подається на індуктор. На графічному матеріалі зображена схема реалізації способу. Яка містить керуючу ЕОМ 1, RS232 послідовний порт 2, універсальний послідовний порт (порт USB) 3, пристрій спряження 4, до складу якого входять цифро-аналоговий перетворювач (ЦАП) 5 та аналого-цифровий перетворювач (АЦП) 6, генератор струму високої частоти (СВЧ) 7, блок керування генератора 8, регулятор напруги 9, індуктор 10, системи пірометрів інфрачервоних датчиків температури матеріалу деталі 11 та композиційного покриття 12, USB концентратор 13. Спосіб реалізується наступним чином. Після розміщення деталі з нанесеною шихтою в полі індуктора 10, з керуючої ЕОМ 1, через послідовний порт 2 на ЦАП 5 в пристрої спряження 4 поступає керуюча командна послідовність, (яка задає напругу потрібну для наплавлення і служить сигналом для початку процесу наплавлення), після перетворення в аналоговий вигляд команда передається на блок керування 8 генератором СВЧ 7, який через регулятор напруги 9 подає напругу на індуктор 10, через задані в програмному таймері ЕОМ 1 проміжки часу відбувається зчитування даних з USB порту 3 від систем температурних датчиків 11 і 12 сигнали від який проходять через USB концентратор 13, якщо температура матеріалу деталі наблизилась до точки оплавлення, з ЕОМ 1 через АЦП 5 відправляється корегуюча командна послідовність на блок керування 8, який керує регулятором 9 для зменшення напруги, що подається на індуктор 10, інакше якщо температура матеріалу деталі допустима, а температура композиційного покриття недостатня для якісного оплавлення з ЕОМ 1 через АЦП 5 відправляється корегуюча командна послідовність на блок керування 8, який керує регулятором 9 для підвищення напруги, що подається на індуктор 10, у випадку якщо температура деталі та покриття відповідають заданим вимогам, ЕОМ 1 через заданий проміжок часу вимикає генератор СВЧ 7 через блок керування 8. Після заміни деталі цикл повторюється. Переваги корисної моделі в порівнянні з прототипом, полягають в тому, що безперервний автоматичний контроль температури композиційного покриття та основи деталі під час наплавлення, який забезпечує данна корисна модель, дозволяє суттєво зменшити витрати електроенергії та підвищити якість зміцнюючого покриття. Джерела інформації. 1. Авторське свідоцтво Україна, C21D1/10 40547 2. Авторське свідоцтво СРСР, Н05 В 6/06 759036 3. Авторське свідоцтво СРСР, Н05 В 6/06 1594709 А2 4. Авторське свідоцтво СРСР, Н05 В 6/06 1431078 А1
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for temperature control of inductive fusing of composition coating
Автори англійськоюAulin Viktor Vasyliovych, Bisiuk Viktor Anatoliiovych, Vikhrova Larysa Hryhorivna, Bobrytskyi Vitalii Mykolaiovych
Назва патенту російськоюМетод автоматизации контроля индуктивного наплавления композиционного покрытия
Автори російськоюАулин Виктор Васильевич, Бисюк Виктор Анатольевич, Вихрова Лариса Григорьевна, Бобрицкий Виталий Николаевич
МПК / Мітки
МПК: H05B 6/06
Мітки: покриття, індукційного, температурою, керування, наплавлення, спосіб, автоматизації, композиційного
Код посилання
<a href="https://ua.patents.su/1-23872-sposib-avtomatizaci-keruvannya-temperaturoyu-indukcijjnogo-naplavlennya-kompozicijjnogo-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматизації керування температурою індукційного наплавлення композиційного покриття</a>
Спосіб наплавлення твердого зносостійкого покриття на металеву поверхню (варіанти) і суспензія для наплавлення
Номер патенту: 47491
Опубліковано: 15.07.2002
Автор: РЕВАНКАР Гопал С.
МПК: B22F 7/04, C23C 24/00, C23C 26/00, B22F 3/22
Мітки: покриття, суспензія, металеву, поверхню, зносостійкого, спосіб, варіанти, наплавлення, твердого
Формула / Реферат:
1. Спосіб наплавлення твердого зносостійкого покриття на металеву поверхню, що включає наступні етапи:a) приготування практично однорідної водної суспензії з полівінілового спирту, що не містить флюсу, плавкого твердого металевого сплаву, що складається принаймні на 60 % із заліза, у вигляді фракції дрібнодисперсного порошку і одної або більше добавок, які вибрані з групи, що складається з диспергаторів, дефлокулянтів і...
Спосіб одержання композиційного дифузійного покриття на швидкозношувальних поверхнях деталей із залізовуглецевих сплавів
Номер патенту: 77102
Опубліковано: 16.10.2006
Автори: Манько Олексій Васильович, Стецько Андрій Євгенович
МПК: C23C 10/02
Мітки: швидкозношувальних, композиційного, сплавів, поверхнях, деталей, одержання, покриття, дифузійного, залізовуглецевих, спосіб
Формула / Реферат:
Спосіб одержання композиційного дифузійного покриття на швидкозношувальних поверхнях деталей із залізовуглецевих сплавів, який включає нанесення на поверхню хімічного Ni-Co-P покриття з розчину, який містить лимоннокислий натрій, гіпофосфіт натрію, аміак, солі кобальту та нікелю, при температурі 80-90°С і дифузійного хромування при 1000-1050°С протягом 6-7 год. у порошковому середовищі, який відрізняється тим, що розчин містить як сіль...
Спосіб керування температурою в кліматичній камері та кліматичний пристрій
Номер патенту: 67789
Опубліковано: 15.07.2004
Автор: Метер Тьєтзе
МПК: A01K 41/00, F24F 13/06
Мітки: спосіб, пристрій, керування, камери, температурою, кліматичний
Формула / Реферат:
1. Спосіб керування температурою в кліматичній камері (21), при застосуванні якого потік повітря направляють через кліматичну камеру (21), щоб нагріти або охолодити продукцію, розміщену в кліматичній камері, причому температурою повітряного потоку керують за допомогою теплообмінника, а повітряний потік доводять до потрібної температури за допомогою першого теплообмінника перед або протягом введення повітряного потоку в кліматичну камеру (21),...
Система автоматизації керування і діагностики очисних комбайнів і контролю небезпеки вибою
Номер патенту: 69616
Опубліковано: 15.09.2004
Автори: Курносов Григорій В'ячеславович, Красик Яков Львович, Курносов Вячеслав Григорович, Сірченко Володимир Миколайович, Андрусенко Сергій Миколайович, Сіненко Віктор Васильович
МПК: E21C 35/24
Мітки: керування, система, небезпеки, діагностики, очисних, автоматизації, вибою, контролю, комбайнів
Формула / Реферат:
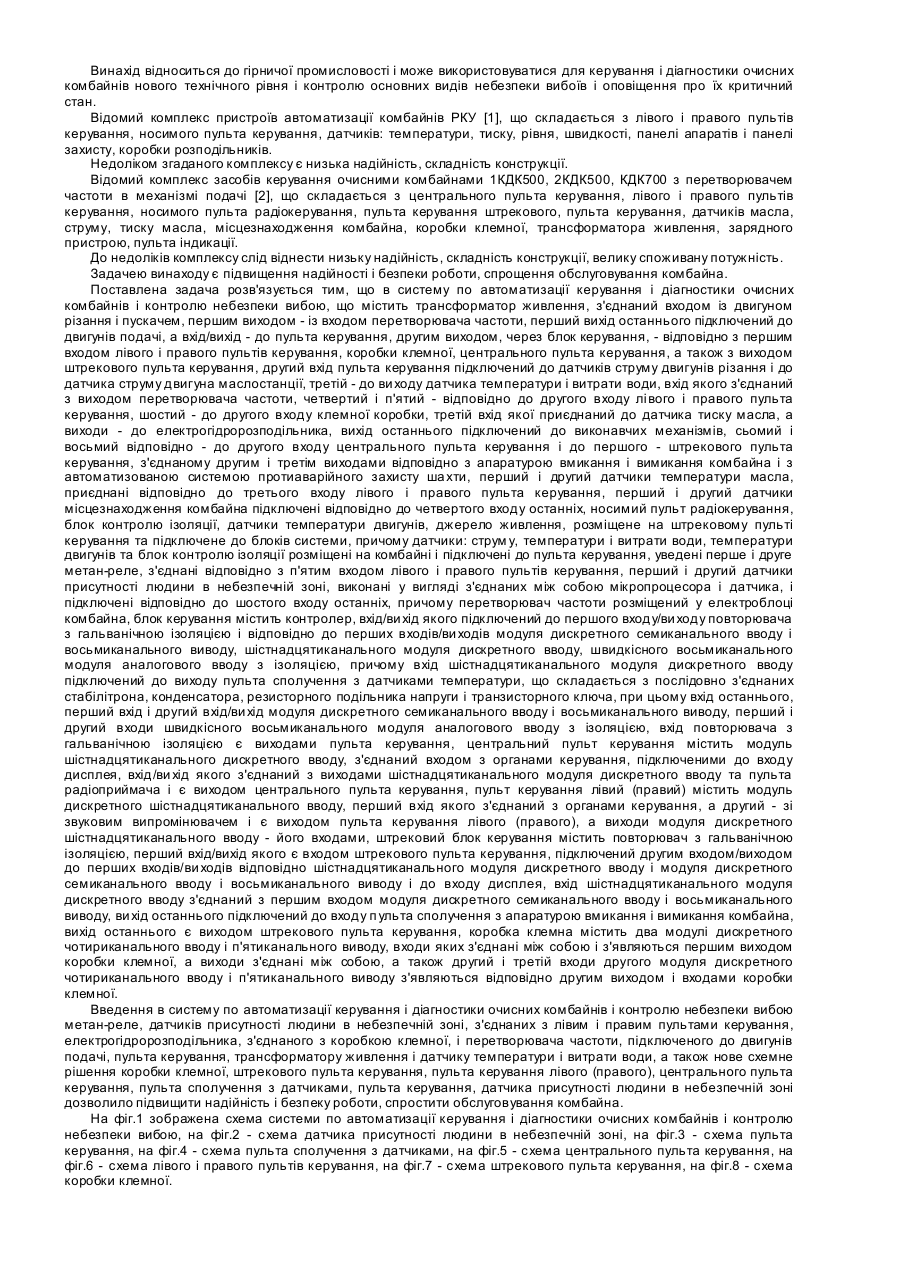
Система автоматизації керування і діагностики очисних комбайнів і контролю небезпеки вибою, що містить трансформатор живлення, з'єднаний входом із двигуном різання і пускачем, першим виходом - із входом перетворювача частоти, перший вихід останнього підключений до двигунів подачі, а вхід/вихід - до пульта керування, другим виходом, через блок керування, - відповідно з першим входом лівого і правого пультів керування, коробки клемної,...
Спосіб дугового широкошарового наплавлення
Номер патенту: 9158
Опубліковано: 15.09.2005
Автори: Рижов Роман Миколайович, Зімовченко Олександр Леонідович
МПК: B23K 9/08
Мітки: дугового, спосіб, наплавлення, широкошарового
Формула / Реферат:
Спосіб дугового широкошарового наплавлення, що полягає в переміщенні дуги торцем стрічки для наплавлення поперечним магнітним полем, який відрізняється тим, що час переміщення дуги від одного до іншого краю стрічки розділяють на періоди, які складаються із трьох заданих інтервалів часу, протягом яких послідовно прогрівають поверхню, що наплавляється, і оплавляють електродну стрічку нерухомою дугою, охолоджують наплавлену ділянку, і...
Попередній патент: Спосіб опалення будинку
Наступний патент: Електромагнітний пульсатор доїльного апарата
Випадковий патент: Металофосфідна композиція, спосіб її одержання, генератор фосфіну та спосіб одержання суміші фосфіну