Спосіб дугового широкошарового наплавлення
Номер патенту: 9158
Опубліковано: 15.09.2005
Автори: Рижов Роман Миколайович, Зімовченко Олександр Леонідович
Формула / Реферат
Спосіб дугового широкошарового наплавлення, що полягає в переміщенні дуги торцем стрічки для наплавлення поперечним магнітним полем, який відрізняється тим, що час переміщення дуги від одного до іншого краю стрічки розділяють на періоди, які складаються із трьох заданих інтервалів часу, протягом яких послідовно прогрівають поверхню, що наплавляється, і оплавляють електродну стрічку нерухомою дугою, охолоджують наплавлену ділянку, і переміщують дугу на сусідню ділянку.
Текст
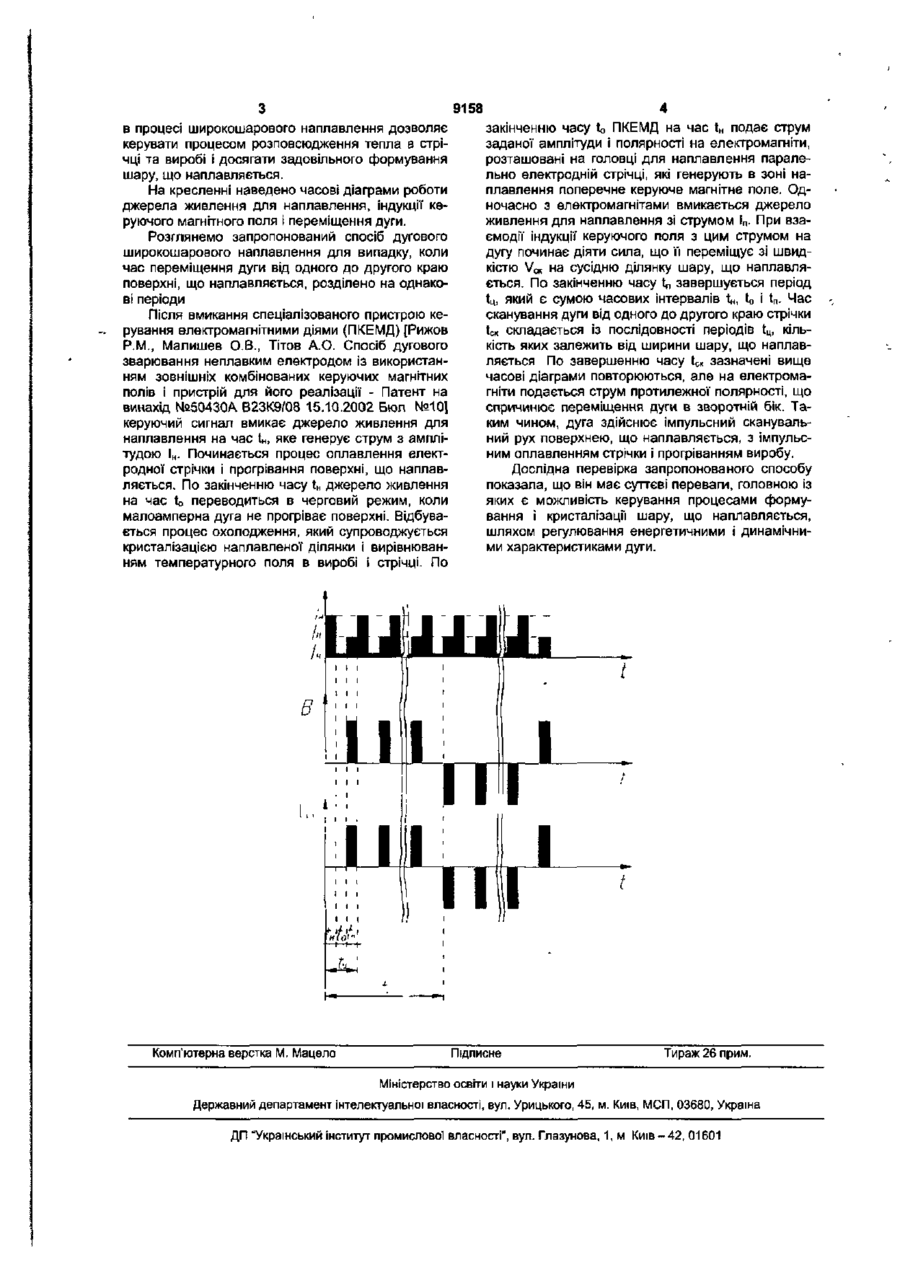
Спосіб дугового широкошарового наплавлення, що полягає в переміщенні дуги торцем стрічки для наплавлення поперечним магнітним полем, який відрізняється тим, що час переміщення дуги від одного до іншого краю стрічки розділяють на періоди, які складаються із трьох заданих інтервалів часу, протягом яких послідовно прогрівають поверхню, що наплавляється, і оплавляють електродну стрічку нерухомою дугою, охолоджують наплавлену ділянку, і переміщують дугу на сусідню ділянку. Корисна модель відноситься до наплавлення, зокрема, до способів дугового широкошарового наплавлення із застосуванням зовнішніх керуючих магнітних полів і може бути використаним при виробництві біметалевих матеріалів, виготовленні і ремонті металоконструкції!, які експлуатують в умовах підвищеного зносу робочих поверхонь. Найбільш близьким по технічній сутності до корисної моделі, що описується, є спосіб широкошарового наплавлення, в якому зварювальну дугу по торцевій поверхні наплавлювальної стрічки переміщують поперечним магнітним полем, яке генерують електромагнітами, розташованими паралельно стрічці по обидва боки її бічних поверхонь. Протилежні відносно стрічки електромагніти живлять від одного генератора синусоїдальних або прямокутних імпульсів струмом різної полярності. Періодичною зміною через задані проміжки часу, тривалість яких залежить від ширини шару що наплавляється, полярності імпульсів струму досягають сканувального характеру переміщення дуги в зоні наплавлення [Eihhorn F., Dilthey U., Huwer W. Unterpulver - Auftragschweissen mit 60-90 und 120 mm breiten Gr-Nn-Stahlbandelektroden. "Industrie - Anzeiger", 1972 No. 98, S. 2369 -2372.]. Недоліком зазначеного способу є неможливість досягнення рівномірного оплавлення електродної стрічки І прогріву поверхні, що наплавляється. Це призводить до значних змін довжини дуги, погіршення стабільності її горіння, звуження області, в якій відбувається її стабільне переміщення. При прямокутній формі імпульсів струму через котушки електромагнітів досягається однакова швидкість переміщення дуги, однак при ска нувальному характері її руху відбувається більш інтенсивний нагрів периферійних областей стрічки і поверхні, що наплавляється. Зазначені негативні ефекти посилюються при синусоїдальній формі імпульсів через максимальну швидкість переміщення дуги в центральній області наплавлення. Досягнення задовільного формування шару, що наплавляється, шляхом регулювання форми імпульсів не перспективно через необхідність врахування не тільки геометричних характеристик шару, а і теплофізичних властивостей матеріалу стрічки і виробу. До того, це вимагає застосування вельми складних генераторів імпульсів струму. В основу корисної' моделі, що заявляється, поставлено задачу удосконалення способу широкошарового наплавлення шляхом керування процесами прогріву поверхні виробу і оплавлення електродної стрічки, що забезпечує розширення його технологічних можливостей і підвищення якості шару, що наплавляється, яке досягається регулюванням амплітудно-частотних характеристик струму наплавлення і керуючого магнітного поля. Поставлену задачу вирішують тим, що в способі дугового широкошарового наплавлення, який полягає в переміщенні дуги торцем стрічки для наплавлення поперечним магнітним полем, новим є те, що час переміщення дуги від одного до другого краю стрічки розділяють на періоди, які складаються із трьох заданих інтервалів часу, протягом яких послідовно відбувається- прогрівання поверхні, що наплавляється, і оплавлення електродної стрічки нерухомою дугою; охолодження наплавленої ділянки; переміщення дуги на сусідню ділянку. Така послідовність технологічних операцій 00 ю О) 9158 в процесі широкошарового наплавлення дозволяє керувати процесом розповсюдження тепла в стрічці та виробі і досягати задовільного формування шару, що наплавляється. На кресленні наведено часові діаграми роботи джерела живлення для наплавлення, індукції керуючого магнітного поля і переміщення дуги. Розглянемо запропонований спосіб дугового широкошарового наплавлення для випадку, коли час переміщення дуги від одного до другого краю поверхні, що наплавляється, розділено на однакові періоди Після вмикання спеціалізованого пристрою керування електромагнітними діями (ПКЕМД) [Рижов P.M., Малишев О.В., Тітов А.О. Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів і пристрій для його реалізації - Патент на винахід №50430А В23К9Ю8 15.10.2002 Бюп №10] керуючий сигнал вмикає джерело живлення для наплавлення на час tH, яке генерує струм з амплітудою І„. Починається процес оплавлення електродної стрічки і прогрівання поверхні, що наплавляється. По закінченню часу t H джерело живлення на час to переводиться в черговий режим, коли малоамперна дуга не прогріває поверхні. Відбувається процес охолодження, який супроводжується кристалізацією наплавленої ділянки і вирівнюванням температурного поля в виробі і стрічці. По Комп'ютерна верстка М. Мацело закінченню часу to ПКЕМД на час t H подає струм заданої амплітуди і полярності на електромагніти, розташовані на головці для наплавлення паралельно електродній стрічці, які генерують в зоні наплавлення поперечне керуюче магнітне поле. Одночасно з електромагнітами вмикається джерело живлення для наплавлення зі струмом Іп. При взаємодії індукції керуючого поля з цим струмом на дугу починає діяти сила, що м переміщує зі швидкістю Vd на сусідню ділянку шару, що наплавляється. По закінченню часу t n завершується період t u , який є сумою часових інтервалів tH, to і t n . Час сканування дуги від одного до другого краю стрічки U складається із послідовності періодів 1Ц| кількість яких залежить від ширини шару, що наплавляється По завершенню часу tCK зазначені вище часові діаграми повторюються, але на електромагніти подається струм протилежної полярності, що спричинює переміщення дуги в зворотній бік. Таким чином, дуга здійснює імпульсний сканувальний рух поверхнею, що наплавляється, з імпульсним оплавленням стрічки і прогріванням виробу. Дослідна перевірка запропонованого способу показала, що він має суттєві переваги, головною із яких є можливість керування процесами формування і кристалізації шару, що наплавляється, шляхом регулювання енергетичними і динамічними характеристиками дуги. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for arc broad-zoned hard-facing
Автори англійськоюRyzhov Roman Mykolaiovych
Назва патенту російськоюСпособ дуговой широкослойной наплавки
Автори російськоюРыжов Роман Николаевич
МПК / Мітки
МПК: B23K 9/08
Мітки: широкошарового, наплавлення, дугового, спосіб
Код посилання
<a href="https://ua.patents.su/2-9158-sposib-dugovogo-shirokosharovogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового широкошарового наплавлення</a>
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 58855
Опубліковано: 15.08.2003
Автори: Літвінов Олександр Павлович, Чигарьов Валерій Васильович, Кассов Валерій Дмитрович, Воленко Ірина Вікторовна
МПК: B23K 9/04
Мітки: електродом, зварювання, установка, наплавлення, дугового, порошковим
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, переважно стрічкою, що має джерело живлення, механізм подачі порошкової стрічки, струмопідвід, мундштук, пристрій попереднього підігріву стрічки, яка відрізняється тим, що вона додатково обладнана роликами бочкоподібної форми, які встановлені на вильоті порошкової стрічки нижче зони підігріву, причому ширина ролика дорівнює:
Спосіб наплавлення захисних покриттів із застосуванням ультразвукових коливань
Номер патенту: 5814
Опубліковано: 15.03.2005
Автор: Фенченко Ігор Іванович
МПК: B22D 19/00
Мітки: захисних, наплавлення, застосуванням, покриттів, спосіб, ультразвукових, коливань
Формула / Реферат:
1. Спосіб наплавлення захисних покриттів із застосуванням ультразвукових коливань, який відрізняється тим, що у зварювальній ванні матеріалу, що наплавляється, створюють коливальні рухи з амплітудою коливань 3-20 мкм і частотою коливань 16-26 кГц.2. Спосіб за п. 1, який відрізняється тим, що коливальні рухи, які передаються механізмом, що подає наплавну стрічку, створюють перетворювачем ультразвуку, який через концентратор коливань...
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 43716
Опубліковано: 17.12.2001
Автори: Чигарьов Валерій Васильович, Гавриш Павло Анатолійович, Кадава Віктор Володимирович, Кассов Валерій Дмитрович
Мітки: наплавлення, зварювання, дугового, електродом, установка, порошковим
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, що має джерело живлення, механізм подачі порошкового дроту, струмопідвід, мундштук, пристрій попереднього підігріву дроту, яка відрізняється тим, що вона додатково обладнана охолоджувальним елементом, установленим на вильоті порошкового електрода нижче зони підігріву, причому в охолоджувальному елементі виконано внутрішні канали для подавання вуглекислого газу, з'єднані з...
Спосіб механізованого дугового зварювання або наплавлення із модуляцією швидкості подачі електрода та регулюванням дуги
Номер патенту: 21219
Опубліковано: 04.11.1997
Автори: Лебедєв Володимир Костянтинович, Колесник Георгій Фомич, Сидорук Володимир Степанович, Патон Борис Євгенович
МПК: B23K 25/00
Мітки: регулюванням, наплавлення, електрода, швидкості, модуляцією, дуги, механізованого, дугового, зварювання, подачі, спосіб
Формула / Реферат:
Способ механизированной дуговой сварки или наплавки с модуляцией скорости подачи электрода и с регулированием дуги, при котором плотность тока на электроде в импульсе превышает 35 А/мм2, а в паузе меньше этого значения, отличающийся тем, что в случае, когда средняя плотность тока на электроде меньше 35 А/мм2, длительность паузы увеличивают до тех пор, пока межэлектродный промежуток Ідп в паузы не возрастет до значения, превышающего длину...
Спосіб електронно-променевого наплавлення
Номер патенту: 46128
Опубліковано: 15.05.2002
Автори: ТРИГУБ Микола Петрович, Кучук-Яценко Сергій Іванович, Патон Борис Євгенович, ДЕРЕЧА Олександр Якович
МПК: C22B 9/04, B23K 15/00, C22B 9/22
Мітки: наплавлення, спосіб, електронно-променевого
Формула / Реферат:
1. Спосіб електронно-променевого наплавлення, що включає формування зони оплавлення на поверхні виробу електронним променем з лінійною розгорткою двох або декількох паралельних ліній, подачу матеріалу, який наплавляють, в зону оплавлення першої лінії розгортки і переміщення виробу, який відрізняється тим, що матеріал, який наплавляється, присаджують на поверхню виробу при досягненні температури поверхні (0,90...0,95)Тпл, ...
Попередній патент: Спосіб побудови лінгвістичного процесора експертної системи
Наступний патент: Муфта з еластичною оболонкою
Випадковий патент: Запірний пристрій