Спосіб наплавлення твердого зносостійкого покриття на металеву поверхню (варіанти) і суспензія для наплавлення
Формула / Реферат
1. Спосіб наплавлення твердого зносостійкого покриття на металеву поверхню, що включає наступні етапи:
a) приготування практично однорідної водної суспензії з полівінілового спирту, що не містить флюсу, плавкого твердого металевого сплаву, що складається принаймні на 60 % із заліза, у вигляді фракції дрібнодисперсного порошку і одної або більше добавок, які вибрані з групи, що складається з диспергаторів, дефлокулянтів і пластифікаторів;
b) покриття металевої поверхні водною суспензією;
c) сушіння водної суспензії до утворення на металевій поверхні твердого шару плавкого твердого металевого сплаву в матриці полівінілового спирту;
d) нагрівання металевої поверхні, покритої шаром плавкого твердого металевого сплаву в матриці полівінілового спирту, до температури плавлення сплаву в захисній атмосфері при тиску в діапазоні від розрідження ~10 торр-4 до надлишкового тиску ~ 100 торр до наплавлення сплаву на металеву поверхню; і
e) охолоджування металевої поверхні з наплавленим покриттям до температури навколишнього середовища.
2. Спосіб по п. 1, по якому етапи b) і с) повторюють принаймні один раз.
3. Спосіб наплавлення твердого зносостійкого покриття на металеву поверхню, що включає наступні етапи:
a) покриття металевої поверхні водним розчином полівінілового спирту;
b) нанесення практично однорідного шару плавкого твердого металевого сплаву у вигляді фракції дрібнодисперсного порошку по покриттю з розчину полівінілового спирту, нанесеному на етапі а), до висихання розчину полівінілового спирту;
c) сушіння покриття з водного розчину полівінілового спирту до утворення твердого шару плавкого твердого металевого сплаву, зчепленого з металевою поверхнею за допомогою покриття з полівінілового спирту;
d) нагрівання металевої поверхні, покритої шаром плавкого твердого металевого сплаву, зчепленого з поверхнею за допомогою покриття з полівінілового спирту, до температури плавлення сплаву в захисній атмосфері при тиску в діапазоні від розрідження ~10-4 торр до надлишкового тиску ~100 торр до наплавлення сплаву; і
e) охолоджування металевої поверхні з наплавленим покриттям до температури навколишнього середовища.
4. Спосіб по п. 3, по якому етапи а), b) і с) повторюють принаймні один раз.
5. Спосіб по п. 3 або 4, по якому сплав складається принаймні на 60 % мас. із заліза.
6. Спосіб по одному з пп. 3-5, по якому твердий металевий сплав у вигляді дрібнодисперсного порошку наносять за допомогою розпилювача порошкового матеріалу.
7. Спосіб по одному з пп. 1-6, по якому сплав включає в основному один або більше елементів, вибраних із заліза, нікеля і кобальту, і два або більше елемента, вибраних з бору, вуглецю, хрому, молібдену, марганцю, олова і кремнію.
8. Спосіб по одному з пп. 1-7, по якому металева поверхня розташована на сільськогосподарському знарядді.
9. Спосіб по одному з пп. 1-8, по якому сплав нагрівають до температури плавлення в атмосфері аргону.
10. Спосіб по одному з пп. 1-9, по якому сплав нагрівають до температури плавлення в атмосфері водню.
11. Суспензія для наплавлення твердого зносостійкого покриття на металеву поверхню, що включає плавкий твердий металевий сплав у вигляді фракції дрібнодисперсного порошку, що складається принаймні на 60 % мас. із заліза, у водному розчині полівінілового спирту, без флюсу.
12. Суспензія по п. 11, в якій сплав складається з бору, вуглецю, хрому, заліза, марганцю, нікелю і кремнію.
13. Суспензія по п. 11 або 12, в якій середній розмір частинок сплаву складає близько 0,15 мм або менше.
Текст
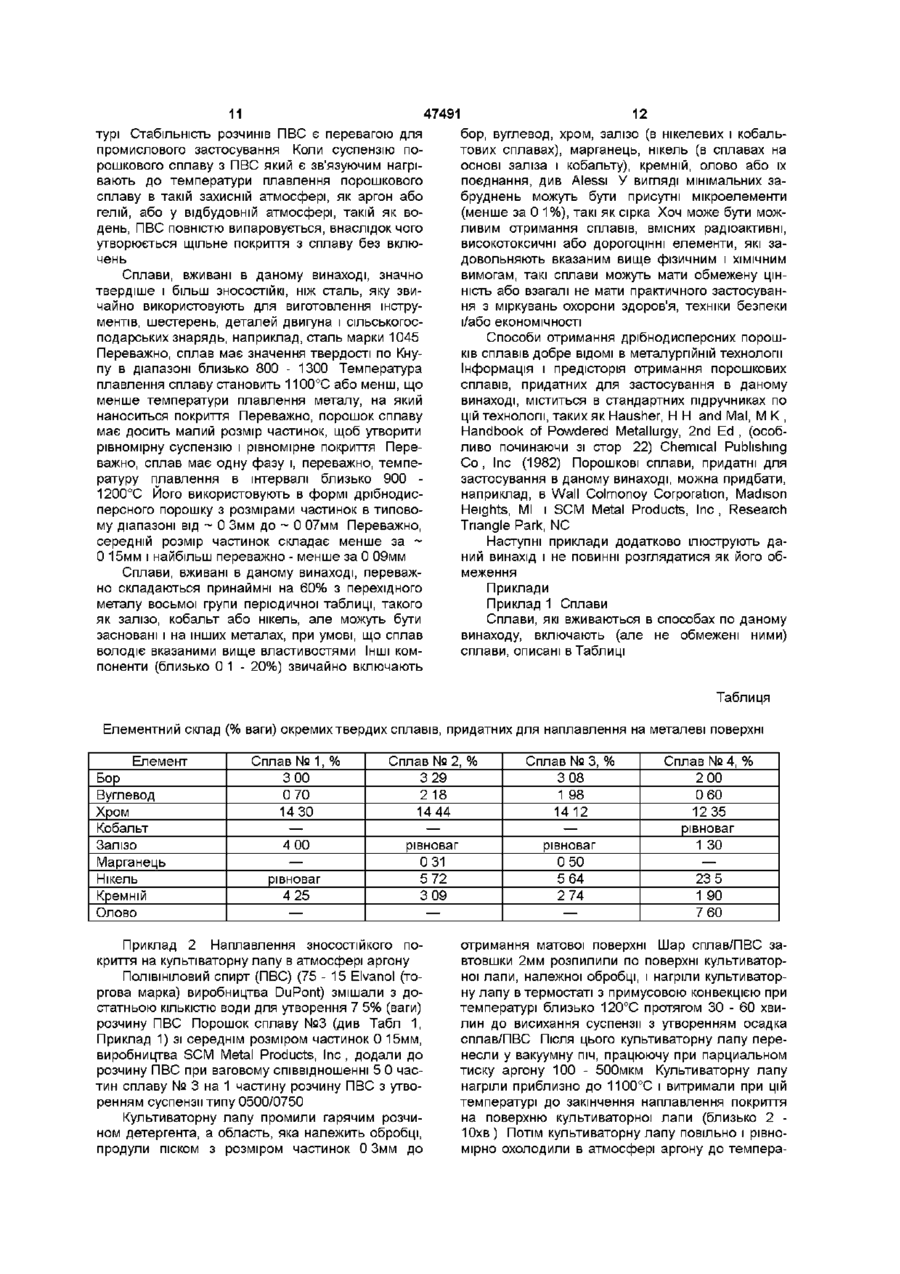
1 Спосіб наплавлення твердого зносостійкого покриття на металеву поверхню, що включає наступні етапи a) приготування практично однорідної водної суспензії з ПОЛІВІНІЛОВОГО спирту, що не містить флюсу, плавкого твердого металевого сплаву, що складається принаймні на 60 % із заліза, у вигляді фракції дрібнодисперсного порошку і одної або більше добавок, які вибрані з групи, що складається з диспергаторів, дефлокулянтів і пластифікаторів, b) покриття металевої поверхні водною суспензією, c) сушіння водної суспензії до утворення на металевій поверхні твердого шару плавкого твердого металевого сплаву в матриці ПОЛІВІНІЛОВОГО спирту, d) нагрівання металевої поверхні, покритої шаром плавкого твердого металевого сплаву в матриці ПОЛІВІНІЛОВОГО спирту, до температури плавлення сплаву в захисній атмосфері при тиску в діапазоні від розрідження -10 торр 4 до надлишкового тиску - 1 0 0 торр до наплавлення сплаву на металеву поверхню, і є) охолоджування металевої поверхні з наплавленим покриттям до температури навколишнього середовища 2 Спосіб по п 1, по якому етапи Ь) і с) повторюють принаймні один раз 3 Спосіб наплавлення твердого зносостійкого покриття на металеву поверхню, що включає наступні етапи a) покриття металевої поверхні водним розчином ПОЛІВІНІЛОВОГО спирту, b) нанесення практично однорідного шару плавкого твердого металевого сплаву у вигляді фракції дрібнодисперсного порошку по покриттю з розчину ПОЛІВІНІЛОВОГО спирту, нанесеному на етапі а), до висихання розчину ПОЛІВІНІЛОВОГО спирту, c) сушіння покриття з водного розчину ПОЛІВІНІЛОВОГО спирту до утворення твердого шару плавкого твердого металевого сплаву, зчепленого з металевою поверхнею за допомогою покриття з ПОЛІВІНІЛОВОГО спирту, d) нагрівання металевої поверхні, покритої шаром плавкого твердого металевого сплаву, зчепленого 3 поверхнею за допомогою покриття з ПОЛІВІНІЛОВОГО спирту, до температури плавлення сплаву в захисній атмосфері притиску в діапазоні від розрідження -10- 4 торр до надлишкового тиску -100 торр до наплавлення сплаву, і є) охолоджування металевої поверхні з наплавленим покриттям до температури навколишнього середовища 4 Спосіб по п 3, по якому етапи а), Ь) і с) повторюють принаймні один раз 5 Спосіб по п 3 або 4, по якому сплав складається принаймні на 60 % мас із заліза 6 Спосіб по одному з пп 3-5, по якому твердий металевий сплав у вигляді дрібнодисперсного порошку наносять за допомогою розпилювача порошкового матеріалу 7 Спосіб по одному з пп 1-6, по якому сплав включає в основному один або більше елементів, вибраних із заліза, нікеля і кобальту, і два або більше елемента, вибраних з бору, вуглецю, хрому, молібдену, марганцю, олова і кремнію 8 Спосіб по одному з пп 1-7, по якому металева поверхня розташована на сільськогосподарському знарядді 9 Спосіб по одному з пп 1-8, по якому сплав нагрівають до температури плавлення в атмосфері аргону 10 Спосіб по одному з пп 1-9, по якому сплав нагрівають до температури плавлення в атмосфері водню 11 Суспензія для наплавлення твердого зносостійкого покриття на металеву поверхню, що включає плавкий твердий металевий сплав у ви О о> 47491 гляді фракції дрібнодисперсного порошку, що складається принаймні на 60 % мас із заліза, у водному розчині ПОЛІВІНІЛОВОГО спирту, без флюсу 12 Суспензія по п 11, в якій сплав складається з бору, вуглецю, хрому, заліза, марганцю, нікелю і кремнію 13 Суспензія по п 11 або 12, в якій середній розмір частинок сплаву складає близько 0,15 мм або менше Винахід відноситься до способу наплавлення твердого зносостійкого сплаву на металеву поверхню, таку як поверхня ріжучого інструмента або сільськогосподарського знаряддя Покриття металевої поверхні іншим металом або сплавом металів для поліпшення зовнішнього вигляду, захисту проти корозії або підвищення ЗНОСОТІИКОСТІ добре відомо в металургійній технологи Наплавлення інструментів, зокрема, їх ріжучих кромок, твердим зносостійким сплавом традиційно застосовується в промисловій практиці і звичайно називається «наплавленням твердим сплавом» Наприклад, див патент США № Re 27, 851 Alessi, патенти США №5, 027, 828 і №5,443,916, Revankar, патент США № 4, 682, 987, Brady і інш , і патент США № 5, 456, 323, Hill Наплавлення твердим сплавом часто проводять шляхом наплавлення порошкового твердого сплаву металу на металеву поверхню Звичайно цей спосіб включає покриття металевої поверхні водною суспензією гомогенного порошкового сплаву, порошкового флюсу, зв'язуючої речовини І суспендуючої речовини, сушку суспензії до утворення твердого шару і нагрів металевої поверхні до досить високої температури для наплавлення сплаву на поверхню Флюс призначений для захисту сплаву від реакцій з газами в атмосфері плавильної печі під час нагрівання сплаву Суспендируюча речовина забезпечує рівномірність суспензії Зв'язуючи втримують порошки сплаву і флюсу на МІСЦІ, поки суспензія сплаву не висохне на поверхні металу тку плавлення порошку сплаву У JP-A-60089503 описаний спосіб наплавлення зносостійкого матеріалу Порошок абразивного матеріалу, такого як сплав на основі нікелю або кобальту, який включає менше за 5% заліза, і органічне зв'язуюче, таке як ПОЛІВІНІЛОВИЙ спирт, змішують для отримання суспензії, яку наносять на поверхню деталей машин Деталі нагрівають у вакуумі або неокислюючіи атмосфері до утворення спеченого шару зносостійкого матеріалу, який пов'язаний з деталями через дифузійний шар У патенті США №3, 310, 870, Parkikh та інш , описаний спосіб виробництва нікельованої сталі з використанням суспензійного складу, що включає порошок нікелю в зв'язуючому, такому як розчин ПОЛІВІНІЛОВОГО спирту, який може містити диспергуючий агент або дефлокулянт, які сприяють дисперсії зв'язуючого в суспензії Суспензію наносять на металевий субстрат шляхом напилення або накатування, висушують, сплавляють в атмосфері, що не окисляє сталь, піддають гарячому пресуванню і охолоджують У ЕР-А - 0 459 637 описаний спосіб нанесення покриття, що складається з твердого сплаву, на металевий або керамічний предмет Твердий сплав містить лише невеликий відсоток заліза Його змішують з органічним зв'язуючим, таким як ВІНІЛОВИЙ полімер, і наносять на предмет зануренням, напиленням, накаткой або іншими способами На першому етапі нагріву розкладається зв'язуюче, а на другому етапі нагріву при високій температурі в поєднанні з підвищеним тиском здійснюється ствердження покриття Патент СІЛА № 4,175,163, Ikeno та інш , пропонує спосіб покриття виробу з неіржавіючої сталі корозійностійким поверхневим шаром Металевий порошок, що складається в основному з хрому і нікелю, змішують з органічним розчинником, таким як водний розчин ПОЛІВІНІЛОВОГО спирту Після напилення суміші на поверхню виробу здійснюють високочастотний нагрів в неокиснюючій атмосфері, такій як азот або аргон, що спричиняє утворення дифузійного міжповерхневого шару між поверхневим шаром і стальним виробом Задачею даного винаходу є розробка способу рівномірного наплавлення металевої поверхні зносостійкий сплавом практично без неметалічних включень Друга задача складається в розробці суспензії зносостійкого сплаву для наплавлення Резюме винаходу Першим об'єктом даного винаходу є спосіб наплавлення зносостійкого покриття на металеву поверхню Перший варіант здійснення способу включає наступні етапи а) приготування практично однорідної водної суспензії з ПОЛІВІНІЛОВОГО спирту, не вмісної флю Одна з нестач цього способу наплавлення складається в тому, що флюсуюча, зв'язуюча і суспендируюча добавки суспензії залишаються в наплавленому покритті у вигляді небажаних неметалічних включень і знижують об'єм ефективного зносостійкого покриття при даній товщині покриття Ці включення утворюють розриви в покритті, які збільшують його крихкість і сприяють зняттю матеріалу покриття швидше за рахунок тріщин, чим внаслідок абразивного зносу, що приводить до передчасного зносу і скороченню терміну служби покриття Інша проблема відомих способів складається в нерівномірності товщини покриття Ця проблема виникає по двох причинах 1) Під час нанесення суспензія знаходиться у вологому стані, внаслідок чого вона може стікати по вертикальних і похилих поверхнях, що приводить до нерівномірного розподілу порошкового сплаву 2) Суміш флюсу і зв'язуючого, що використовується в суспензії покриття, плавиться раніше за порошок покриття, і рідина, що утворюється, прагне змістити частинки порошку на вертикальних і похилих поверхнях, що приводить до їх нерівномірного розподілу до поча 47491 су, плавкого твердого металевого сплаву, що складається принаймні на 60% із заліза, у вигляді дрібнодисперсного порошку, і однієї або більш добавкою, які вибрані з групи, що складається з диспергаторів, дефлокулянтів і пластификаторів, b) покриття металевої поверхні водною суспензією, c) сушку водної суспензії до утворення на металевій поверхні твердого шара плавкого твердого металевого сплаву в матриці ПОЛІВІНІЛОВОГО спирту, d) нагрів металевої поверхні, покритої шаром плавкого твердого металевого сплаву в матриці ПОЛІВІНІЛОВОГО спирту, до температури плавлення сплаву в захисній атмосфері при тиску в діапазоні від розрідження ~ 10 4 торр до надлишкового тиску - 1 0 0 торр, до наплавлення сплаву на металеву поверхню, і є) охолоджування металевої поверхні з наплавленим покриттям до температури навколишнього середовища Етапи Ь) і с) можуть повторюватися один або більш разів для нарощування більш товстого покриття з сплаву в матриці ПОЛІВІНІЛОВОГО спирту Другий варіант здійснення способу наплавлення твердого сплаву на металеву поверхню включає наступні етапи a) покриття металевої поверхні водним розчином ПОЛІВІНІЛОВОГО спирту, b) нанесення практично рівномірного шара плавкого твердого металевого сплаву у вигляді дрібнодисперсного порошку по покриттю з розчину ПОЛІВІНІЛОВОГО спирту, нанесеного на етапі а), до висихання розчину ПОЛІВІНІЛОВОГО спирту, c) сушку покриття з водного розчину ПОЛІВІНІЛОВОГО спирту до утворення твердого шару плавкого твердого металевого сплаву, зчепленого з металевою поверхнею за допомогою покриття з ПОЛІВІНІЛОВОГО спирту, d) нагрів металевої поверхні, покритої шаром плавкого твердого металевого сплаву, зчепленого з поверхнею за допомогою покриття з ПОЛІВІНІЛОВОГО спирту, до температури плавлення сплаву в захисній атмосфері притиску в діапазоні від розрідження ~ 1 0 4 торр до надлишкового тиску -100 торр, до розплавлення сплаву, і є) охолоджування металевої поверхні з наплавленим покриттям до температури навколишнього середовища Етапи а), Ь) і с) можуть повторюватися один або більш разів для нарощування шарів сплаву, кожний з яких зчеплюється з попереднім шаром за допомогою покриття з ПОЛІВІНІЛОВОГО спирту, а найнижчий шар зчеплюється безпосередньо з металевою поверхнею Другий об'єкт даного винаходу надає водну суспензію ПОЛІВІНІЛОВОГО спирту без флюсу і плавкий твердий металевий сплав у вигляді дрібнодисперсного порошку, який вмісний принаймні 60% заліза, які використовуються в першому варіанті здійснення способу Середній розмір частинок сплаву переважно складає близько 0 15мм або менше ЗНОСОСТІЙКІ покриття, що наносяться даним способом суспензійного покриття, мають рівномірну густину і практично не містять включень, на відміну від суспензійних покриттів, що наносяться колишніми методами Тому покриття по даному винаходу менш крихткі і більш ДОВГОВІЧНІ, НІЖ покриття, що наносяться колишніми методами Докладний опис винаходу Спосіб наплавлення твердих сплавів на металеві поверхні, зокрема, сільськогосподарські знаряддя, який широко вживається, описаний в патенті США №Re 27, 851, Alessi (включеному в даний опис шляхом посилання) Цей спосіб включає а) приготування водної суспензії порошків твердого сплаву, зв'язуючого і флюсу, Ь) нанесення суспензії на поверхню металевого виробу, яка належить зміцненню, с) видалення води з суспензії шляхом слабого нагріву, внаслідок чого на металевій поверхні залишається осадок сухого сплаву, зв'язуючого і флюсу, d) нагрів усього металевого виробу до досить високій температурі для розплавлення сплаву і утворення на металевому виробі покриття, міцно зчепленого з поверхнею Спосіб по даному винаходу являє собою удосконалення Alessi і способів наплавлення на основі Alessi, що використовуються в цей час, зокрема, способу, що згадується в патенті США № 5, 456, 323 під назвою «Dura-Face» У сучасних способах наплавлення твердих сплавів на основі способу Alessi композиція флюсу і зв'язуючого (флюс/зв'язуючий), яку використовують для приготування суспензії покриття, розплавляють до рідкого стану при набагато більш низькій температурі, ніж точка плавлення порошку сплаву, що міститься в суспензії Флюс/зв'язуючий продовжує знаходитися в рідкому стані навіть при більш високій температурі плавлення порошку сплаву Однак рідина флюс/зв'язуючий не може повністю піднятися на поверхню розплавленого сплаву за короткий час плавлення і до затвердження металу Тому флюс/зв'язуючий залишається всередині покриття з сплаву у вигляді дрібних неметал ічних частинок, які називають «включеннями» Включення є відносно м'якими і ламкими і, таким чином, знеміцнюють покриття з сплаву і знижують його СТІЙКІСТЬ ДО зносу Навіть якщо рідині флюс/зв'язуючий надається досить часу, щоб піднятися через шар розплавленого металу, флюс/зв'язуючий не виходить з покриття і утворює частину його верхнього шара Крім того, оскільки точка плавлення композиції флюс/зв'язуючий знаходиться набагато нижче за точку плавлення сплаву, в'язкість рідини флюс/зв'язуючий стає низькою задовго до досягнення температури плавлення сплаву Термін «плавлення» тут означає, що дрібнодисперсний порошок сплаву розм'якшується, а окремі частинки плавляться і агломерирують з утворенням суцільного покриття Рідина флюс/зв'язуючий легко розтікається по горизонтальній поверхні, захоплюючи порошок сплаву задовго до початку його плавлення Таким чином, плавлення флюсу/зв'язуючого приводить до нерівномірної товщини покриття, яке отверділо, що сильно знижує ЗНОСОСТІЙКІСТЬ покриття з сплаву У першому варіанті здійснення даного способу як зв'язуючий використовують водний розчин ПОЛІВІНІЛОВОГО спирту (ПВС) у водній суспензії сплаву без флюсу ПВС при нагріві не плавиться, подібно 47491 термопластам, а розкладається з отщеплениям води від двох суміжних гидроксильних груп при температурах вище за 150°С Коли покриття з сплаву/ПВС нагрівається до температури плавлення сплаву, ПВС майже повністю випаровується з покриття і залишається чистий агломерат з частинок порошкового сплаву з достатньою МІЦНІСТЮ зчеплення, який плавиться з утворенням чистого і щільного металевого покриття без включень Однак, оскільки ПВС розкладається і випаровується при температурі, набагато більш низькій, ніж температура плавлення порошку зміцнюючого сплав, то по мірі досягнення температури плавлення він не захищає сплав від ХІМІЧНИХ реакцій з атмосферними газами, наприклад, киснем, азотом і двоокисом вуглеводу Такий захист є функцією флюсуючої речовини, яка з самого початку відсутня в даному винаході Тому під час нагріву, плавлення і охолоджування переважно створюють захисну атмосферу, якщо сплав при підвищеній температурі чутливий до повітря У лабораторії і в малих масштабах виробництва плавлення сплаву може провести в печі з глибоким вакуумом (близько 10 4 торр або 0 1мкм), що надійно виключає атмосферні гази Можливе також використання в печі інертного газу, наприклад, аргону або гелію, з низьким тиском (100 200мкм) При низькому тиску може бути також використаний азот, хоч і не так успішно, як аргон або ІНШІ інертні гази Однак операції при глибокому вакуумі або низькому тиску інертного газу у вакуумній печі відносно дороги і ПОВІЛЬНІ у виробничих умовах Як захисна атмосфера під час плавлення сплаву при прийнятній швидкості технологічного процесу можуть бути використані інертні гази, наприклад, аргон і гелій, при тиску трохи вище атмосферного, і гази-відновники, наприклад, водень, при тиску трохи вище атмосферного Водень, будучи менш дорогим, ніж аргон або гелій, переважний як захисна атмосфера в крупномасштабний виробництвах Печі, в яких як захисну атмосферу використовують водень, ВІДОМІ в металургії і серійно випускаються 8 ють шляхом очищення до незахищеного металу ВІДПОВІДНИМ способом підготовки металевої поверхні може бути промивка гарячим детергентом і потім обдування піском Розмір частинок піску переважно складає близько 0 1 - 0 15мм Якщо обробці підлягає лише декілька виробів, поверхня може бути звільнена від оксиду шляхом протирання абразивним папером або полотном, наприклад, абразивним папером або полотном із зернистістю 120 Абразивним матеріалом може бути практично будь-який твердий порошок з гострокутними частинками, наприклад, глинозем, «стальний пісок» і багато які ІНШІ абразиви, що серійно випускаються У першому варіанті здійснення способу по даному винаходу переважна методика нанесення суспензії на металеву поверхню, яка належить обробці, залежить від форми і розміру металевого виробу, до якого належить ця поверхня, а також від вмісту сплаву в композиції і концентрації розчину ПВС-зв'язуючого Звичайно композицію покриття наливають, наносять кистю або напиляють на металеву поверхню, що захищається, або ж виріб, який вмістить цю поверхню, занурюють в суспензію Така методика придатна для відносно тонких покриттів, наприклад, до ~0 4мм, однак ІНОДІ буває важко отримати і підтримувати рівномірність товщини покриття Для цієї методики переважне співвідношення сплаву і розчину ПВС в діапазоні близько 4 1 - 8 1, а концентрація розчину ПВС - близько 1 % - 15% (вага) Наприклад, для цієї методики придатні суспензії 0500/0500, 0600/0150, 0700/0150, 0500/0750, 0600/0750 або подібні Суспензію по даному винаходу отримують шляхом ретельного змішування порошкового зміцнюючого сплаву з розчином ПВС-зв'язуючого з отриманням бажаного вагового співвідношення сплаву і розчину зв'язуючого Композиції суспензій, описані тут, позначені за допомогою вісьмицифрового коду Наприклад, в суспензії «0550/0750» перші чотири цифри, «0550», означають вагове співвідношення порошкового сплаву і розчину ПВС 5 5 до 1, а останні чотири цифри, «0750», означають 7 5%-й (вага) водний розчин ПВС як зв'язуючий У цьому позначенні в середині кожній з цифрових груп мається на увазі десятеричний знак Подібним чином, «1075/1025» означає співвідношення сплаву до ПВС 10 75 до 1, а водний розчин ПВС являє собою 10 25%-й розчин ПВС у воді (по вазі) Напилення покриття вимагає використання суспензій з низькою швидкістю седиментації порошку сплаву Згідно ІЗ законом Стокса, кінцева швидкість (тобто швидкість без прискорення) Vt руху частинки порошку через стовп рідини прямо пропорційна квадрату радіуса г частинки, що умовно вважається сферичною, і зворотно пропорційна в'язкості рідкої середи п, тобто, Vt ~ г2/г| Тому, чим менше розмір частинок порошку сплаву і чим вище в'язкість зв'язуючого, тим нижче швидкість седиментації порошку сплаву Величина радіуса, оскільки вона входить в рівняння в квадраті, сильніше впливає на швидкість седиментації, ніж в'язкість Наприклад, радіуси частинок розміром 0 15мм і 0 09мм становлять 75мкм і 45мкм, ВІДПОВІДНО, а в'язкість 5 % І 7 5% розчинів ПВС становлять 15мПа-с і 70мПа-с Тоді величина Vt для частинки розміром 0 09мм в 7 5% розчині ПВС буде в 13 раз нижче, ніж Vt для частинки розміром 0 15мм в 5 0% розчині ПВС Тому швидкість седиментації можна регулювати шляхом правильного підбору поєднань концентрації зв'язуючого і розміру частинок порошку Наприклад, осідання порошку сплаву з частинками розміром 0 15мм в неперемішеній суспензії 0500/0750 за 20 хвилин зневажно мале Досвідченому фахівцю буде зрозуміло, що для отримання рівномірного зносостійкого покриття металева поверхня, що обробляється, повинна являти собою чистий, незахищений метал, не вмісний оксиду Переважно, перед застосуванням способу наплавлення твердого сплаву, описаного тут, металеву поверхню, що оброблюється, готу Більш висока концентрація зв'язуючого, наприклад, 10% (в'язкість зв'язуючого 250мПа'с), ще більш знижує швидкість осідання, але відповідне сильне підвищення в'язкості суспензії може зробити и непридатної для розпилення Однак високов'язкі суспензії можуть бути використані в інших методиках нанесення, наприклад, для паст і стрі 47491 чок, описаних нижче Густі композиції суспензій з високим співвідношенням сплаву до розчину ПВС можуть застосовуватися як пасти, що видавлюються або можуть бути накатані на стрічки, які потім накладають на металеву поверхню Однак обидві ці методики звичайно вимагають спеціальних добавок у вигляді диспергаторів, дефлокулянтів і пластифікаторів Для цих методик переважне співвідношення сплаву і розчину ПВС в діапазоні близько 8 1 - 1 5 1 (вага) і концентрація розчину ПВС близько 6% 15% (вага) Типовими прикладами густих суспензій є суспензії 1000/1000, 1200/1500 і 1500/1200 Методики нанесення паст і стрічок можуть бути використані для виготовлення товстих покриттів Однак ці методики важко застосовувати в умовах високошвидкісного виробництва У випадках, коли потрібно товсте покриття, надійною і економічною альтернативою пасті і стрічці є методика багаторазового нанесення, яка забезпечує рівномірне товсте покриття навіть на великих поверхнях Необхідну товщину можна наростити шляхом повторного напилення з циклами сушки, що чергуються Сушку можна здійснювати при ~ 80 - 120°С в термостаті з примусовою конвекцією Суспензія 0500/0750 особливо переважна для цього способу, хоч можуть бути використані і ІНШІ склади Спосіб по даному винаходу особливо придатний для наплавлення твердих сплавів на стальні вироби, які зазнають сильних ударів, впливу корозії і абразивного зносу, наприклад (але не тільки), на ріжучі інструменти (особливо їх ріжучі кромки), підшипники, поршні, колінвали, шестерні, деталі станків, вогнепальна зброя, сільськогосподарські знаряддя і хірургічні інструменти Спосіб може бути використаний для підвищення твердості ковкого чавуна і сірого чавуна, які часто використовують в таких ливарних виробах, як блоки двигунів і корпуси складальних вузлів Сплав може бути наплавлений на поверхню чавунного виробу при температурі трохи нижче за точку плавлення чавунного виробу Крім того, способи по даному винаходу можуть бути використані для нанесення покриттів з кольорових металів і сплавів, при умові, що твердий сплав сумісний з металевою поверхнею, що обробляється, а температура плавлення твердого сплаву значно нижче за точку плавлення металу, що обробляється У другому, альтернативному, варіанті здійснення винаходу металева поверхня, що захищається може бути покрита водним розчином ПВС (близько 1% - 15% ПВС ваги) з утворенням покриття із зв'язуючого з подальшим розподілом сухого порошку по покриттю з водного розчину ПВС, поки воно не висохло, переважно за допомогою розпилювача порошкового матеріалу і найбільш переважно - розпилювача на стислому повітрі Переважно, на металеву поверхню напилюють як водний розчин ПВС, так і порошок сплаву Потім розчин ПВС-зв'язуючого сушать до утворення твердого шару порошкового сплаву, пов'язаного з поверхнею покриттям з ПВС Багатошарове покриття з порошкового сплаву може бути отримане шляхом почергового нанесення шарів розчину ПВС і шарів порошкового сплаву і сушки кожного 10 подальшого шару розчину ПВС, пов'язаного з шаром сплаву, перед нанесенням нового шара ПВС У цьому варіанті винаходу усунена проблема седиментації порошку в суспензії і розтікання суспензії в товстих покриттях Крім того, цей варіант добре придатний для високошвидкісного виробництва Теплова обробка металу для модифікації або посилення його властивостей добре відома і широко застосовується в металургійній технологи, наприклад, див Heat Treating Handbook, ASM International, Metals Park, OH (1991) Спосіб теплової обробки в основному включає рівномірний нагрів металу до його температури аустенізаци (гартування), а потім швидке охолоджування, тобто гартування, в гартівному середовищі, такому як вода, гартівне масло або полімерна гартівна середа, або навіть в повітрі Металевий виріб, вмісний поверхню, що обробляється способом по даному винаходу, може бути підданий наступній тепловій обробці виріб витягують з печі після розплавлення сплаву, повільно охолоджують до температури гартування металу і потім швидко занурюють у відповідну гартівну середу У альтернативному варіанті металевий виріб, який містить поверхню із заздалегідь нанесеним твердим покриттям, може бути піддано тепловій обробці шляхом нагріву його до температури гартування і подальшого гартування ПВС-зв'язуюче, на відміну від композиції флюс/зв'язуючий, вживаної у ВІДОМІЙ технологи, не плавиться до рідкого стану до або під час процесу плавлення покриття і тому не дає порошку можливості переміщатися до початку його плавлення Ця властивість ПВС дає гарантію того, що кінцева товщина наплавленого покриття буде відповідати початковій товщині суспензії покриття в будь-якій його точці При нанесенні суспензії товщиною до 1мм, на вертикальну стальну поверхню, не трапляється ніякого зміщення порошку металу до або під час розплавлення Метал також не стікає при нанесенні покриття товщиною до 1 5мм на похилу під кутом 60° поверхню Таким чином, ПВС як зв'язуючий мінімізує проблему нерівномірності покриттів, що існувала у ВІДОМІЙ технології наплавлення твердих сплавів У патенті США № 5, 027, 828, Revankar, використовують ПВС в способі випарного шаблонного лиття, або ВШЛ, як засіб утримання керамічних частинок, таких як частинки карбіду металу, на поверхні полімерного шаблона, що вміщується потім в піщану ливарну форму, в яку заливають розплавлений чавун Однак, в цьому патенті керамічні частинки, що вбираються в чавун, не плавляться на металевій поверхні, як частинки сплаву в способі по даному винаходу Крім того, в патенті США № 5, 027, 828 розмір керамічних частинок переважно складає близько 1мм, найбільш переважно близько 0 Змм, а розмір частинок по даному винаходу переважно складає близько 0 15мм або менше ПВС, зв'язуюче, що використовується в даному винаході, являє собою недорогий і екологічно безпечний полімер При відсутності кислот або основ водні розчини ПВС стабільні навіть через декілька МІСЯЦІВ зберігання при кімнатній темпера 47491 12 11 турі Стабільність розчинів ПВС є перевагою для бор, вуглевод, хром, залізо (в нікелевих і кобальпромислового застосування Коли суспензію потових сплавах), марганець, нікель (в сплавах на рошкового сплаву з ПВС який є зв'язуючим нагріоснові заліза і кобальту), кремній, олово або їх вають до температури плавлення порошкового поєднання, див Alessi У вигляді мінімальних засплаву в такій захисній атмосфері, як аргон або бруднень можуть бути присутні мікроелементи гелій, або у відбудовній атмосфері, такій як во(менше за 0 1%), такі як сірка Хоч може бути мождень, ПВС повністю випаровується, внаслідок чого ливим отримання сплавів, вмісних радіоактивні, утворюється щільне покриття з сплаву без вклювисокотоксичні або дорогоцінні елементи, які зачень довольняють вказаним вище фізичним і ХІМІЧНИМ вимогам, такі сплави можуть мати обмежену ЦІНСплави, вживані в даному винаході, значно НІСТЬ або взагалі не мати практичного застосувантвердіше і більш ЗНОСОСТІЙКІ, ніж сталь, яку звиня з міркувань охорони здоров'я, техніки безпеки чайно використовують для виготовлення інструі/або економічності ментів, шестерень, деталей двигуна і сільськогосподарських знарядь, наприклад, сталь марки 1045 Способи отримання дрібнодисперсних порошПереважно, сплав має значення твердості по Кнуків сплавів добре ВІДОМІ в металургійній технології пу в діапазоні близько 800 - 1300 Температура Інформація і предісторія отримання порошкових плавлення сплаву становить 1100°С або менш, що сплавів, придатних для застосування в даному менше температури плавлення металу, на який винаході, міститься в стандартних підручниках по наноситься покриття Переважно, порошок сплаву цій технологи, таких як Hausher, Н Н and Mai, М К , має досить малий розмір частинок, щоб утворити Handbook of Powdered Metallurgy, 2nd Ed , (особрівномірну суспензію і рівномірне покриття Переливо починаючи зі crop 22) Chemical Publishing важно, сплав має одну фазу і, переважно, темпеCo, Inc (1982) Порошкові сплави, придатні для ратуру плавлення в інтервалі близько 900 застосування в даному винаході, можна придбати, 1200°С Його використовують в формі дрібнодиснаприклад, в Wall Colmonoy Corporation, Madison персного порошку з розмірами частинок в типовоHeights, Ml і SCM Metal Products, Inc , Research му діапазоні від ~ 0 Змм до ~ 0 07мм Переважно, Triangle Park, NC середній розмір частинок складає менше за ~ Наступні приклади додатково ілюструють да0 15мм і найбільш переважно - менше за 0 09мм ний винахід і не повинні розглядатися як його обмеження Сплави, вживані в даному винаході, переважно складаються принаймні на 60% з перехідного Приклади металу восьмої групи періодичної таблиці, такого Приклад 1 Сплави як залізо, кобальт або нікель, але можуть бути Сплави, які вживаються в способах по даному засновані і на інших металах, при умові, що сплав винаходу, включають (але не обмежені ними) володіє вказаними вище властивостями Інші комсплави, описані в Таблиці поненти (близько 0 1 - 20%) звичайно включають Таблиця Елементний склад (% ваги) окремих твердих сплавів, придатних для наплавлення на металеві поверхні Елемент Бор Вуглевод Хром Кобальт Залізо Марганець Нікель Кремній Олово Сплав № 1, % 3 00 0 70 14 30 Сплав № 2, % 3 29 218 14 44 Сплав № 3, % 3 08 1 98 1412 — — — 4 00 рівноваг 4 25 рівноваг 0 31 5 72 3 09 рівноваг 0 50 5 64 2 74 — — — — Приклад 2 Наплавлення зносостійкого покриття на культіваторну лапу в атмосфері аргону ПОЛІВІНІЛОВИЙ спирт (ПВС) (75 - 15 Elvanol (торгова марка) виробництва DuPont) змішали з достатньою КІЛЬКІСТЮ води для утворення 7 5% (ваги) розчину ПВС Порошок сплаву №3 (див Табл 1, Приклад 1) зі середнім розміром частинок 0 15мм, виробництва SCM Metal Products, Inc , додали до розчину ПВС при ваговому співвідношенні 5 0 частин сплаву № 3 на 1 частину розчину ПВС з утворенням суспензії типу 0500/0750 Культиваторну лапу промили гарячим розчином детергента, а область, яка належить обробці, продули піском з розміром частинок 0 Змм до Сплав № 4, % 2 00 0 60 12 35 рівноваг 1 ЗО — 23 5 1 90 7 60 отримання матової поверхні Шар сплав/ПВС завтовшки 2мм розпилили по поверхні культиваторноі лапи, належної обробці, і нагріли культиваторну лапу в термостаті з примусовою конвекцією при температурі близько 120°С протягом ЗО - 60 хвилин до висихання суспензії з утворенням осадка сплав/ПВС Після ЦЬОГО культиваторну лапу перенесли у вакуумну піч, працюючу при парциальном тиску аргону 100 - 500мкм Культиваторну лапу нагріли приблизно до 1100°С і витримали при цій температурі до закінчення наплавлення покриття на поверхню культиваторної лапи (близько 2 Юхв) Потім культиваторну лапу повільно і рівномірно охолодили в атмосфері аргону до темпера 47491 14 13 тури ~ 300°С або менш, в цей момент культиватовипускається, або полімерній гартівній середі в рну лапу витягай з печі і залишили залежності від марки стали Потім загартований ох&лод,я&иЗ№Я до температури навколишнього рифлений бич молотильного барабана може бути середовища (Термін «температура навколишньопідданий подальшій тепловій обробці, як описано го середовища» тут рівнозначний поняттю «кімнав Прикладі 4 тна температура», тобто близько 15 - 35°С ) Приклад 6 Наплавлення зносостійкого покриття на ріжучу кромку леза газонокосарки Приклад 3 Наплавлення на культиваторну лапу зносостійкого покриття в атмосфері водню Лезо газонокосарки покривали зносостійкий сплавом по методиці Прикладу 2, за винятком тоЗносостійке покриття наносили на культиватого, що замість сплаву №3 (Табл 1, Приклад 1) рну лапу, як описано в Прикладі 2, за винятком використали сплав № 1 Потім його піддали тептого, що нагрів у вакуумній печі здійснювали в атловій обробці, як описано в Прикладі 4 мосфері водню при невеликому надлишковому тиску (близько 50 -ЮОторр) Приклад 7 Наплавлення зносостійкого покриття на фіксаторі корпусу живильника сільськоПриклад 4 Теплова обробка металевого носія господарського комбайна, відлитого з ковкого чаЗносостійке покриття наносили на культиватовуна рну лапу, як описано в Прикладі 2 Потім культиваторну лапу піддали повторному нагріву до темпеКорпусну поверхню фіксатора обробили перед ратури аустенізаци (гартування) стального нанесенням зносостійкого покриття, як описано в субстрату (845°С для сталі 1045), потім загартуваПрикладі 2 Потім на область, яка належить зміцли в гартівному маслі, що серійно випускається ненню, напилили 10% водний розчин ПВС Відразу Після ЦЬОГО культиваторну лапу нагріли до темпепісля цього на область, покриту розчином ПВС, ратури близько 275 - 300°С для відпуску мартенсінапилили сплав №4 (Табл 1, Приклад 1) і нагріли ту, що утворився при гартуванні, і залишили ОХОкорпус в термостаті з примусовою конвекцією приЛОДЖУВАТИСЯ на повітрі до температури близно до 120°С до висихання покриття з ПВСнавколишнього середовища зв'язуючого з утворенням осадка сплав/ЛВС Область деталі, яка не належить обробці, протерли Приклад 5 Наплавлення зносостійкого подля видалення ПВС-зв'язуючого і сплаву Потрібно криття на рифлений бич молотильного барабана ВІДМІТИТИ, що в цьому другому варіанті здійснення зернозбирального комбайна винаходу відсутня необхідність в приготуванні суЗносостіке покриття наносили на рифлений спензії перед нанесенням порошкового сплаву бич молотильного барабану шляхом напилення на обчищену поверхню суспензії з сплаву №2 (Табл , Приклад 1) з ваговим співвідношенням сплаву і розчину ПВА 6 0 1,і 5% водного розчина ПВС з утворенням суспензії типу 0600/0500 Після сушки суспензії на рифленом бичі молотильного барабана по методиці, описаній в Прикладі 2, сплав наплавляли на рифлений бич молотильного барабана в конвеєрній печі в атмосфері водню при надлишковому тиску і при температурі близько 1100°С Потім рифлений бич молотильного барабана з нанесеним покриттям охолодили до температури гартування, вибраної у ВІДПОВІДНОСТІ З маркою сталі носія, як згадувалося в Прикладі 4, і після цього загартували в масляній, що серійно Потім корпус нагріли до температури близько 1100°С для розплавлення покриття Нагрів здійснювали в конвеєрній печі при надлишковому тиску (близько 5 0 - 1 0 0 торр) водню, де корпус фіксатора витримували при температурі близько 1065 1075°С протягом 2 - 5 хвилин Після цього корпус перенесли в сольову ванну для ізотермічного відпуску, нагріту до 275 - 325°С, і витримали у ванні протягом 4 - 6 годин при цій температурі до завершення перетворення структури матеріалу Потім його витягай з ванни і залишили охлаждаться на повітрі до температури навколишнього середовища ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюA method of solid wear-resistant thermal coating on the metallic surface ( variants ) and a coating slurry
Назва патенту російськоюСпособ наплавки твёрдого износоустойчивого покрытия на металлическую поверхность ( варианты ) и суспензия для наплавки
МПК / Мітки
МПК: C23C 24/00, B22F 7/04, C23C 26/00, B22F 3/22
Мітки: варіанти, суспензія, покриття, металеву, наплавлення, спосіб, поверхню, зносостійкого, твердого
Код посилання
<a href="https://ua.patents.su/7-47491-sposib-naplavlennya-tverdogo-znosostijjkogo-pokrittya-na-metalevu-poverkhnyu-varianti-i-suspenziya-dlya-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення твердого зносостійкого покриття на металеву поверхню (варіанти) і суспензія для наплавлення</a>
Спосіб нанесення покриття на металеву деталь та металева деталь з високотемпературною захисною системою покриття
Номер патенту: 46761
Опубліковано: 17.06.2002
Автор: Беелє Вольфрам
МПК: C23C 14/02, C23C 28/00
Мітки: системою, високотемпературною, деталь, спосіб, металеву, нанесення, захисною, покриття, металева
Формула / Реферат:
1. Спосіб нанесення покриття на металеву деталь, який полягає у тому, що на зовнішню поверхню металевої деталі наносять шар сплаву та керамічний шар, який відрізняється тим, що після нанесення шару сплаву його полірують та наносять на нього шар алюмініду однакової товщини, після чого наносять керамічний шар.2. Спосіб за п. 1, який відрізняється тим, що за наявності у корпусі металевої деталі принаймні одного каналу, що утворює її...
Сплав для зносостійкого наплавлення

Номер патенту: 11028
Опубліковано: 25.12.1996
Автори: Моргачов Іван Григорович, Попов Вячеслав Миколайович, Прозоров Євген Володимирович, Пономаренко Віра Петрівна, Стойко Валерій Павлович
МПК: C22C 38/08
Мітки: сплав, наплавлення, зносостійкого
Спосіб нанесення зносостійкого покриття
Номер патенту: 43987
Опубліковано: 15.01.2002
Автори: Кошеленко Павло Іванович, Левшун Павло Володимирович, Боклан Ігнат Іванович
МПК: F16L 58/00
Мітки: нанесення, зносостійкого, спосіб, покриття
Формула / Реферат:
Спосіб нанесення зносостійкого покриття, який відрізняється тим, що приварюють окремі дротинки або куски сітки, потім приварюють шар сітки, який покриває всю зношену поверхню деталі, потім наносять композиційний матеріал, який заповнює окремі впадини та канавки, після чого наносять зносостійкий композиційний матеріал на всю зношену поверхню деталі, на якій попередньо змонтована металічна сітка.
Дуттьова фурма з захисним покриттям та спосіб нанесення захисного покриття на зовнішню поверхню дуттьової фурми
Номер патенту: 45466
Опубліковано: 15.04.2002
Автори: Лупандін Георгій Степановіч, ДЮБІН Валерій Юрьйович, МАКІЄНКО Володимир Григорович, ЗОТОВ Олексій Володимирович, АГАРКОВ Віктор Якович
МПК: B22D 19/08, C21B 7/16, B22D 19/02
Мітки: поверхню, зовнішню, фурми, покриття, нанесення, спосіб, дуттьової, захисним, фурма, дуттьова, покриттям, захисного
Формула / Реферат:
1. Дуттьова фурма з захисним покриттям на робочій частині зовнішньої поверхні, яка вміщує внутрішній та зовнішній стакани, з'єднані по кінцях фланцем та носовою частиною, захисне покриття якої складається з внутрішнього металевого та зовнішнього керамічного шарів, яка відрізняється тим, що внутрішній шар захисного покриття складає 0,4 - 1,2 товщини стінки зовнішнього стакана фурми, і який виконано композитним із чавуну з сталевою арматурою та...
Спосіб нанесення зносостійкого покриття на робочі поверхні пар тертя
Номер патенту: 10006
Опубліковано: 30.09.1996
Автори: Гребень Андрій Маркович, Аспідов Віктор Іванович, Грискін Юхим Наумович, Плужник Юрій Федорович, Грискіна Наталія Юхимівна
МПК: B22F 7/04
Мітки: покриття, зносостійкого, нанесення, пар, поверхні, спосіб, робочі, тертя
Формула / Реферат:
(57) Способ нанесения износостойкого покрытия на рабочие поверхности пар трения, включающий засыпку в кольцевую канавку, покрытую слоем меди, порошка релита, прессование его, засыпку цементирующего порошка на слой релита, повторное прессование и пропитку в процессе спекания в нейтральной атмосфере, отличающийся тем, что в качестве цементирующего материала берут порошок наплавочного твердого никелевого сплава, перед повторным прессованием на...
Попередній патент: Спосіб і пристрій для управління і контролю залізничної станції
Наступний патент: Промивальна рідина
Випадковий патент: 2-аміно-4-метил-9-(3,4-метилендіоксифеніл)-7-оксо-3-ціано-6,7,8,9-тетрагідропіридо[3',2':4,5]тієно[3,2-b]піридин