Спосіб обробки залізничних осей
Номер патенту: 32095
Опубліковано: 12.05.2008
Автори: Грищенко Микола Анатолійович, Вакуленко Ігор Олексійович, Перков Олег Миколайович, Анофрієв Василь Григорійович
Завантажити PDF файл.
Формула / Реферат
Спосіб обробки залізничних осей, за яким після аустенітизації проводять примусове охолодження водою підматочинної частини до досягнення визначеного температурного інтервалу, потім піддають прискореному охолодженню інші елементи осі та остаточному загальному відпуску при температурі 500 °С, який відрізняється тим, що температура кінця охолодження підматочини знаходиться в інтервалі 450-500 °С.
Текст
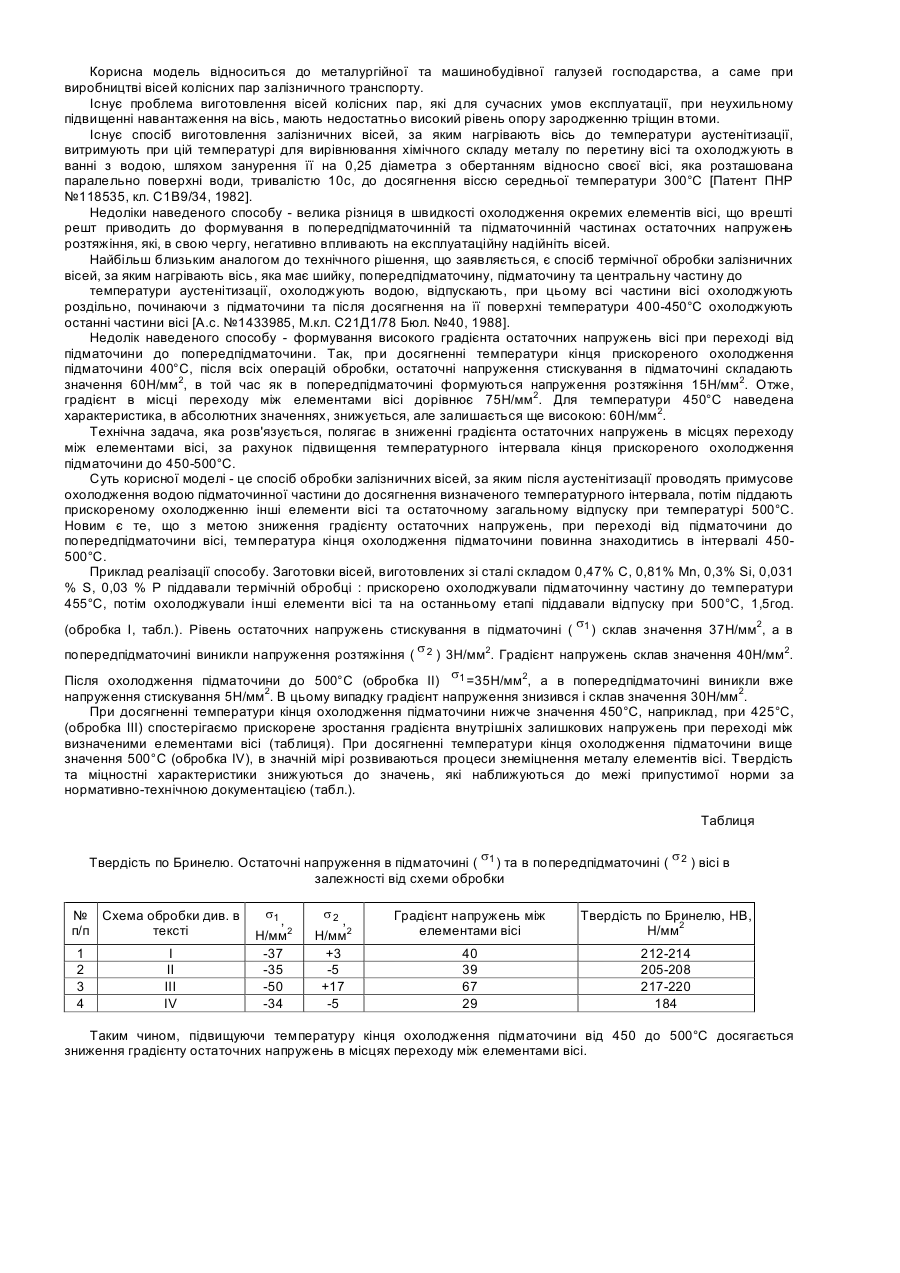
Корисна модель відноситься до металургійної та машинобудівної галузей господарства, а саме при виробництві вісей колісних пар залізничного транспорту. Існує проблема виготовлення вісей колісних пар, які для сучасних умов експлуатації, при неухильному підвищенні навантаження на вісь, мають недостатньо високий рівень опору зародженню тріщин втоми. Існує спосіб виготовлення залізничних вісей, за яким нагрівають вісь до температури аустенітизації, витримують при цій температурі для вирівнювання хімічного складу металу по перетину вісі та охолоджують в ванні з водою, шляхом занурення її на 0,25 діаметра з обертанням відносно своєї вісі, яка розташована паралельно поверхні води, тривалістю 10с, до досягнення віссю середньої температури 300°С [Патент ПНР №118535, кл. С1В9/34, 1982]. Недоліки наведеного способу - велика різниця в швидкості охолодження окремих елементів вісі, що врешті решт приводить до формування в попередпідматочинній та підматочинній частинах остаточних напружень розтяжіння, які, в свою чергу, негативно впливають на експлуатаційну надійніть вісей. Найбільш близьким аналогом до технічного рішення, що заявляється, є спосіб термічної обробки залізничних вісей, за яким нагрівають вісь, яка має шийку, попередпідматочину, підматочину та центральну частину до температури аустенітизації, охолоджують водою, відпускають, при цьому всі частини вісі охолоджують роздільно, починаючи з підматочини та після досягнення на її поверхні температури 400-450°С охолоджують останні частини вісі [А.с. №1433985, М.кл. С21Д1/78 Бюл. №40, 1988]. Недолік наведеного способу - формування високого градієнта остаточних напружень вісі при переході від підматочини до попередпідматочини. Так, при досягненні температури кінця прискореного охолодження підматочини 400°С, після всіх операцій обробки, остаточні напруження стискування в підматочині складають значення 60Н/мм2, в той час як в попередпідматочині формуються напруження розтяжіння 15Н/мм2. Отже, градієнт в місці переходу між елементами вісі дорівнює 75Н/мм2. Для температури 450°С наведена характеристика, в абсолютних значеннях, знижується, але залишається ще високою: 60Н/мм2. Технічна задача, яка розв'язується, полягає в зниженні градієнта остаточних напружень в місцях переходу між елементами вісі, за рахунок підвищення температурного інтервала кінця прискореного охолодження підматочини до 450-500°С. Суть корисної моделі - це спосіб обробки залізничних вісей, за яким після аустенітизації проводять примусове охолодження водою підматочинної частини до досягнення визначеного температурного інтервала, потім піддають прискореному охолодженню інші елементи вісі та остаточному загальному відпуску при температурі 500°С. Новим є те, що з метою зниження градієнту остаточних напружень, при переході від підматочини до попередпідматочини вісі, температура кінця охолодження підматочини повинна знаходитись в інтервалі 450500°С. Приклад реалізації способу. Заготовки вісей, виготовлених зі сталі складом 0,47% С, 0,81% Мn, 0,3% Si, 0,031 % S, 0,03 % Р піддавали термічній обробці : прискорено охолоджували підматочинну частину до температури 455°С, потім охолоджували інші елементи вісі та на останньому етапі піддавали відпуску при 500°С, 1,5год. s (обробка І, табл.). Рівень остаточних напружень стискування в підматочині ( 1 ) склав значення 37Н/мм2, а в s попередпідматочині виникли напруження розтяжіння ( 2 ) 3Н/мм2. Градієнт напружень склав значення 40Н/мм2. s Після охолодження підматочини до 500°С (обробка II) 1 =35Н/мм2, а в попередпідматочині виникли вже напруження стискування 5Н/мм2. В цьому випадку градієнт напруження знизився і склав значення 30Н/мм2. При досягненні температури кінця охолодження підматочини нижче значення 450°С, наприклад, при 425°С, (обробка III) спостерігаємо прискорене зростання градієнта внутрішніх залишкових напружень при переході між визначеними елементами вісі (таблиця). При досягненні температури кінця охолодження підматочини вище значення 500°С (обробка IV), в значній мірі розвиваються процеси знеміцнення металу елементів вісі. Твердість та міцностні характеристики знижуються до значень, які наближуються до межі припустимої норми за нормативно-технічною документацією (табл.). Таблиця s s Твердість по Бринелю. Остаточні напруження в підматочині ( 1 ) та в попередпідматочині ( 2 ) вісі в залежності від схеми обробки № Схема обробки див. в п/п тексті 1 2 3 4 І II III IV s1 , Н/мм2 -37 -35 -50 -34 s2 , Н/мм2 +3 -5 +17 -5 Градієнт напружень між елементами вісі Твердість по Бринелю, НВ, Н/мм2 40 39 67 29 212-214 205-208 217-220 184 Таким чином, підвищуючи температуру кінця охолодження підматочини від 450 до 500°С досягається зниження градієнту остаточних напружень в місцях переходу між елементами вісі.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for railway axes treatment
Автори англійськоюVakulenko Igor Oleksiiovych, Perkov Oleh Mykolaiovych, Anofriiev Vasyl Hryhoriiovych, Hryschenko Mykola Anatoliiovych
Назва патенту російськоюСпособ обработки железнодорожных осей
Автори російськоюВакуленко Игорь Алексеевич, Перков Олег Николаевич, Анофриев Василий Григорьевич, Грищенко Николай Анатолиевич
МПК / Мітки
МПК: C21D 1/78
Мітки: обробки, залізничних, спосіб, осей
Код посилання
<a href="https://ua.patents.su/1-32095-sposib-obrobki-zaliznichnikh-osejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки залізничних осей</a>
Спосіб обробки залізничних осей
Номер патенту: 31731
Опубліковано: 25.04.2008
Автори: Грищенко Микола Миколайович, Перков Олег Миколайович, Вакуленко Ігор Олексійович
МПК: C21D 1/78
Мітки: обробки, спосіб, залізничних, осей
Формула / Реферат:
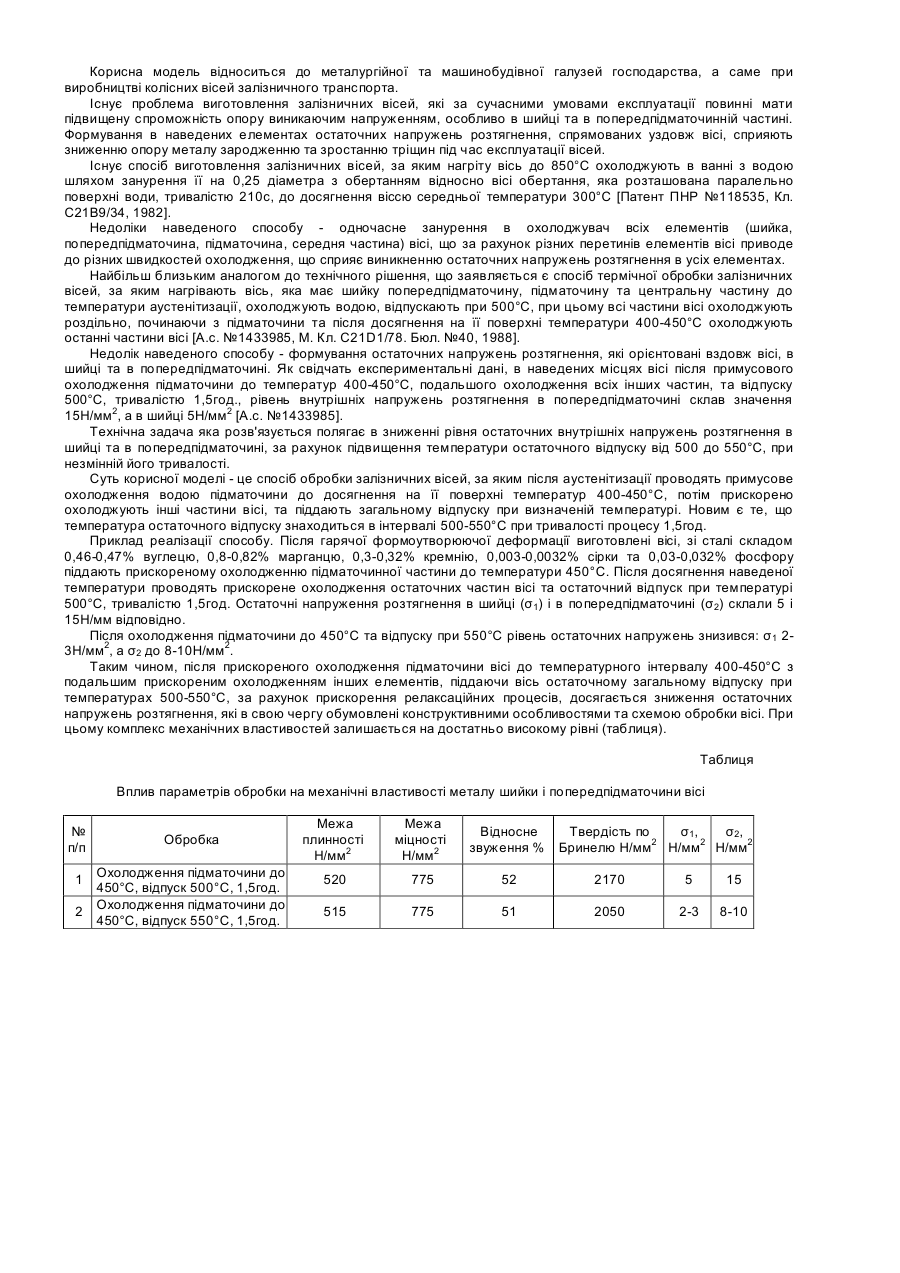
Спосіб обробки залізничних осей, який включає аустенітизацію, після якої проводять примусове охолодження водою підматочинної частини до досягнення температури 400-450 °С, потім прискорено охолоджують інші частини осі та піддають загальному відпуску при визначеній температурі, який відрізняється тим, що температура відпуску знаходиться в інтервалі 500-550 °С.
Спосіб прокатування суцільних залізничних осей
Номер патенту: 26209
Опубліковано: 19.07.1999
Автори: Бродський Сергій Сергійович, Трухін Микола Олексійович, Гончар Володимир Олександрович, Полєщук Валентин Михайлович, Попов Євген Святославович, Олійник Юрій Костянтинович, Хміль Микола Викторович, Піменов Анатолій Романович, Несвіт Володимир Васильович, Гончарук Валерій Іванович, Кукуй Давид Пенхусович
МПК: B21H 1/00
Мітки: осей, спосіб, прокатування, залізничних, суцільних
Формула / Реферат:
1. Спосіб прокатування суцільних залізничних осей на тривалковому стані поперечно-гвинтового прокатування, за яким прокатують передню частину осі із прикладанням зусилля підпирання, а частину осі прокатують при установленні валків на величину пружної деформації заготовки, який відрізняється тим, що з осьовим підпиранням прокатують усю передню шийку і передпідматочину, прокатування решти частини осі проводять з осьовим підпиранням або з...
Спосіб токарної обробки криволінійних осей і пристрій для його здійснення
Номер патенту: 47035
Опубліковано: 17.06.2002
Автори: Стойко Ігор Іванович, Гевко Іван Богданович
МПК: B23B 1/00
Мітки: спосіб, токарної, здійснення, осей, обробки, криволінійних, пристрій
Формула / Реферат:
1. Спосіб токарної обробки криволінійних осей, який полягає в тому, що криволінійну вісь закріплюють в центрах, які розміщують в площині симетрії осі з додатковими технологічними центровими отворами, який відрізняється тим, що криволінійну вісь розміщують на двох технологічних (додаткових) центрових отворах, які розміщені в площині симетрії осі - один на зовнішньому діаметрі згину, а другий - на внутрішньому, і надають обертання відносно...
Спосіб для токарної обробки криволінійних осей і пристрій для його реалізації
Номер патенту: 47036
Опубліковано: 17.06.2002
Автори: Гевко Іван Богданович, Стойко Ігор Іванович
МПК: B23B 1/00
Мітки: реалізації, осей, криволінійних, обробки, пристрій, токарної, спосіб
Формула / Реферат:
1. Спосіб для токарної обробки криволінійних осей, який полягає в тому, що криволінійну вісь закріплюють в центрах, які розміщують в площині симетрії осі з додатковими технологічними центровими отворами, який відрізняється тим, то криволінійну вісь розмішують на 4-х технологічних допоміжних центрових отворах, які розміщені посередині криволінійної осі на згині - два на зовнішньому діаметрі згину, а інших два - на внутрішньому і надають...
Верстат для обробки криволінійних осей
Номер патенту: 3772
Опубліковано: 15.12.2004
Автори: Дзюра Володимир Олексійович, Вовк Ярослав Юрійович, Стойко Ігор Іванович, Гевко Ігор Богданович
МПК: B21D 3/00
Мітки: криволінійних, обробки, верстат, осей
Формула / Реферат:
Верстат для обробки криволінійних осей, що виконаний у вигляді станини, механізмів приводу та подачі, механізму закріплення заготовок, супорта з різальними головками і пульта керування, який відрізняється тим, що оснащений двома шпиндельними вузлами, які закріплені на станині під кутом, рівним куту перетину умовних осей криволінійної осі, як різальні головки використано різальні головки з індивідуальним приводом з можливістю колового та...
Попередній патент: Опорно-зчіпний пристрій зчленованих автобусів і тролейбусів
Наступний патент: Спосіб зволоження агломераційної шихти у змішувальних барабанах
Випадковий патент: Пристрій для сепарації сипучої суміші у текучому середовищі