Спосіб для токарної обробки криволінійних осей і пристрій для його реалізації
Формула / Реферат
1. Спосіб для токарної обробки криволінійних осей, який полягає в тому, що криволінійну вісь закріплюють в центрах, які розміщують в площині симетрії осі з додатковими технологічними центровими отворами, який відрізняється тим, то криволінійну вісь розмішують на 4-х технологічних допоміжних центрових отворах, які розміщені посередині криволінійної осі на згині - два на зовнішньому діаметрі згину, а інших два - на внутрішньому і надають обертання відносно своєї осі, а різцю - поступальне переміщення паралельно осі деталі.
2. Пристрій для токарної обробки криволінійних осей, який містить корпус, центри, що розміщені в площині симетрії осі і механізм прокручування у вигляді кривошипа, який відрізняється тим, що пристрій виконаний із двома додатковими центрами - один жорсткий, а другий підвідний, які розміщені в площині симетрії осі оброблення під кутом 90° до горизонтальної осі, причому жорсткий центр виставлено на розмір за допомогою регулювальних прокладок, які встановлені між корпусом і буртиком центра, а на підвідному центрі виконано осьовий паз, який є в контакті з виступом кінця стопорного гвинта, який встановлений на корпусі в горизонтальному положенні, а регулювальний гвинт є в контакті з торцем підвідного центра через упорну шайбу, корпус пристрою по зовнішньому діаметру закритий щитком.
Текст
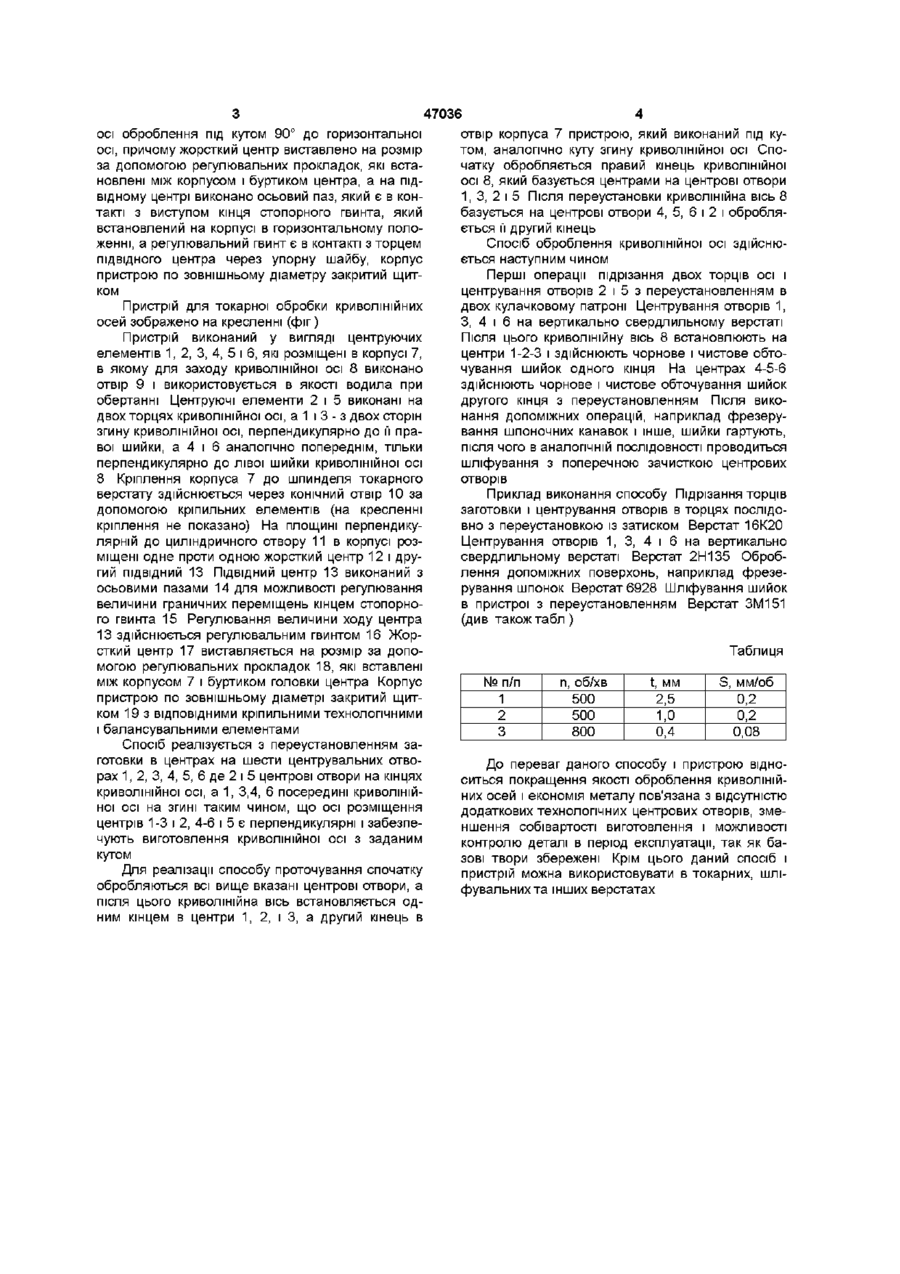
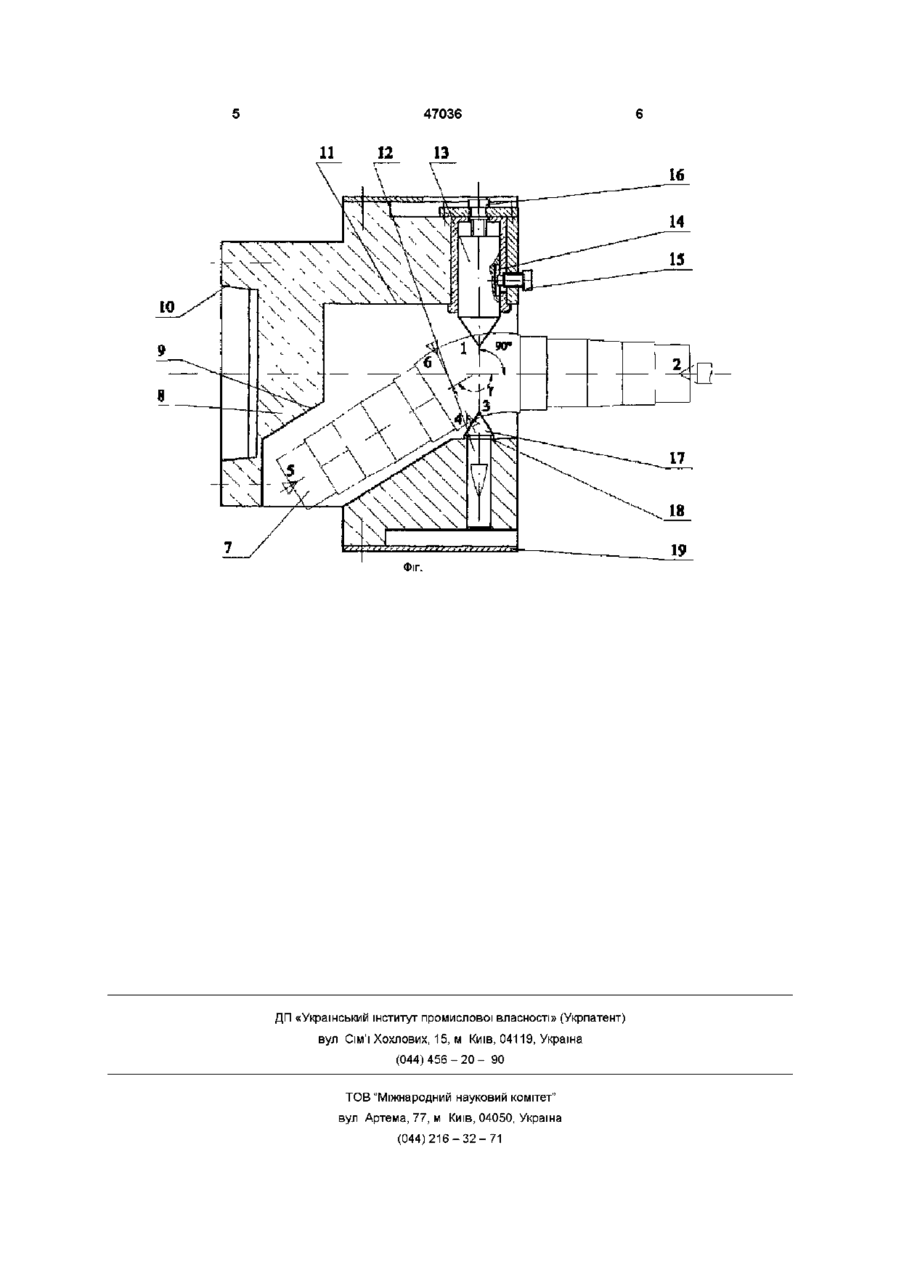
1 Спосіб для токарної обробки криволінійних осей, який полягає в тому, що криволінійну вісь закріплюють в центрах, які розміщують в площині симетрії осі з додатковими технологічними центровими отворами, який відрізняється тим, то криволінійну вісь розмішують на 4-х технологічних допоміжних центрових отворах, які розміщені посередині криволінійної осі на згині - два на зовнішньому діаметрі згину, а інших два - на внутрішньому і надають обертання відносно своєї осі, а різцю - поступальне переміщення паралельно осі деталі 2 Пристрій для токарної обробки криволінійних осей, який містить корпус, центри, що розміщені в площині симетрії осі і механізм прокручування у вигляді кривошипа, який відрізняється тим, що пристрій виконаний із двома додатковими центрами - один жорсткий, а другий ПІДВІДНИЙ, ЯКІ розміщені в площині симетрії осі оброблення під кутом 90° до горизонтальної осі, причому жорсткий центр виставлено на розмір за допомогою регулювальних прокладок, які встановлені між корпусом і буртиком центра, а на підвідному центрі виконано осьовий паз, який є в контакті з виступом кінця стопорного гвинта, який встановлений на корпусі в горизонтальному положенні, а регулювальний гвинт є в контакті з торцем ПІДВІДНОГО центра через упорну шайбу, корпус пристрою по зовнішньому діаметру закритий щитком Винахід відноситься до металообробки і може бути використаний для токарної обробки криволінійних осей Відомий спосіб токарної обробки криволінійних осей, який полягає в послідовному обробленні КІНЦІВ осі в центрах, де в якості двох центрових отворів використовують центрові отвори КІНЦІВ осей і два додаткові технологічні центрові отвори, які розміщені в частині згину осі з переустановленням вала в центрах (М Е Егоров Технология машиностроителя, - М "Высшая школа", 1976, рис 53, с 176) До недоліків даного способу і пристрою відноситься дороговизна виготовлення заготовки з двома додатковими приливами для технологічних центрових отворів, їх усунення після оброблення і неможливість контролю параметрів деталі в процесі експлуатації, в зв'язку з подальшим їх усуненням Пристрій для виконання способу токарної обробки криволінійних осей містить центри, які розміщені в площині симетрії осі і механізм провертання у вигляді кривошипа (Справочник технолога машиностроителя, Т 1 // Под ред А Г Косиловой, - М Машиностроение, 1973, - Рис 1д, ст 201) До недоліків даного пристрою відноситься неможливість контролю параметрів криволінійних осей в процесі обробки В основу винаходу поставлено задачу економії металу за рахунок спрощення конструкції заготовки і покращення якості продукції з можливістю контролю деталі в процесі експлуатації, шляхом виконання способу для токарної обробки криволінійних осей, який полягає в тому, криволінійну вісь закріплено в центрах, які розміщені в площині симетрії осі з додатковими технологічними центровими отворами, причому криволінійну вісь розміщують на 4-х технологічних допоміжних центрових отворах, які розміщені посередині криволінійної осі на згині - два на зовнішньому діаметрі згину, а інших два - на внутрішньому і надають обертання відносно своєї осі, а різцю - поступальне переміщення паралельно осі деталі А пристрій для реалізації способу, який містить корпус, центри, що розміщені в площині симетрії осі і механізм провертання у вигляді кривошипа, причому пристрій виконано із двома додатковими центрами - один жорсткий, а другий ПІДВІДНИЙ, які розміщені в площині симетрії (О со о 47036 осі оброблення під кутом 90° до горизонтальної отвір корпуса 7 пристрою, який виконаний під куосі, причому жорсткий центр виставлено на розмір том, аналогічно куту згину криволінійної осі Споза допомогою регулювальних прокладок, які встачатку обробляється правий кінець криволінійної новлені між корпусом і буртиком центра, а на підосі 8, який базується центрами на центрові отвори відному центрі виконано осьовий паз, який є в кон1, 3, 2 і 5 Після переустановки криволінійна вісь 8 такті з виступом кінця стопорного гвинта, який базується на центрові отвори 4, 5, 6 і 2 і оброблявстановлений на корпусі в горизонтальному полоється її другий кінець женні, а регулювальний гвинт є в контакті з торцем Спосіб оброблення криволінійної осі здійснюПІДВІДНОГО центра через упорну шайбу, корпус ється наступним чином пристрою по зовнішньому діаметру закритий щитПерші операції підрізання двох торців осі і ком центрування отворів 2 і 5 з переустановленням в двох кулачковому патроні Центрування отворів 1, Пристрій для токарної обробки криволінійних З, 4 і 6 на вертикально свердлильному верстаті осей зображено на кресленні (фіг) Після ЦЬОГО криволінійну вісь 8 встановлюють на Пристрій виконаний у вигляді центруючих центри 1-2-3 і здійснюють чорнове і чистове обтоелементів 1, 2, 3, 4, 5 і 6, які розміщені в корпусі 7, чування шийок одного кінця На центрах 4-5-6 в якому для заходу криволінійної осі 8 виконано здійснюють чорнове і чистове обточування шийок отвір 9 і використовується в якості водила при другого кінця з переустановленням Після викообертанні Центруючі елементи 2 і 5 виконані на нання допоміжних операцій, наприклад фрезерудвох торцях криволінійної осі, а 1 і 3 - з двох сторін вання шпоночних канавок і інше, шийки гартують, згину криволінійної осі, перпендикулярно до її прапісля чого в аналогічній ПОСЛІДОВНОСТІ проводиться вої шийки, а 4 і 6 аналогічно попереднім, тільки шліфування з поперечною зачисткою центрових перпендикулярно до лівої шийки криволінійної осі отворів 8 Кріплення корпуса 7 до шпинделя токарного верстату здійснюється через конічний отвір 10 за Приклад виконання способу Підрізання торців допомогою кріпильних елементів (на кресленні заготовки і центрування отворів в торцях послідокріплення не показано) На площині перпендикувно з переустановкою із затиском Верстат 16К20 лярній до циліндричного отвору 11 в корпусі розЦентрування отворів 1, 3, 4 і 6 на вертикально міщені одне проти одною жорсткий центр 12 і друсвердлильному верстаті Верстат 2Н135 Обробгий ПІДВІДНИЙ 13 ПІДВІДНИЙ центр 13 виконаний з лення допоміжних поверхонь, наприклад фрезеосьовими пазами 14 для можливості регулювання рування шпонок Верстат 6928 Шліфування шийок величини граничних переміщень кінцем стопорнов пристрої з переустановленням Верстат ЗМ151 го гвинта 15 Регулювання величини ходу центра (див також табл) 13 здійснюється регулювальним гвинтом 16 Жорсткий центр 17 виставляється на розмір за допоТаблиця могою регулювальних прокладок 18, які вставлені між корпусом 7 і буртиком головки центра Корпус № п/п п, об/хв t, MM S, мм/об пристрою по зовнішньому діаметрі закритий щит1 500 2,5 0,2 ком 19 з ВІДПОВІДНИМИ кріпильними технологічними 2 500 1,0 0,2 і балансувальними елементами 3 800 0,4 0,08 Спосіб реалізується з переустановленням заготовки в центрах на шести центрувальних отвоДо переваг даного способу і пристрою віднорах 1, 2, 3, 4, 5, 6 де 2 і 5 центрові отвори на кінцях ситься покращення якості оброблення криволінійкриволінійної осі, а 1, 3,4, 6 посередині криволінійних осей і економія металу пов'язана з відсутністю ної осі на згині таким чином, що осі розміщення додаткових технологічних центрових отворів, змецентрів 1-3 і 2, 4-6 і 5 є перпендикулярні і забезпеншення собівартості виготовлення і можливості чують виготовлення криволінійної осі з заданим контролю деталі в період експлуатації, так як бакутом зові твори збережені Крім цього даний спосіб і Для реалізації способу проточування спочатку пристрій можна використовувати в токарних, шліобробляються всі вище вказані центрові отвори, а фувальних та інших верстатах після цього криволінійна вісь встановляється одним кінцем в центри 1, 2, і 3, а другий кінець в 47036 11 12 13 Фіг. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюStoiko Ihor Ivanovych, Hevko Ivan Bohdanovych
Автори російськоюСтойко Игорь Иванович, Гевко Иван Богданович
МПК / Мітки
МПК: B23B 1/00
Мітки: токарної, спосіб, обробки, реалізації, пристрій, криволінійних, осей
Код посилання
<a href="https://ua.patents.su/3-47036-sposib-dlya-tokarno-obrobki-krivolinijjnikh-osejj-i-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб для токарної обробки криволінійних осей і пристрій для його реалізації</a>
Спосіб токарної обробки криволінійних осей і пристрій для його здійснення
Номер патенту: 47035
Опубліковано: 17.06.2002
Автори: Гевко Іван Богданович, Стойко Ігор Іванович
МПК: B23B 1/00
Мітки: здійснення, спосіб, токарної, пристрій, обробки, криволінійних, осей
Формула / Реферат:
1. Спосіб токарної обробки криволінійних осей, який полягає в тому, що криволінійну вісь закріплюють в центрах, які розміщують в площині симетрії осі з додатковими технологічними центровими отворами, який відрізняється тим, що криволінійну вісь розміщують на двох технологічних (додаткових) центрових отворах, які розміщені в площині симетрії осі - один на зовнішньому діаметрі згину, а другий - на внутрішньому, і надають обертання відносно...
Спосіб токарної обробки асферичних поверхонь та пристрій для його здійснення
Номер патенту: 3476
Опубліковано: 27.12.1994
Автори: Крячек Борис Степанович, Добровольський Геннадій Георгійович, Люненко Микола Кузьмич
МПК: B23B 5/00
Мітки: поверхонь, обробки, здійснення, асферичних, спосіб, токарної, пристрій
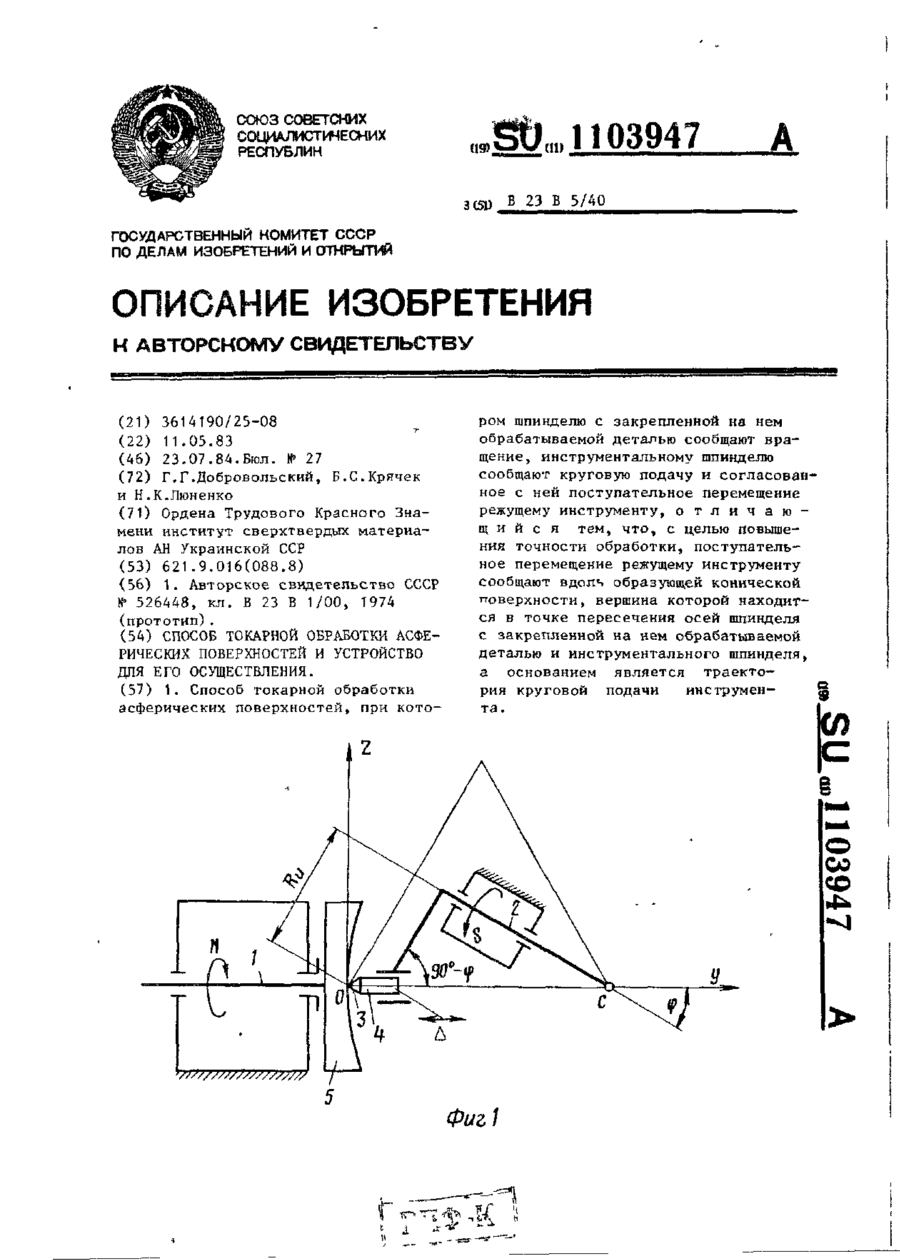
Формула / Реферат:
1. Способ токарной обработки асферических поверхностей, при котором шпинделю с закрепленной на нем обрабатываемой деталью сообщают вращение, инструментальному шпинделю сообщают круговую подачу и согласованное с ней поступательное перемещение режущему инструменту, отличающийся тем, что, с целью повышения точности обработки, поступательное перемещение режущему инструменту сообщают вдоль образующей конической поверхности, вершина которой...
Спосіб токарної обробки
Номер патенту: 33420
Опубліковано: 15.02.2001
Автори: Кузнєцов Юрій Миколайович, Мачуга Роман Іванович
МПК: B23B 1/00
Мітки: токарної, обробки, спосіб
Текст:
...інструмента 4, за рахунок чого скручують пружину 10 і проводять акумуляцію потенційної енергії. Перед початком робочого ходу ланцюг допоміжного руху і електродвигун 1 (М) роз'єднують. Під час робочого ходу відрізного супорта 2 дисковому ріжучому інструменту 4, наприклад, фрезі, надають обертовий рух від скрученої пружини 10 через обгінну муфту 11 і здійснюють процес різання за рахунок накопиченої потенційної енергії. Після закінчення...
Спосіб токарної обробки

Номер патенту: 32222
Опубліковано: 15.12.2000
Автори: Мачуга Роман Іванович, Кузнєцов Юрій Миколайович, Судьін Юрій Олексійович
МПК: B23B 1/00
Мітки: обробки, токарної, спосіб
Текст:
...кінематичною ланкою системи шпиндель заготовка, яка обертається, надають інструменту обертовий рух навколо власної осі, синхронізований з обертанням шпинделя, після чого інструмент, що обертається, входить в контакт із заготовкою і здійснює різання, а при відводі інструмента у вихідне положення після закінчення різання здійснюють розрив кінематичного ланцюга інструмента з кінематичною ланкою системи шпиндель - заготовка, яка обертається. За...
Спосіб обробки зовнішніх полігональних поверхонь та пристрій для його реалізації
Номер патенту: 40164
Опубліковано: 16.07.2001
Автори: Кузнєцов Юрій Миколайович, Самойленко Олексій Васильович, Вачев Ангел Атанасов
МПК: B23B 41/00
Мітки: спосіб, полігональних, обробки, реалізації, пристрій, поверхонь, зовнішніх
Формула / Реферат:
1. Спосіб обробки зовнішніх полігональних поверхонь, що полягає в поєднанні узгоджених обертальних рухів заготовки навколо осі оброблюваної полігональної поверхні та різцевої головки навколо своєї осі, а також руху подачі, причому осі різцевої головки і оброблюваної полігональної поверхні паралельні між собою, а також руху подачі, який відрізняється тим, що різцева головка здійснює додатковий обертальний рух навколо осі оброблюваної...
Попередній патент: Спосіб токарної обробки криволінійних осей і пристрій для його здійснення
Наступний патент: Вітродвигун
Випадковий патент: Спосіб діагностики гастродуоденальних кровотеч за буднюком о.о.