Спосіб токарної обробки криволінійних осей і пристрій для його здійснення
Формула / Реферат
1. Спосіб токарної обробки криволінійних осей, який полягає в тому, що криволінійну вісь закріплюють в центрах, які розміщують в площині симетрії осі з додатковими технологічними центровими отворами, який відрізняється тим, що криволінійну вісь розміщують на двох технологічних (додаткових) центрових отворах, які розміщені в площині симетрії осі - один на зовнішньому діаметрі згину, а другий - на внутрішньому, і надають обертання відносно своєї осі, а різцю - поступального переміщення паралельно осі деталі.
2. Пристрій токарної обробки криволінійних осей, який містить корпус, центри, що розміщені в площині симетрії осі, і механізм провертання у вигляді кривошипа, який відрізняється тим, що пристрій виконано із двома допоміжними центрами - одним жорстким, а іншим підвідним, які розміщені в площині симетрії (згину) деталі з двох сторін під кутом ![]() до горизонтальної осі, причому жорсткий центр виставлено на розмір за допомогою регулювальних прокладок, які встановлені в корпусі, а на підвідному центрі виконано осьовий паз, який є в контакті з виступом головки гвинта, який встановлений на корпусі перпендикулярно до осі центра, а гвинт є в контакті з торцем підвідного центра через упорну шайбу, корпус пристрою по зовнішньому діаметру закритий щитком.
до горизонтальної осі, причому жорсткий центр виставлено на розмір за допомогою регулювальних прокладок, які встановлені в корпусі, а на підвідному центрі виконано осьовий паз, який є в контакті з виступом головки гвинта, який встановлений на корпусі перпендикулярно до осі центра, а гвинт є в контакті з торцем підвідного центра через упорну шайбу, корпус пристрою по зовнішньому діаметру закритий щитком.
Текст
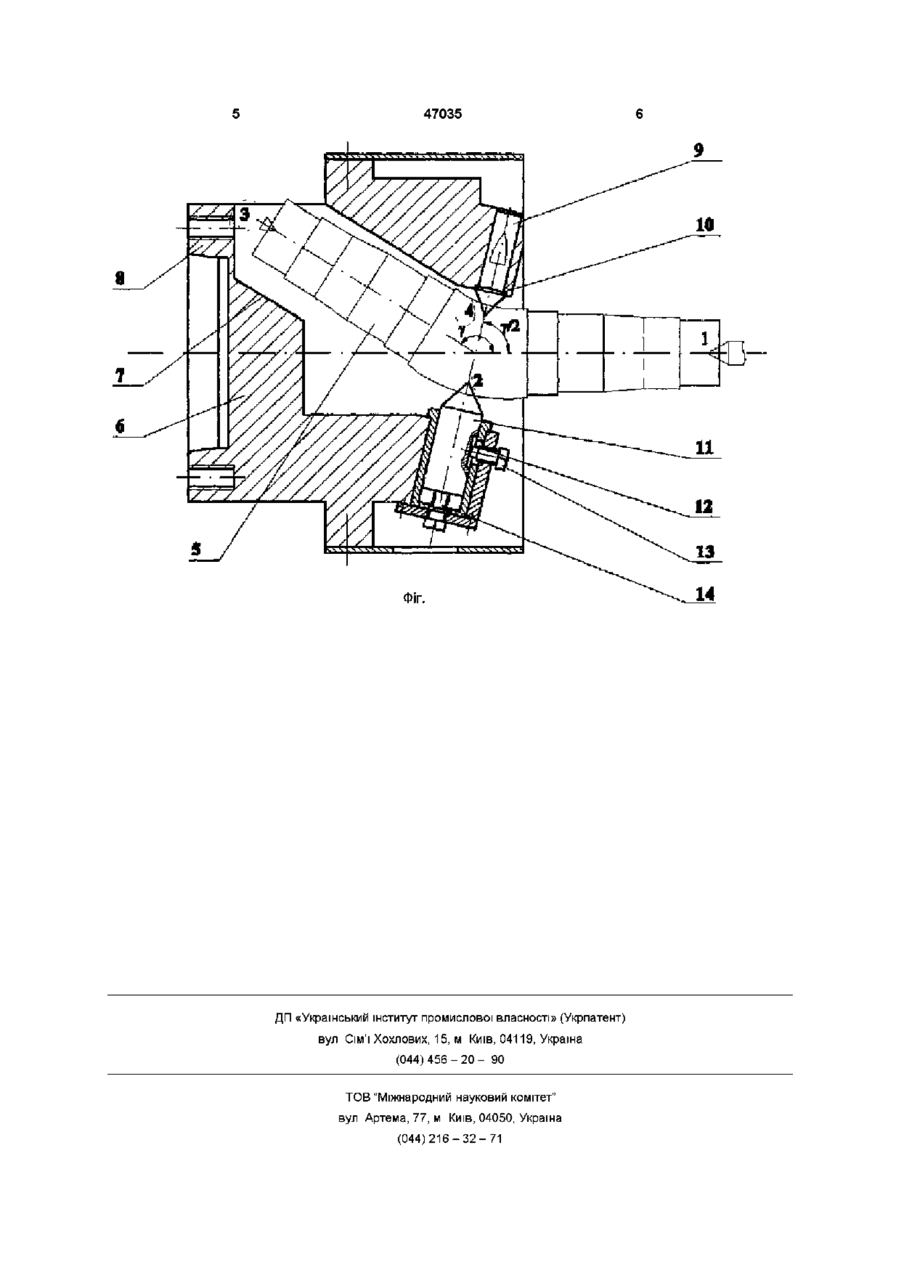
1 Спосіб токарної обробки криволінійних осей, який полягає в тому, що криволінійну вісь закріплюють в центрах, які розміщують в площині симетрії осі з додатковими технологічними центровими отворами, який відрізняється тим, що криволінійну вісь розміщують на двох технологічних (додаткових) центрових отворах, які розміщені в площині симетрії осі - один на зовнішньому діаметрі згину, а другий - на внутрішньому, і надають обертання відносно своєї Винахід відноситься до металообробки і може бути використаний для токарної обробки криволінійних осей Відомий спосіб токарної обробки криволінійних осей, який полягає в обробці окремих ділянок вала в центрах, де в якості одного центрового отвору використовують центровий отвір одного кінця вала і додатковий технологічний центр, який розміщений навпроти попереднього на одній ВІСІ ШИЙКИ на випуклій стороні радіуса згину, друга шийка обробляється аналогічно, з другим додатковим (технологічним) центром з переустановленням вала в центрах (М Е Егоров Технология машиностроителя, - М "Высшая школа", 1976, -рис 53, с 176) До недоліків даного способу відноситься дороговизна виготовлення заготовки з двома додатковими привалами для технологічних отворів, їх усунення після оброблення і неможливості проконтролювати параметри в процесі експлуатації Пристрій для виконання способу токарної обробки криволінійних осей містить центри, які розміщені в площині симетрії ВІСІ і механізм провертання у вигляді кривошипа (Справочник технолога осі, а різцю - поступального переміщення паралельно осі деталі 2 Пристрій токарної обробки криволінійних осей, який містить корпус, центри, що розміщені в площині симетрії осі, і механізм провертання у вигляді кривошипа, який відрізняється тим, що пристрій виконано із двома допоміжними центрами - одним жорстким, а іншим ПІДВІДНИМ, ЯКІ розміщені в площині симетрії (згину) деталі з двох сторін під кутом у/2 до горизонтальної осі, причому жорсткий центр виставлено на розмір за допомогою регулювальних прокладок, які встановлені в корпусі, а на підвідному центрі виконано осьовий паз, який є в контакті з виступом головки гвинта, який встановлений на корпусі перпендикулярно до осі центра, а гвинт є в контакті з торцем ПІДВІДНОГО центра через упорну шайбу, корпус пристрою по зовнішньому діаметру закритий щитком машиностроителя, Т 1 // Под ред А Г Косиловой, - М Машиностроение, 1973, - Рис 1д, ст 201) До недоліків даного пристрою відноситься неможливість контролю параметрів криволінійних осей в процесі обробки В основу винаходу поставлено задачу економії металу за рахунок спрощення конструкції заготовки і покращення якості технологічного процесу з можливістю контролю деталі в процесі експлуатації, шляхом виконання способу для токарної обробки криволінійних осей, який полягає в тому, що криволінійну вісь закріплено в центрах, які розміщені в площині симетрії ВІСІ з додатковими технологічними центровими отворами, причому криволінійна вісь розміщена на двох технологічних (додаткових) центрових отворах, які розміщені в площині симетрії ВІСІ - один на зовнішньому діаметрі згину, а другий - на внутрішньому і має можливість обертання відносно своєї ВІСІ, а різець - поступальне переміщення паралельно ВІСІ деталі Пристрій для здійснення способу, який містить корпус, центри, що розміщені в площині симетрії ВІСІ і механізм провертання у вигляді кривошипа, причому пристрій виконано із двома допоміжними ю СО О 47035 центрами - один жорсткий, а другий ПІДВІДНИЙ, ЯКІ розміщені в площині симетрії (згину) деталі з двох сторін під кутом до горизонтальної ВІСІ, при чому жорсткий центр виставлено на розмір з допомогою регулювальних прокладок, які встановлені в корпусі, а на підвідному центрі виконано осьовий паз, який є в контакті з виступом головки гвинта, який встановлений на корпусі перпендикулярно до ВІСІ центра, а гвинт є в контакті з торцем ПІДВІДНОГО центра через упорну шайбу, корпус пристрою по зовнішньому діаметру закритий щитком Пристрій для токарної обробки криволінійних осей зображено на кресленні (фіг) Пристрій виконаний у вигляді центруючих елементів 1, 2, 3, і 4, на які встановлюється криволінійна вісь 5, що встановлюються в корпусі 6, в якому для другого кінця заходу ВІСІ виконано отвір 7 і використовуються в якості водила при обертанні Кріплення корпуса 6 до шпинделя токарного верстата здійснюється через конічний отвір 8 за допомогою кріпильних елементів (на кресленні не показано) В площині симетрії криволінійної ВІСІ 5 в корпусі 6 розміщено два центри один навпроти іншого Жорсткий центр 9 встановлений в корпусі 6 зі сторони внутрішнього радіуса згину ВІСІ 5, на розмір він виставляється за допомогою прокладок 10, які вставляються між торцем корпуса 6 і буртиком головки центра Другий ПІДВІДНИЙ центр 11 встановлений на ВІСІ жорсткого з протилежної сторони криволінійної ВІСІ зовнішнього радіуса згину Він виконаний з осьовим пазом 12 для регулювання величини ходу гвинтом 13 Регулювання величини ходу центра 11 здійснюється гвинтом 14 Корпус 6 пристрою по зовнішньому діаметрі закритий щитком 15 з ВІДПОВІДНИМИ кріпильними технологічними і балансувальними елементами Спосіб реалізується з переустановкою заготовки в центрах наступним чином на чотирьох центрових отворах 1, 2, 3 і 4, де 1 і 3 центрові отвори на кінцях ВІСІ, 2 І 4 - ДОПОМІЖНІ В ПЛОЩИНІ симетрії деталі, на її згині Для реалізації способу підрізають торці заготовки криволінійні ВІСІ 5 і центрують отвори 1 і 3 з переустановкою на тока рному верстаті Після ЦЬОГО обробляють центрові отвори 2 і 4 на вертикально-свердлильному верстаті із закріпленням в спеціальному пристрої по розмітці або в кондукторі Спосіб оброблення криволінійної ВІСІ здійснюється наступним чином Перші операції підрізання торців ВІСІ центрування отворів 1 і 3 з переустановленням в двох кулачковому патроні Центрування отворів 2 і 4 на вертикально свердлильному верстаті Після цього криволінійну вісь 5 встановлюють на центри 1, 2 і 4 з переустановкою в центрах 2, 3 і 4 і здійснюють чорнове і чистове обточування шийок ВІСІ Після виконання допоміжних операцій, наприклад фрезерування шпоночних канавок і інше, шийки гартують, після чого в аналогічній ПОСЛІДОВНОСТІ проводиться шліфування з поперечною зачисткою центрових отворів Приклад виконання процесу представлено в таблиці Підрізання торців заготовки і центрування отворів в торцях послідовно з переустановкою із затиском Верстат 16К20 Центрування отворів 2 і 4 на вертикально свердлильному верстаті Верстат 2Н135 Обробка допоміжних поверхонь, наприклад фрезерування шпонок Верстат 6928 Шліфування шийок в пристрої з переустановленням Верстат ЗМ151 Таблиця № п/п п, об/хв t, M M S, мм/об 1 2 3 500 500 800 2,5 1,0 0,4 0,2 0,2 0,08 До переваг даного способу і пристрою відноситься економія металу пов'язана з відсутністю додаткових технологічних центрових отворів, зменшення собівартості виготовлення і можливості контролю деталі в період експлуатації, так як базові отвори збережені Крім цього даний спосіб і пристрій можна використовувати в шліфувальних та інших верстатах 47035 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюStoiko Ihor Ivanovych, Hevko Ivan Bohdanovych
Автори російськоюСтойко Игорь Иванович, Гевко Иван Богданович
МПК / Мітки
МПК: B23B 1/00
Мітки: спосіб, обробки, осей, здійснення, пристрій, криволінійних, токарної
Код посилання
<a href="https://ua.patents.su/3-47035-sposib-tokarno-obrobki-krivolinijjnikh-osejj-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб токарної обробки криволінійних осей і пристрій для його здійснення</a>
Спосіб токарної обробки асферичних поверхонь та пристрій для його здійснення
Номер патенту: 3476
Опубліковано: 27.12.1994
Автори: Добровольський Геннадій Георгійович, Крячек Борис Степанович, Люненко Микола Кузьмич
МПК: B23B 5/00
Мітки: спосіб, поверхонь, обробки, асферичних, токарної, пристрій, здійснення
Формула / Реферат:
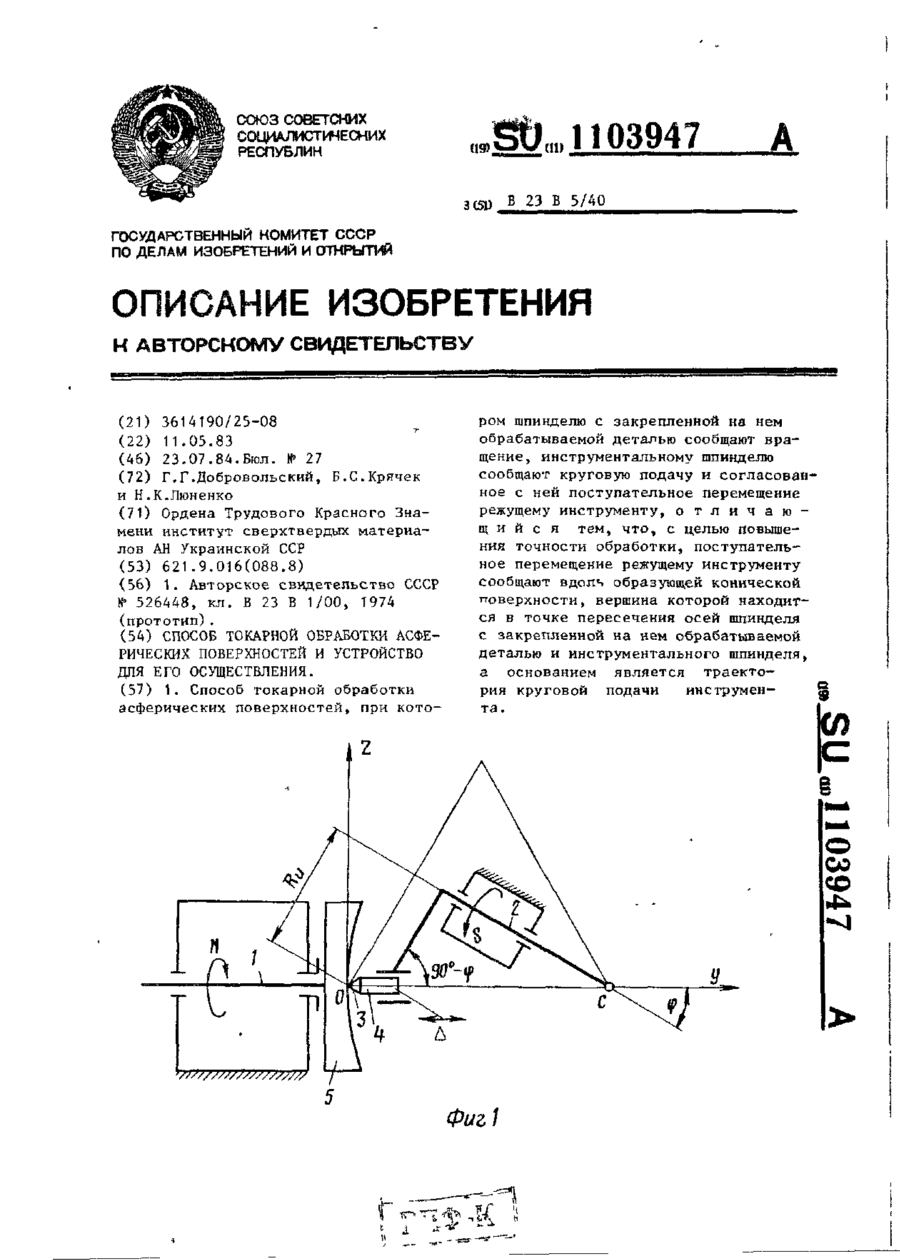
1. Способ токарной обработки асферических поверхностей, при котором шпинделю с закрепленной на нем обрабатываемой деталью сообщают вращение, инструментальному шпинделю сообщают круговую подачу и согласованное с ней поступательное перемещение режущему инструменту, отличающийся тем, что, с целью повышения точности обработки, поступательное перемещение режущему инструменту сообщают вдоль образующей конической поверхности, вершина которой...
Спосіб токарної обробки
Номер патенту: 33420
Опубліковано: 15.02.2001
Автори: Кузнєцов Юрій Миколайович, Мачуга Роман Іванович
МПК: B23B 1/00
Мітки: токарної, спосіб, обробки
Текст:
...інструмента 4, за рахунок чого скручують пружину 10 і проводять акумуляцію потенційної енергії. Перед початком робочого ходу ланцюг допоміжного руху і електродвигун 1 (М) роз'єднують. Під час робочого ходу відрізного супорта 2 дисковому ріжучому інструменту 4, наприклад, фрезі, надають обертовий рух від скрученої пружини 10 через обгінну муфту 11 і здійснюють процес різання за рахунок накопиченої потенційної енергії. Після закінчення...
Спосіб токарної обробки

Номер патенту: 32222
Опубліковано: 15.12.2000
Автори: Кузнєцов Юрій Миколайович, Судьін Юрій Олексійович, Мачуга Роман Іванович
МПК: B23B 1/00
Мітки: спосіб, токарної, обробки
Текст:
...кінематичною ланкою системи шпиндель заготовка, яка обертається, надають інструменту обертовий рух навколо власної осі, синхронізований з обертанням шпинделя, після чого інструмент, що обертається, входить в контакт із заготовкою і здійснює різання, а при відводі інструмента у вихідне положення після закінчення різання здійснюють розрив кінематичного ланцюга інструмента з кінематичною ланкою системи шпиндель - заготовка, яка обертається. За...
Спосіб обробки деталей і пристрій для його здійснення
Номер патенту: 39372
Опубліковано: 15.06.2001
Автори: Савенко Світлана Валентинівна, Барсуков Володимир Анатолійович, Анділахай Олександр Олександрович
МПК: B24B 31/06
Мітки: здійснення, пристрій, деталей, обробки, спосіб
Формула / Реферат:
1. Спосіб обробки деталей, що включає розміщення їх у контейнері, встановленому в корпусі з зазором, якому задають планетарний рух, який відрізняється тим, що корпусу задають коливання частотою, рівною власній частоті коливань контейнера і амплітудою, рівною зазору між контейнером і корпусом, а після цього збільшують частоту до отримання амплітуди рівної 0,3 - 0,35 її первинного значення.2. Пристрій для обробки деталей, що містить...
Спосіб обробки зрізів борту і пристрій для його здійснення
Номер патенту: 34747
Опубліковано: 15.03.2001
Автори: Задерей Наталя Петрівна, Піскаленко Євгенія Віталіївна, Кардаш Ольга Олегівна, Будеркевич Сергій Михайлович, Ловейко Олена Валентинівна, Чайка Дмитро Михайлович, Кардаш Олег Васильович
МПК: D05B 35/02
Мітки: обробки, зрізів, спосіб, борту, пристрій, здійснення
Формула / Реферат:
1. Спосіб обробки зрізів борту, який включає підгин зрізів, зшивання деталей між собою і утворення переканту, який відрізняється тим. що зшивання деталей борту між собою і утворення переканту здійснюють одночасно.2. Пристрій для обробки зрізів борту, який включає два направителя тканини і рейку, який відрізняється тим, що оснащений додатковою рейкою. здвоєним ексцентриком, розміщеним в пазах рейок, і штопорним гвинтом для фіксування...
Попередній патент: Карусельна сушарка
Наступний патент: Спосіб для токарної обробки криволінійних осей і пристрій для його реалізації
Випадковий патент: Спосіб діагностики стриктури анального каналу