Спосіб обробки залізничних осей
Номер патенту: 31731
Опубліковано: 25.04.2008
Автори: Грищенко Микола Миколайович, Перков Олег Миколайович, Вакуленко Ігор Олексійович
Завантажити PDF файл.
Формула / Реферат
Спосіб обробки залізничних осей, який включає аустенітизацію, після якої проводять примусове охолодження водою підматочинної частини до досягнення температури 400-450 °С, потім прискорено охолоджують інші частини осі та піддають загальному відпуску при визначеній температурі, який відрізняється тим, що температура відпуску знаходиться в інтервалі 500-550 °С.
Текст
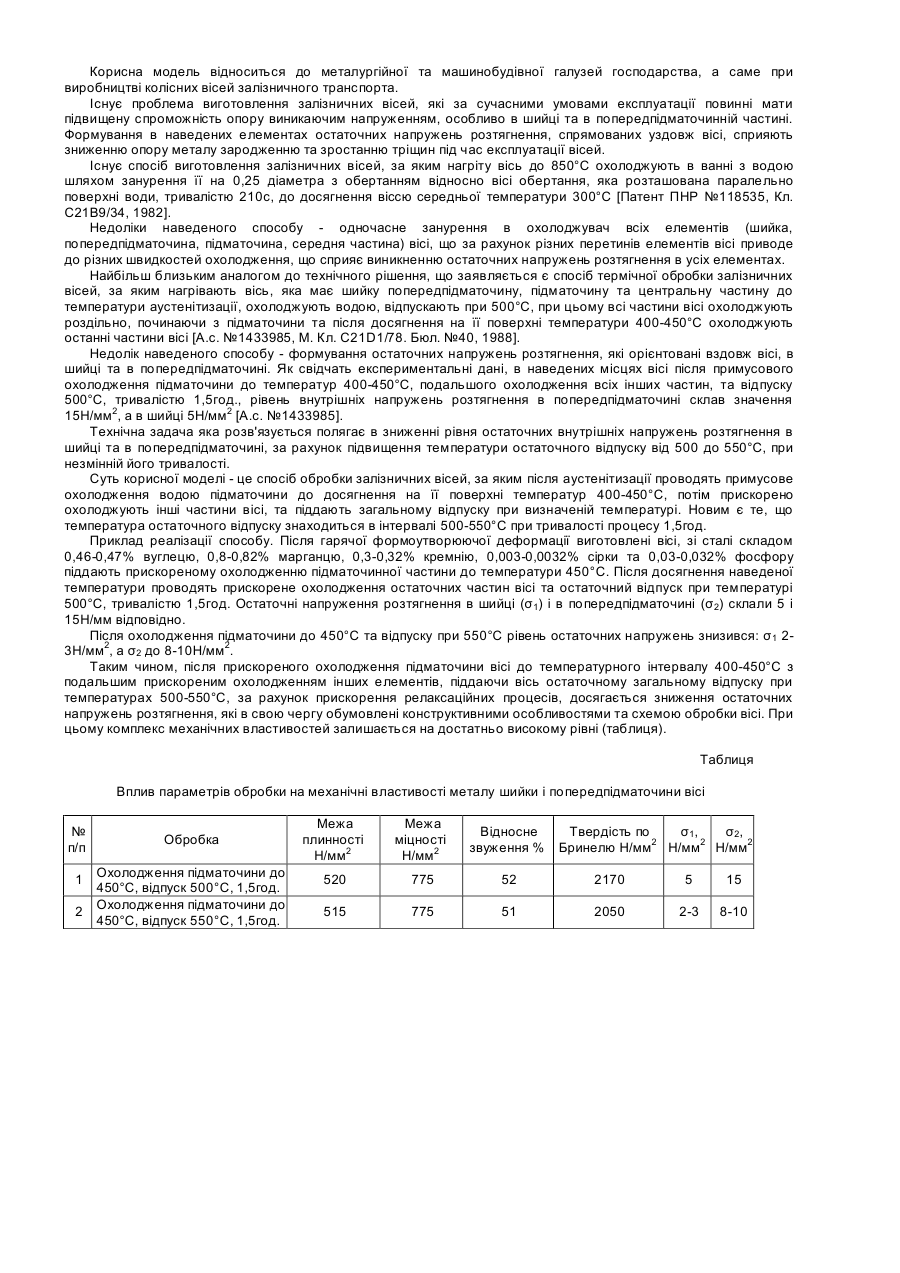
Корисна модель відноситься до металургійної та машинобудівної галузей господарства, а саме при виробництві колісних вісей залізничного транспорта. Існує проблема виготовлення залізничних вісей, які за сучасними умовами експлуатації повинні мати підвищену спроможність опору виникаючим напруженням, особливо в шийці та в попередпідматочинній частині. Формування в наведених елементах остаточних напружень розтягнення, спрямованих уздовж вісі, сприяють зниженню опору металу зародженню та зростанню тріщин під час експлуатації вісей. Існує спосіб виготовлення залізничних вісей, за яким нагріту вісь до 850°С охолоджують в ванні з водою шляхом занурення її на 0,25 діаметра з обертанням відносно вісі обертання, яка розташована паралельно поверхні води, тривалістю 210с, до досягнення віссю середньої температури 300°С [Патент ПНР №118535, Кл. С21В9/34, 1982]. Недоліки наведеного способу - одночасне занурення в охолоджувач всіх елементів (шийка, попередпідматочина, підматочина, середня частина) вісі, що за рахунок різних перетинів елементів вісі приводе до різних швидкостей охолодження, що сприяє виникненню остаточних напружень розтягнення в усіх елементах. Найбільш близьким аналогом до технічного рішення, що заявляється є спосіб термічної обробки залізничних вісей, за яким нагрівають вісь, яка має шийку попередпідматочину, підматочину та центральну частину до температури аустенітизації, охолоджують водою, відпускають при 500°С, при цьому всі частини вісі охолоджують роздільно, починаючи з підматочини та після досягнення на її поверхні температури 400-450°С охолоджують останні частини вісі [А.с. №1433985, М. Кл. С21D1/78. Бюл. №40, 1988]. Недолік наведеного способу - формування остаточних напружень розтягнення, які орієнтовані вздовж вісі, в шийці та в попередпідматочині. Як свідчать експериментальні дані, в наведених місцях вісі після примусового охолодження підматочини до температур 400-450°С, подальшого охолодження всіх інших частин, та відпуску 500°С, тривалістю 1,5год., рівень внутрішніх напружень розтягнення в попередпідматочині склав значення 15Н/мм2, а в шийці 5Н/мм2 [А.с. №1433985]. Технічна задача яка розв'язується полягає в зниженні рівня остаточних внутрішніх напружень розтягнення в шийці та в попередпідматочині, за рахунок підвищення температури остаточного відпуску від 500 до 550°С, при незмінній його тривалості. Суть корисної моделі - це спосіб обробки залізничних вісей, за яким після аустенітизації проводять примусове охолодження водою підматочини до досягнення на її поверхні температур 400-450°С, потім прискорено охолоджують інші частини вісі, та піддають загальному відпуску при визначеній температурі. Новим є те, що температура остаточного відпуску знаходиться в інтервалі 500-550°С при тривалості процесу 1,5год. Приклад реалізації способу. Після гарячої формоутворюючої деформації виготовлені вісі, зі сталі складом 0,46-0,47% вуглецю, 0,8-0,82% марганцю, 0,3-0,32% кремнію, 0,003-0,0032% сірки та 0,03-0,032% фосфору піддають прискореному охолодженню підматочинної частини до температури 450°С. Після досягнення наведеної температури проводять прискорене охолодження остаточних частин вісі та остаточний відпуск при температурі 500°С, тривалістю 1,5год. Остаточні напруження розтягнення в шийці (σ1) і в попередпідматочині (σ2) склали 5 і 15Н/мм відповідно. Після охолодження підматочини до 450°С та відпуску при 550°С рівень остаточних напружень знизився: σ1 23Н/мм2, а σ2 до 8-10Н/мм2. Таким чином, після прискореного охолодження підматочини вісі до температурного інтервалу 400-450°С з подальшим прискореним охолодженням інших елементів, піддаючи вісь остаточному загальному відпуску при температурах 500-550°С, за рахунок прискорення релаксаційних процесів, досягається зниження остаточних напружень розтягнення, які в свою чергу обумовлені конструктивними особливостями та схемою обробки вісі. При цьому комплекс механічних властивостей залишається на достатньо високому рівні (таблиця). Таблиця Вплив параметрів обробки на механічні властивості металу шийки і попередпідматочини вісі № п/п Обробка Охолодження підматочини до 450°С, відпуск 500°С, 1,5год. Охолодження підматочини до 2 450°С, відпуск 550°С, 1,5год. 1 Межа плинності Н/мм2 Межа міцності Н/мм2 Відносне звуження % 520 775 52 2170 5 15 515 775 51 2050 2-3 8-10 Твердість по σ1, σ2, Бринелю Н/мм2 Н/мм2 Н/мм2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of railway axes
Автори англійськоюVakulenko Igor Oleksiiovych, Perkov Oleh Mykolaiovych, Hryschenko Mykola Mykolaiovych
Назва патенту російськоюСпособ обработки железнодорожных осей
Автори російськоюВакуленко Игорь Алексеевич, Перков Олег Николаевич, Грищенко Николай Николаевич
МПК / Мітки
МПК: C21D 1/78
Мітки: залізничних, осей, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/1-31731-sposib-obrobki-zaliznichnikh-osejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки залізничних осей</a>
Спосіб прокатування суцільних залізничних осей
Номер патенту: 26209
Опубліковано: 19.07.1999
Автори: Кукуй Давид Пенхусович, Трухін Микола Олексійович, Гончарук Валерій Іванович, Олійник Юрій Костянтинович, Полєщук Валентин Михайлович, Піменов Анатолій Романович, Гончар Володимир Олександрович, Несвіт Володимир Васильович, Хміль Микола Викторович, Бродський Сергій Сергійович, Попов Євген Святославович
МПК: B21H 1/00
Мітки: осей, суцільних, спосіб, прокатування, залізничних
Формула / Реферат:
1. Спосіб прокатування суцільних залізничних осей на тривалковому стані поперечно-гвинтового прокатування, за яким прокатують передню частину осі із прикладанням зусилля підпирання, а частину осі прокатують при установленні валків на величину пружної деформації заготовки, який відрізняється тим, що з осьовим підпиранням прокатують усю передню шийку і передпідматочину, прокатування решти частини осі проводять з осьовим підпиранням або з...
Спосіб токарної обробки криволінійних осей і пристрій для його здійснення
Номер патенту: 47035
Опубліковано: 17.06.2002
Автори: Гевко Іван Богданович, Стойко Ігор Іванович
МПК: B23B 1/00
Мітки: токарної, здійснення, обробки, осей, спосіб, криволінійних, пристрій
Формула / Реферат:
1. Спосіб токарної обробки криволінійних осей, який полягає в тому, що криволінійну вісь закріплюють в центрах, які розміщують в площині симетрії осі з додатковими технологічними центровими отворами, який відрізняється тим, що криволінійну вісь розміщують на двох технологічних (додаткових) центрових отворах, які розміщені в площині симетрії осі - один на зовнішньому діаметрі згину, а другий - на внутрішньому, і надають обертання відносно...
Спосіб виготовлення заготовок для вагонних і локомотивних осей з вуглецевої сталі
Номер патенту: 29729
Опубліковано: 25.01.2008
Автори: Антонов Юрій Григорович, Дубина Олег Вікторович, Мосьпан Вячеслав Вікторович, Бабенко Вадим Васильович, Мединський Григорій Олексійович
Мітки: локомотивних, сталі, заготовок, вуглецевої, виготовлення, вагонних, осей, спосіб
Формула / Реферат:
Спосіб виготовлення заготовок для вагонних і локомотивних осей з вуглецевої сталі, що включає пластичну деформацію, нормалізацію, правку й охолодження, який відрізняється тим, що охолодження проводять спочатку на холодильниках до температури 300-500 °С, а потім у колодязях уповільненого охолодження зі швидкістю не більше 0,012 °С/сек.
Спосіб для токарної обробки криволінійних осей і пристрій для його реалізації
Номер патенту: 47036
Опубліковано: 17.06.2002
Автори: Гевко Іван Богданович, Стойко Ігор Іванович
МПК: B23B 1/00
Мітки: криволінійних, осей, пристрій, реалізації, спосіб, обробки, токарної
Формула / Реферат:
1. Спосіб для токарної обробки криволінійних осей, який полягає в тому, що криволінійну вісь закріплюють в центрах, які розміщують в площині симетрії осі з додатковими технологічними центровими отворами, який відрізняється тим, то криволінійну вісь розмішують на 4-х технологічних допоміжних центрових отворах, які розміщені посередині криволінійної осі на згині - два на зовнішньому діаметрі згину, а інших два - на внутрішньому і надають...
Верстат для обробки криволінійних осей
Номер патенту: 3772
Опубліковано: 15.12.2004
Автори: Вовк Ярослав Юрійович, Дзюра Володимир Олексійович, Стойко Ігор Іванович, Гевко Ігор Богданович
МПК: B21D 3/00
Мітки: верстат, осей, криволінійних, обробки
Формула / Реферат:
Верстат для обробки криволінійних осей, що виконаний у вигляді станини, механізмів приводу та подачі, механізму закріплення заготовок, супорта з різальними головками і пульта керування, який відрізняється тим, що оснащений двома шпиндельними вузлами, які закріплені на станині під кутом, рівним куту перетину умовних осей криволінійної осі, як різальні головки використано різальні головки з індивідуальним приводом з можливістю колового та...
Попередній патент: Кришка люка оглядового колодязя
Наступний патент: Модифікований редисперсійний порошок
Випадковий патент: Пристрій для контролю процесу травлення покриттів