Спосіб виготовлення магнітопроводів
Завантажити PDF файл.
Формула / Реферат
1. Способ изготовления магнитопроводов, согласно которому магнитопроводы навивают из ленточного материала на оправку, осуществляют калибровку и отжиг магнитопроводов в печи, выводят их из печи, скрепляют витки магнитопроводов путем нанесения на них полимеризующегося компаунда, выпрессовывают оправки из магнитопроводов, отличающийся тем, что оправки выпрессовывают из горячих магнитопроводов на выходе их из печи, а перед нанесением на магнитопроводы полимеризующегося компаунда их охлаждают до температуры 220-2700С.
2. Способ изготовления магнитопроводов по п. 1, отличающийся тем, что перед выпрессовкой из магнитопроводов оправки принудительно охлаждают,
3. Способ изготовления магнитопроводов по п. 1, отличающийся тем, что при коэффициенте заполнения стали магнитопроводов, равном 0,96-0,99 охлаждают магнитопроводы после выпрессовки до температуры 220-2400С, после нанесения компаунда - нагревают магнитопроводы до температуры 250-2700С, а затем повторно охлаждают.
4. Способ изготовления магнитопроводов по п. 1, отличающийся тем, что при коэффициенте заполнения стали магнитопроводов, равном 0,92-0,96, охлаждают магнитопроводы после выпрессовки оправок до температуры 240-2700С, а после нанесения полимеризующегося компаунда - охлаждают дополнительно.
Текст
Изобретение относится к электротехнике и может быть использовано при изготовлении магнитопроводов, навиваемых из ленты электротехнической стали. Известен способ изготовления магнитопроводов по патенту США № 4616204, кл. Η 01 F 3/00, в котором магнитопроводы, навитые из ленту аморфного сплава на прямоугольное оправки, загружают в отжиговую печь, отжигают и калибруют в ней, покрывают плоскости магнитопроводов полимеризующимся компаундом, полимеризуют его, разрезают магнитопроводы на оправках и выпрессовывают оправки. Этот способ принят за прототип. Такая технология производительна и экономична, не приемлема только для магнитопроводов из ленты аморфного сплава. Лента из аморфного сплава имеет толщину, измеряемую в микронах и для прочного соединения витков магнитопровода достаточно склейки только их кромок без пропитки по плоскости. В магнитопроводе, навитом из обычной ленты электротехнической стали, для надежного соединения витков надо, чтобы компаунд проник в глубь магнитопровода по плоскости витков, что не будет достигнуто при нанесении компаунда на плоскости магнитопровода, сидящего на оправке. В основу изобретения поставлена задача усовершенствовать способ термической обработки магнитопроводов, который обеспечивал бы надежность скрепления витков магнитопровода, что позволило бы осуществлять изготовление магнитопроводов не только из аморфного сплава, но и из электротехнической стали. Эта задача достигается в способе изготовления магнитопроводов, согласно которому магнитопроводы навивают из ленточного материала на оправку, осуществляют калибровку и отжиг магнитопроводов в печи, выводят их из печи, скрепляют витки магнитопроводов путем нанесения на них полимеризирующегося компаунда, выпрессовывают оправки из магнитопроводов, за счет того, что оправки выпрессовывают из горячих магнитопроводов на выходе их из печи, а перед нанесением на магнитопроводы полимеризующегося компаунда их о хлаждают до температуры 220-2700С. Для облегчения выпрессовки оправок из горячих магнитопроводов оправки перед выпрессовкой из магнитопроводов принудительно охлаждают. При более плотной навивке ленты, соответствующей коэффициенту заполнения стали магнитопровода, равному 0,96-0,99 магнитопроводы после выпрессовки оправок охлаждают до температуры 220-2400С, а после нанесения полимеризующегося компаунда магнитопроводы нагревают до 250-2700С, затем охлаждают. При плотности навивки ленты, соответствующей коэффициенту заполнения стали магнитопровода, равному 0,92-0,96, магнитопроводы охлаждают после выпрессовки оправок до температуры 240-2700С, а после нанесения полимеризующегося компаунда - охлаждают дополнительно. Изобретение иллюстрируется следующими примерами реализации способа изготовления магнитопроводов. Магнитопроводы трансформаторов навивают из лент электротехнической стали на прямоугольные оправки с осевыми отверстиями, последовательно в ряд загружают в тоннельную отжиговую печь. Интервал последовательности подачи магнитопроводов в печь зависит от размеров магнитопроводов и печи. В печи магнитопроводы, по мере их перемещения, прогреваются до температуры 850-9000С, отжигаются и калибруются, продвигаясь по каналу печи в общей цепочке. На выходе из печи, после отжига, из горячих магнитопроводов выпрессовывают оправки, охлаждают магнитопроводы до температуры 220-2700С и наносят на их плоскости полимеризующийся компаунд. Оправка, находясь в центре магнитопровода, остывает медленнее и при ее выпрессовке возможна деформация внутренних витков магнитопровода. Чтобы это исключить, перед выпрессовкой оправку принудительно охлаждают посредством продувки ее воздухом через осевое отверстие и тогда она легко выпрессовывается из магнитопровода. Если продувку и выпрессовку оправок производят сразу по выходе из отжиговой печи, то температура магнитопровода не успевает снизиться до требуемых пределов их продолжают охлаждать на воздухе в общем потоке перемещения до температуры 220-2700С. Конкретная температура охлаждения, до нанесения на магнитопроводы полимеризующегося компаунда, устанавливается в зависимости от коэффициента заполнения сечения магнитопровода сталью. При коэффициенте заполнения сечения магнитопровода сталью, равном 0,92-0,96, магнитопроводы охлаждают до 240-2700С, наносят на их плоскости полимеризующийся компаунд и сразу перемещают магнитопроводы в зону дополнительного охлаждения. При коэффициенте заполнения магнитопровода сталью не превышающем 0,96, полимеризующийся компаунд быстро проникает в глубь магнитопровода по плоскости его витков, а затем полимеризуется. При существующей те хнологии навивки магнитопроводов из лент электротехнической стали коэффициент заполнения сечения магнитопровода сталью превышает 0,96 и достигает 0,99. При такой плотности навивки проникновение полимеризующегося компаунда в глубь магнитопровода затруднено и происходит медленнее. Следовательно, если на магнитопровод с коэффициентом заполнения сталью, равном 0,96-0,99, наносить полимеризующийся компаунд при температуре магнитопровода, превышающей 2400С, компаунд, не успев проникнуть на полную глубину по плоскости витков, полимеризуется, и соединение витков буде ненадежное. Чтобы это исключить, магнитопроводы с коэффициентом заполнения сталью, равным 0,96-0,99, охлаждают до температуры 220-2400С, наносят на их плоскости полимеризующийся компаунд, дополнительно нагревают магнитопроводы до температуры 250-2700С, а затем повторно охлаждают. В процессе дополнительного подогрева компаунд проникает между слоями витков в глубь магнитопровода, а по достижении температуры вышек 2450С быстро полимеризуется.
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for magnet cores
Автори англійськоюAndrosov Mykola Fedorovych
Назва патенту російськоюСпособ изготовления магнитопроводов
Автори російськоюАндросов Николай Федорович
МПК / Мітки
МПК: H01F 41/02
Мітки: виготовлення, магнітопроводів, спосіб
Код посилання
<a href="https://ua.patents.su/1-5633-sposib-vigotovlennya-magnitoprovodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення магнітопроводів</a>
Розділовий трансформатор
Номер патенту: 2508
Опубліковано: 26.12.1994
Автори: Кривоносов Генадій Олександрович, Сокіл Віктор Миколайович
МПК: H01F 30/00
Мітки: трансформатор, розділовий
Формула / Реферат:
Разделительный трансформатор с магнитопроводом, первичной и вторичной обмотками, делителем напряжения, отличающийся тем, что он содержит n (n = 1, 2, 3...) дополнительных магнитопроводов, расположенных на одной оси, и n короткозам-кнутых обмоток, магнитопроводы отделены друг от друга немагнитными промежутками и попарно охвачены вышеупомянутыми короткозамкнутыми обмотками так, что каждый из них охвачен двумя короткозамкнутыми обмотками, кроме...
Спосіб виготовлення тонкоплівкового магнітопровода магнітної головки (його варіанти)

Номер патенту: 2047
Опубліковано: 20.12.1994
Автор: Галанський Владислав Михайлович
МПК: G11B 5/127, G11B 5/31
Мітки: виготовлення, магнітопровода, його, головки, спосіб, тонкоплівкового, варіанти, магнітної
Формула / Реферат:
1. Способ изготовления тонкопленочного магнитопровода магнитной головки, заключающийся в формировании тонкопленочных элементов магнитопровода с рабочим зазором путем вакуумного напыления или химического осаждения на подложку, отличающийся тем, что, с целью улучшения магнитных параметров магнитопровода за счет уменьшения влияния различных коэффициентов расширения при напылении или осаждении, формирование тонкопленочных элементов...
Спосіб виготовлення з’єднувального елементу з внутрішнім гвинтовим рельєфом
Номер патенту: 2003
Опубліковано: 20.12.1994
Автори: Сова Василь Гаврилович, Івченко Олександр Васильович, Натапов Аркадій Соломонович, Ткач Михайло Борисович
МПК: B21K 1/00
Мітки: спосіб, внутрішнім, гвинтовим, з'єднувального, рельєфом, елементу, виготовлення
Формула / Реферат:
1. Способ изготовления соединительного элемента с внутренним винтовым рельефом в виде спиральной канавки, преимущественно из конструкционной стали. включающий нагрев полой заготовки до температуры горячей деформации, введение в полость заготовки вращающейся оправки с формообразующим рельефом. выдавливание спиральной канавки на заготовке при размещении последней в охватывающем по ее боковой поверхности устройстве и термическую обработку,...
Спосіб виготовлення магнітного носія інформації
Номер патенту: 1953
Опубліковано: 20.12.1994
Автори: Леснік Наталія Андріевна, Харитонський Сергій Якович
МПК: G11C 11/02
Мітки: інформації, виготовлення, спосіб, носія, магнітного
Формула / Реферат:
Способ изготовления магнитного носителя информации, основанный на последовательном нанесении в вакууме на диэлектрическую подложку двух слоев ферромагнитного материала с ядерным магнитным моментом, первый из которых наносят до толщины от 400 А до 600 А при температуре диэлектрической подложки от 423 до 573° К в постоянном магнитном поле напряженностью от 50 до 1000 Э, направленном параллельно плоскости подложки, и охлаждении носителя до...
Спосiб виготовлення корпусiв атрав матичних голок
Номер патенту: 899
Опубліковано: 15.12.1993
Автори: Бондарь Анатолій Ларіонович, Сергеєв Володимир Петрович, Тавокін Володимир Вікторович, Торгашин Валерій Михайлович, Тищенко Надія Іванівна, Бучнєв Олександр Васильович
МПК: A61B 17/06, A61B 17/00
Мітки: атрав, голок, матичних, корпусів, виготовлення, спосіб
Формула / Реферат:
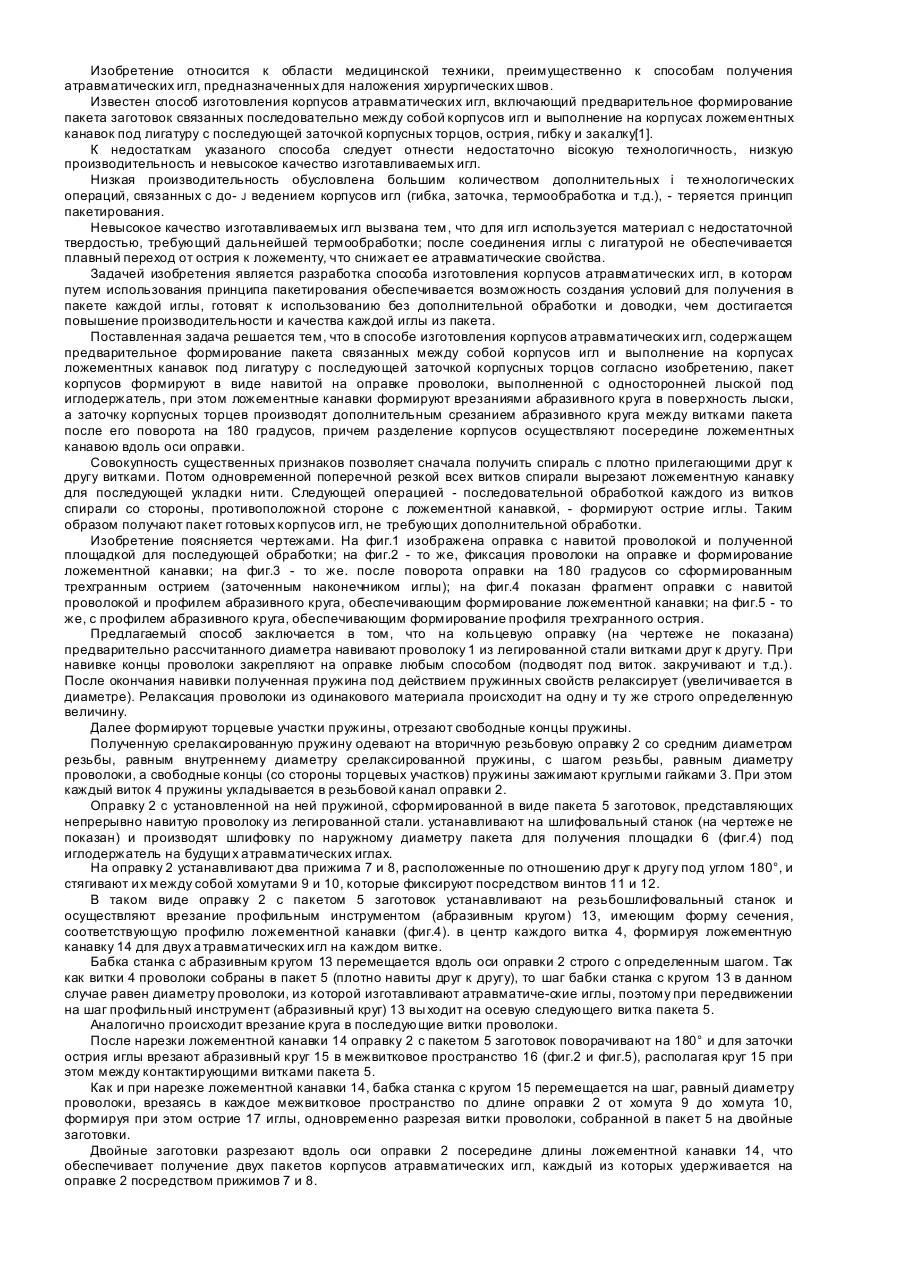
Способ изготовления корпусов атравматических игл, содержащий предварительное формирование пакета связанных между собой корпусов игл и выполнение на корпусах ложемеитных канавок под лигатура с последующей заточкой корпусных торцов, отличающийся тем, что пакет корпусов формируют в виде навитой на оправке проволоки, выполненной с односторонней лыской под иглодержатель, при этом ложементные канавки формируют врезаниями абразивного круга в...
Попередній патент: Спосіб лікування захворювань легенів з бронхо-обструктивним синдромом
Наступний патент: Каскадний трансформатор напруги
Випадковий патент: Балістичний гравіметр з індукційно-динамічним приводом для симетричного способу вимірювань прискорення вільного падіння