Спосiб виготовлення корпусiв атрав матичних голок
Номер патенту: 899
Опубліковано: 15.12.1993
Автори: Тищенко Надія Іванівна, Торгашин Валерій Михайлович, Тавокін Володимир Вікторович, Сергеєв Володимир Петрович, Бондарь Анатолій Ларіонович, Бучнєв Олександр Васильович
Формула / Реферат
Способ изготовления корпусов атравматических игл, содержащий предварительное формирование пакета связанных между собой корпусов игл и выполнение на корпусах ложемеитных канавок под лигатура с последующей заточкой корпусных торцов, отличающийся тем, что пакет корпусов формируют в виде навитой на оправке проволоки, выполненной с односторонней лыской под иглодержатель, при этом ложементные канавки формируют врезаниями абразивного круга в поверхность лыски, а заточку корпусных торцов производят дополнительным врезанием абразивного круга между витками пакета после его поворота на 180 градусов, причем разделение корпусов осуществляют посередине ложементных канавок вдоль оси оправки.
Текст
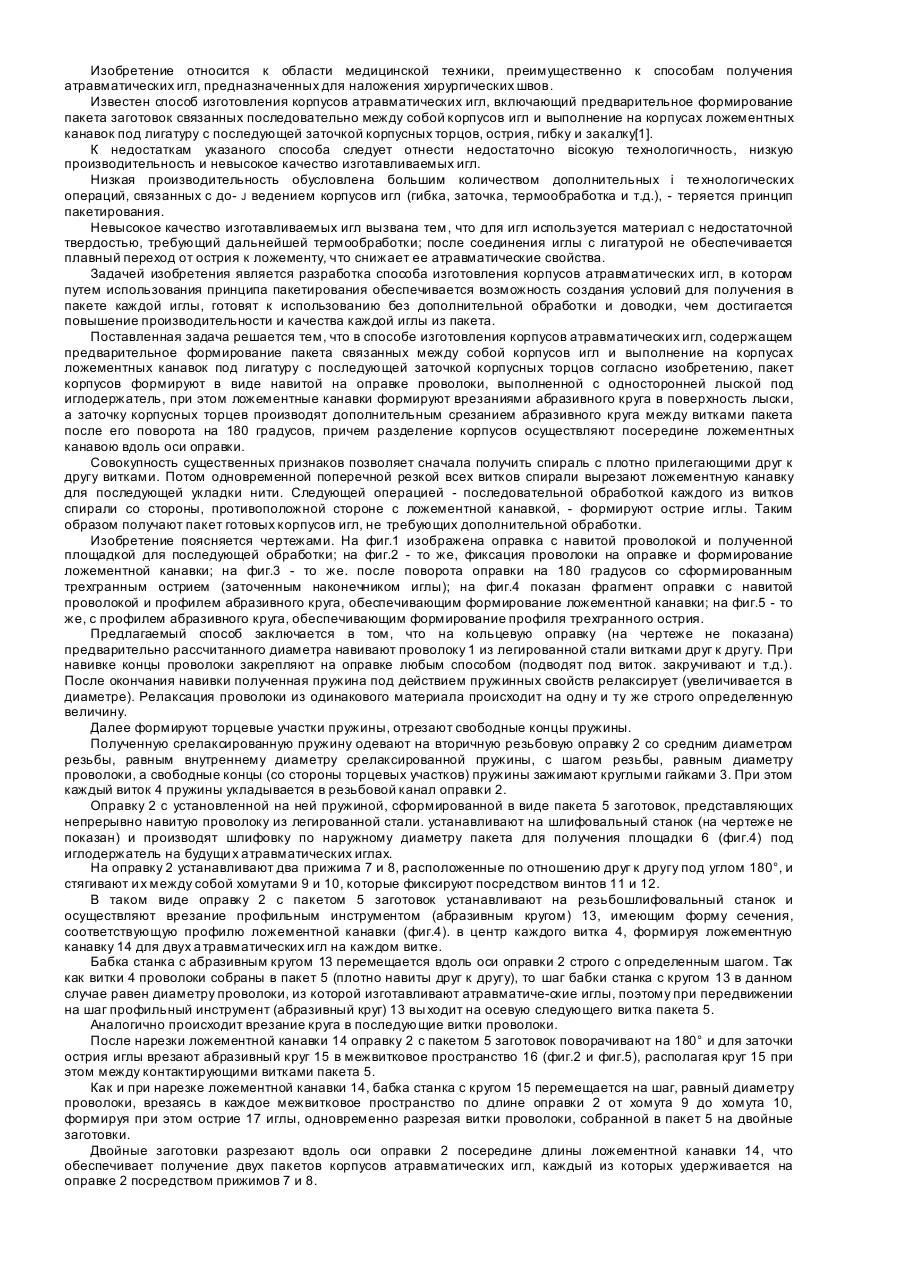
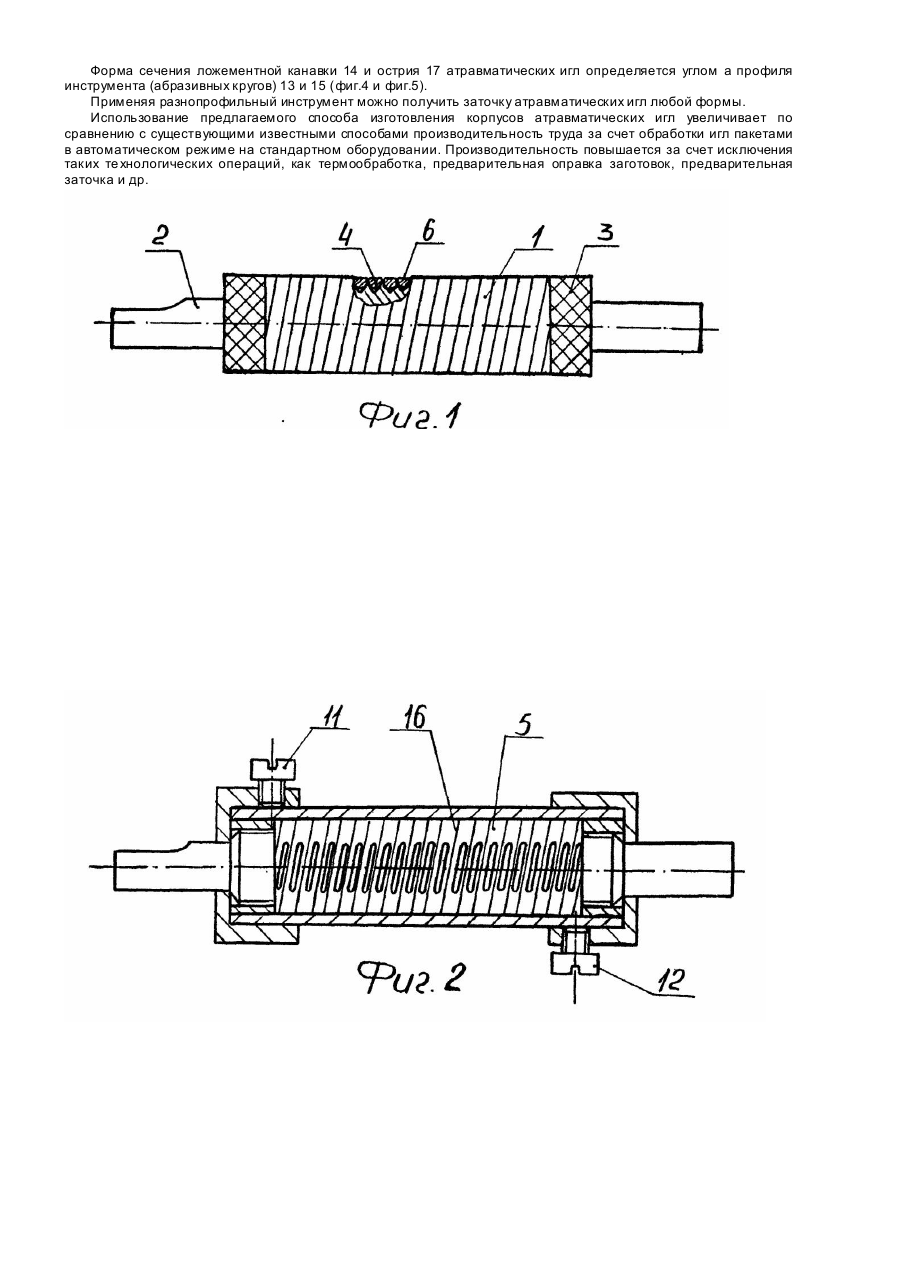
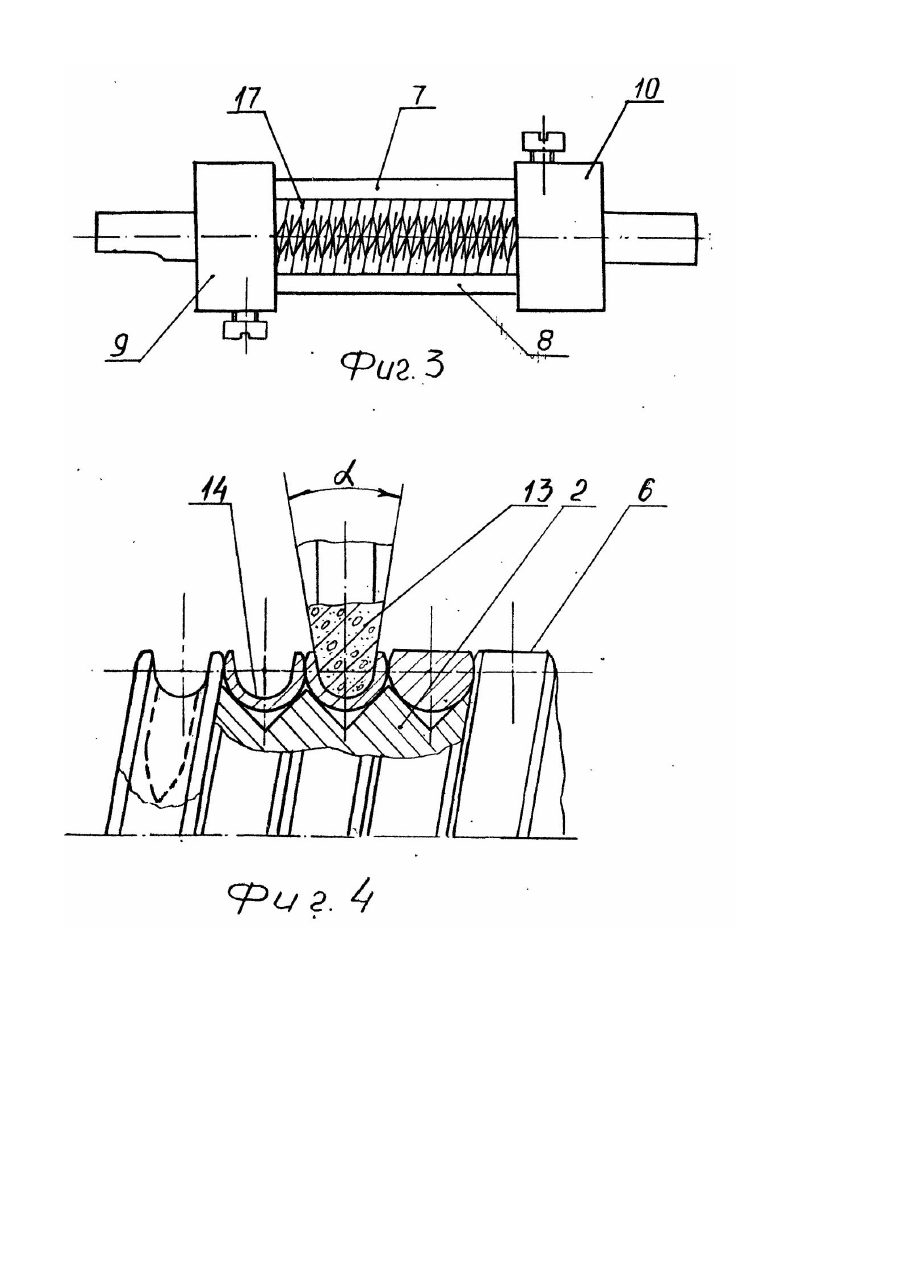
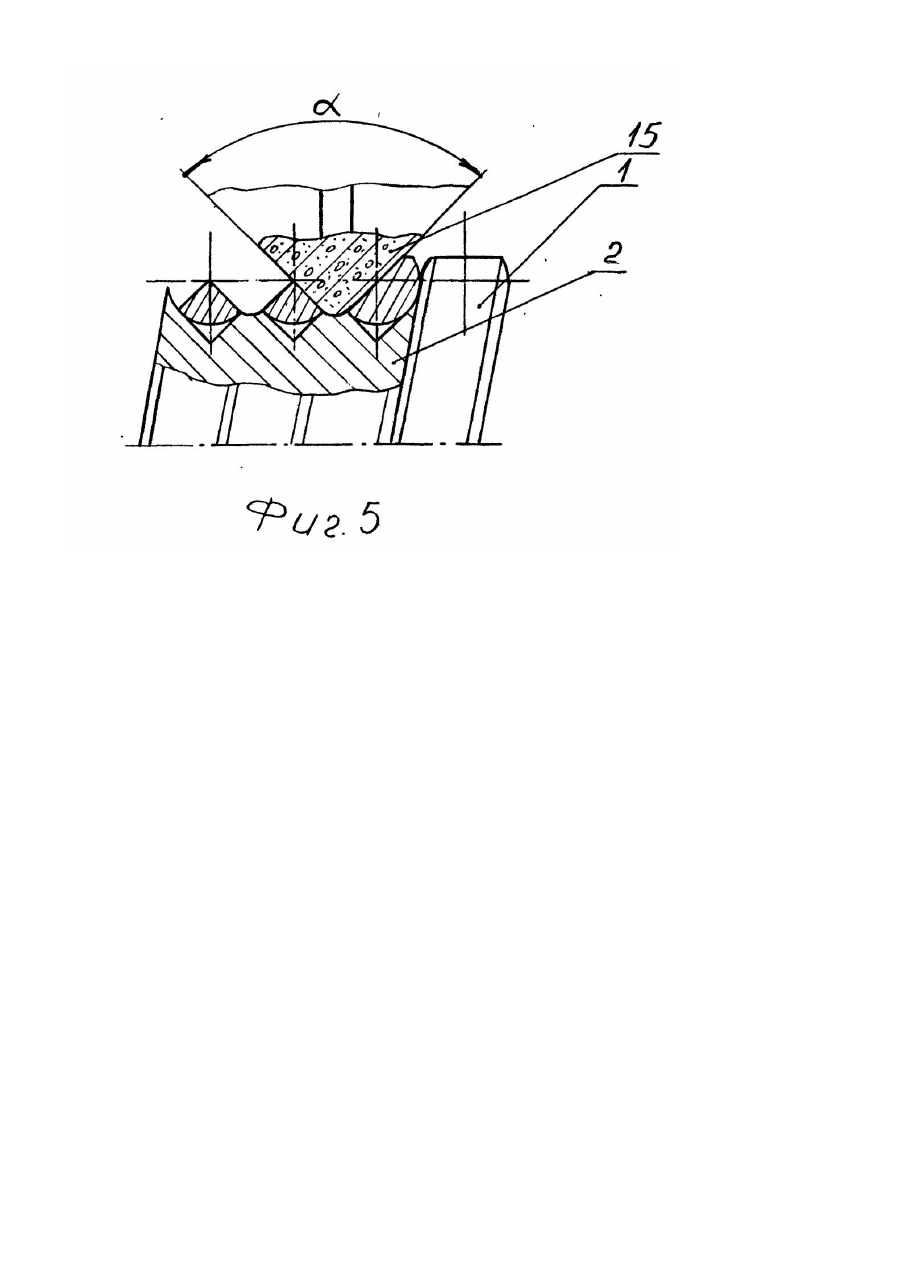
Изобретение относится к области медицинской техники, преимущественно к способам получения атравматических игл, предназначенных для наложения хирургических швов. Известен способ изготовления корпусов атравматических игл, включающий предварительное формирование пакета заготовок связанных последовательно между собой корпусов игл и выполнение на корпусах ложементных канавок под лигатуру с последующей заточкой корпусных торцов, острия, гибку и закалку[1]. К недостаткам указаного способа следует отнести недостаточно вісокую технологичность, низкую производительность и невысокое качество изготавливаемых игл. Низкая производительность обусловлена большим количеством дополнительных і те хнологических операций, связанных с до- J ведением корпусов игл (гибка, заточка, термообработка и т.д.), - теряется принцип пакетирования. Невысокое качество изготавливаемых игл вызвана тем, что для игл используется материал с недостаточной твердостью, требующий дальнейшей термообработки; после соединения иглы с лигатурой не обеспечивается плавный переход от острия к ложементу, что снижает ее атравматические свойства. Задачей изобретения является разработка способа изготовления корпусов атравматических игл, в котором путем использования принципа пакетирования обеспечивается возможность создания условий для получения в пакете каждой иглы, готовят к использованию без дополнительной обработки и доводки, чем достигается повышение производительности и качества каждой иглы из пакета. Поставленная задача решается тем, что в способе изготовления корпусов атравматических игл, содержащем предварительное формирование пакета связанных между собой корпусов игл и выполнение на корпусах ложементных канавок под лигатуру с последующей заточкой корпусных торцов согласно изобретению, пакет корпусов формируют в виде навитой на оправке проволоки, выполненной с односторонней лыской под иглодержатель, при этом ложементные канавки формируют врезаниями абразивного круга в поверхность лыски, а заточку корпусных торцев производят дополнительным срезанием абразивного круга между витками пакета после его поворота на 180 градусов, причем разделение корпусов осуществляют посередине ложементных канавою вдоль оси оправки. Совокупность существенных признаков позволяет сначала получить спираль с плотно прилегающими друг к другу витками. Потом одновременной поперечной резкой всех витков спирали вырезают ложементную канавку для последующей укладки нити. Следующей операцией - последовательной обработкой каждого из витков спирали со стороны, противоположной стороне с ложементной канавкой, - формируют острие иглы. Таким образом получают пакет готовых корпусов игл, не требующих дополнительной обработки. Изобретение поясняется чертежами. На фиг.1 изображена оправка с навитой проволокой и полученной площадкой для последующей обработки; на фиг.2 - то же, фиксация проволоки на оправке и формирование ложементной канавки; на фиг.3 - то же. после поворота оправки на 180 градусов со сформированным трехгранным острием (заточенным наконечником иглы); на фиг.4 показан фрагмент оправки с навитой проволокой и профилем абразивного круга, обеспечивающим формирование ложементной канавки; на фиг.5 - то же, с профилем абразивного круга, обеспечивающим формирование профиля трехгранного острия. Предлагаемый способ заключается в том, что на кольцевую оправку (на чертеже не показана) предварительно рассчитанного диаметра навивают проволоку 1 из легированной стали витками друг к другу. При навивке концы проволоки закрепляют на оправке любым способом (подводят под виток. закручивают и т.д.). После окончания навивки полученная пружина под действием пружинных свойств релаксирует (увеличивается в диаметре). Релаксация проволоки из одинакового материала происходит на одну и ту же строго определенную величину. Далее формируют торцевые участки пружины, отрезают свободные концы пружины. Полученную срелаксированную пружину одевают на вторичную резьбовую оправку 2 со средним диаметром резьбы, равным внутреннему диаметру срелаксированной пружины, с шагом резьбы, равным диаметру проволоки, а свободные концы (со стороны торцевых участков) пружины зажимают круглыми гайками 3. При этом каждый виток 4 пружины укладывается в резьбовой канал оправки 2. Оправку 2 с установленной на ней пружиной, сформированной в виде пакета 5 заготовок, представляющих непрерывно навитую проволоку из легированной стали. устанавливают на шлифовальный станок (на чертеже не показан) и производят шлифовку по наружному диаметру пакета для получения площадки 6 (фиг.4) под иглодержатель на будущи х атравматических иглах. На оправку 2 устанавливают два прижима 7 и 8, расположенные по отношению друг к другу под углом 180°, и стягивают и х между собой хомутами 9 и 10, которые фиксируют посредством винтов 11 и 12. В таком виде оправку 2 с пакетом 5 заготовок устанавливают на резьбошлифовальный станок и осуществляют врезание профильным инструментом (абразивным кругом) 13, имеющим форму сечения, соответствующую профилю ложементной канавки (фиг.4). в центр каждого витка 4, формируя ложементную канавку 14 для двух а травматических игл на каждом витке. Бабка станка с абразивным кругом 13 перемещается вдоль оси оправки 2 строго с определенным шагом. Так как витки 4 проволоки собраны в пакет 5 (плотно навиты друг к другу), то шаг бабки станка с кругом 13 в данном случае равен диаметру проволоки, из которой изготавливают атравматиче-ские иглы, поэтому при передвижении на шаг профильный инструмент (абразивный круг) 13 вы ходит на осевую следующего витка пакета 5. Аналогично происходит врезание круга в последующие витки проволоки. После нарезки ложементной канавки 14 оправку 2 с пакетом 5 заготовок поворачивают на 180° и для заточки острия иглы врезают абразивный круг 15 в межвитковое пространство 16 (фиг.2 и фиг.5), располагая круг 15 при этом между контактирующими витками пакета 5. Как и при нарезке ложементной канавки 14, бабка станка с кругом 15 перемещается на шаг, равный диаметру проволоки, врезаясь в каждое межвитковое пространство по длине оправки 2 от хомута 9 до хомута 10, формируя при этом острие 17 иглы, одновременно разрезая витки проволоки, собранной в пакет 5 на двойные заготовки. Двойные заготовки разрезают вдоль оси оправки 2 посередине длины ложементной канавки 14, что обеспечивает получение двух пакетов корпусов атравматических игл, каждый из которых удерживается на оправке 2 посредством прижимов 7 и 8. Форма сечения ложементной канавки 14 и острия 17 атравматических игл определяется углом а профиля инструмента (абразивных кругов) 13 и 15 (фиг.4 и фиг.5). Применяя разнопрофильный инструмент можно получить заточку атравматических игл любой формы. Использование предлагаемого способа изготовления корпусов атравматических игл увеличивает по сравнению с существующими известными способами производительность труда за счет обработки игл пакетами в автоматическом режиме на стандартном оборудовании. Производительность повышается за счет исключения таких те хнологических операций, как термообработка, предварительная оправка заготовок, предварительная заточка и др.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining bodies of non-traumatic needles
Автори англійськоюSerheiev Volodymyr Petrovych, Bondar Anatolii Larionovych, Tavokin Volodymyr Viktorovych, Torhashyn Valerii Mykhailovych, Buchniev Oleksandr Vasyliovych
Назва патенту російськоюСпособ изготовления корпусов атравматических игл
Автори російськоюСергеев Владимир Петрович, Бондарь Анатолий Ларионович, Тавокин Владимир Викторович, Торгашин Валерий Михайлович, Бучнев Александр Васильевич
МПК / Мітки
МПК: A61B 17/00, A61B 17/06
Мітки: голок, корпусів, виготовлення, матичних, спосіб, атрав
Код посилання
<a href="https://ua.patents.su/4-899-sposib-vigotovlennya-korpusiv-atrav-matichnikh-golok.html" target="_blank" rel="follow" title="База патентів України">Спосiб виготовлення корпусiв атрав матичних голок</a>
Спосiб виготовлення верхнього плечового одягу
Номер патенту: 693
Опубліковано: 15.12.1993
Автори: Березненко Сергій Миколайович, Зубович Клара Аронівна, Романкевич Олег Володимирович, Маласай Дмитро Петрович
МПК: A41D 1/00
Мітки: одягу, спосіб, плечового, верхнього, виготовлення
Формула / Реферат:
1. Способ изготовления верхней плечевой одежды, при котором из ткани верха, подкладки и прокладки в виде текстильной основы, содержащей термоклеевой полимерный материал, распределенный по длине его, по меньшей мере, по трем зонам жесткости, выкраивают детали, а перед сборкой деталей в изделие, предварительно проводят формообразование, для чегосое-диняют одноименные детали ткани верха и прокладки между собой и скрепляют при прессовании и...
Спосiб сарчука в.м. виготовлення речовини, що нормалiзує гомеостаз органiзму
Номер патенту: 600
Опубліковано: 15.12.1993
Автор: Сарчук Віктор Миколайович
МПК: A61H 39/00
Мітки: виготовлення, в.м, організму, речовини, спосіб, нормалiзує, сарчука, гомеостаз
Формула / Реферат:
1. Способ приготовления вещества, нормализующего гомеостаз организма, отличающийся тем, что с целью исключения побочных воздействий на организм при приеме фармакологических препаратов, на химически интактное для организма вещество переносят спектрально-волновые характеристики текстируемых лекарственных препаратов, биоэнергетически соответствующих частной патологии, путем помещения вещества носителя информации в емкость, установленную на...
Спосiб вiдновлення кiсткового дефекту кiнцiвки
Номер патенту: 593
Опубліковано: 15.12.1993
Автор: Берко Василь Григорович
МПК: A61B 17/60, A61B 17/56
Мітки: відновлення, дефекту, спосіб, кінцівки, кісткового
Формула / Реферат:
Способ восстановления костного дефекта конечности путем остеотомии фрагментов с последующим дозированным смещением их с образованием костного регенератора в компрессионно-дистракционном аппарате внешней фиксации, отличающийся тем, что одновременно дистальный костный фрагмент перемещают от костного трансплантата в дистальном направлении.
Пристрій для неперервного виготовлення труб з армованих пластмас
Номер патенту: 180
Опубліковано: 30.04.1993
Автори: Божко Борис Миколайович, Шопен Олександр Борисович, Голованевський Аркадій Ізрайлевич, Данільцев Володимир Григорович, Соловйов Валерій Борисович
МПК: B29C 53/00, B29K 105/08, B29L 23/20
Мітки: труб, виготовлення, неперервного, армованих, пристрій, пластмас
Формула / Реферат:
Формула изобретенияУстройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования изделия, укладчик армирующего материала, узел подачи связующего и полимеризационные камеры, отличающееся тем, что, с целью повышения производительности за счет удлинения рабочей части консольной оправки, оно снабжено установленной на конце оправки...
Спосiб одержання ектерициду
Номер патенту: 778
Опубліковано: 15.12.1993
Автори: Чайка Галина Сергіївна, Адров Олександр Федотович, Теміров Юрій Павлович
МПК: A61K 35/60
Мітки: спосіб, одержання, ектерициду
Формула / Реферат:
Способ получения эктерицида, включающий смешивание рыбьего жира с физиологическим раствором, термостатирование смеси при 43—45 °C. фильтрацию, выдерживание для выпадения осадка, стерилизующую фильтрацию, отличающийся тем, что, с целью ускорения способа, в состав смеси вводят отработанный рыбий жир, оставшийся после фильтрации целевого продукта, в количестве 10—20% от обііма свежего рыбьего жира, а термостатирование смес^ осуществляют под...
Попередній патент: Hеводhий малополярhий електроліт
Наступний патент: Спосiб одержання вуглецевого ентеросорбенту
Випадковий патент: Спосіб модифікування високодисперсного діоксиду кремнію