Спосіб виготовлення прутків з металевого порошку
Номер патенту: 64447
Опубліковано: 16.02.2004
Автори: Лазоркіна Дар'я Вікторівна, Артамонов Юрій Вікторович, Бедросова Лариса Василівна, Терновий Юрій Федорович, Лазоркін Віктор Андрійович
Формула / Реферат
Спосіб виготовлення прутків з металевого порошку, що включає засипання порошку в металевий контейнер при віброущільненні, герметизацію контейнера й ущільнення порошку шляхом послідовних по довжині контейнера радіальних обтиснень ділянок його бічної поверхні інструментом, що пресує, з подачею на довжину ділянки і кантуванням контейнера після кожного обтиснення і додатком під час обтиснення осьового тиску до його торцевої поверхні з боку необтисненої частини, величиною, не меншою за 0,5 границі текучості матеріалу порошку, який відрізняється тим, що обтиснення здійснюють інструментом, що пресує, з частотою вібрації 1-20 Гц і амплітудою коливання 0,5-3 мм.
Текст
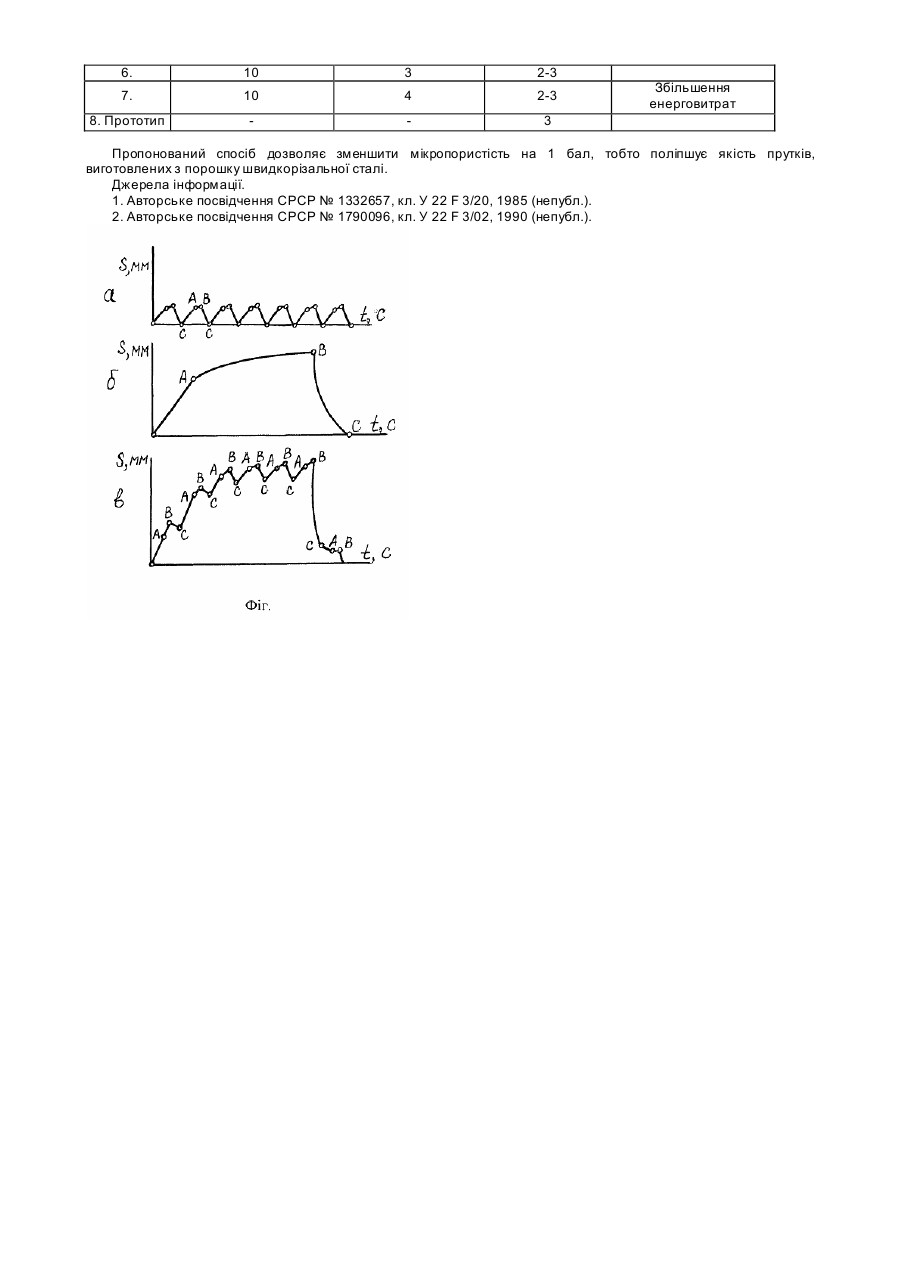
Винахід відноситься до порошкової металургії, зокрема до способів виготовлення прутків з металевих порошків. Відомий спосіб виготовлення прутків з металевого порошку, що включає заповнення контейнера порошком, вакуум ування, герметизацію, нагрів і послідовне по довжині радіальне обтиснення заготовки [1]. Даний спосіб не забезпечує одержання прутків високої якості, тому що в процесі кування можуть залишатися пори. Відомий також спосіб виготовлення прутків, що включає заповнення контейнера порошком, вакуум ування, герметизацію, нагрів і послідовне по довжині обтиснення заготовки, при цьому в процесі кожного одиничного обтиснення заготовки до її торцевої поверхні з боку необтисненої частини в напрямку подовжньої осі прикладають тиск величиною не менш 0,5 границі текучості матеріалу порошку [2]. Відомий спосіб не дозволяє одержати досить високу якість металу прутків. В основу винаходу поставлена задача, шляхом додаткового впливу на заготовку вібрацією, забезпечити підвищення якості порошкового металу. Поставлена задача досягається тим, що в способі виготовлення прутків з металевого порошку, що включає засипання порошку в металевий контейнер при віброущільненні, герметизацію контейнера й ущільнення порошку шляхом послідовних по довжині контейнера радіальних обтиснень ділянок його бічної поверхні інструментом, що пресує, з подачею на довжину ділянки і кантуванням контейнера після кожного обтиснення і додатком під час обтиснення осьового тиску до його торцевої поверхні з боку необтисненої частини, величиною не меншою 0,5 границі текучості матеріалу порошку, новим є те, що обтиснення здійснюють інструментом, що пресує, з частотою вібрації 1-20Гц і амплітудою коливання 0,5-3мм. На фіг. зображені графіки переміщення робочих інструментів радіально-кувальної машини при роботі різних типів приводів: фіг.а - механічний привід; фіг.б - гідравлічний привід; фіг.в - гідромеханічний привід. Сутність пропонованого способу зводиться до наступного. Існують радіально-кувальні машини, що мають гідравлічний привід, сполучений із кривошипним (механічним). Основне розходження кривошипного і гідравлічного приводів полягає в тім, що механічна схема першого забезпечує високу частоту ходів (при малій величині самого ходу) - фіг.а, у той час як гідропривід при великій величині ходу характеризується меншою кількістю обтиснень бойками в хвилин у (фіг.б). На фіг.в зображений графік переміщення інструмента радіально-кувальної машини, що пресує, при роботі сполученого гідромеханічного привода. У цьому випадку переміщення інструмента являє собою поступальний рух, викликаний гідравлічним приводом, що супроводжується вібрацією, викликаною механічним приводом. На всіх трьох графіках ділянки АВ відповідають деформації контейнера, ділянки ВС - холостому поворотному ходові інструмента, ділянки СА - холостому ходові наближення інструмента до поверхні контейнера. Рух інстр умента, що супроводжується вібрацією, викликає вібрацію контейнера в процесі його деформування. Вібрація сприяє більш компактному розподілу порошкового матеріалу під час його ущільнення, що підвищує якість металу шляхом зменшення його мікропористості. При частоті вібрації інструмента менш 1Гц і більш 20Гц, а також амплітуді вібрації менш 0,5мм істотного поліпшення якості металу не відзначається. При амплітуді коливання більш 3мм істотно зростають додаткові енерговитрати, а крім того, це може привести до поломки системи керування радіально-кувальної машини. У період між обтисненнями здійснюють поворот заготовки навколо її подовжньої осі на кут не менш 7°. У цьому випадку частина поверхні контейнера, що потрапила під час попереднього обтиснення в зазор між бойками, під час наступного обтиснення буде контактувати з робочою поверхнею одного з бойків, що дозволить здійснити рівномірне ущільнення порошку на всій заготовці. Приклад. Контейнер, що складається з обичайки діаметром 300мм із товщиною стінки 14мм, довжиною 1500мм, виконаний зі сталі Ст.3, заповнили порошком сталі Р6М5ФЗ і після віброущільнення вакуумували, герметизували, нагрівали до температури 1150°С, вводили в обмежуючий контейнер, діаметр якого більше діаметра заготовки в 1,1-1,2 рази і піддавали куванню на радіально-кувальній машині типу SXP-55 зусиллям 10МН із додатком торцевого підпору від маніпулятора. Частота обтиснень контейнера складала 100хв-1. Під час кожного одиничного обтиснення робочий хід бойків (від гідроприводу) складав 11мм, а їхня вібрація (від механічного приводу) складала 3,3Гц з амплітудою 1,5мм. Після кожного одиничного обтиснення здійснювали поворот контейнера навколо подовжньої осі на кут 10°. Діаметр контейнера після ущільнення склав 278мм. Ступінь деформації склала 15,5%. Далі контейнер з порошком, щільність якого досягла 100%, деформували на тім же устаткуванні традиційним інструментом звичайним способом за схемою: O 278мм ® O 250мм ® O 230мм ® O 210мм. При цьому ступінь / / / / деформації склала 43%. Одночасно були отримані прутки по способі-прототипі. Оцінку мікроструктури робили відповідно до ТУ 14-1-3647-83 «Прутки зі швидкорізальної сталі, отримані методом порошкової металургії» на подовжніх зразках, вирізаних від поверхні до центра прутка і загартованих від температури 1190°С. Результати досліджень приведені в таблиці. Таблиця Дослід № 1. 2. 3. 4. 5. Технологічні режими Частота вібрації Амплітуда коливання, інструмента, Гц мм 0,5 1,5 1,0 1,5 10 1,5 20 1,5 10 0,3 Мікропористість, бал. 3 2-3 2 2-3 3 Примітка 6. 10 3 2-3 7. 10 4 2-3 8. Прототип 3 Збільшення енерговитрат Пропонований спосіб дозволяє зменшити мікропористість на 1 бал, тобто поліпшує якість прутків, виготовлених з порошку швидкорізальної сталі. Джерела інформації. 1. Авторське посвідчення СРСР № 1332657, кл. У 22 F 3/20, 1985 (непубл.). 2. Авторське посвідчення СРСР № 1790096, кл. У 22 F 3/02, 1990 (непубл.).
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing the rods of metal powder
Автори англійськоюLazorkin Viktor Andriiovych, Lazorkin Viktor Andriovych, Ternovyi Yurii Fedorovych, Artamonov Yurii Viktorovych, Bedrosova Larysa Vasylivna
Назва патенту російськоюСпособ изготовления прутков из металлического порошка
Автори російськоюЛазоркин Виктор Андреевич, Терновый Юрий Федорович, Артамонов Юрий Викторович, Бедросова Лариса Васильевна
МПК / Мітки
МПК: B22F 3/02
Мітки: спосіб, прутків, виготовлення, порошку, металевого
Код посилання
<a href="https://ua.patents.su/2-64447-sposib-vigotovlennya-prutkiv-z-metalevogo-poroshku.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення прутків з металевого порошку</a>
Спосіб виготовлення проникних шаруватих матеріалів з металевого волокна та порошку
Номер патенту: 49874
Опубліковано: 15.10.2002
Автори: Мороз Анатолій Леонтійович, Косторнов Анатолій Григорович
Мітки: порошку, спосіб, проникних, волокна, металевого, матеріалів, шаруватих, виготовлення
Формула / Реферат:
1. Спосіб виготовлення проникних шаруватих матеріалів з металевих волокон і порошків, який включає формування шарів з волокна та порошку і наступне спікання, який відрізняється тим, що формування шарів з волокна і порошку виконують шляхом послідовного пошарового вібророзсіву волокна та порошку на нерухому плоску підкладку.2. Спосіб за п.1, який відрізняється тим, що формування проникних каркасних композицій здійснюють шляхом...
Пристрій та спосіб для виготовлення металевого порошку
Номер патенту: 49067
Опубліковано: 16.09.2002
Автор: Торнберг Клаес
МПК: B22F 9/08
Мітки: спосіб, виготовлення, порошку, пристрій, металевого
Формула / Реферат:
1. Пристрій для виготовлення металевого порошку із розплаву (1), який включає в себе щонайменше один металургійний резервуар (2) для обробки та/або підготовки рідкого металу, розпилювальну камеру (3) з розпилювачем для розпилення рідкого металу, яка на стороні входу з'єднана з металургійним резервуаром (2), а на стороні виходу обладнана перехідним патрубком (4), до якого приєднана спрямована догори висхідна труба (5), до труби (5) приєднаний...
Спосіб пресування металевого порошку і пристрій для його здійснення
Номер патенту: 62880
Опубліковано: 15.12.2003
Автори: Блохін Олександр Григорович, Василенко Тетяна Володимирівна, Матус Володимир Ігорович
МПК: B22F 3/02, B30B 11/02
Мітки: спосіб, пресування, порошку, металевого, здійснення, пристрій
Формула / Реферат:
1. Спосіб пресування металевого порошку, що включає попереднє формування й остаточне пресування заготовки, сполучене з деформацією зрушенням у напрямку, перпендикулярному напрямку пресування, який відрізняється тим, що після попереднього здійснюють пророблення порошку, змінюючи кут між напрямком пресування і формування поверхнею інструмента, при цьому напруги на етапі пророблення порошку змінюються від
Спосіб пресування металевого порошку
Номер патенту: 62879
Опубліковано: 15.12.2003
Автори: Кравцова Юлія Вікторівна, Блохін Олександр Григорович, Алаторцев Олександр Олександрович
МПК: B22F 3/02
Мітки: порошку, металевого, пресування, спосіб
Формула / Реферат:
Спосіб пресування металевого порошку, що включає попереднє формування та остаточне пресування заготовки, поєднане з деформацією зрушенням у напрямку, перпендикулярному напрямку пресування, який відрізняється тим, що попереднє формування виконують із зусиллям (0,5-0,7) Рпр., а остаточне пресування виконують у процесі зрушення в локальному шарі з постійно діючим навантаженням попереднього пресування, причому кут зрушення призначається від 0° до...
Спосіб пресування металевого порошку і пристрій для його здійснення

Номер патенту: 63124
Опубліковано: 15.01.2004
Автори: Блохін Олександр Григорович, Гончаров Віктор Валерійович, Маслік Ірина Анатоліївна
МПК: B22F 3/02
Мітки: пристрій, порошку, пресування, здійснення, спосіб, металевого
Формула / Реферат:
1. Спосіб пресування металевого порошку, що включає послідовне ущільнення окремих мікрообсягів порошку в замкнутій по периметру пресованого виробу матриці, який відрізняється тим, що ущільнення здійснюють зсувом локального обсягу порошку в напрямку дії сусідньої локалізованої області, причому кожна наступна область зсуву утворить безупинний зсувний кластер.2. Пристрій для пресування металевого порошку, що містить матрицю, верхній і...
Попередній патент: Гвинт для нерознімного різьбового з’єднання
Наступний патент: Спосіб хірургічного лікування облітеруючого атеросклерозу сонних і підключичних артерій
Випадковий патент: Пристрій для відокремлення домішок від коренеплодів