Спосіб рідинної обробки (2)
Номер патенту: 66104
Опубліковано: 15.04.2004
Автори: Сарібеков Георгій Савич, Сис Вячеслав Борисович, Бардачов Юрій Миколайович
Завантажити PDF файл.
Формула / Реферат
Спосіб рідинної обробки текстильних пакувань шляхом попереднього вакуумування, нагрівання і створення примусової циркуляції обробного розчину в радіальному напрямку тіла пакування, який відрізняється тим, що циркуляцію здійснюють з одночасним зворотно-поступальним переміщенням тіла пакування в поперечному напрямку шляхом прикладання механічних коливань по нормалі до осі пакування.
Текст
Винахід відноситься до текстильної промисловості і може бути використаний в процесах рідинної обробки переважно текстильних матеріалів у пакуваннях. Відомий спосіб інтенсифікації зовнішнього масообміну процесу екстракції за допомогою низькочастотних механічних коливань шляхом надання поперечного коливального руху апарату з рідиною, що містить зважені тверді частки (Аксельруд Г.А., Лысянский В.М. Экстрагирование (система твёрдое тело - жидкость). - Л., Химия, 1974. - 256с., с.211). Однак цей спосіб призначений для інтенсифікації масообміну рідини зі зваженими твердими частками, а не з напружено-деформованою структурою пакування. Найбільш близьким по технічній сутності та досягаємому результату до пропонованого технічного рішення є спосіб рідинної обробки пакувань шляхом попереднього вакуумування, створення примусової безупинної циркуляції обробного розчину в радіальному напрямку тіла пакування (В.Ф. Андросов, С.А.Александров и др. Крашение пряжи в паковках. - М.: Легкая индустрия, 1974. - 152с., с.45 - прототип). Головним недоліком такого способу є трудно щі досягнення високої якості рідинної обробки навіть при великих витратах енергії і часу. Наприклад, загальний час фарбування бавовняних швейних ниток 21,7 тексх3 барвником Прямий чорний 3 на жорстких перфорованих патронах в апараті періодичної дії фірми Hisaka (Японія) складає 3 години. Протягом усього цього часу насосний агрегат потужністю 50кВт безупинно прокачує крізь пакування 25 л/(хв. .кг) обробного розчину, долаючи гідравлічний опір приблизно 2,5.105Па. При цьому 5м 3 розчину і 400кг оброблюваного матеріалу поступово нагрівають від 30°С до 90°С и витримують це значення температури протягом 45 хвилин. Незважаючи на такі великі витрати енергії і часу часто не вдається уникнути пошарової неровноти фарбування і крапкового непрофарблення внаслідок деформації нитки в контактних площадках перетинання витків, зменшення пористості деформованих ділянок і їхніх околиць і утруднення доступу потоку обробного розчину в ці ділянки. Це відбувається як на стадії просочення, так і в ході циркуляції розчину через утворення за контактними площадками застійних зон. Тому молекули доставляємої речовини можуть проникати в ці ділянки тільки дифузійним шляхом, що погіршує якість рідинної обробки і значно збільшує час доставки, чим і пояснюється велика тривалість рідинної обробки по способу-прототипу. Прагнення поліпшити результати рідинної обробки за рахунок росту питомих витрат розчину ще більш ускладнює ситуацію, викликаючи ріст гідравлічного опору пакування, фільтраційні деформації її тіла, пресуючу дію гідродинамічного напору потоку на шари, що в сук упності приводить до значного росту нераціональної частини витрат енергії і погіршенню умов масообміну в контактних площадках. Крім того, використання цього способу економічно доцільно тільки при обробці великих партій пакувань. Задачею винаходу є створення способу рідинної обробки текстильних пакувань, який, завдяки своїм технологічним можливостям, дозволив би поліпшити якість рідинної обробки за рахунок поліпшення умов масообміну в ділянках зниженої пористості і зменшити швидкість циркулюючого потоку. Рішення поставленої задачі досягають в результаті того, що в способі рідинної обробки текстильних пакувань шляхом попереднього вакуумування, нагрівання і створення примусової циркуляції обробного розчину в радіальному напрямку тіла пакування, циркуляцію здійснюють з одночасним зворотно-поступальним переміщенням тіла пакування в поперечному напрямку шляхом прикладання механічних коливань по нормалі до осі пакування. У порівнянні з прототипом, в якому циркуляція обробного розчину крізь тіло пакування здійснюється з відносно високою швидкістю, що викликано прагненням до досягнення максимальної питомої витрати обробного розчину з метою подолання труднощів одержання якісної продукції, і вимагає великих нераціональних витрат енергії і часу, у пропонованому способі циркуляцію здійснюють з одночасним зворотно-поступальним переміщенням тіла пакування в поперечному напрямку шляхом прикладання механічних коливань по нормалі до осі пакування, що дозволяє поліпшити умови масообміну в контактних площадках перетинання витків нитки і, тим самим, поліпшити якість обробки з можливістю одночасного зменшення швидкості циркулюючого потоку. Зменшення швидкості циркулюючого потоку досягається також завдяки можливості використання обробної ванни дуже низького модуля, до 1:1, що дозволяє зменшити кратність циркуляції з одночасним поліпшенням якості і прискоренням обробки, в той час як у прототипі модуль обробної ванни складає величину не менш 1:10. В результаті вібрації тіла пакування в поперечному напрямку відбувається активізація омивання розчином контактних площадок у структурі пакування внаслідок виникнення додаткової складової швидкості руху витків нитки відносно рідини за рахунок періодичної зміни швидкості і напрямку руху тіла пакування, що позитивно впливає на процес масообміну в контактних площадках. Додатковий позитивний ефект від впливу вібрацій досягається за рахунок динамічного перекомпонування контактних площадок, викликаної їхнім взаємним мікропереміщенням, у ході якого відбувається оголення поверхонь контактних площадок. Пропонований спосіб рідинної обробки здійснюють у наступному порядку. Пакування, призначене для рідинної обробки, вакуум ують, створюють примусову циркуляцію обробного розчину крізь тіло пакування й одночасно прикладають зворотно-поступальні механічні коливання по нормалі до осі пакування, що приводить до періодичної зміни швидкості і напрямку поперечного переміщення тіла пакування, тим самим забезпечуючи сприятливі умови для протікання процесів масообміну в оброблюваному пакуванні. Після цього пакування піддають швидкому і рівномірному нагріванню, чим досягається значне прискорення масообмінних процесів. Приклад: бавовняну нитку офарблюють активним барвником у пакуванні бобинної структури хрестового намотування масою 1кг за пропонованим способом. Для цього пакування спочатку піддають вакуумуванню при розрідженні 0,08МПа, потім створюють примусову циркуляцію обробного розчину крізь тіло пакування з одночасним впливом вібрацій шляхом прикладання зворотно-поступальних механічних коливань частотою 50Гц і амплітудою 1мм по нормалі до осі пакування протягом 4хв. Після цього пакування піддають швидкому і рівномірному нагріванню. Пропонований винахід «Спосіб рідинної обробки» може знайти застосування в текстильній промисловості, зокрема, у таких процесах рідинної обробки текстильного матеріалу в пакуваннях, як відварка, біління і фарбування. Пропонований винахід у порівнянні з існуючими технічними рішеннями дозволяє поліпшити якість рідинної обробки пакувань, підвищити гнучкість технологічного процесу, зменшити питомі витрати енергії, при цьому стає доцільною рідинна обробка малих партій пакувань аж до індивідуальної при дуже низькому модулі ванни.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for fluid treatment (2)
Автори англійськоюBardachov Yurii Mykolaiovych, Saribekov Heorgii Savych
Назва патенту російськоюСпособ жидкостной обработки (2)
Автори російськоюБардачов Юрий Николаевич, Сарибеков Георгий Саввич
МПК / Мітки
МПК: D06B 5/00, D06B 13/00
Мітки: спосіб, обробки, рідинної
Код посилання
<a href="https://ua.patents.su/1-66104-sposib-ridinno-obrobki-2.html" target="_blank" rel="follow" title="База патентів України">Спосіб рідинної обробки (2)</a>
Спосіб рідинної обробки текстильних пакувань
Номер патенту: 62444
Опубліковано: 15.12.2003
Автори: Сарібеков Георгій Савич, Бардачов Юрій Миколайович, Сис Вячеслав Борисович
МПК: D06B 5/00, D06M 10/00
Мітки: рідинної, спосіб, текстильних, пакувань, обробки
Формула / Реферат:
1. Спосіб рідинної обробки текстильних пакувань шляхом попереднього вакуумування, нагрівання і створення примусової циркуляції обробного розчину в радіальному напрямку тіла пакування, який відрізняється тим, що додатково здійснюють магнітну обробку пакування й обробного розчину шляхом прикладання змінного магнітного поля в напрямку полюсів по нормалі до твірних зовнішньої і внутрішньої поверхонь пакування й обертанням однієї чи більш зон...
Спосіб рідинної обробки текстильних паковок та пристрій для його здійснення
Номер патенту: 61894
Опубліковано: 15.12.2003
Автори: Бардачов Юрій Миколайович, Старун Наталя Валентиновна, Сис Вячєслав Борисович
МПК: D06B 19/00, D06B 11/00, D06B 5/00, D06B 23/00
Мітки: здійснення, текстильних, рідинної, спосіб, обробки, пристрій, паковок
Формула / Реферат:
1. Спосіб рідинної обробки текстильних паковок попереднім вакуумуванням паковки і здійсненням, з одночасним нагрівом, примусової циркуляції обробляючого розчину в радіальному напрямку тіла паковки, який відрізняється тим, що циркуляцію здійснюють з одночасним зонним динамічним розущільненням тіла паковки - прикладанням зустрічно спрямованих радіальних зусиль по нормалі до твірних зовнішньої та внутрішньої поверхонь паковки і обертанням...
Пристрій для рідинної обробки коренебульбоплодів
Номер патенту: 5235
Опубліковано: 28.12.1994
Автори: Кремпович Богдан Михайлович, Сушко Іван Ількович, Будько Василь Силуянович, Васильєв Микола Іванович, Незбрицький Михайло Іванович
МПК: A01C 1/08
Мітки: рідинної, обробки, коренебульбоплодів, пристрій
Формула / Реферат:
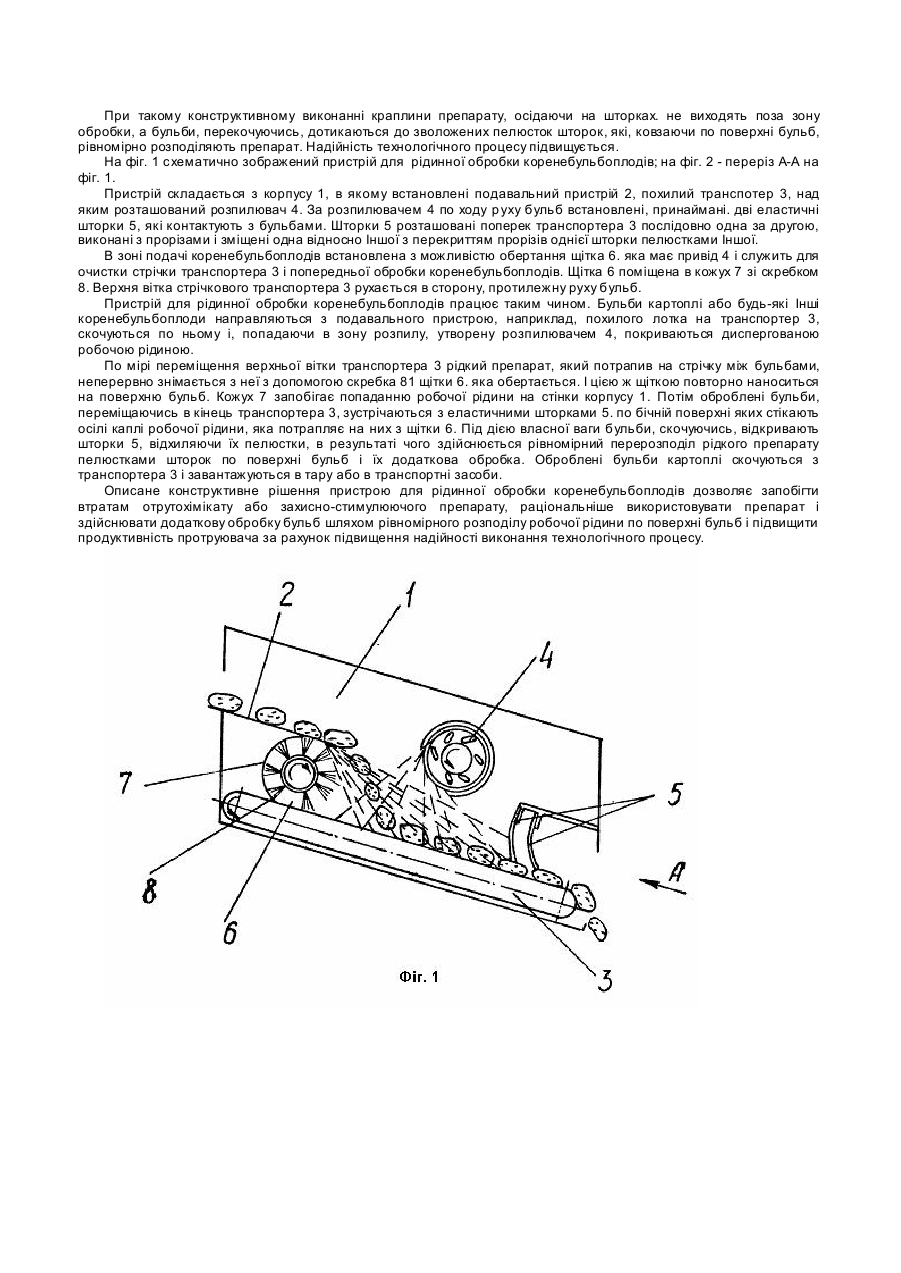
Устройство для жидкостной обработки корнеклубнеплодов, содержащее приспособление для подачи клубней. распылитель препарата и элемент дополнительного перераспределения препарата по поверхности клубней, отличающееся тем, что элемент дополнительного перераспределения препарата по поверхности клубней выполнен в виде, по крайней мере, двух эластичных шторок с прорезями, смещенных друг относительно друга с перекрытием прорезей одной шторки...
Патрон для рідинної обробки
Номер патенту: 44318
Опубліковано: 15.02.2002
Автори: Сис Вячеслав Борисович, Клімов Віктор Олександрович, Старун Наталя Валентинівна, Бардачов Юрій Миколайович
МПК: D06B 23/00
Мітки: рідинної, патрон, обробки
Формула / Реферат:
1. Патрон для рідинної обробки переважно текстильних нитей у пакуваннях, що містить порожнистий циліндричний або конічний корпус із торцьовими кільцевими ділянками і подовжньо-щілинними перфораціями, який відрізняється тим, що корпус патрона виконаний товстостінним із полімерного матеріалу, в якому рівномірно розподілений порошкоподібний магнітний наповнювач, і який складається з рівновіддалених в окружному напрямі подовжніх перемичок з...
Патрон для рідинної обробки
Номер патенту: 44317
Опубліковано: 15.02.2002
Автори: Старун Наталя Валентинівна, Сис Вячеслав Борисович, Клімов Віктор Олександрович, Бардачов Юрій Миколайович, Громов Віктор Федорович
МПК: D06B 23/00
Мітки: обробки, рідинної, патрон
Формула / Реферат:
Патрон для рідинної обробки переважно текстильних нитей, який являє собою порожнисте циліндричне або конічне тіло, корпус якого виготовлений металічним з перфораціями, який відрізняється тим, що перфорації виготовлені у вигляді рівновіддалених по окружності патрона· рядів подовжньо-щілинних отворів із співвідношенням довжини до ширини, що дорівнює 7...13, орієнтованих в осьовому напрямі і зміщених у кожному ряді відносно сусіднього ряду у...
Попередній патент: Спосіб створення кавітаційної течії рідини та пристрій для його здійснення
Наступний патент: Спосіб синхронізації функцій організму
Випадковий патент: Спосіб отримання гетерошарів оксиду цинку