Патрон для рідинної обробки
Номер патенту: 44317
Опубліковано: 15.02.2002
Автори: Клімов Віктор Олександрович, Старун Наталя Валентинівна, Сис Вячеслав Борисович, Бардачов Юрій Миколайович, Громов Віктор Федорович
Формула / Реферат
Патрон для рідинної обробки переважно текстильних нитей, який являє собою порожнисте циліндричне або конічне тіло, корпус якого виготовлений металічним з перфораціями, який відрізняється тим, що перфорації виготовлені у вигляді рівновіддалених по окружності патрона· рядів подовжньо-щілинних отворів із співвідношенням довжини до ширини, що дорівнює 7...13, орієнтованих в осьовому напрямі і зміщених у кожному ряді відносно сусіднього ряду у шаховому порядку, причому тіло корпуса споряджено відігнутими у напрямі до центру патрона напрямними, розміщеними у країв щілиноподібних отворів під кутом до площини, дотичної до поверхні патрона, який дорівнює 30...45 градусів, а на внутрішній поверхні торцевих ділянок патрона виготовлені напрямні у вигляді однакових, рівновіддалених по окружності патрона опуклостей лінійної форми довжиною 7...10 мм, орієнтованих під кутом 10...20 градусів до твірної у напрямі, зустрічному напрямку відгину напрямних перфорацій, і висотою, яка дорівнює висоті напрямних перфорацій, при цьому на зовнішній поверхні торцевих ділянок виконані упори у вигляді piвновіддалених по окружності опуклостей точкової форми, розміщених на однаковії відстані від торця патрона.
Текст
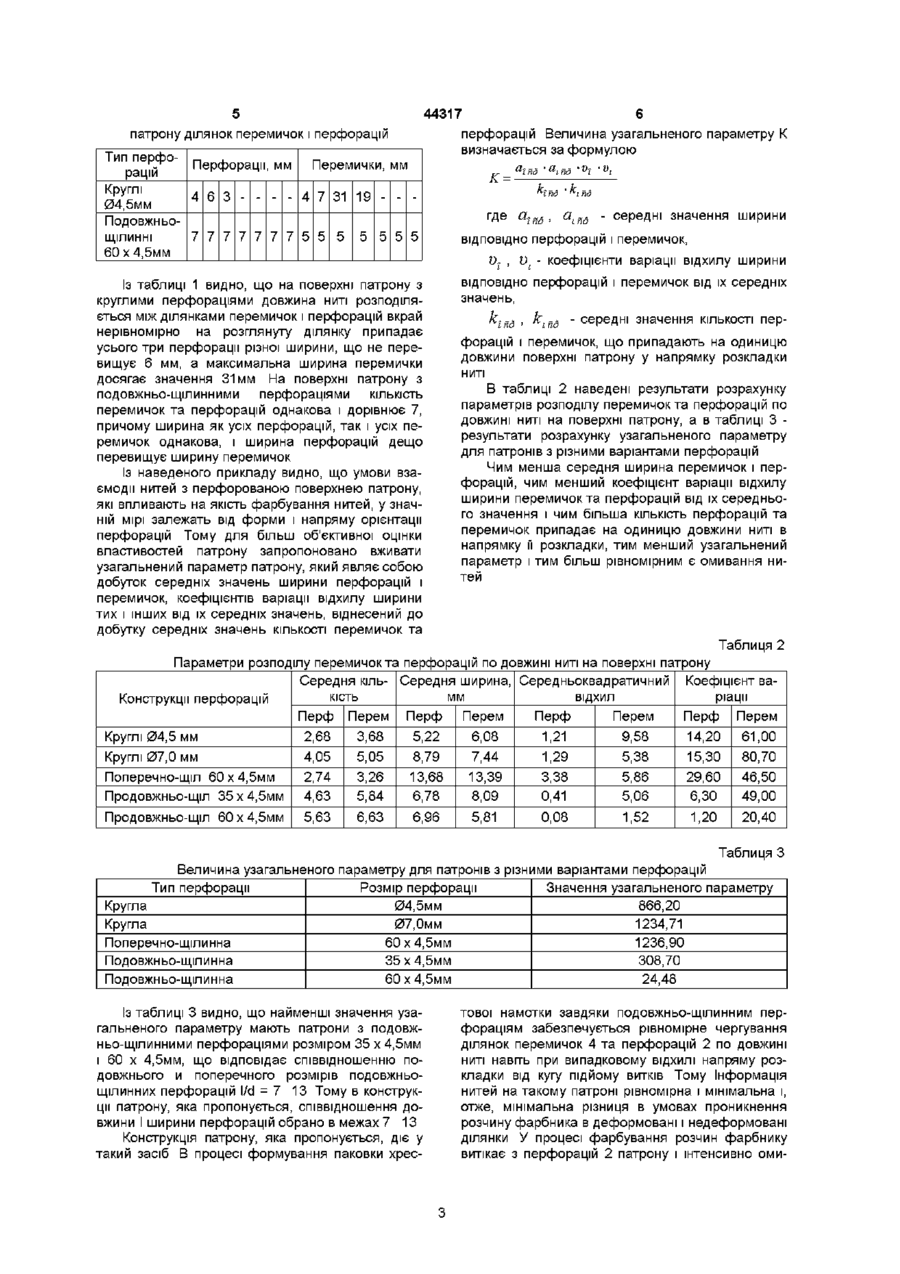
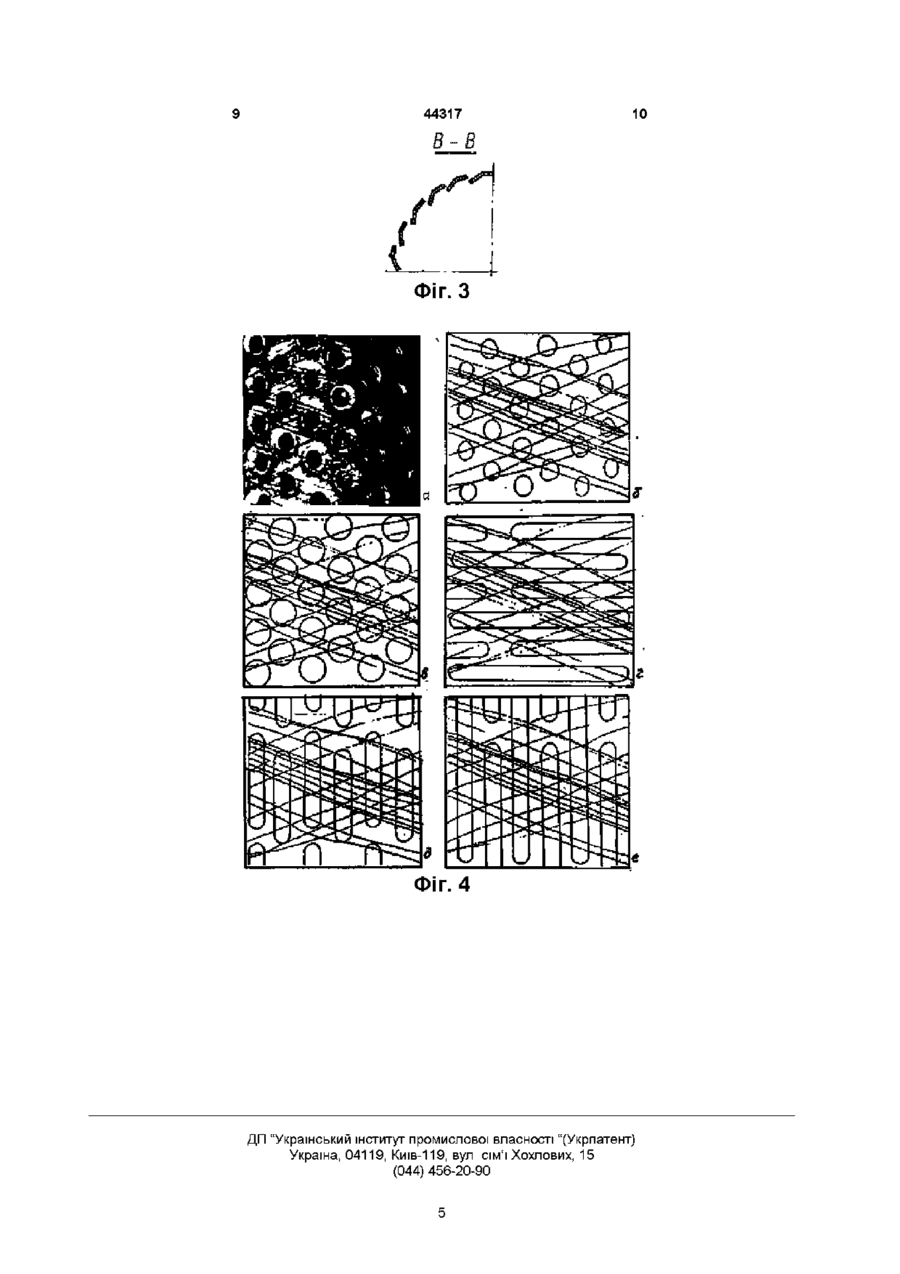
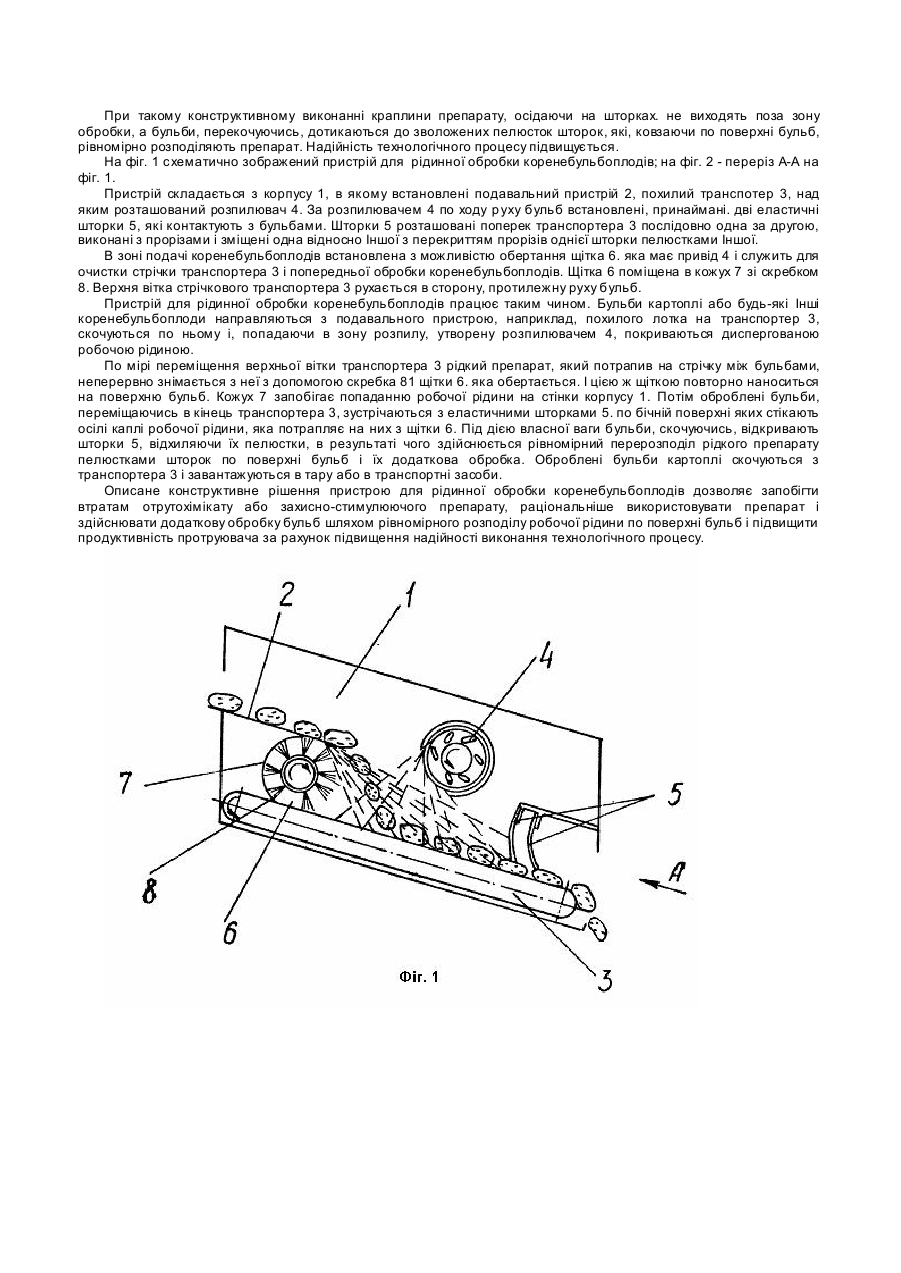
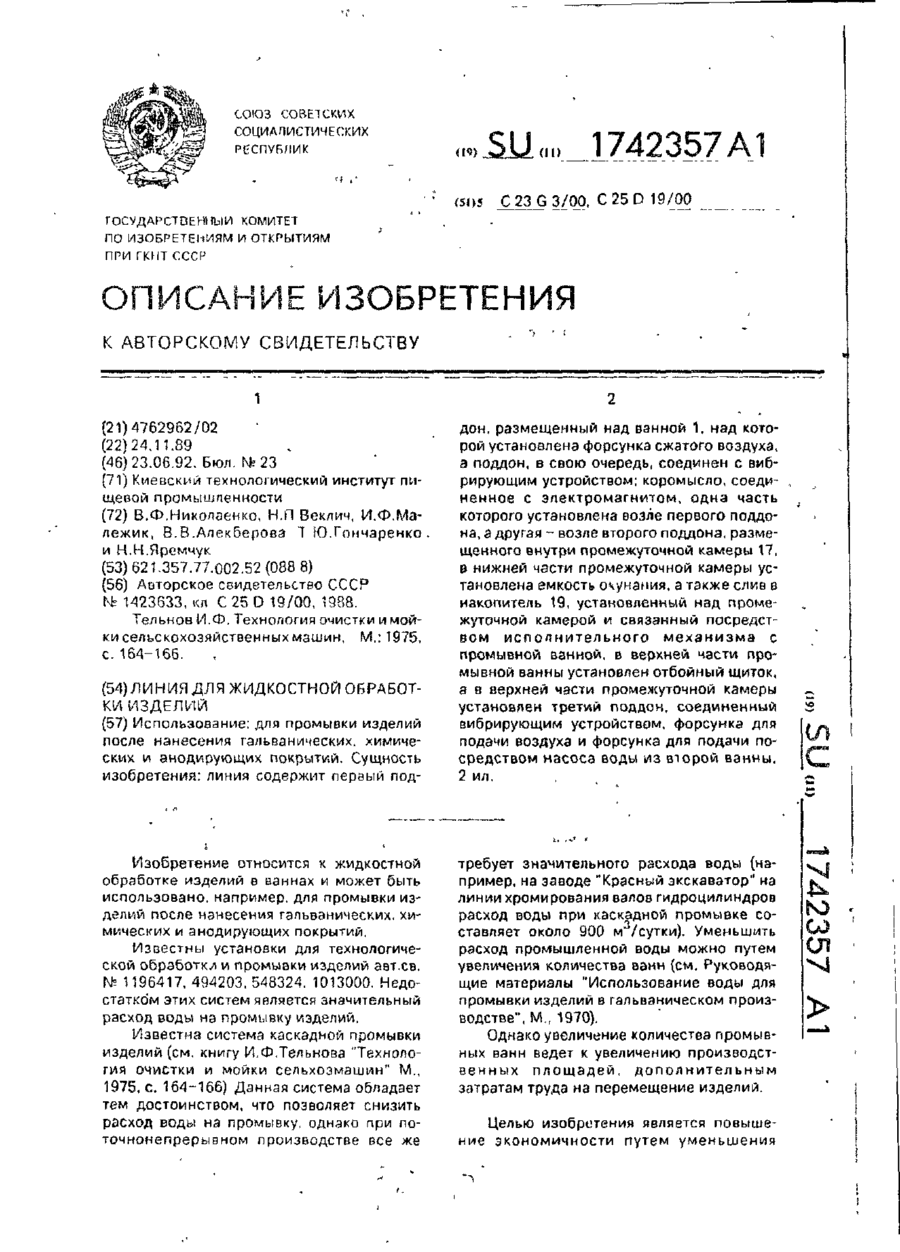
Патрон для рідинної обробки переважно текстильних нитей, який являє собою порожнисте циліндричне або конічне тіло, корпус якого виготовлений металічним з перфораціями, який відрізняється тим, що перфорації виготовлені у вигляді рівновіддалених по окружності патрона рядів подовжньо-щілинних отворів із співвідношенням довжини до ширини, що дорівнює 7 13, орієнтованих в осьовому напрямі і зміщених у кожному ряді відносно сусіднього ряду у шаховому порядку, причому тіло корпуса споряджено відігнутими у напрямі до центру патрона напрямними, розміщеними у країв щілиноподібних отворів під кутом до площини, дотичної до поверхні патрона, який дорівнює ЗО 45 градусів, а на внутрішній поверхні торцевих ділянок патрона виготовлені напрямні у вигляді однакових, рівновіддалених по окружності патрона опуклостей лінійної форми довжиною 7 10 мм, орієнтованих під кутом 10 20 градусів до твірної у напрямі, зустрічному напрямку відгину напрямних перфорацій, і висотою, яка дорівнює висоті напрямних перфорацій, при цьому на ЗОВНІШНІЙ поверхні торцевих ділянок виконані упори у вигляді рівновіддалених по окружності опуклостей точкової форми, розміщених на однаковії відстані від торця патрона О Винахід І відноситься до текстильної промисловості і може бути використаний для рідинної обробки переважно текстильних нитей у паковках Відомий патрон Із змінною площею живого перерізу отворів І кроком розташування зростаючим від середньої частини корпусу до його торців (Авторське свідоцтво СРСР №998615, кл D06B23/04, 1983) Перевагою такого патрону в порівнянні з розглянутими вище (В Ф Андросов, С А Александров и др Крашение пряжи в паковках - М Легкая индустрия, 1974, с 49) є рівномірніше І частіше чергування ділянок перемичок І перфорацій в окружному напрямі, а недоліком - нерівномірне чергування ділянок перемичок і перфорацій в осьовому напрямі патрону, що призводить до нерівномірного розподілу деформованого стану нитей, нерівномірному проникненню фарбувального розчину в деформовані ділянки нитей у вказаному напрямі І утворенню крапкового непрофарблення При цьому залишаються відносно великими застійні зони за перемичками патрону, що також сприяє утворенню крапковою непрофарблення Крім того, у розглянутому патроні не передбачене обмеження осьових фільтраційних деформацій паковок в процесі фарбування Завданням винаходу є створення патрону для рідинної обробки, який завдяки своїм конструктивним можливостям дозволяє зменшити крапкове непрофарблення за рахунок збільшення рівномірності омивання нитей турбулізованим потоком фарбувального розчину та обмеження осьових фільтраційних деформацій тіла паковки в умовах односторонньої циркуляції від центру до периферії Рішення поставленого завдання досягається в результаті того, що в патроні для рідинної обробки текстильних нитей, який являє собою порожнисте циліндричне або конічне тіло, виготовленим металічним з перфораціями, передбачені такі конструктивні ВІДМІНИ перфорації виконані у вигляді рівновіддалених по окружності патрону рядів подовжньо-щілинних отворів Із співвідношенням довжини до ширини, що дорівнює 7 13, орієнтованих в осьовому напрямі І зміщених у кожному ряді відносно сусіднього ряду у шаховому порядку, кожна перфорація споряджена напрямною потоку у вигляді відігнутого у напрямі до центру патрона одного з подовжніх країв перфорації під кутом до площини дотичної поверхні патрону, ЗО 45°, на внутрішній поверхні торцьових ділянок патрону виготовлені напрямні у вигляді однакових, рівно 1^ го 44317 віддалених по окружності патрону і розташованих на однаковій відстані від торця опуклостей лінійної форми довжиною 7 10мм, орієнтованих під кутом 10 20° до напряму твірної і висотою, яка дорівнює висоті напрямних перфорацій, на ЗОВНІШНІЙ поверхні торцьових ділянок виконані упори у вигляді рівновіддалених по окружності патрону опуклостей крапкової форми, розміщених на однаковій відстані від торця патрону У порівнянні з прототипом, для якого характерно нерівномірне омивання нитей в шарі у поверхні патрону потоком фарбувального розчину як внаслідок утворення великих застійних зон за перемичками при нерівномірному чергуванні перфорацій і перемичок, так і внаслідок нерівномірної деформації нитей в напрямку розкладу на поверхні патрону, а також відсутність обмеження осьових фільтраційних деформацій паковки, і як слідство з усього цього - утворення крапкового непрофарблення, у патроні який пропореться, зменшена величина застійних зон І нерівномірність розподілу деформованого стану ниті на поверхні патрону шляхом забезпечення рівномірного І відносно частого чергування перемичок та перфорацій по довжині ниті в осьовому напрямі патрону, відхилення потоку розчину, витікаючого з перфорацій, в тангенційному напрямі, турбулізації розчину у порожнині патрону і передбачено обмеження осьових фільтраційних деформацій Покращення рівномірності чергування перемичок і перфорацій в осьовому напрямі патрону досягнуто шляхом вибору співвідношення подовжньою І поперечною розмірів подовжньо-щілинних перфорацій у межах l/d = 7 13 Подальше зменшення застійних зон за перемичками забезпечено за рахунок відхилення струмин розчину, витікаючих з перфорацій патрону, в тангенційному (окружному) напрямі за допомогою напрямних перфорацій, орієнтованих по площини, дотичної до поверхні патрону, під кутом ЗО 45°, в результаті чого відбуваються "здування" застійних зон, одночасно напрямні перфорацій виконують функцію ребер жорсткості, зміцнюючи перемички патрону Додаткове зменшення застійних зон за перемичками досягається шляхом закручування потоку в порожнині патрону за допомогою напрямних у торцьових ділянках патрону у напрямі, протилежному напрямку відгину напрямних перфорацій Упори, виконані в торцьових ділянках патрону, запобігають осьовим фільтраційним деформаціям паковки і, як слідство, - негативному перерозподілу потоку розчину в осьовому напрямі паковки Завдяки переліченим відзнакам досягається більш висока якість фарбування нитей на пропонованому патроні більш рівномірний розподіл фарбнику в обсязі тіла паковки і по довжині ниті, менша необоротна деформація ниті Рівномірний розподіл фарбнику у ТІЛІ паковки означає зменшення різнозабарвленості ниті Більш рівномірний розподіл фарбнику по довжині ниті виявляється, в першу чергу, в зменшенні величини крапкового непрофарблення Крім зростання якості фарбованої ниті при цьому зменшується та частка сировини, яка переходить в неякісну продукцію (так звані угари) При цьому заощаджується коштовна сировина Зменшення необоротного деформованого стану ниті в паковці дозволяє як зекономити сировину за рахунок зменшення угарів, так і підвищити МІЦНІСТЬ НИТІ, зменшити обривність у переможці, і особливо, - обривність в процесі пошиву на швидкісному швейному обладнанні Технічна сутність пропонованого патрону пояснюється кресленням, на якому на фіг 1 зображено подовжній розріз патрону, на фіг 2 - розріз А-А на фіг 1, на фіг 3 - розріз В-В на фіг 1, на фіг 4 (а, б, в, г, д, є) зображені варіанти перфорацій Конструкція патрону складається з корпусу 1 і перфораціями 2 І напрямними перфорацій 3, перемичок 4, напрямних потоку у торцьових ділянках патрону 5 і упорів 6 Корпус патрону 1 виготовлений тонкостінним (1,5 2мм) конічної або циліндричної форми із корозійностійкого матеріалу, наприклад, з нержавіючої сталі Перфорації 2 виконані шляхом наскрізного прорізування поверхні патрону вдовж твірної з одночасним відгином одного з країв у напрямі до центру патрону, наприклад шляхом штамповки При цьому утворюються напрямні перфорацій 3 Кут відгину напрямної З дорівнює ЗО 45° із розуміння формування тангенційного потоку, напрям якою максимально наближений до напряму дотичної до поверхні патрону і в той же час забезпечує достатню площу живого перерізу подовжньо-щілинних перфорацій 2 з напрямними 3 Напрямні 5 торцьових ділянок патрону призначені для закручування потоку в порожнині патрону, а також для фіксації на шпинделі мотальної машини в процесі формування паковки і можуть діставатися шляхом штамповки Довжина напрямних 5 вибирається із розуміння необхідності забезпечення круглого неспотвореного поперечного перерізу як поблизу торців патрону, так і поблизу крайнього окружного ряду перфорацій з метою запобігання перетоку розчину, ВІДПОВІДНО, в місцях контакту торців патрону з поверхнею роздільних прокладок, а також з крайніх торцьових рядів перфорацій при фарбуванні паковок Висота напрямних 5 торцьових ділянок вибирається рівною або більшою, ніж висота напрямних перфорацій 3 із тим, щоб забезпечити нормальну фіксацію патрону на шпинделі мотальної машини Упори 6 виконані у вигляді пукльовок, наприклад, шляхом штамповки, і призначені для обмеження осьових фільтраційних деформацій паковки, які виникають у процесі фарбування Перевага подовжньо-щілинних перфорацій із співвідношенням подовжнього і поперечною розмірів І/d = 7 13, прийнятим у конструкції патрону, який пропонується, ілюструється слідуючим На фіг 4 зображено розташування одного і того самою шару нитей на поверхні патрону, ЗОВНІШНІЙ вигляд якого показаний на фіг 4 а для п'яти різних варіантів перфорацій (б, в - круглі перфорації різного діаметру, г - поперечно-щілинна, д, є - поДОВЖНЬО-ЩІЛИННІ різної довжини), а в таблиці 1 наведено приклад розподілу ширини перемичок та перфорацій вдовж ділянки ниті на поверхні патрону в напрямі розкладки ниті Таблиця 1 Приклад розподілу по довжині ниті на поверхні 44317 патрону ділянок перемичок і перфорацій Тип перфорацій Круглі 04,5мм ПОДОВЖНЬОЩІЛИННІ Перфорації, мм перфорацій Величина узагальненого параметру К визначається за формулою Перемички, мм К= Ч 4 6 3 - - - - 4 7 31 19 - - где 7 7 7 7 7 7 7 5 5 5 5 5 5 5 60 х 4,5мм Із таблиці 1 видно, що на поверхні патрону з круглими перфораціями довжина ниті розподіляється між ділянками перемичок і перфорацій вкрай нерівномірно на розглянуту ділянку припадає усього три перфорації різної ширини, що не перевищує 6 мм, а максимальна ширина перемички досягає значення 31мм На поверхні патрону з подовжньо-щілинними перфораціями КІЛЬКІСТЬ перемичок та перфорацій однакова і дорівнює 7, причому ширина як усіх перфорацій, так і усіх перемичок однакова, і ширина перфорацій дещо перевищує ширину перемичок Із наведеного прикладу видно, що умови взаємодії нитей з перфорованою поверхнею патрону, які впливають на якість фарбування нитей, у значній мірі залежать від форми і напряму орієнтації перфорацій Тому для більш об'єктивної оцінки властивостей патрону запропоновано вживати узагальнений параметр патрону, який являє собою добуток середніх значень ширини перфорацій і перемичок, коефіцієнтів варіації відхилу ширини тих і інших від їх середніх значень, віднесений до добутку середніх значень КІЛЬКОСТІ перемичок та агпб , аіПб - середні значення ширини ВІДПОВІДНО перфорацій і перемичок, о г , о г - коефіцієнти варіації відхилу ширини ВІДПОВІДНО перфорацій і перемичок від їх середніх значень, кїпд , кіПд - середні значення КІЛЬКОСТІ перфорацій і перемичок, що припадають на одиницю довжини поверхні патрону у напрямку розкладки ниті В таблиці 2 наведені результати розрахунку параметрів розподілу перемичок та перфорацій по довжині ниті на поверхні патрону, а в таблиці 3 результати розрахунку узагальненого параметру для патронів з різними варіантами перфорацій Чим менша середня ширина перемичок і перфорацій, чим менший коефіцієнт варіації відхилу ширини перемичок та перфорацій від їх середнього значення і чим більша КІЛЬКІСТЬ перфорацій та перемичок припадає на одиницю довжини ниті в напрямку її розкладки, тим менший узагальнений параметр і тим більш рівномірним є омивання нитей Таблиця 2 Параметри розподілу перемичок та перфорацій по довжині ниті на поверхні патрону Середня КІЛЬ- Середня ширина, Середньоквадратичний Коефіцієнт ваКІСТЬ мм ВІДХИЛ ріації Конструкції перфорацій Перф Перем Перф Перем Перф Перем Перф Перем Круглі 04,5 мм 2,68 3,68 5,22 6,08 1,21 9,58 14,20 61,00 Круглі 07,0 мм 4,05 5,05 8,79 7,44 1,29 5,38 15,30 80,70 Поперечно-щіл 60 х 4,5мм 2,74 3,26 13,68 13,39 3,38 5,86 29,60 46,50 Продовжньо-щіл 35 х 4,5мм 4,63 5,84 6,78 8,09 0,41 5,06 6,30 49,00 Продовжньо-щіл 60 х 4,5мм 5,63 6,63 6,96 5,81 0,08 1,52 1,20 20,40 Таблиця З Величина узагальненого параметру для патронів з різними варіантами перфорацій Тип перфорації Розмір перфорації Значення узагальненого параметру Кругла 04,5мм 866,20 Кругла 07,0мм 1234,71 Поперечно-щілинна 60 х 4,5мм 1236,90 Подовжньо-щілинна 35 х 4,5мм 308,70 Подовжньо-щілинна 60 х 4,5мм 24,48 Із таблиці 3 видно, що найменші значення узагальненого параметру мають патрони з подовжньо-щілинними перфораціями розміром 35 х 4,5мм і 60 х 4,5мм, що відповідає співвідношенню подовжнього и поперечного розмірів подовжньощілинних перфорацій l/d = 7 13 Тому в конструкції патрону, яка пропонується, співвідношення довжини І ширини перфорацій обрано в межах 7 13 Конструкція патрону, яка пропонується, діє у такий засіб В процесі формування паковки хрес тової намотки завдяки подовжньо-щілинним перфораціям забезпечується рівномірне чергування ділянок перемичок 4 та перфорацій 2 по довжині ниті навіть при випадковому ВІДХИЛІ напряму розкладки від кугу підйому витків Тому Інформація нитей на такому патроні рівномірна і мінімальна і, отже, мінімальна різниця в умовах проникнення розчину фарбника в деформовані і недеформовані ділянки У процесі фарбування розчин фарбнику витікає з перфорацій 2 патрону і інтенсивно оми ває ділянки нитей напроти перфорацій 2 Завдяки напрямним 3 перфорацій поток розчину спрямовується під кутом до поверхні патрону і тому омиває також ділянки нитей, що знаходяться за перемичками 4 Таким чином, у пропонованій конструкції забезпечується зменшення величини застійних зон за перемичками 4 і, тим самим, зменшення нерівномірності стикання поверхні нитей з фарбувальним розчином по їх довжині Запропоновані технічні рішення в сукупності дозволяють послабити характер крапкового непрофарблення Крім того, за рахунок напрямних 3 перфорацій забезпечується додаткова МІЦНІСТЬ перемичок 4 патрону, оскільки напрямні розташовані під кутом до перемичок і складають з ними єдину жорстку кутникову конструкцію МІЦНІСТЬ торцьових ділянок патрону у поперечному перерізі додатково забезпечується напрямними 5 у вигляді опуклостей лінійної форми, які, окрім того, виконують також функцію закручування потоку у порожнині патрону, а також 8 44317 слугують опорою при фіксуванні патрону на шпинделі мотальної машини Упори 6 слугують для обмеження осьової фільтраційної деформації паковки Пропонований винахід "Патрон для рідинної обробки" може застосовуватися в текстильній промисловості, зокрема, у фарбуванні, білінні та Інших процесах рідинної обробки швейних ниток у паковках бобінної структури в апаратах періодичної дії як елемент оснастки Конструкція патрону дозволяє підвищити якість фарбованих нитей за рахунок зменшення величини крапкового непрофарблення, тобто тієї частки коштовної сировини, яка переводиться у неякісну продукцію, а також зменшення необоротного деформованого стану ниті, яке призводить до зменшення її МІЦНОСТІ І обривам у перемотці, а особливо - у пошиві на швидкісному швейному обладнанні При цьому також досягається економія коштовної сировини ФІГ. 1 Фіг. 2 44317 10 Фіг. З Фіг. 4 ДП "Український інститут промислової власності "(Укрпатент) Україна, 04119, Киів-119, вул сім'ї Хохлових, 15 (044) 456-20-90
ДивитисяДодаткова інформація
Автори англійськоюBardachov Yurii Mykolaiovych
Автори російськоюБардачов Юрий Николаевич
МПК / Мітки
МПК: D06B 23/00
Мітки: патрон, обробки, рідинної
Код посилання
<a href="https://ua.patents.su/5-44317-patron-dlya-ridinno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Патрон для рідинної обробки</a>
Автоматичний патрон для багатосторонньої обробки деталей

Номер патенту: 3518
Опубліковано: 27.12.1994
Автори: Кісєльов Ніколай Фьодоровіч, Лоєв Володимир Юхимович, Закржевський Вацлав Павлович
МПК: B23B 31/02
Мітки: патрон, автоматичний, деталей, обробки, багатосторонньої
Формула / Реферат:
Автоматический патрон для многосторонней обработки деталей, содержащий корпус с распределительным коллектором, зажимной и установочный кулачки, связанные с приводами их перемещения и механизмом деления, выполненным в виде расположенных параллельно оси патрона двух осевых цилиндров, штоки которых посредством шатунов связаны с рычагом, предназначенным для взаимодействия своими рабочими поверхностями с многогранником, связанным с установочным...
Пристрій для рідинної обробки коренебульбоплодів
Номер патенту: 5235
Опубліковано: 28.12.1994
Автори: Будько Василь Силуянович, Васильєв Микола Іванович, Незбрицький Михайло Іванович, Кремпович Богдан Михайлович, Сушко Іван Ількович
МПК: A01C 1/08
Мітки: пристрій, обробки, коренебульбоплодів, рідинної
Формула / Реферат:
Устройство для жидкостной обработки корнеклубнеплодов, содержащее приспособление для подачи клубней. распылитель препарата и элемент дополнительного перераспределения препарата по поверхности клубней, отличающееся тем, что элемент дополнительного перераспределения препарата по поверхности клубней выполнен в виде, по крайней мере, двух эластичных шторок с прорезями, смещенных друг относительно друга с перекрытием прорезей одной шторки...
Пристрій для рідинної обробки коренебульбоплодів
Номер патенту: 5607
Опубліковано: 28.12.1994
Автори: Будько Василь Силуянович, Грева Ярослав Степанович, Ривак Любомир Іванович, Щепна Олександра Володимирівна, Буяк Андрій Людвигович, Грищенко Валентина Сергіївна, Кремпович Богдан Михайлович
МПК: A01C 1/08
Мітки: обробки, пристрій, коренебульбоплодів, рідинної
Формула / Реферат:
(57) Устройство для жидкостной обработки корнеклубнеплодов, содержащее подающее устройство, заключенное в корпус с поддоном, охватывающим нижнюю ветвь транспортера по всей её длине, транспортер с расположенным над ним распылителем ядохимикатов и установленную в зоне подачи корнеклубнеплодов приводную щетку, отличающееся тем, что поддон выполнен составным из двух частично перекрывающих друг друга частей, причем часть поддона, расположенная в...
Пристрій для рідинної обробки коренебульбоплодів
Номер патенту: 11326
Опубліковано: 25.12.1996
Автори: Щепна Олександра Володимирівна, Ривак Любомир Іванович, Грева Ярослав Степанович, Сушко Іван Ількович, Будько Василь Силуянович, Кремпович Богдан Михайлович, Васильєв Микола Іванович
МПК: A01C 1/08
Мітки: коренебульбоплодів, рідинної, обробки, пристрій
Формула / Реферат:
Устройство для жидкостной обработки корнеклубнеплодов, содержащее подающее устройство, наклонный транспортер и расположенный над ним распылитель, отличающееся тем, что, с целью повышения эффективности использования жидкости для обработки корнеклубнеплодов, под подающим устройством установлены заключенная в защитный кожух взаимодействующая с транспортером приводная щетка и расположенный за ней по ходу движения транспортера и сопряженный с...
Лінія для рідинної обробки виробів
Номер патенту: 32491
Опубліковано: 15.12.2000
Автори: Гончаренко Тетяна Юрівна, Алєкберова Валентина Василівна, Ніколаєнко Володимир Федорович, Яремчук Микола Миколайович, Малежик Іван Федорович, Векліч Микола Петрович
МПК: C23G 3/00, C25D 19/00
Мітки: обробки, рідинної, лінія, виробів
Формула / Реферат:
Формула изобретенияЛиния для жидкостной обработки изделий, содержащая технологические ванны, ванны каскадной промывки, соединенные между собой переливными трубопроводами, накопитель и автооператор с подвесками, отличающаяся тем, что, с целью повышения экономичности, путем уменьшения сброса тяжелых металлов и сокращения расхода промывных вод, она снабжена промежуточной камерой с емкостью окунания, вибрирующими устройствами с...
Попередній патент: Фармацевтична композиція, що містить інгібітор протеїнази та моногліцерид
Наступний патент: Патрон для рідинної обробки
Випадковий патент: Об'ємна дозувальна система з секційним перекриттям