Робочий канал матриці для пресування мідних сплавів
Номер патенту: 7611
Опубліковано: 15.06.2005
Автори: Шпаковскій Вадім, Клюєв Сергій Петрович, Клюєв Андрій Петрович
Завантажити PDF файл.
Формула / Реферат
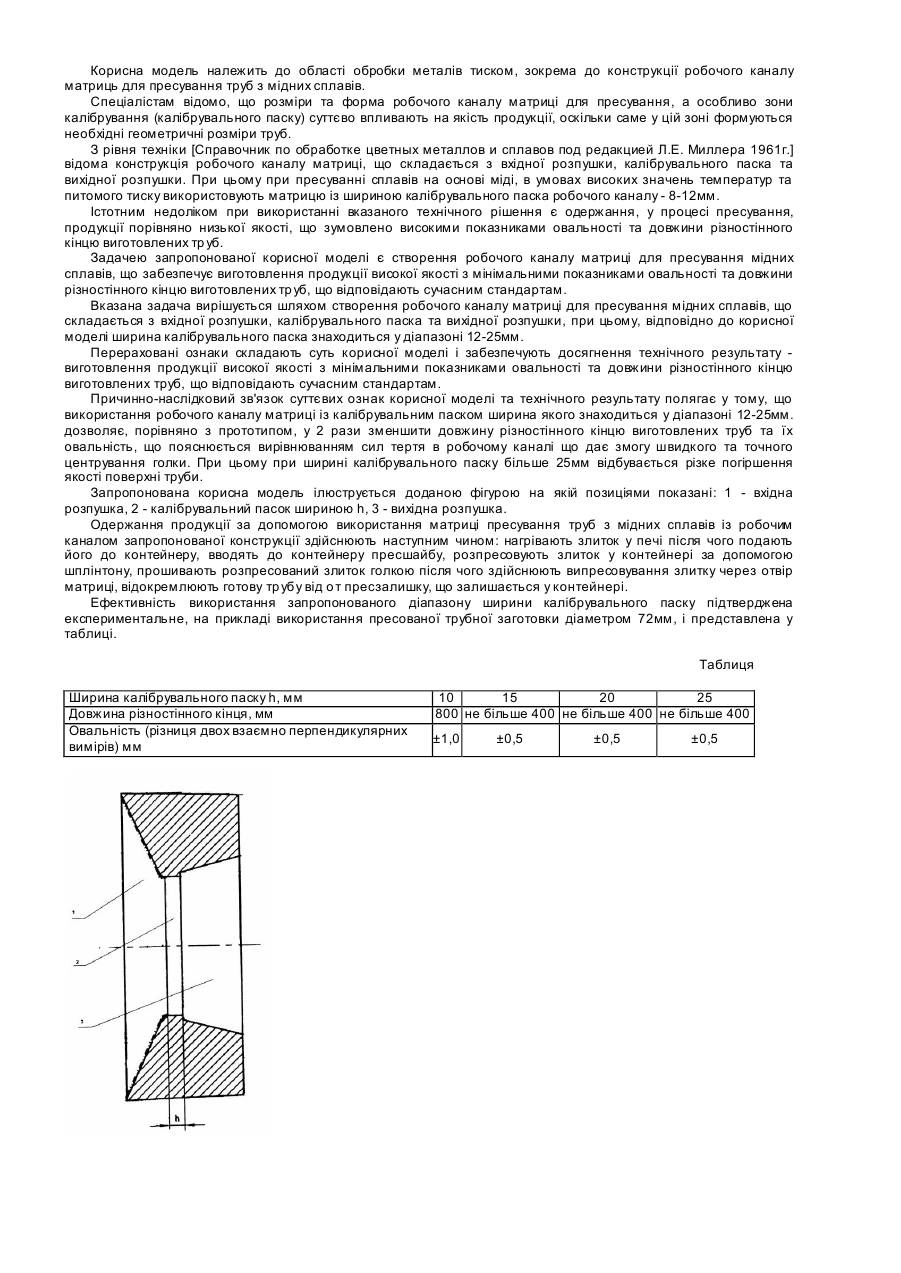
Робочий канал матриці для пресування мідних сплавів, що складається з вхідної розпушки, калібрувального пояска та вихідної розпушки, який відрізняється тим, що ширина калібрувального пояска знаходиться у діапазоні 12-25 мм.
Текст
Корисна модель належить до області обробки металів тиском, зокрема до конструкції робочого каналу матриць для пресування труб з мідних сплавів. Спеціалістам відомо, що розміри та форма робочого каналу матриці для пресування, а особливо зони калібрування (калібрувального паску) суттєво впливають на якість продукції, оскільки саме у цій зоні формуються необхідні геометричні розміри труб. З рівня техніки [Справочник по обработке цветных металлов и сплавов под редакцией Л.Е. Миллера 1961г.] відома конструкція робочого каналу матриці, що складається з вхідної розпушки, калібрувального паска та вихідної розпушки. При цьому при пресуванні сплавів на основі міді, в умовах високих значень температур та питомого тиску використовують матрицю із шириною калібрувального паска робочого каналу - 8-12мм. Істотним недоліком при використанні вказаного технічного рішення є одержання, у процесі пресування, продукції порівняно низької якості, що зумовлено високими показниками овальності та довжини різностінного кінцю виготовлених тр уб. Задачею запропонованої корисної моделі є створення робочого каналу матриці для пресування мідних сплавів, що забезпечує виготовлення продукції високої якості з мінімальними показниками овальності та довжини різностінного кінцю виготовлених тр уб, що відповідають сучасним стандартам. Вказана задача вирішується шляхом створення робочого каналу матриці для пресування мідних сплавів, що складається з вхідної розпушки, калібрувального паска та вихідної розпушки, при цьому, відповідно до корисної моделі ширина калібрувального паска знаходиться у діапазоні 12-25мм. Перераховані ознаки складають суть корисної моделі і забезпечують досягнення технічного результату виготовлення продукції високої якості з мінімальними показниками овальності та довжини різностінного кінцю виготовлених труб, що відповідають сучасним стандартам. Причинно-наслідковий зв'язок суттєвих ознак корисної моделі та технічного результату полягає у тому, що використання робочого каналу матриці із калібрувальним паском ширина якого знаходиться у діапазоні 12-25мм. дозволяє, порівняно з прототипом, у 2 рази зменшити довжину різностінного кінцю виготовлених труб та їх овальність, що пояснюється вирівнюванням сил тертя в робочому каналі що дає змогу швидкого та точного центрування голки. При цьому при ширині калібрувального паску більше 25мм відбувається різке погіршення якості поверхні труби. Запропонована корисна модель ілюструється доданою фігурою на якій позиціями показані: 1 - вхідна розпушка, 2 - калібрувальний пасок шириною h, 3 - вихідна розпушка. Одержання продукції за допомогою використання матриці пресування труб з мідних сплавів із робочим каналом запропонованої конструкції здійснюють наступним чином: нагрівають злиток у печі після чого подають його до контейнеру, вводять до контейнеру пресшайбу, розпресовують злиток у контейнері за допомогою шплінтону, прошивають розпресований злиток голкою після чого здійснюють випресовування злитку через отвір матриці, відокремлюють готову тр убу від о т пресзалишку, що залишається у контейнері. Ефективність використання запропонованого діапазону ширини калібрувального паску підтверджена експериментальне, на прикладі використання пресованої трубної заготовки діаметром 72мм, і представлена у таблиці. Таблиця Ширина калібрувального паску h, мм Довжина різностінного кінця, мм Овальність (різниця двох взаємно перпендикулярних вимірів) мм 10 15 20 25 800 не більше 400 не більше 400 не більше 400 ±1,0 ±0,5 ±0,5 ±0,5
ДивитисяДодаткова інформація
Назва патенту англійськоюWorking channel of matrix for pressing of copper alloys
Автори англійськоюKliuiev Andrii Petrovych, Kliuiev Serhii Petrovych, Shpakovskii Vadim, Shpakovskiy Vadim
Назва патенту російськоюРабочий канал матрицы для прессования медных сплавов
Автори російськоюКлюев Андрей Петрович, Клюев Сергей Петрович, Шпаковский Вадим
МПК / Мітки
МПК: B21D 22/00
Мітки: пресування, матриці, канал, мідних, сплавів, робочий
Код посилання
<a href="https://ua.patents.su/1-7611-robochijj-kanal-matrici-dlya-presuvannya-midnikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Робочий канал матриці для пресування мідних сплавів</a>
Суміш для вібраційної фінішної обробки деталей із мідних сплавів
Номер патенту: 56541
Опубліковано: 15.05.2003
Автори: Гузенко Юрій Михайлович, Богомол Іван Васильович, Джемелінський Віталій Васильович
МПК: C09K 13/00
Мітки: обробки, мідних, фінішної, деталей, сплавів, суміш, вібраційної
Формула / Реферат:
Суміш для вібраційної фінішної обробки деталей із мідних сплавів, що містить абразивний порошок, гліцерин і воду, яка відрізняється тим, що вона додатково містить карбоксиметилцелюлозу, полівініловий спирт, лимонну кислоту, ацетат натрію в наступному відношенні компонентів, мас. %: карбоксиметилцелюлоза 2 - 4 полівініловий спирт 2 - 4 лимонна кислота ...
Матриця для пресування вигнутих профілів
Номер патенту: 60655
Опубліковано: 15.10.2003
Автори: Міленін Андрій Анатолійович, Данченко Валентин Миколайович, Гридін Олександр Юрійович, Головко Олександр Миколайович
МПК: B21C 25/00
Мітки: матриця, вигнутих, профілів, пресування
Формула / Реферат:
Матриця для пресування вигнутих профілів, що виконана у вигляді циліндричного корпуса з плоским робочим торцем, каналом та форкамерою, яка відрізняється тим, що стінки каналу утворюють поясок з постійною вздовж каналу товщиною центр ваги каналу співпадає з віссю матриці, а середня лінія форкамери зміщена відносно середньої лінії каналу на величину
Пристрій для гарячого пресування алмазовмісного композиційного матеріалу на основі тугоплавких сполук перехідних металів та їх сплавів при високих тисках
Номер патенту: 13634
Опубліковано: 25.04.1997
Автори: Вовчановський Іван Федорович, Боримський Олександр Іванович, Сімкін Едуард Семенович, Ципін Нехем'ян Веніамінович, Новіков Микола Васильович, Нагорний Петро Арсенійович
МПК: B22F 3/15, B30B 15/16
Мітки: перехідних, пристрій, гарячого, пресування, сплавів, композиційного, матеріалу, високих, металів, основі, тугоплавких, алмазовмісного, сполук, тисках
Формула / Реферат:
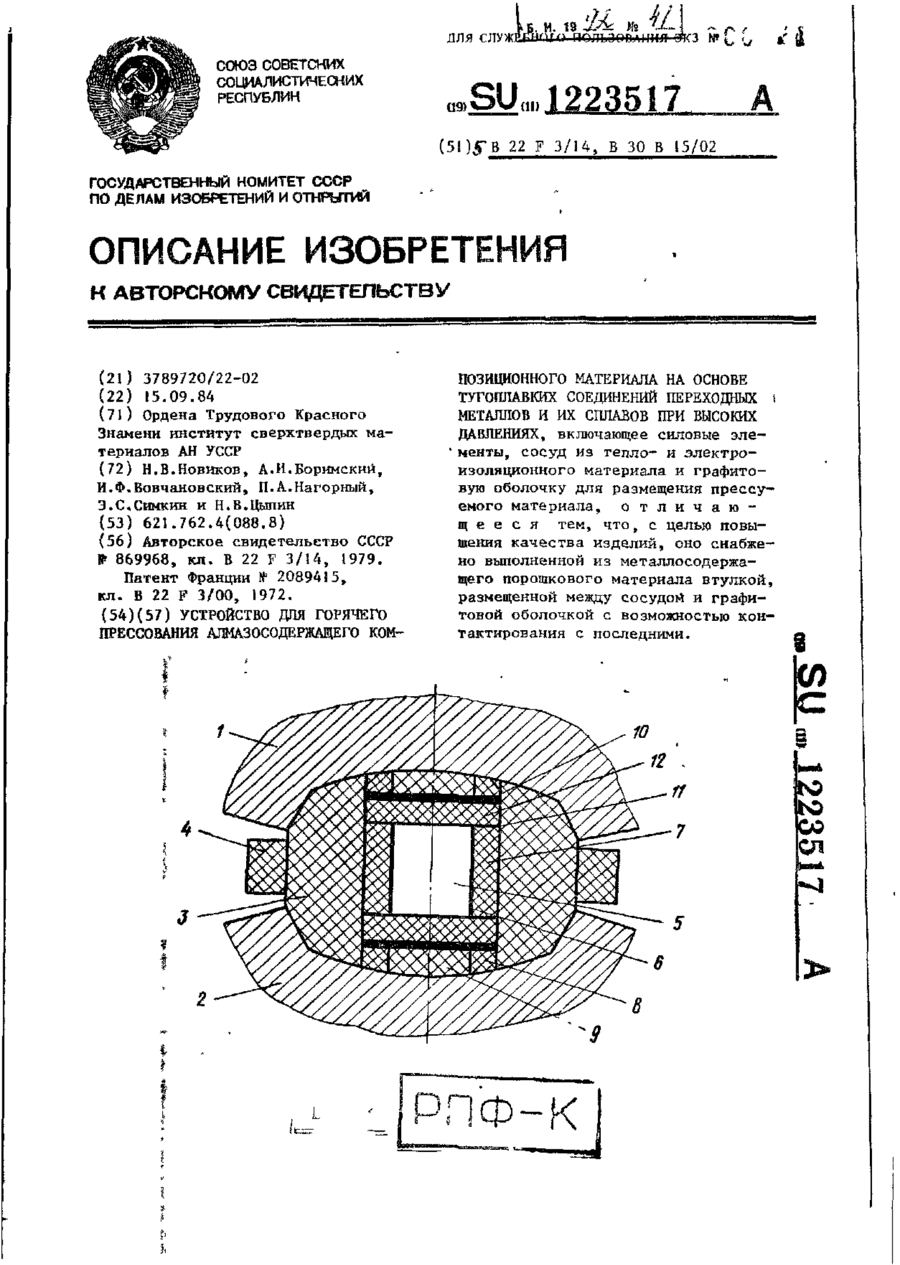
Устройство для горячего прессования алмазосодержащего композиционного материала на основе тугоплавких соединений переходных металлов и их сплавов при высоких давленнях, включающее силовые элементы, сосуд из тепло- и электроизоляционного материала и графитовую оболочку для размещения прессуемого материала, отличающееся тем, что, с целью повышения качества изделий, оно снабжено выполненной из металлосодержащего порошкового материала втулкой,...
Матриця для багатоканального пресування профілів

Номер патенту: 60591
Опубліковано: 15.10.2003
Автори: Данченко Валентин Миколайович, Головко Олександр Миколайович, Гридін Олександр Юрійович
МПК: B21C 25/00
Мітки: багатоканального, профілів, пресування, матриця
Формула / Реферат:
Матриця для багатоканального пресування профілів, виконана у вигляді циліндричного корпуса з плоским робочим торцем, калібруючими каналами та виступами на робочому торці, яка відрізняється тим, що на робочому плоскому торці матриці довкола кожного каналу виконують заглиблення, стінки між якими утворюють виступи з прямокутною формою поперечного перерізу, що мають товщину 0,05...0,15 діаметра контейнера й висоту 1...2 товщини виступу, а центри...
Спосіб пресування металевого порошку
Номер патенту: 62879
Опубліковано: 15.12.2003
Автори: Кравцова Юлія Вікторівна, Блохін Олександр Григорович, Алаторцев Олександр Олександрович
МПК: B22F 3/02
Мітки: порошку, металевого, спосіб, пресування
Формула / Реферат:
Спосіб пресування металевого порошку, що включає попереднє формування та остаточне пресування заготовки, поєднане з деформацією зрушенням у напрямку, перпендикулярному напрямку пресування, який відрізняється тим, що попереднє формування виконують із зусиллям (0,5-0,7) Рпр., а остаточне пресування виконують у процесі зрушення в локальному шарі з постійно діючим навантаженням попереднього пресування, причому кут зрушення призначається від 0° до...
Попередній патент: Багатоступеневий відцентровий насос
Наступний патент: Покривний флюс для плавлення спеціальних алюмінієвих латуней
Випадковий патент: Спосіб обробки насіння цукрових буряків захисно-стимулюючими речовинами