Матриця для багатоканального пресування профілів
Номер патенту: 60591
Опубліковано: 15.10.2003
Автори: Данченко Валентин Миколайович, Головко Олександр Миколайович, Гридін Олександр Юрійович

Формула / Реферат
Матриця для багатоканального пресування профілів, виконана у вигляді циліндричного корпуса з плоским робочим торцем, калібруючими каналами та виступами на робочому торці, яка відрізняється тим, що на робочому плоскому торці матриці довкола кожного каналу виконують заглиблення, стінки між якими утворюють виступи з прямокутною формою поперечного перерізу, що мають товщину 0,05...0,15 діаметра контейнера й висоту 1...2 товщини виступу, а центри ваги заглиблень розташовують на однаковій відстані від центра матриці.
Текст
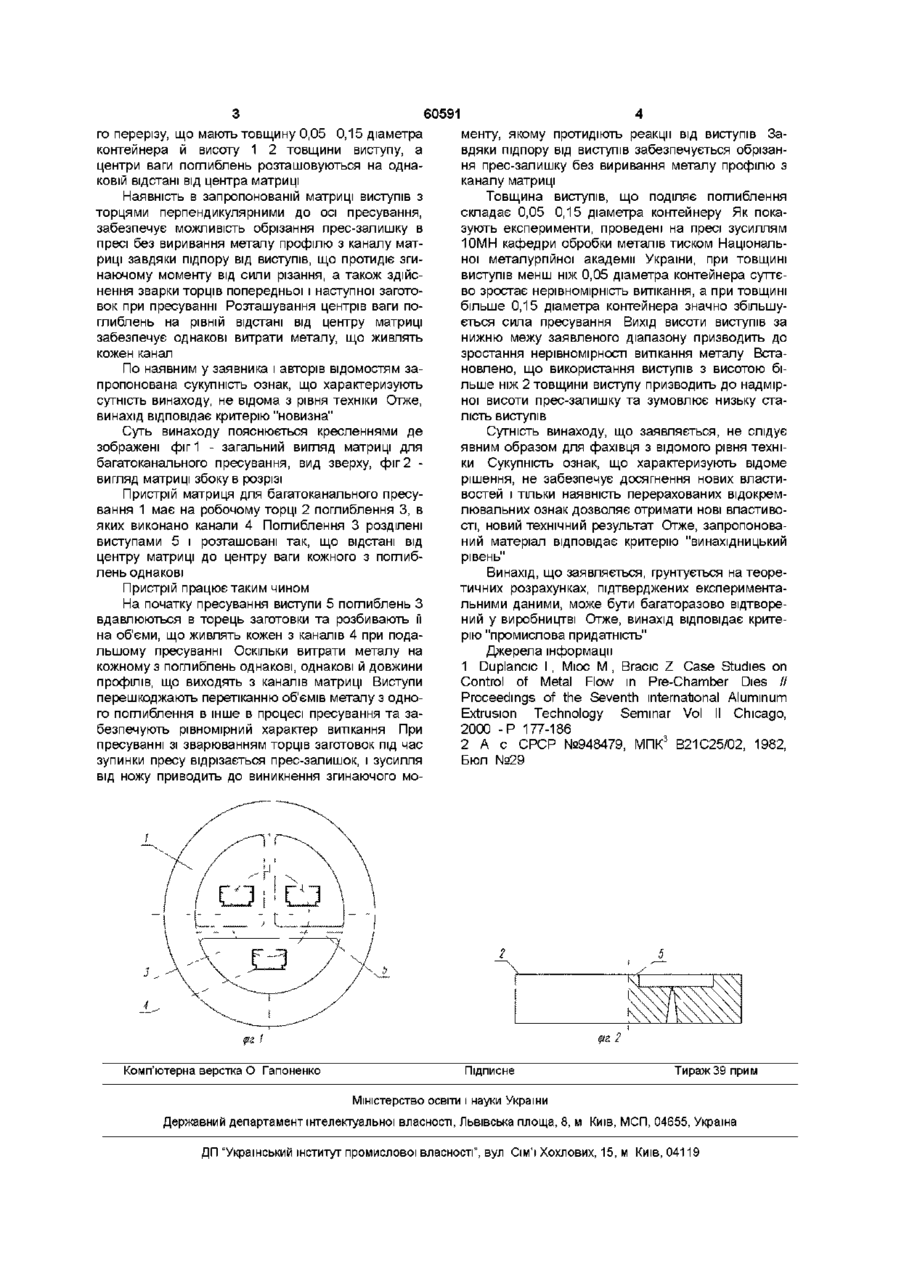
Матриця для багатоканального пресування профілів, виконана у вигляді циліндричного корпуса з плоским робочим торцем, калібруючими каналами та виступами на робочому торці, яка відрізняється тим, що на робочому плоскому торці матриці довкола кожного каналу виконують заглиблення, стінки між якими утворюють виступи з прямокутною формою поперечного перерізу, що мають товщину 0,05 0,15 діаметра контейнера й висоту 1 2 товщини виступу, а центри ваги заглиблень розташовують на однаковій відстані від центра матриці Винахід відноситься до обробки металів тиском, зокрема, до багатоканального пресування прес-виробів переважно з алюмінієвих сплавів низької та середньої МІЦНОСТІ і може бути застосований в металургійній та машинобудівній галузях промисловості Відома конструкція матриці для пресування профілів, в тому числі багатоканального, в якій рівномірного витікання металу досягають окрім виконання пояска з перемінною по периметру канала товщиною використанням форкамери [1] Однак використання матриць такої конструкції при багатоканальному пресуванні не дозволяє одержати стабільну рівномірність витікання Це приводить до отримання неоднакової довжини профілів, що витікають з різних каналів матриці, внаслідок відсутності чіткого розділу течи металу на плоскому робочому торці матриці Крім того, різниця швидкостей витікання профілів по каналах з однієї матриці в умовах використання на ВИХІДНІЙ стороні преса тягнучих пристроїв зумовлює різну шорсткість поверхні профілів, появу дефекту "апельсинової шкірки", а також різницю в товщині стінок профілів і масі погонного метру Найбільш близьким аналогом пристрою, що заявляється, вибраним як прототип, є матриця для багатоканального пресування профілів, що виконана у виді корпуса з плоским робочим торцем і калібруючими каналами, розміщеними симетрично відносно взаємно перпендикулярних осей матриці, яка характеризується тим, що на робочому торці матриці по взаємно перпендикулярним осям виконані виступи трикутної форми поперечного перерізу з ребром при вершині, що лежить в площині, яка проходить через відповідну вісь, при цьому висота виступу складає 0,05-0,25 діаметра корпуса, а кут при вершині відповідає 60-120° [2] Придатність матриці такої конструкції лише у випадку симетричного до осі розташування каналів та неможливість пресування зі сваркою торців заготовок (т з напівбезперервне пресування) через виривання металу профілю з каналу матриці, яке відбувається внаслідок недостатнього підпору від стінок трикутних виступів при відділенні пресзалишку у пресі, зменшують область застосування пристрою та продуктивність при його використанні В основу винаходу поставлена задача отримання стабільного рівномірного витікання металу з різних каналів матриці при пресуванні зі сваркою торців заготовок, в тому числі й у випадку несиметричного до осі пресування розташування каналів, шляхом зміни конструкції західної частини матриці Поставлена задача вирішується тим, що на плоскому робочому торці матриці виконуються поглиблення, стінки яких паралельні до осі пресування і утворюють виступи з прямокутною формою поперечного перерізу Виступи мають товщину 0,05 0,15 діаметра контейнера й висоту 1 2 товщини виступу Центри ваги поглиблень розташовуються на однаковій відстані від центра матриці, а форма поглиблень у загальному випадку не відповідає формі канала Загайною ознакою для заявленого пристрою й прототипу є виконання матриці у вигляді циліндричного корпуса з плоским робочим торцем і калібруючими каналами та виступами на робочому торці Відрізняльною ознакою є те, що на робочому плоскому торці матриці довкола кожного каналу виконуються поглиблення, стінки між якими утворюють виступи з прямокутною формою поперечно ю о (О 60591 го перерізу, що мають товщину 0,05 0,15 діаметра контейнера й висоту 1 2 товщини виступу, а центри ваги поглиблень розташовуються на однаковій відстані від центра матриці Наявність в запропонованій матриці виступів з торцями перпендикулярними до осі пресування, забезпечує можливість обрізання прес-залишку в пресі без виривання металу профілю з каналу матриці завдяки підпору від виступів, що протидіє згинаючому моменту від сили різання, а також здійснення зварки торців попередньої і наступної заготовок при пресуванні Розташування центрів ваги поглиблень на рівній відстані від центру матриці забезпечує однакові витрати металу, що живлять кожен канал По наявним у заявника і авторів відомостям запропонована сукупність ознак, що характеризують сутність винаходу, не відома з рівня техніки Отже, винахід відповідає критерію "новизна" Суть винаходу пояснюється кресленнями де зображені фиг 1 - загальний вигляд матриці для багатоканального пресування, вид зверху, фіг 2 вигляд матриці збоку в розрізі Пристрій матриця для багатоканального пресування 1 має на робочому торці 2 поглиблення 3, в яких виконано канали 4 Поглиблення 3 розділені виступами 5 і розташовані так, що відстані від центру матриці до центру ваги кожного з поглиблень однакові Пристрій працює таким чином На початку пресування виступи 5 поглиблень З вдавлюються в торець заготовки та розбивають її на об'єми, що живлять кожен з каналів 4 при подальшому пресуванні Оскільки витрати металу на кожному з поглиблень однакові, однакові й довжини профілів, що виходять з каналів матриці Виступи перешкоджають перетіканню об'ємів металу з одного поглиблення в інше в процесі пресування та забезпечують рівномірний характер витікання При пресуванні зі зварюванням торців заготовок під час зупинки пресу відрізається прес-залишок, і зусилля від ножу приводить до виникнення згинаючого мо Комп'ютерна верстка О Гапоненко менту, якому протидіють реакції від виступів Завдяки підпору від виступів забезпечується обрізання прес-залишку без виривання металу профілю з каналу матриці Товщина виступів, що поділяє поглиблення складає 0,05 0,15 діаметра контейнеру Як показують експерименти, проведені на пресі зусиллям 10МН кафедри обробки металів тиском Національної металургійної академії України, при товщині виступів менш ніж 0,05 діаметра контейнера суттєво зростає нерівномірність витікання, а при товщині більше 0,15 діаметра контейнера значно збільшується сила пресування Вихід висоти виступів за нижню межу заявленого діапазону призводить до зростання нерівномірності витікання металу Встановлено, що використання виступів з висотою більше ніж 2 товщини виступу призводить до надмірної висоти прес-залишку та зумовлює низьку сталість виступів Сутність винаходу, що заявляється, не слідує явним образом для фахівця з відомого рівня техніки Сукупність ознак, що характеризують відоме рішення, не забезпечує досягнення нових властивостей і тільки наявність перерахованих відокремлювальних ознак дозволяє отримати нові властивості, новий технічний результат Отже, запропонований матеріал відповідає критерію "винахідницький рівень" Винахід, що заявляється, грунтується на теоретичних розрахунках, підтверджених експериментальними даними, може бути багаторазово відтворений у виробництві Отже, винахід відповідає критерію "промислова придатність" Джерела інформації 1 Duplancic І , Мюс М , Bracic Z Case Studies on Control of Metal Flow in Pre-Chamber Dies // Proceedings of the Seventh international Aluminum Extrusion Technology Seminar Vol II Chicago, 2000 -P 177-186 2 А с CPCP №948479, МПК3 В21С25/02, 1982, Бюл №29 Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюDie for multi-channel pressing of sections
Автори англійськоюDanchenko Valentyn Mykolaiovych, Holovko Oleksandr Mykolaiovych, Hrydin Oleksandr Yuriiovych
Назва патенту російськоюМатрица для многоканального прессования профилей
Автори російськоюДанченко Валентин Николаевич, Головко Александр Николаевич, Гридин Александр Юрьевич
МПК / Мітки
МПК: B21C 25/00
Мітки: профілів, матриця, пресування, багатоканального
Код посилання
<a href="https://ua.patents.su/2-60591-matricya-dlya-bagatokanalnogo-presuvannya-profiliv.html" target="_blank" rel="follow" title="База патентів України">Матриця для багатоканального пресування профілів</a>
Матриця для пресування вигнутих профілів
Номер патенту: 60655
Опубліковано: 15.10.2003
Автори: Міленін Андрій Анатолійович, Гридін Олександр Юрійович, Данченко Валентин Миколайович, Головко Олександр Миколайович
МПК: B21C 25/00
Мітки: вигнутих, пресування, профілів, матриця
Формула / Реферат:
Матриця для пресування вигнутих профілів, що виконана у вигляді циліндричного корпуса з плоским робочим торцем, каналом та форкамерою, яка відрізняється тим, що стінки каналу утворюють поясок з постійною вздовж каналу товщиною центр ваги каналу співпадає з віссю матриці, а середня лінія форкамери зміщена відносно середньої лінії каналу на величину
Матриця для екструзії дискретних матеріалів
Номер патенту: 35402
Опубліковано: 15.03.2001
Автори: Подлєсний Сергій Володимирович, Казаков Сергій Олександрович
МПК: B22F 3/02
Мітки: екструзії, матеріалів, матриця, дискретних
Формула / Реферат:
1. Матриця для екструзії дискретних матеріалів, що складається із заходної (верхньої) і калібруючої (нижньої) частин, яка відрізняється тим. що на поверхні заходної частини виконані виступи, розміщені під кутом до утворюючої поверхні обертання, при цьому величина кугу знаходиться в межах від 0 до 45 градусів.2. Матриця по п. 1, відрізняється тим, що виступи виконані у вигляді тіл обертання, наприклад роликів.3. Матриця по п. 2,...
Матриця для екструдування щільникових структур
Номер патенту: 38015
Опубліковано: 15.05.2001
Автори: Наливка Григорій Данилович, Пащенко Микола Григорович
МПК: B28B 3/26
Мітки: матриця, структур, щільникових, екструдування
Текст:
...живильників; на фіг. 4 - вигляд зверху на гребенеподібну пластину; на фіг. 5 - загальний вигляд двох суміжних пластин з поперечними перерізами; на фіг. 6 - поперечний переріз двох су міжних пластин; на фіг. 7,8 - різновиди загального вигляду пластини матриці в аксонометрії; на фіг. 9 - варіант виконання матриці з канавками на внутрішній поверхні корпусу; на фіг. 10 - вигляд І на фіг. 9 (збільшено). Матриця для екструдування щільникових...
Пристрій для пресування дисперсних порошків
Номер патенту: 54977
Опубліковано: 17.03.2003
Автори: Синков Вадим Григорович, Синков Сергій Григорович, Шевелєв Олександр Іванович, Алімов Валерій Іванович
МПК: B21C 25/00
Мітки: пресування, дисперсних, порошків, пристрій
Формула / Реферат:
Пристрій для пресування дисперсних порошків, що містить нерухому плиту, установлену на ній матрицю і пуансон з можливістю його переміщення в отворі матриці, який відрізняється тим, що пристрій додатково оснащений ковзним металевим ущільненням, що контактує із пуансоном з алюмінієвого сплаву, із зазором між ним і матрицею не більше 0,1 мм.
Спосіб виробництва гнутих профілів
Номер патенту: 39549
Опубліковано: 15.06.2001
Автори: Кобиляков Денис Анатолійович, Гринавцев Олег Валерійович
МПК: B21D 5/08
Мітки: профілів, спосіб, гнутих, виробництва
Формула / Реферат:
Спосіб виробництва гнутих профілів, що включає поступове надання плоскій заготівці необхідної конфігурації поперечного перерізу при послідовному проходженні через двовалкові кліті профілезагинального агрегата, який відрізняється тим, що надання кінцевої конфігурації заготівці виконують в двох універсальних чотиривалкових зинальних калібрах.
Попередній патент: Спосіб виплавки сталі в подових печах
Наступний патент: Спосіб прогнозування розвитку толерантності до гемодинамічного ефекту пролонгованих нітратів у хворих на нестабільну стенокардію
Випадковий патент: Спосіб і пристрій для завантаження обробної установки