Спосіб виготовлення мідного дроту
Номер патенту: 8326
Опубліковано: 15.07.2005
Автори: Клюєв Сергій Петрович, Клюєв Андрій Петрович, Шпаковскій Вадім
Завантажити PDF файл.
Формула / Реферат
Спосіб виготовлення мідного дроту, що включає послідовне здійснення волочіння мідної катанки на багаторазовому волочильному стані із ковзанням, безперервне відпалювання одержаної заготовки на контактних роликах відпалювальної машини, охолодження та пакування, який відрізняється тим, що на стадії волочіння забезпечують утворення заготовки з діаметром перерізу більшим на різницю Δ, значення якої лежать у діапазоні 0,05-0,12 мм, ніж заданий кінцевий діаметр дроту, який виготовляється, а після охолодження відпаленої заготовки здійснюють витягування за рахунок різниці швидкостей обертання роликів відпалювальної машини та пакувального пристрою.
Текст
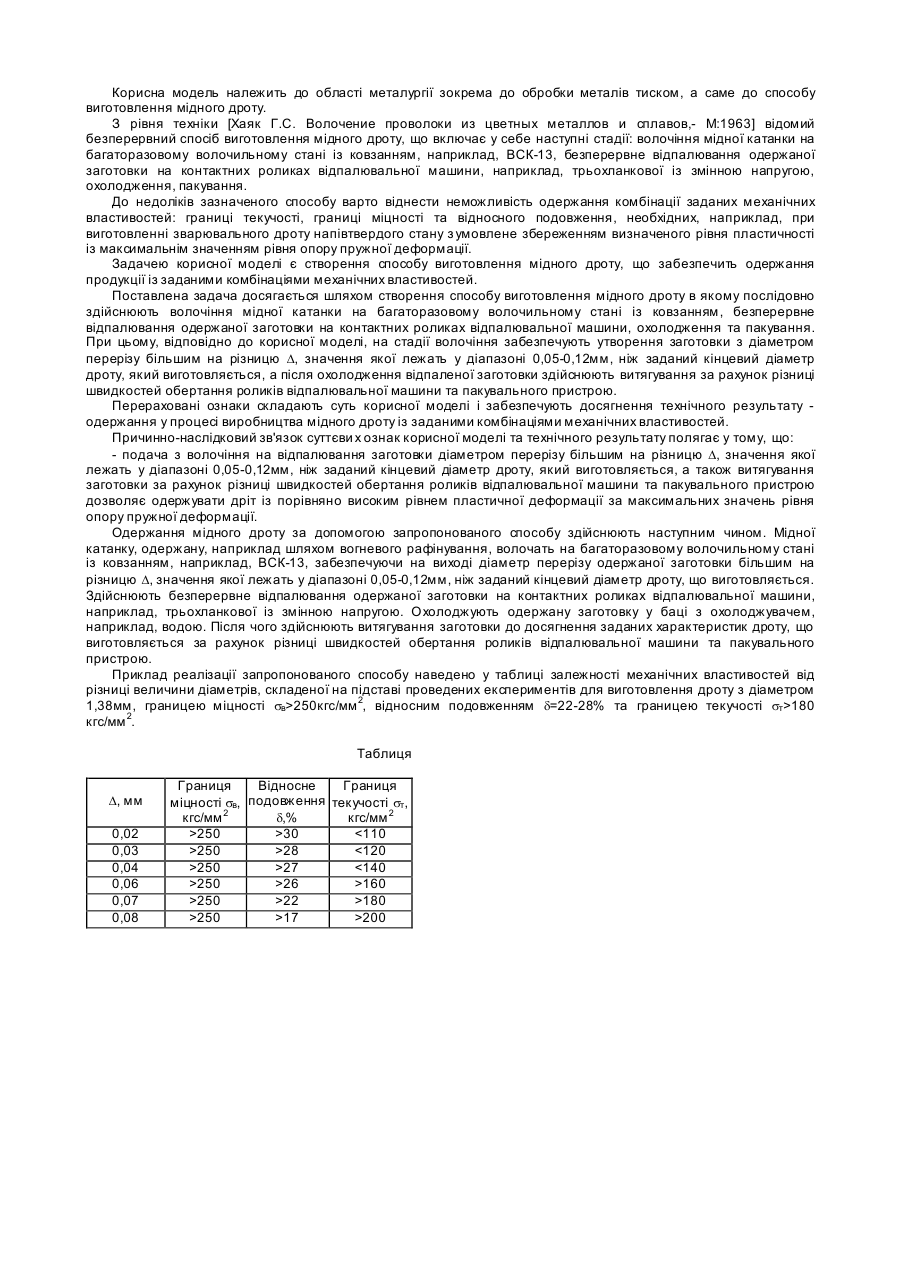
Корисна модель належить до області металургії зокрема до обробки металів тиском, а саме до способу виготовлення мідного дроту. З рівня техніки [Хаяк Г.С. Волочение проволоки из цветных металлов и сплавов,- М:1963] відомий безперервний спосіб виготовлення мідного дроту, що включає у себе наступні стадії: волочіння мідної катанки на багаторазовому волочильному стані із ковзанням, наприклад, ВСК-13, безперервне відпалювання одержаної заготовки на контактних роликах відпалювальної машини, наприклад, трьохланкової із змінною напругою, охолодження, пакування. До недоліків зазначеного способу варто віднести неможливість одержання комбінації заданих механічних властивостей: границі текучості, границі міцності та відносного подовження, необхідних, наприклад, при виготовленні зварювального дроту напівтвердого стану з умовлене збереженням визначеного рівня пластичності із максимальнім значенням рівня опору пружної деформації. Задачею корисної моделі є створення способу виготовлення мідного дроту, що забезпечить одержання продукції із заданими комбінаціями механічних властивостей. Поставлена задача досягається шляхом створення способу виготовлення мідного дроту в якому послідовно здійснюють волочіння мідної катанки на багаторазовому волочильному стані із ковзанням, безперервне відпалювання одержаної заготовки на контактних роликах відпалювальної машини, охолодження та пакування. При цьому, відповідно до корисної моделі, на стадії волочіння забезпечують утворення заготовки з діаметром перерізу більшим на різницю D, значення якої лежать у діапазоні 0,05-0,12мм, ніж заданий кінцевий діаметр дроту, який виготовляється, а після охолодження відпаленої заготовки здійснюють витягування за рахунок різниці швидкостей обертання роликів відпалювальної машини та пакувального пристрою. Перераховані ознаки складають суть корисної моделі і забезпечують досягнення технічного результату одержання у процесі виробництва мідного дроту із заданими комбінаціями механічних властивостей. Причинно-наслідковий зв'язок суттєви х ознак корисної моделі та технічного результату полягає у тому, що: - подача з волочіння на відпалювання заготовки діаметром перерізу більшим на різницю D, значення якої лежать у діапазоні 0,05-0,12мм, ніж заданий кінцевий діаметр дроту, який виготовляється, а також витягування заготовки за рахунок різниці швидкостей обертання роликів відпалювальної машини та пакувального пристрою дозволяє одержувати дріт із порівняно високим рівнем пластичної деформації за максимальних значень рівня опору пружної деформації. Одержання мідного дроту за допомогою запропонованого способу здійснюють наступним чином. Мідної катанку, одержану, наприклад шляхом вогневого рафінування, волочать на багаторазовому волочильному стані із ковзанням, наприклад, ВСК-13, забезпечуючи на виході діаметр перерізу одержаної заготовки більшим на різницю D, значення якої лежать у діапазоні 0,05-0,12мм, ніж заданий кінцевий діаметр дроту, що виготовляється. Здійснюють безперервне відпалювання одержаної заготовки на контактних роликах відпалювальної машини, наприклад, трьохланкової із змінною напругою. Охолоджують одержану заготовку у баці з охолоджувачем, наприклад, водою. Після чого здійснюють витягування заготовки до досягнення заданих характеристик дроту, що виготовляється за рахунок різниці швидкостей обертання роликів відпалювальної машини та пакувального пристрою. Приклад реалізації запропонованого способу наведено у таблиці залежності механічних властивостей від різниці величини діаметрів, складеної на підставі проведених експериментів для виготовлення дроту з діаметром 1,38мм, границею міцності sв>250кгс/мм 2, відносним подовженням d=22-28% та границею текучості sт>180 кгс/мм 2. Таблиця D, мм 0,02 0,03 0,04 0,06 0,07 0,08 Границя Відносне Границя міцності sв, подовження текучості sт, кгс/мм 2 d,% кгс/мм 2 >250 >30 250 >28 250 >27 250 >26 >160 >250 >22 >180 >250 >17 >200
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of copper wire
Автори англійськоюKliuiev Andrii Petrovych, Kliuiev Serhii Petrovych, Shpakovskiy Vadim, Shpakovskii Vadim
Назва патенту російськоюСпособ изготовления медной проволоки
Автори російськоюКлюев Андрей Петрович, Клюев Сергей Петрович, Шпаковский Вадим
МПК / Мітки
МПК: B21D 22/00
Мітки: виготовлення, мідного, дроту, спосіб
Код посилання
<a href="https://ua.patents.su/1-8326-sposib-vigotovlennya-midnogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення мідного дроту</a>
Робочий канал волоки для виготовлення мідного дроту
Номер патенту: 8300
Опубліковано: 15.07.2005
Автори: Клюєв Андрій Петрович, Шпаковскій Вадім, Клюєв Сергій Петрович
МПК: B21D 22/00
Мітки: канал, дроту, мідного, робочий, волоки, виготовлення
Формула / Реферат:
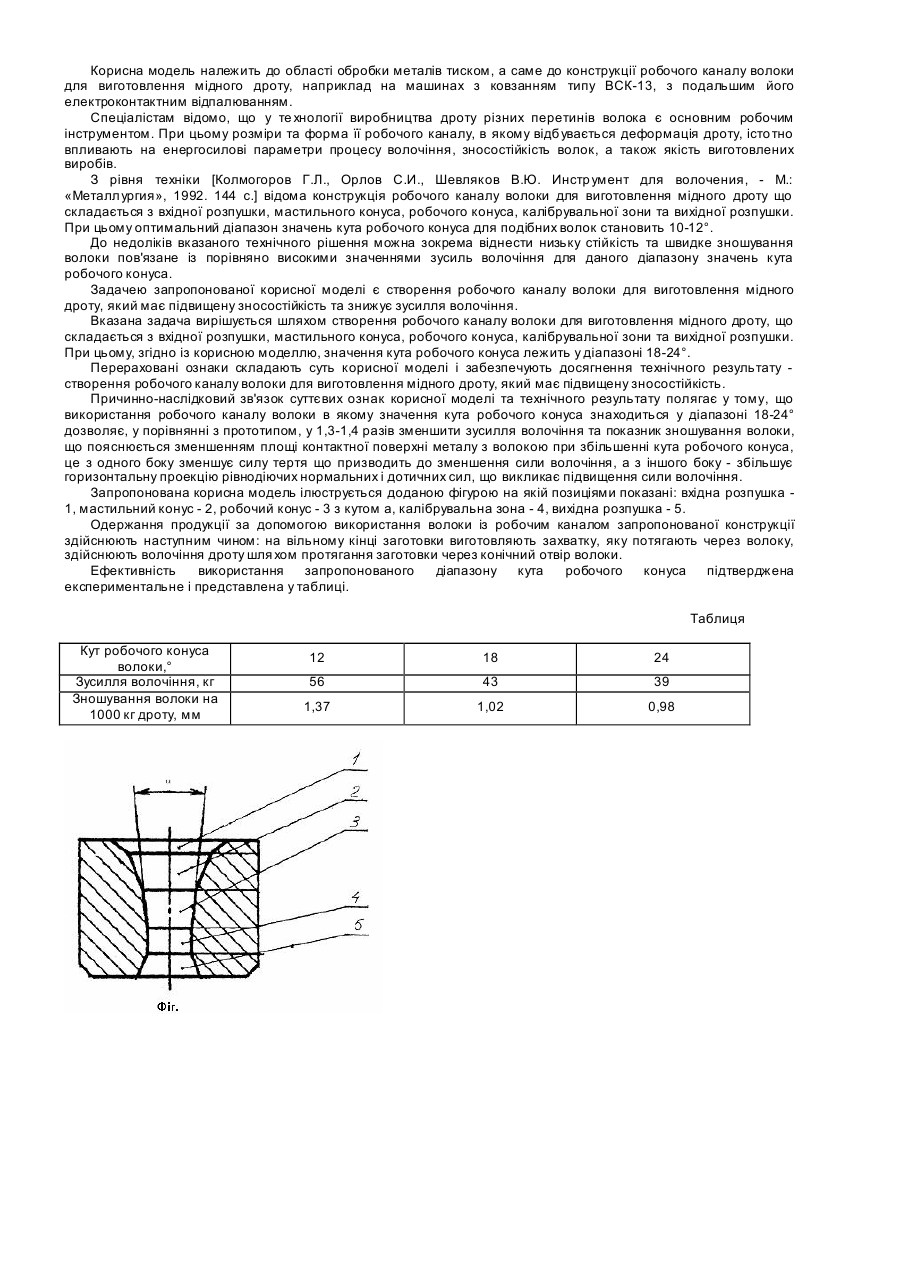
Робочий канал волоки для виготовлення мідного дроту, що складається з вхідної розпушки, мастильного конуса, робочого конуса, калібрувальної зони та вихідної розпушки, який відрізняється тим, що значення кута робочого конуса знаходиться у діапазоні 18-24°.
Спосіб виготовлення дроту періодичного профілю
Номер патенту: 30290
Опубліковано: 15.11.2000
Автори: Ханонкін Олександр Аркадійович, Чигріна Марія Петрівна, Реньга Вадим Романович, Кременчуцька Маргарита Костянтинівна, Овчаренко Володимир Михайлович
МПК: B21C 1/00
Мітки: виготовлення, дроту, періодичного, спосіб, профілю
Формула / Реферат:
Спосіб виготовлення дроту періодичного профілю, що включає операції волочіння і профілювання, який відрізняється тим, що профілювання здійснюється шляхом дії на дріт імпульсного електричного струму в процесі волочіння.
Спосіб волочіння дроту
Номер патенту: 33831
Опубліковано: 15.02.2001
Автори: Таратута Костянтин Васильович, Ніколаєв Віктор Олександрович, Васильєв Олександр Генадійович
МПК: B21B 27/02
Мітки: дроту, спосіб, волочіння
Текст:
...збільшенні e/d>1,2 сила волочіння починав зростати до Рe/P0=0,76-0,83 (дос ліди 7; 14). Зменшенню сили волочіння у дослідах 3-6; 10-13 до Рe/Р0=0,62-0,69 при наявності віброколивань сприяє суттєве зниження сил тертя в осередку деформації. Це забезпечується при відношенні e/d=0,18-1,2. При волочінні з e/d1,2 сила волочіння зростає у порівнянні з волочінням при e/d=0,18-1,2, що слід пояснити з'явленням додаткових динамічних навантажень на...
Спосіб виробництва латунного дроту

Номер патенту: 8323
Опубліковано: 15.07.2005
Автори: Клюєв Андрій Петрович, Шпаковскій Вадім, Клюєв Сергій Петрович
Мітки: латунного, виробництва, спосіб, дроту
Формула / Реферат:
1. Спосіб виробництва латунного дроту, за яким латунну заготовку нагрівають у печі, пресують на гідравлічному пресі, травлять у кислотній ванні, волочать, піддають первинному та остаточному відпалюванню та пакують одержаний з неї дріт, який відрізняється тим, що волочіння отриманої заготовки здійснюють на волочильній машині багаторазового волочіння, а первинне і остаточне відпалювання здійснюють у контактній відпалювальній машині змінної...
Спосіб волочіння дроту
Номер патенту: 38756
Опубліковано: 15.05.2001
Автори: Ніколаєв Віктор Олександрович, Таратута Костянтин Васильович, Жук Анатолій Якович
МПК: B21C 1/02
Мітки: дроту, спосіб, волочіння
Формула / Реферат:
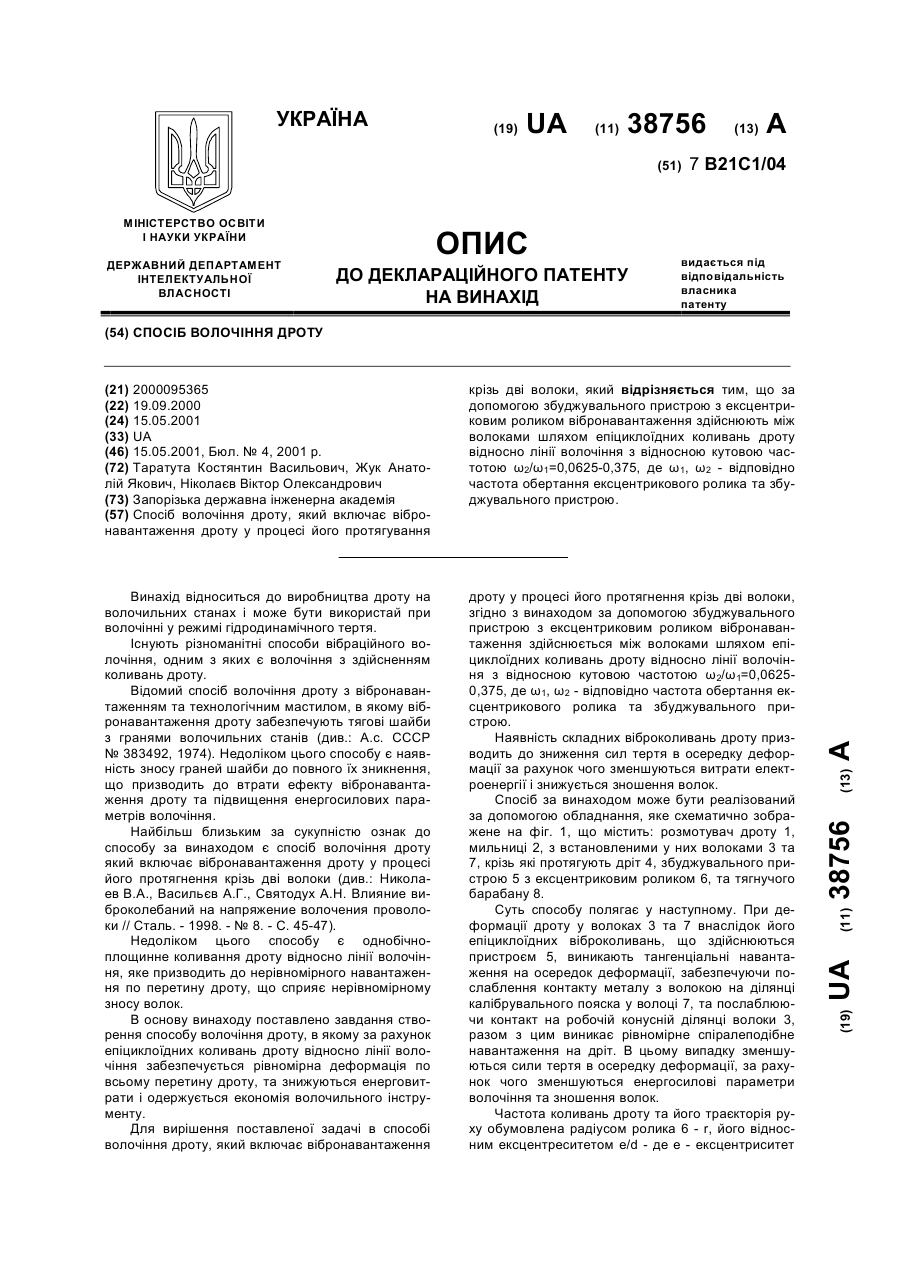
Спосіб волочіння дроту, який включає вібронавантаження дроту у процесі його протягування крізь дві волоки, який відрізняється тим, що за допомогою збуджувального пристрою з ексцентриковим роликом вібронавантаження здійснюють між волоками шляхом епіциклоїдних коливань дроту відносно лінії волочіння з відносною кутовою частотою w2/w1=0,0625 - 0,375, де w1, w2, - відповідно частота обертання ексцентрикового ролика та збуджувального...
Попередній патент: Фільтрувальний елемент
Наступний патент: Спосіб виробництва гарячекатаних мідних і латунних плит
Випадковий патент: Модифіковане епоксикомпозитне покриття