Спосіб виробництва латунного дроту
Номер патенту: 8323
Опубліковано: 15.07.2005
Автори: Шпаковскій Вадім, Клюєв Сергій Петрович, Клюєв Андрій Петрович

Формула / Реферат
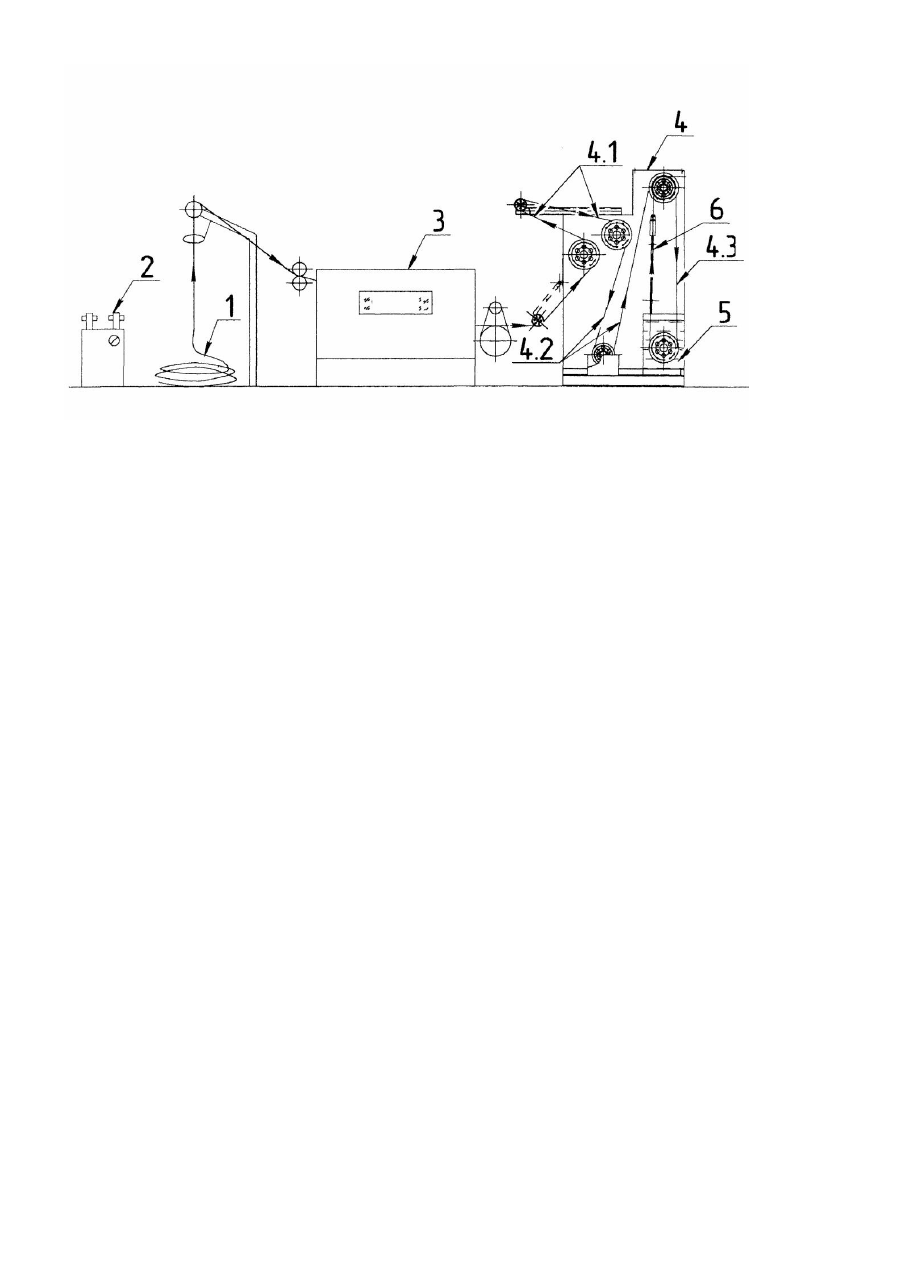
1. Спосіб виробництва латунного дроту, за яким латунну заготовку нагрівають у печі, пресують на гідравлічному пресі, травлять у кислотній ванні, волочать, піддають первинному та остаточному відпалюванню та пакують одержаний з неї дріт, який відрізняється тим, що волочіння отриманої заготовки здійснюють на волочильній машині багаторазового волочіння, а первинне і остаточне відпалювання здійснюють у контактній відпалювальній машині змінної напруги, на контактні ролики якої заготовка дроту надходить безпосередньо з волочильної машини, при цьому у відпалювальній машині заготовка проходить три ланки відпалювання, а нагрівання заготовки відбувається послідовно від ланки до ланки, остаточне відпалювання заготовки відбувається на третій ланці між останніми контактними роликами, після чого одержаний дріт послідовно надходить до бака з охолоджувачем, камери охолодження та через повітряний затвор подається на пакувальний пристрій, нову порцію латунної заготовки приварюють до вільного кінця заготовки, заправленої до волочильної машини, наприклад за допомогою апарата електроконтактного зварювання.
2. Спосіб за п. 1, який відрізняється тим, що як охолоджувач використовують воду.
Текст
Корисна модель належить до області обробки металів тиском, зокрема до способу виробництва латунного дроту з використанням машин багаторазового волочіння із вбудованим відпалюванням. З рівня техніки [Хаяк Г.С. Волочение проволоки из цветных металлов и сплавов, - М: 1963] відомий спосіб виготовлення латунного дроту, наприклад з латуні марки JI63, що включає у себе наступні стадії: нагрівання заготовки в печі, її пресування на гідравлічному пресі, травлення у кислотній ванні, волочіння на однократній волочильній машині два рази із наступним первинним відпалюванням, у періодичній печі, вторинне травлення в кислотній ванні, за необхідності вторинне волочіння, остаточне відпалювання готового виробу у періодичній печі із захисною атмосферою, наприклад в середовищі інертного газу, пакування готової продукції. До недоліків зазначеного способу відносять високу трудомісткість і низьку продуктивність, пов'язані із періодичністю процесу через наявність послідовних операцій, що виконуються на кількох не зв'язаних між собою пристроях (відпалювання, волочіння), а також значну енергомісткість процесу, пов'язану із витратою енергоресурсів при проміжних відпалюваннях. Задачею запропонованої корисної моделі є створення способу виробництва латунного дроту з високою продуктивністю, низкою енерго- і трудомісткістю, що забезпечує високу якість продукції, що випускається. Поставлена задача вирішується шляхом створення способу виробництва латунною дроту в якому латунну заготовку нагрівають у печі, пресують на гідравлічному пресі, травлять у кислотній ванні, волочать, піддають первинному та остаточному відпалюванню та пакують готову продукцію. При цьому, відповідно до корисної моделі, волочіння отриманої заготовки здійснюють на волочильній машині багаторазового волочіння, а первинне і остаточне відпалювання здійснюють у контактній відпалювальній машині змінної напруги, на контактні ролики якої заготовка дроту надходить безпосередньо з волочильної машини. При цьому у відпалювальній машині заготовка проходить три ланки відпалювання, нагрівання заготовки відбувається послідовно від ланки до ланки. Остаточне відпалювання заготовки відбувається на третій ланці між останніми контактними роликами, після чого одержаний дріт послідовно надходить до баку з охолоджувачем, камери охолодження та через повітряний затвор подається на пакувальний пристрій. Нову порцію латунної заготовки приварюють до вільного кінця заготовки заправленої до волочильної машини, наприклад, за допомогою апарату електроконтактного зварювання. При цьому, відповідно до корисної моделі, як охолоджувач використовують воду. Перераховані ознаки складають суть корисної моделі і забезпечують досягнення технічного результату створення способу виробництва латунного дроту з високою продуктивністю, низкою енерго- і трудомісткістю, що забезпечує високу якість продукції, що випускається. Причинно-наслідковий зв'язок суттєви х ознак корисної моделі та технічною результату полягає у тому, що використання машини багаторазового волочіння разом із контактною відпалювальною машиною дозволяє зробити процес одержання проволоки неперервним знизивши таким чином його трудомісткість та енергоємність. В той же час використання трьохланкової відпалювальної машини та камери охолодження, дозволяє поліпшити якість виготовленої продукції. Запропонована корисна модель проілюстрована доданою фігурою на якій позиціями позначено: 1 - латунна заготовка, 2 - зварювальний апарат, 3 - волочильна машина, 4 - відпалювальна машина, 4.1 - перша ланка відпалювання, 4.2 - друга ланка відпалювання, 4.3 - третя ланка відпалювання, 5 - бак з охолоджувачем, 6 камера охолодження. Одержання проволоки за допомогою запропонованої корисної моделі здійснюють наступним чином. Латунну заготовку нагрівають у печі, наприклад, в індукційній пресують на гідравлічному пресі, наприклад, із зусиллям 1500-3150т, наприклад до діаметру 7,7мм травлять у кислотній ванні, наприклад у розчині сірчаної кислоти. Один кінець заготовки заправляють до волочильної машини, наприклад, ВСК-13, і волочать до, наприклад, діаметру 1,8-4,0мм, оброблену таким чином заготовку заправляють до контактної відпалювальної машині змінної напруги. При цьому у відпалювальній машині заготовка проходить три ланки відпалювання, нагрівання заготовки відбувається послідовно від ланки до ланки, а її остаточне відпалювання відбувається на третій ланці між останніми контактними роликами, після чого одержаний дріт послідовно надходить до баку з охолоджувачем, наприклад, водою, камери охолодження та через повітряний затвор подається на пакувальний пристрій, де пакується у вигляді бухт, котушок або до контейнерів. Нову порцію латунної заготовки приварюють до вільного кінця заготовки заправленої до волочильної машини, наприклад, за допомогою апарату електроконтактного зварювання.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of brass wire
Автори англійськоюKliuiev Andrii Petrovych, Kliuiev Serhii Petrovych, Shpakovskii Vadim, Shpakovskiy Vadim
Назва патенту російськоюСпособ производства латунной проволоки
Автори російськоюКлюев Андрей Петрович, Клюев Сергей Петрович, Шпаковский Вадим
МПК / Мітки
Мітки: дроту, виробництва, спосіб, латунного
Код посилання
<a href="https://ua.patents.su/2-8323-sposib-virobnictva-latunnogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва латунного дроту</a>
Спосіб волочіння дроту
Номер патенту: 33831
Опубліковано: 15.02.2001
Автори: Васильєв Олександр Генадійович, Ніколаєв Віктор Олександрович, Таратута Костянтин Васильович
МПК: B21B 27/02
Мітки: волочіння, дроту, спосіб
Текст:
...збільшенні e/d>1,2 сила волочіння починав зростати до Рe/P0=0,76-0,83 (дос ліди 7; 14). Зменшенню сили волочіння у дослідах 3-6; 10-13 до Рe/Р0=0,62-0,69 при наявності віброколивань сприяє суттєве зниження сил тертя в осередку деформації. Це забезпечується при відношенні e/d=0,18-1,2. При волочінні з e/d1,2 сила волочіння зростає у порівнянні з волочінням при e/d=0,18-1,2, що слід пояснити з'явленням додаткових динамічних навантажень на...
Спосіб виробництва дроту з чавуну з графітом
Номер патенту: 63770
Опубліковано: 15.01.2004
Автори: Алімов Валерій Іванович, Алімова Світлана Валеріївна, Штихно Алла Петрівна, Морозов Ігор Володимирович, Туков Володимир Анатолійович
МПК: B23K 35/40
Мітки: спосіб, виробництва, графітом, дроту, чавуну
Формула / Реферат:
Спосіб виробництва дроту з чавуну з графітом, що включає виплавку чавуну, виготовлення прутків і їх волочіння, який відрізняється тим, що прутки піддають термообробці на сорбітну структуру основи з міжпластинчастою відстанню 0,15-0,45 мкм, а волочіння ведуть вхолодну.
Спосіб волочіння дроту
Номер патенту: 38756
Опубліковано: 15.05.2001
Автори: Ніколаєв Віктор Олександрович, Жук Анатолій Якович, Таратута Костянтин Васильович
МПК: B21C 1/02
Мітки: спосіб, дроту, волочіння
Формула / Реферат:
Спосіб волочіння дроту, який включає вібронавантаження дроту у процесі його протягування крізь дві волоки, який відрізняється тим, що за допомогою збуджувального пристрою з ексцентриковим роликом вібронавантаження здійснюють між волоками шляхом епіциклоїдних коливань дроту відносно лінії волочіння з відносною кутовою частотою w2/w1=0,0625 - 0,375, де w1, w2, - відповідно частота обертання ексцентрикового ролика та збуджувального...
Спосіб багаторазового волочіння сталевого дроту
Номер патенту: 57524
Опубліковано: 16.06.2003
Автори: Петров Юрій Михайлович, Іванцов Іван Іванович, Зубанов Володимир Олександрович
МПК: B21C 1/00
Мітки: дроту, спосіб, багаторазового, волочіння, сталевого
Формула / Реферат:
Спосіб багаторазового волочіння сталевого дроту, що включає волочіння сталевої заготовки з захисним покриттям крізь ряд послідовно установлених волок, який відрізняється тим, що волочіння заготовки виконують зі зменшенням величини частинного обтиснення від попередньої волоки до наступної, при цьому волочіння заготовки в n-ій волоці ведуть з величиною частинного обтиснення відповідно до залежності:
Лінія для виробництва дроту з нержавіючих сталей
Номер патенту: 44559
Опубліковано: 15.11.2004
Автори: Зосімова Вікторія Григорівна, Туник Олег Анатолійович, Феофілактов Андрій Вікторович, Максаков Анатолій Іванович
МПК: B21B 9/00, B21B 45/02, B21C 1/00
Мітки: лінія, виробництва, сталей, нержавіючих, дроту
Формула / Реферат:
Лінія для виробництва дроту з нержавіючих сталей, що містить засіб для розподілу газового середовища і послідовно установлені засіб для підготування поверхні до волочіння і волочильний інструмент, яка відрізняється тим, що засіб для підготування поверхні до волочіння виконано у вигляді плазмотрона і послідовно встановлених за ним засобу для нанесення підмастильного шару з накопичувачем дроту й засобу для сушіння з накопичувачем дроту, засіб...
Попередній патент: Спосіб комплексної профілактики та загального оздоровлення
Наступний патент: Фільтрувальний елемент
Випадковий патент: Привід круглов'язальної машини