Спосіб виготовлення колісної заготовки з ободом, диском і маточиною
Формула / Реферат
Спосіб виготовлення колісної заготовки з ободом, диском і маточиною, який включає осадку заготовки з одночасним її розгоном конусною плитою, при якій метал заготовки, асиметрично розподілений відносно вертикальної осі симетрії інструменту деформації, зміщують на периферію з утворенням одного або декількох асиметричних виступів на зовнішній бічній поверхні заготовки, а також формування в штампах колісної заготовки з ободом, диском і маточиною, який відрізняється тим, що на етапі формування зміщують вісь центральної вісесиметричної частини заготовки відносно вертикальної осі симетрії штампу так, щоб ці oсі не були суміщеними, при цьому після виникнення первісного контакту верхнього формувального кільця штампу з будь-яким з асиметричних виступів на зовнішній бічній поверхні заготовки, цим же кільцем заготовку зрушують в горизонтальній площині в напрямку від точки первісного контакту формувального кільця з даним виступом до вертикальної осі симетрії штампу.
Текст
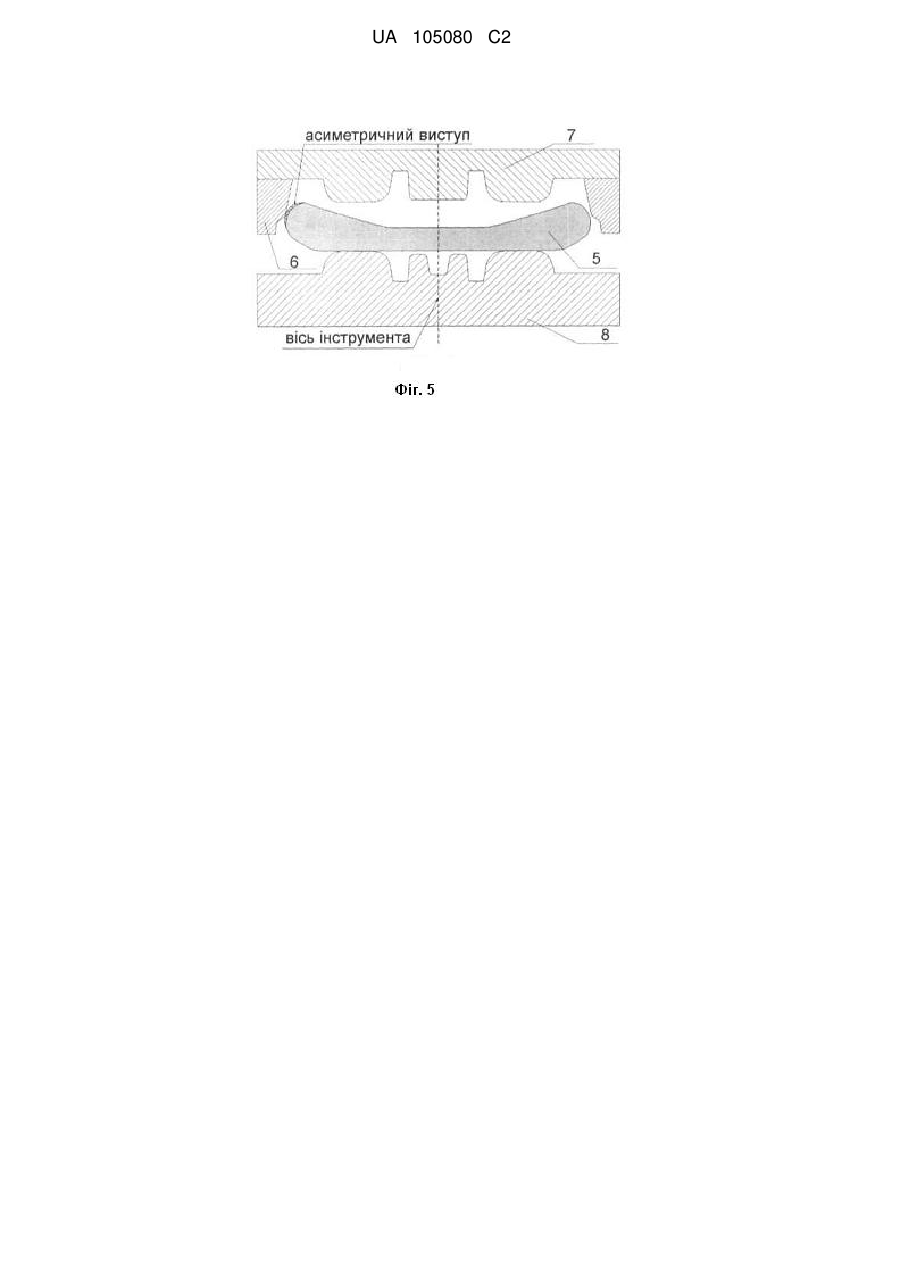
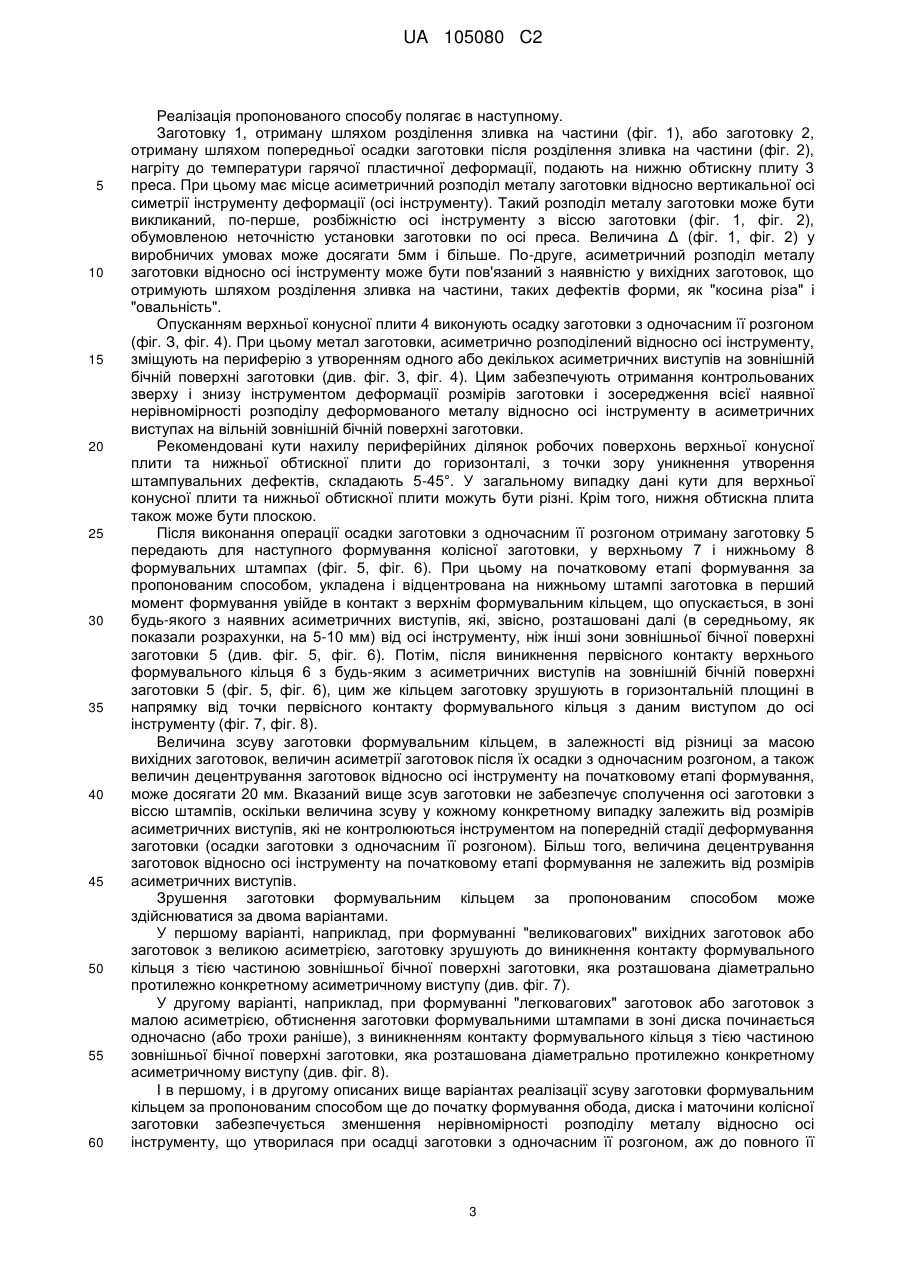
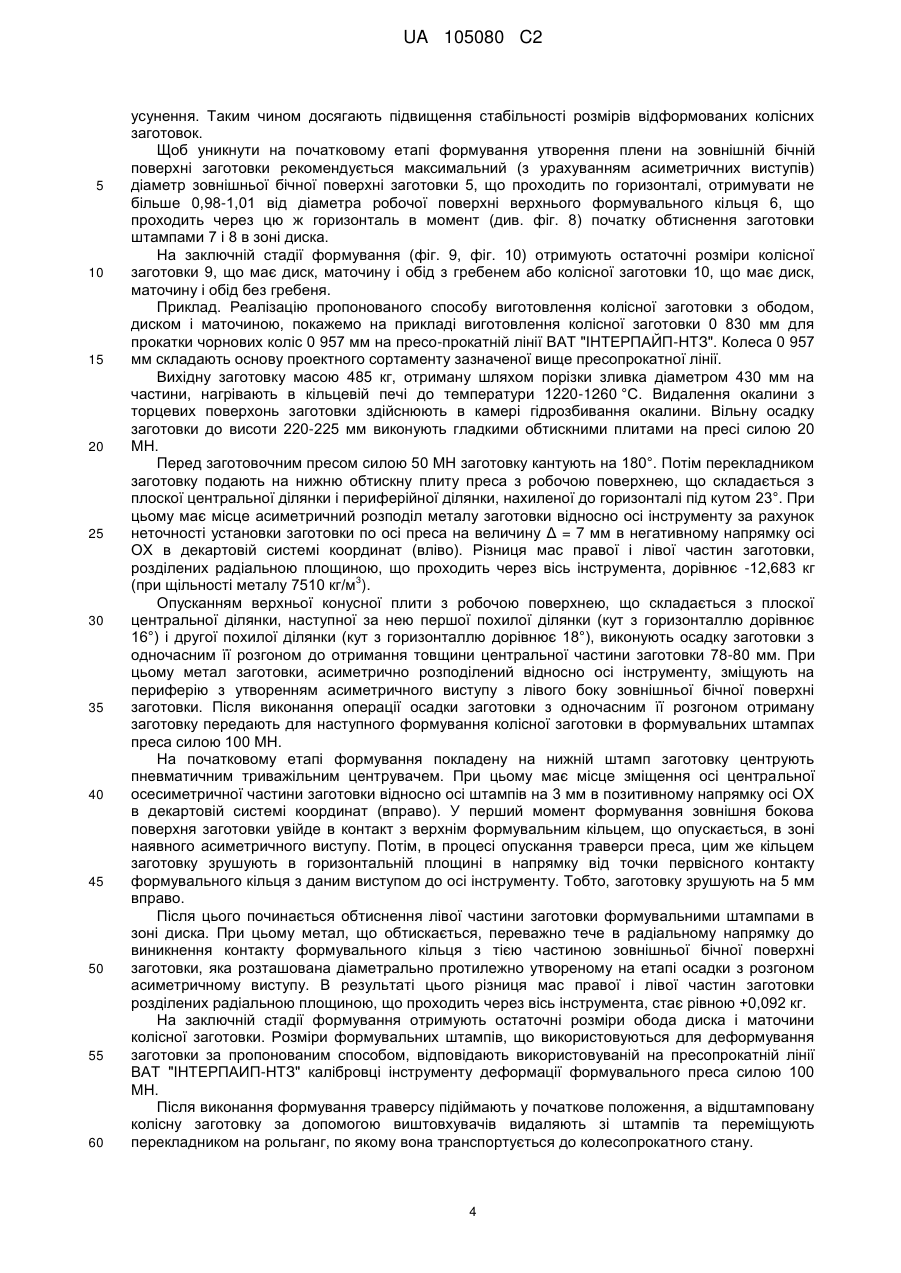
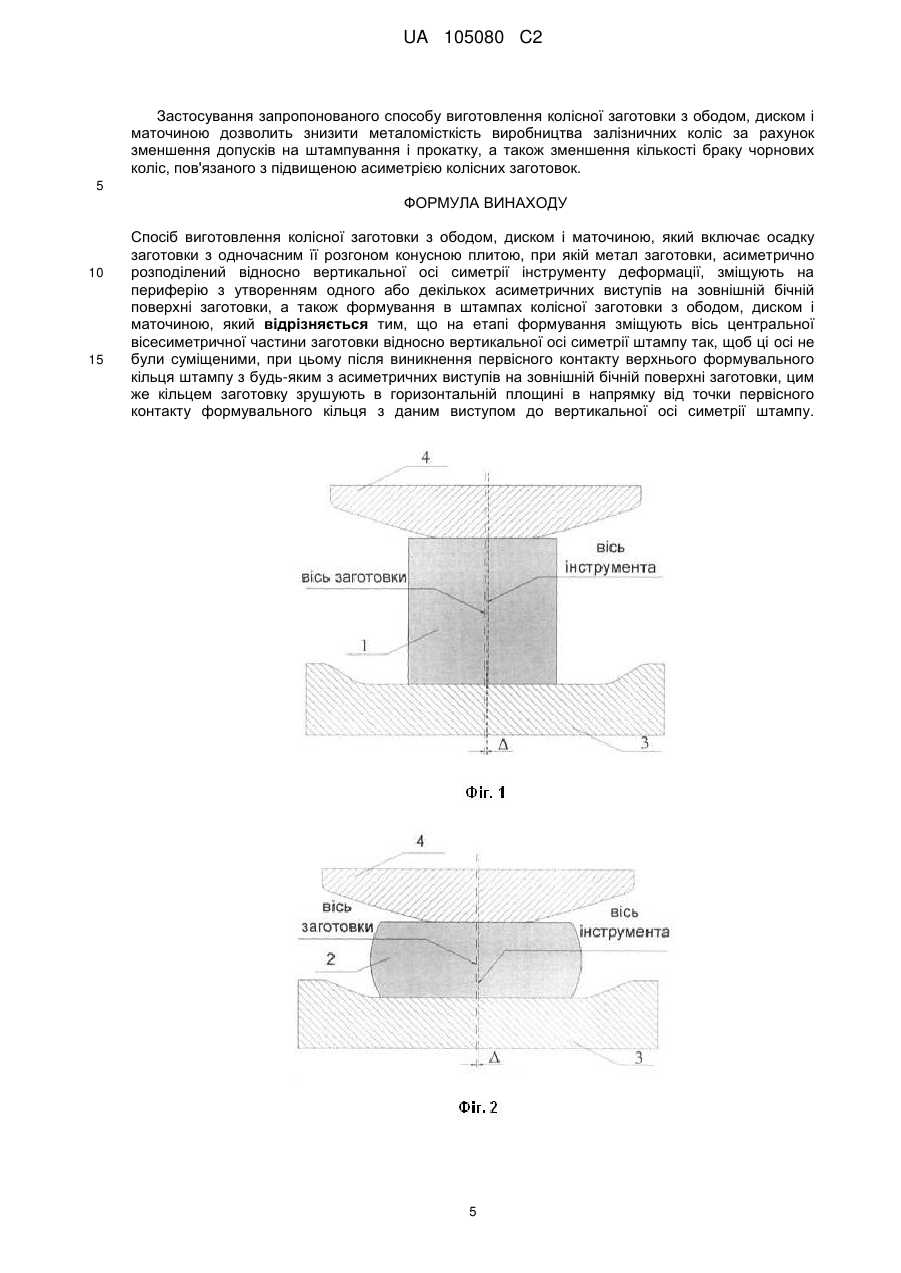
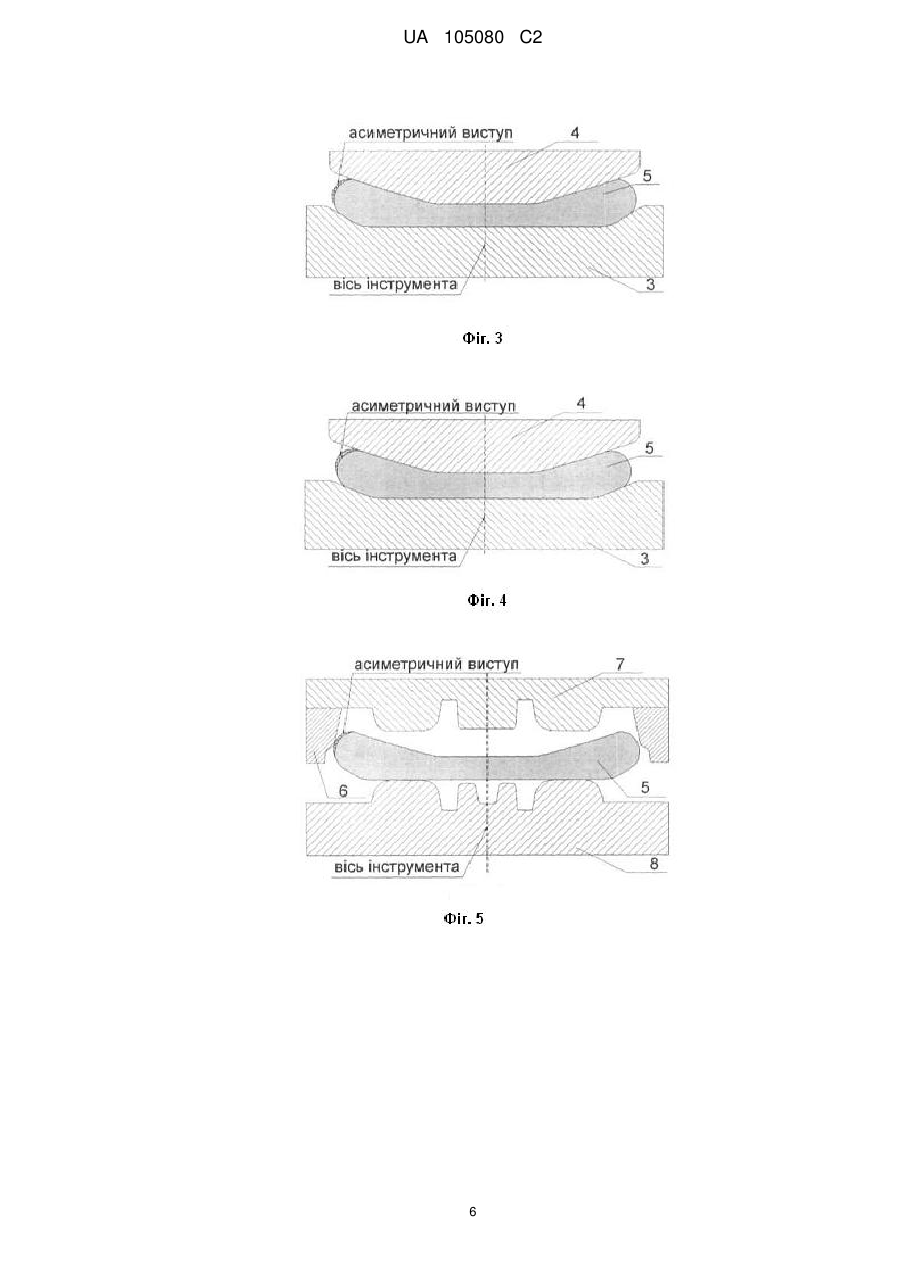
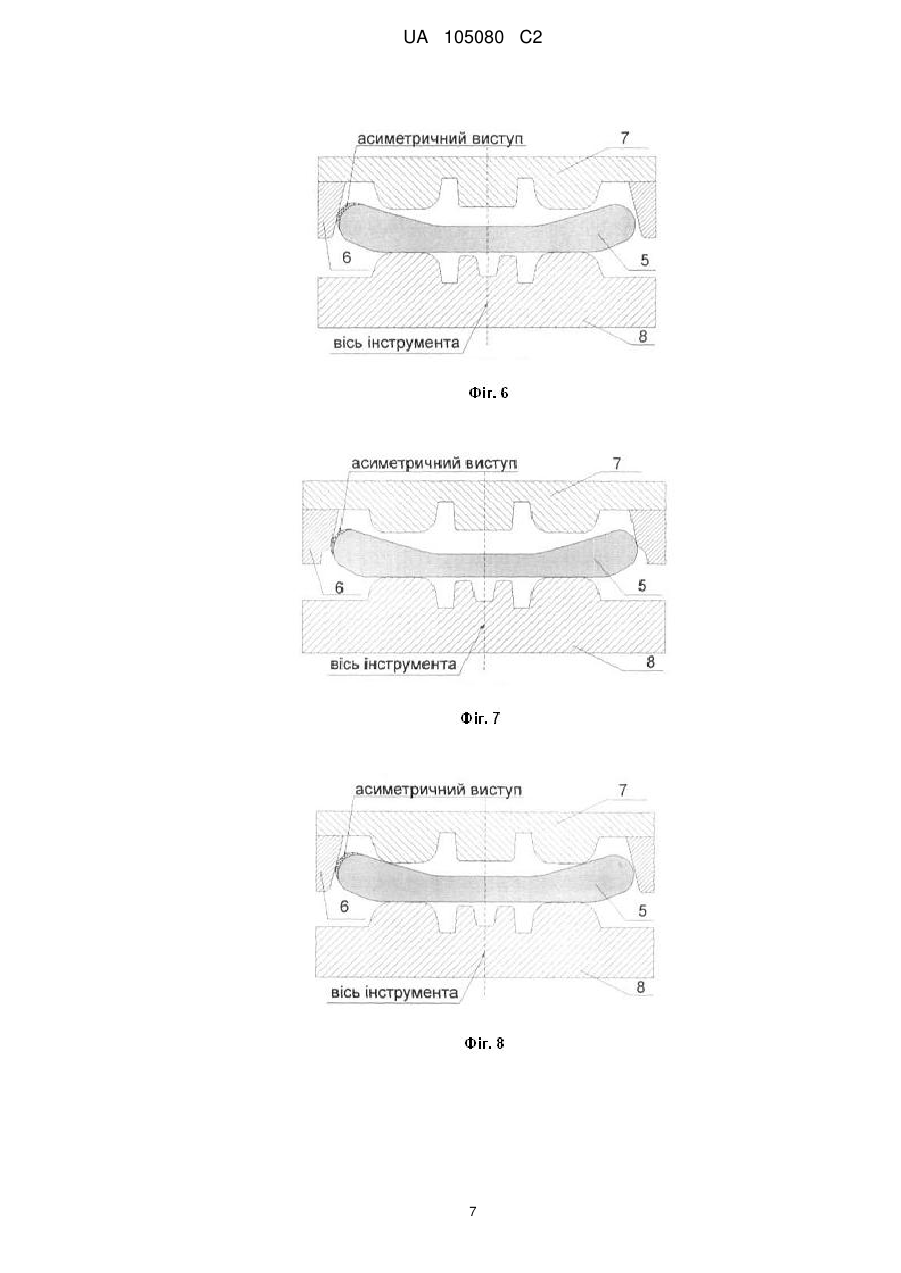
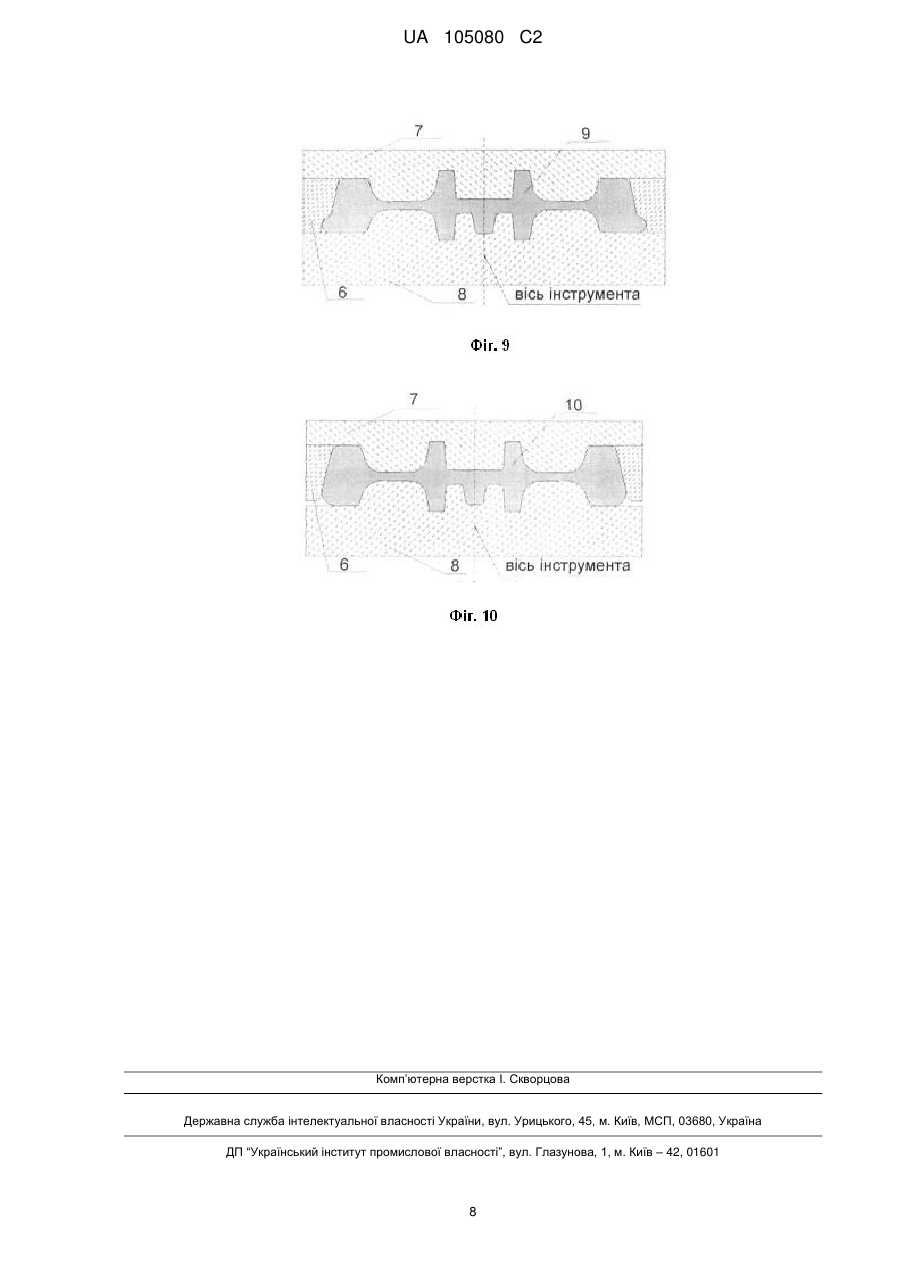
Реферат: Винахід належить до обробки металів тиском. Спосіб виготовлення колісної заготовки з ободом, диском і маточиною включає осадку заготовки з одночасним її розгоном конусною плитою, при якій метал заготовки, асиметрично розподілений відносно вертикальної осі симетрії інструменту деформації, зміщують на периферію з утворенням асиметричних виступів на зовнішній бічній поверхні заготовки. На етапі формування заготовки у штампі зміщують вісь центральної вісесиметричної частини заготовки відносно вертикальної осі симетрії штампу. Після виникнення первісного контакту верхнього формувального кільця штампу з будь-яким з асиметричних виступів на зовнішній бічній поверхні заготовки, цим же кільцем заготовку зрушують в горизонтальній площині в напрямку від точки первісного контакту формувального кільця з даним виступом до вертикальної осі симетрії штампу. Технічним результатом є усунення нерівномірного розподілу маси металу на одиницю центрального кута колісної заготовки. UA 105080 C2 (12) UA 105080 C2 UA 105080 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до обробки металів тиском, а саме до області гарячого об'ємного штампування, і призначений для використання при виробництві залізничних коліс. Відомий спосіб виготовлення колісної заготовки з ободом, диском і маточиною [Бибик Г.А., Иоффе A.M., Праздников А.В., Староселецкий М.И. Производство железнодорожных колес. М.: Металлургия, 1982. - С. 77-78], що включає попередню осадку заготовки, осадку заготовки в технологічному кільці з подальшим розгоном пуансоном та формування в штампах колісної заготовки з ободом, диском і маточиною. В даний час цей спосіб використовується на ВАТ "ІНТЕРПАЙП - НТЗ". Недоліком способу є низька пропускна спроможність преса, на якому виконують наступні операції: осадку заготовки в технологічному кільці, що плаває, центрування кільця по осі преса, подачу під верхню обтискну плиту пуансона і другим ходом преса - розгін заготовки. Крім того, існуючий спосіб розгону призводить до асиметрії заготовок, оскільки складно забезпечити умови, при яких вертикальна вісь симетрії пуансона, що подається під прес поворотним пристроєм, співпадала би з вертикальною віссю симетрії технологічного кільця. Асиметрія заготовок після розгону веде до нерівномірного заповнення металом периферійної порожнини штампів при формуванні колісних заготовок в штампах. При прокатці таких заготовок, що мають нестабільні по окружності розміри ободу, може мати місце підвищений ексцентриситет ободу відносно маточини, внаслідок чого зростає кількість відбракованих коліс. Найбільш близьким за технічною суттю є вибраний як прототип спосіб виготовлення колісної заготовки з ободом, диском і маточиною [Пат. 102152 Україна, МПК В21Н 1/04. Опубл. 13.05.2013], який включає попередню осадку вихідної заготовки з одночасним або наступним розгоном металу з її центральної частини в периферійну, підготовку частини обода, виконання зовнішньої бічної поверхні заготовки, що звужується до периферії, і остаточне штампування колісної заготовки у формувальних штампах. Суть способу полягає у тому, що внутрішню сторону колісної заготовки в процесі її остаточного штампування формують у формувальних штампах з тієї сторони попередньо осадженої і розігнаної заготовки, з якої виконана підготовка частини обода, причому на початковому етапі штампування колісної заготовки у формувальних штампах виконують поступально-обертальний рух осадженої і розігнаної заготовки на закругленні штампа, що формує дугу сполучення обода з диском із внутрішньої сторони колісної заготовки, до сполучення осі заготовки з віссю штампів і пластичну деформацію металу обода в радіальному напрямку, а також металу обода, диска та видавлювання в осьовому напрямку до усунення нерівномірного розподілу маси металу на одиницю центрального кута колісної заготовки, що формується. Недолік відомого способу полягає в тому, що в ньому передбачено поєднання осі осадженої і розігнаної заготовки з віссю формувальних штампів перед початком процесу штампування. Відповідно з цим способом, периферійна частина заготовки при її осадці з одночасним розгоном формується асиметричною. І тому на практиці можуть мати місце такі випадки. Так, наприклад, вісь заготовки при її укладанні на нижній формувальний штамп змістилася вправо на 7 мм, а вся асиметрія осадженої і розігнаної заготовки (надлишок металу заготовки щодо центральної осі симетрії заготовки або, іншими словами, асиметричний виступ на бічній поверхні заготовки) сконцентрована з лівого боку периферійної частини заготовки. У цьому випадку при натисканні верхнього штампа на заготовку остання буде зміщуватися на зазначені вище 7 мм вліво до суміщення осі заготовки з віссю штампів. При цьому, очевидно, що асиметричний виступ, що знаходиться з лівого боку периферійної частини осадженої і розігнаної заготовки, також переміститься вліво на ті ж 7 мм. Тобто, маючи асиметрію (різницю мас правої і лівої частин заготовки, розділених радіальною площиною, що проходить через вісь інструменту), наприклад, 13 кг, реалізація суміщення осі заготовки з віссю формувальних штампів дасть збільшення вищевказаної асиметрії заготовки до 21-23 кг. З цієї причини у випадках, коли величина асиметрії заготовок після їх осадки і розгону значна (10 кг і більше), даний спосіб не забезпечує зазначений у ньому ефект усунення нерівномірного розподілу маси металу на одиницю центрального кута колісної заготовки, що формується, за рахунок пластичної деформації металу обода в радіальному напрямку, а також металу обода, диска та видавлювання в осьовому напрямку. Досягнення вищевказаного ефекту за відомим способом також неможливо шляхом мінімізації зазору між формувальним кільцем і бічною поверхнею заготовки в перший момент штампування осадженої і розігнаної заготовки (тобто за рахунок збільшення тривалості стадії перетікання металлу, що деформується, з тієї частини заготовки, де знаходиться надлишок металу, в ту її частину, де знаходиться нестача металу). У цьому випадку буде мати місце 1 UA 105080 C2 5 10 15 20 25 30 35 40 45 50 55 60 передчасний контакт бічної поверхні заготовки з формувальним кільцем і, як наслідок, утворення плени і затисків на бічній поверхні заготовки. До загальних ознак прототипу і способу виготовлення колісної заготовки з ободом, диском і маточиною, що заявляється, належать: 1) осадка заготовки з одночасним її розгоном конусною плитою; 2) формування в штампах колісної заготовки з ободом, диском і маточиною. В основу винаходу поставлена задача удосконалення способу виготовлення колісної заготовки з ободом, диском і маточиною, в якому шляхом контрольованого зсуву формувальнім кільцем осадженої та розігнаної заготовки з асиметричними виступами на бічній її поверхні досягають підвищення стабільності розмірів відформованих колісних заготовок за рахунок мінімізації (ще до початку формування обода, диска і маточини колісної заготовки) нерівномірності розподілу металу відносно вертикальної осі симетрії інструменту, що утворилася на попередньому етапі деформування, аж до повного усунення зазначеної нерівномірності. Це дозволить знизити металомісткість виробництва залізничних коліс за рахунок зменшення допусків на штампування і прокатку, а також зменшення кількості браку чорнових коліс, пов'язаного з підвищеною асиметрією колісних заготовок. Поставлена задача вирішується за рахунок того, що в способі виготовлення колісної заготовки з ободом, диском і маточиною, що включає осадку заготовки з одночасним її розгоном конусною плитою, при якій метал заготовки, асиметрично розподілений відносно вертикальної осі симетрії інструменту деформації, зміщують на периферію з утворенням одного або декількох асиметричних виступів на зовнішній бічній поверхні заготовки, а також формування в штампах колісної заготовки з ободом, диском і маточиною, згідно з винаходом, на етапі формування, після виникнення первісного контакту верхнього формувального кільця з будь-яким з асиметричних виступів на зовнішній бічній поверхні заготовки, цим же кільцем заготовку зрушують в горизонтальній площині в напрямку від точки первісного контакту формувального кільця з даним виступом до вертикальної осі симетрії інструменту деформації. На фіг. 1-10 показані схеми деформування заготовок за пропонованим способом: фіг. 1 - початковий етап осадки з одночасним розгоном вихідної заготовки, отриманої шляхом розділення зливку на частини; фіг. 2 - початковий етап осадки з одночасним розгоном вихідної заготовки, отриманої шляхом попередньої осадки заготовки після розділення зливку на частини; фіг. 3 - заключний етап осадки з одночасним розгоном вихідної заготовки, отриманої шляхом розділення зливку на частини; фіг. 4 - заключний етап осадки з одночасним розгоном попередньо осадженої заготовки; фіг. 5 - початковий момент формування колісної заготовки, що має диск, маточину і обід з гребенем, що характеризується виникненням первісного контакту верхнього формувального кільця з асиметричним виступом на зовнішній бічній поверхні заготовки; фіг. 6 - початковий момент формування колісної заготовки, що має диск, маточину і обід без гребеня, що характеризується виникненням первісного контакту верхнього формувального кільця з асиметричним виступом на зовнішній бічній поверхні заготовки; фіг. 7 - момент формування колісної заготовки, що має диск, маточину і обід з гребенем, що характеризується зрушенням заготовки в горизонтальній площині в напрямку від точки первісного контакту формувального кільця з асиметричним виступом до вертикальної вісі симетрії інструменту деформації; фіг. 8 - момент формування колісної заготовки, що має диск, маточину і обід без гребеня, що характеризується зрушенням заготовки в горизонтальній площині в напрямку від точки первісного контакту формувального кільця з асиметричним виступом до вертикальної вісі симетрії інструменту деформації; фіг. 9 - заключний момент формування колісної заготовки, що має диск, маточину і обід з гребенем; фіг. 10 - заключний момент формування колісної заготовки, що має диск, маточину і обід без гребеня. На фіг. прийняті позначення: 1 - вихідна заготовка, отримана шляхом розділення зливку на частини; 2 - вихідна заготовка, отримана шляхом попередньої осадки заготовки після розділення зливку на частини; 3 - нижня обтискна плита, 4 - верхня конусна плита з робочою поверхнею, що складається з плоскої центральної ділянки і одного або декількох похилих периферійних ділянок; 5 - заготовка після її осадки з одночасним розгоном; 6 - верхнє формувальне кільце; 7 - верхній формувальний штамп; 8 - нижній формувальний штамп; 9 колісна заготовка, що має диск, маточину і обід з гребенем, після формування в штампах; 10 колісна заготовка, що має диск, маточину і обід без гребеня, після формування в штампах. 2 UA 105080 C2 5 10 15 20 25 30 35 40 45 50 55 60 Реалізація пропонованого способу полягає в наступному. Заготовку 1, отриману шляхом розділення зливка на частини (фіг. 1), або заготовку 2, отриману шляхом попередньої осадки заготовки після розділення зливка на частини (фіг. 2), нагріту до температури гарячої пластичної деформації, подають на нижню обтискну плиту 3 преса. При цьому має місце асиметричний розподіл металу заготовки відносно вертикальної осі симетрії інструменту деформації (осі інструменту). Такий розподіл металу заготовки може бути викликаний, по-перше, розбіжністю осі інструменту з віссю заготовки (фіг. 1, фіг. 2), обумовленою неточністю установки заготовки по осі преса. Величина Δ (фіг. 1, фіг. 2) у виробничих умовах може досягати 5мм і більше. По-друге, асиметричний розподіл металу заготовки відносно осі інструменту може бути пов'язаний з наявністю у вихідних заготовок, що отримують шляхом розділення зливка на частини, таких дефектів форми, як "косина різа" і "овальність". Опусканням верхньої конусної плити 4 виконують осадку заготовки з одночасним її розгоном (фіг. З, фіг. 4). При цьому метал заготовки, асиметрично розподілений відносно осі інструменту, зміщують на периферію з утворенням одного або декількох асиметричних виступів на зовнішній бічній поверхні заготовки (див. фіг. 3, фіг. 4). Цим забезпечують отримання контрольованих зверху і знизу інструментом деформації розмірів заготовки і зосередження всієї наявної нерівномірності розподілу деформованого металу відносно осі інструменту в асиметричних виступах на вільній зовнішній бічній поверхні заготовки. Рекомендовані кути нахилу периферійних ділянок робочих поверхонь верхньої конусної плити та нижньої обтискної плити до горизонталі, з точки зору уникнення утворення штампувальних дефектів, складають 5-45°. У загальному випадку дані кути для верхньої конусної плити та нижньої обтискної плити можуть бути різні. Крім того, нижня обтискна плита також може бути плоскою. Після виконання операції осадки заготовки з одночасним її розгоном отриману заготовку 5 передають для наступного формування колісної заготовки, у верхньому 7 і нижньому 8 формувальних штампах (фіг. 5, фіг. 6). При цьому на початковому етапі формування за пропонованим способом, укладена і відцентрована на нижньому штампі заготовка в перший момент формування увійде в контакт з верхнім формувальним кільцем, що опускається, в зоні будь-якого з наявних асиметричних виступів, які, звісно, розташовані далі (в середньому, як показали розрахунки, на 5-10 мм) від осі інструменту, ніж інші зони зовнішньої бічної поверхні заготовки 5 (див. фіг. 5, фіг. 6). Потім, після виникнення первісного контакту верхнього формувального кільця 6 з будь-яким з асиметричних виступів на зовнішній бічній поверхні заготовки 5 (фіг. 5, фіг. 6), цим же кільцем заготовку зрушують в горизонтальній площині в напрямку від точки первісного контакту формувального кільця з даним виступом до осі інструменту (фіг. 7, фіг. 8). Величина зсуву заготовки формувальним кільцем, в залежності від різниці за масою вихідних заготовок, величин асиметрії заготовок після їх осадки з одночасним розгоном, а також величин децентрування заготовок відносно осі інструменту на початковому етапі формування, може досягати 20 мм. Вказаний вище зсув заготовки не забезпечує сполучення осі заготовки з віссю штампів, оскільки величина зсуву у кожному конкретному випадку залежить від розмірів асиметричних виступів, які не контролюються інструментом на попередній стадії деформування заготовки (осадки заготовки з одночасним її розгоном). Більш того, величина децентрування заготовок відносно осі інструменту на початковому етапі формування не залежить від розмірів асиметричних виступів. Зрушення заготовки формувальним кільцем за пропонованим способом може здійснюватися за двома варіантами. У першому варіанті, наприклад, при формуванні "великовагових" вихідних заготовок або заготовок з великою асиметрією, заготовку зрушують до виникнення контакту формувального кільця з тією частиною зовнішньої бічної поверхні заготовки, яка розташована діаметрально протилежно конкретному асиметричному виступу (див. фіг. 7). У другому варіанті, наприклад, при формуванні "легковагових" заготовок або заготовок з малою асиметрією, обтиснення заготовки формувальними штампами в зоні диска починається одночасно (або трохи раніше), з виникненням контакту формувального кільця з тією частиною зовнішньої бічної поверхні заготовки, яка розташована діаметрально протилежно конкретному асиметричному виступу (див. фіг. 8). І в першому, і в другому описаних вище варіантах реалізації зсуву заготовки формувальним кільцем за пропонованим способом ще до початку формування обода, диска і маточини колісної заготовки забезпечується зменшення нерівномірності розподілу металу відносно осі інструменту, що утворилася при осадці заготовки з одночасним її розгоном, аж до повного її 3 UA 105080 C2 5 10 15 20 25 30 35 40 45 50 55 60 усунення. Таким чином досягають підвищення стабільності розмірів відформованих колісних заготовок. Щоб уникнути на початковому етапі формування утворення плени на зовнішній бічній поверхні заготовки рекомендується максимальний (з урахуванням асиметричних виступів) діаметр зовнішньої бічної поверхні заготовки 5, що проходить по горизонталі, отримувати не більше 0,98-1,01 від діаметра робочої поверхні верхнього формувального кільця 6, що проходить через цю ж горизонталь в момент (див. фіг. 8) початку обтиснення заготовки штампами 7 і 8 в зоні диска. На заключній стадії формування (фіг. 9, фіг. 10) отримують остаточні розміри колісної заготовки 9, що має диск, маточину і обід з гребенем або колісної заготовки 10, що має диск, маточину і обід без гребеня. Приклад. Реалізацію пропонованого способу виготовлення колісної заготовки з ободом, диском і маточиною, покажемо на прикладі виготовлення колісної заготовки 0 830 мм для прокатки чорнових коліс 0 957 мм на пресо-прокатній лінії ВАТ "ІНТЕРПАЙП-НТЗ". Колеса 0 957 мм складають основу проектного сортаменту зазначеної вище пресопрокатної лінії. Вихідну заготовку масою 485 кг, отриману шляхом порізки зливка діаметром 430 мм на частини, нагрівають в кільцевій печі до температури 1220-1260 °C. Видалення окалини з торцевих поверхонь заготовки здійснюють в камері гідрозбивання окалини. Вільну осадку заготовки до висоти 220-225 мм виконують гладкими обтискними плитами на пресі силою 20 МН. Перед заготовочним пресом силою 50 МН заготовку кантують на 180°. Потім перекладником заготовку подають на нижню обтискну плиту преса з робочою поверхнею, що складається з плоскої центральної ділянки і периферійної ділянки, нахиленої до горизонталі під кутом 23°. При цьому має місце асиметричний розподіл металу заготовки відносно осі інструменту за рахунок неточності установки заготовки по осі преса на величину Δ = 7 мм в негативному напрямку осі ОХ в декартовій системі координат (вліво). Різниця мас правої і лівої частин заготовки, розділених радіальною площиною, що проходить через вісь інструмента, дорівнює -12,683 кг 3 (при щільності металу 7510 кг/м ). Опусканням верхньої конусної плити з робочою поверхнею, що складається з плоскої центральної ділянки, наступної за нею першої похилої ділянки (кут з горизонталлю дорівнює 16°) і другої похилої ділянки (кут з горизонталлю дорівнює 18°), виконують осадку заготовки з одночасним її розгоном до отримання товщини центральної частини заготовки 78-80 мм. При цьому метал заготовки, асиметрично розподілений відносно осі інструменту, зміщують на периферію з утворенням асиметричного виступу з лівого боку зовнішньої бічної поверхні заготовки. Після виконання операції осадки заготовки з одночасним її розгоном отриману заготовку передають для наступного формування колісної заготовки в формувальних штампах преса силою 100 МН. На початковому етапі формування покладену на нижній штамп заготовку центрують пневматичним триважільним центрувачем. При цьому має місце зміщення осі центральної осесиметричної частини заготовки відносно осі штампів на 3 мм в позитивному напрямку осі ОХ в декартовій системі координат (вправо). У перший момент формування зовнішня бокова поверхня заготовки увійде в контакт з верхнім формувальним кільцем, що опускається, в зоні наявного асиметричного виступу. Потім, в процесі опускання траверси преса, цим же кільцем заготовку зрушують в горизонтальній площині в напрямку від точки первісного контакту формувального кільця з даним виступом до осі інструменту. Тобто, заготовку зрушують на 5 мм вправо. Після цього починається обтиснення лівої частини заготовки формувальними штампами в зоні диска. При цьому метал, що обтискається, переважно тече в радіальному напрямку до виникнення контакту формувального кільця з тією частиною зовнішньої бічної поверхні заготовки, яка розташована діаметрально протилежно утвореному на етапі осадки з розгоном асиметричному виступу. В результаті цього різниця мас правої і лівої частин заготовки розділених радіальною площиною, що проходить через вісь інструмента, стає рівною +0,092 кг. На заключній стадії формування отримують остаточні розміри обода диска і маточини колісної заготовки. Розміри формувальних штампів, що використовуються для деформування заготовки за пропонованим способом, відповідають використовуваній на пресопрокатній лінії ВАТ "ІНТЕРПАИП-НТЗ" калібровці інструменту деформації формувального преса силою 100 МН. Після виконання формування траверсу підіймають у початкове положення, а відштамповану колісну заготовку за допомогою виштовхувачів видаляють зі штампів та переміщують перекладником на рольганг, по якому вона транспортується до колесопрокатного стану. 4 UA 105080 C2 Застосування запропонованого способу виготовлення колісної заготовки з ободом, диском і маточиною дозволить знизити металомісткість виробництва залізничних коліс за рахунок зменшення допусків на штампування і прокатку, а також зменшення кількості браку чорнових коліс, пов'язаного з підвищеною асиметрією колісних заготовок. 5 ФОРМУЛА ВИНАХОДУ 10 15 Спосіб виготовлення колісної заготовки з ободом, диском і маточиною, який включає осадку заготовки з одночасним її розгоном конусною плитою, при якій метал заготовки, асиметрично розподілений відносно вертикальної осі симетрії інструменту деформації, зміщують на периферію з утворенням одного або декількох асиметричних виступів на зовнішній бічній поверхні заготовки, а також формування в штампах колісної заготовки з ободом, диском і маточиною, який відрізняється тим, що на етапі формування зміщують вісь центральної вісесиметричної частини заготовки відносно вертикальної осі симетрії штампу так, щоб ці oсі не були суміщеними, при цьому після виникнення первісного контакту верхнього формувального кільця штампу з будь-яким з асиметричних виступів на зовнішній бічній поверхні заготовки, цим же кільцем заготовку зрушують в горизонтальній площині в напрямку від точки первісного контакту формувального кільця з даним виступом до вертикальної осі симетрії штампу. 5 UA 105080 C2 6 UA 105080 C2 7 UA 105080 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21K 1/00, B21J 1/06, B21H 1/04
Мітки: маточиною, виготовлення, колісної, спосіб, заготовки, ободом, диском
Код посилання
<a href="https://ua.patents.su/10-105080-sposib-vigotovlennya-kolisno-zagotovki-z-obodom-diskom-i-matochinoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення колісної заготовки з ободом, диском і маточиною</a>
Спосіб виготовлення колісних заготовок з ободом, диском і маточиною
Номер патенту: 86093
Опубліковано: 25.03.2009
Автори: Яковченко Олександр Васильович, Снітко Сергій Олександрович
МПК: B21H 1/00
Мітки: виготовлення, заготовок, ободом, спосіб, диском, маточиною, колісних
Формула / Реферат:
Спосіб виготовлення колісних заготовок з ободом, диском і маточиною, що включає центрування заготовки в нижньому технологічному кільці, розгін центральної частини заготовки конусною плитою і штампування колісної заготовки у формувальних штампах, який відрізняється тим, що при розгоні центральної частини заготовки виключають осадку її периферійної частини за рахунок неповного впровадження конусної плити на глибину
Спосіб виготовлення колісної заготовки
Номер патенту: 103425
Опубліковано: 10.10.2013
Автори: Снітко Сергій Олександрович, Яковченко Олександр Васильович
МПК: B21K 1/00, B21H 1/04, B21J 1/06
Мітки: колісної, заготовки, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення колісної заготовки, що включає осадку вихідної заготовки з одночасним або подальшим розгоном металу з її центральної частини в периферійну, підготовку частини обода і зовнішньої бічної поверхні заготовки, що звужується до периферії, а також отримання з неї в формувальних штампах колісної заготовки, при цьому на початковому етапі в формувальних штампах виконують поступально-обертальне переміщення осадженої і розігнаної...
Спосіб виробництва заготовок залізничних коліс із ободом, диском і маточиною
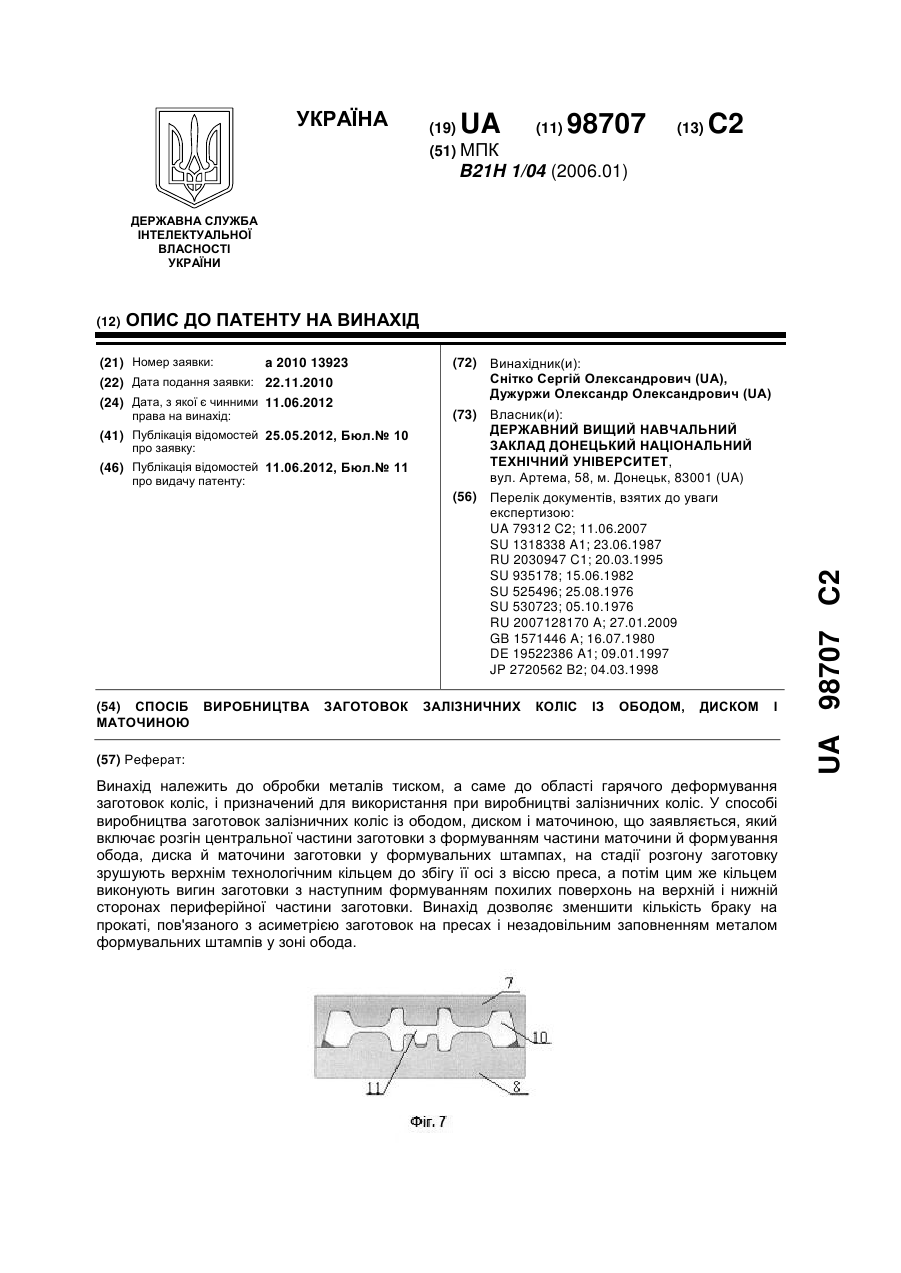
Номер патенту: 98707
Опубліковано: 11.06.2012
Автори: Дужуржи Олександр Олександрович, Снітко Сергій Олександрович
МПК: B21H 1/04
Мітки: диском, залізничних, коліс, спосіб, ободом, маточиною, заготовок, виробництва
Формула / Реферат:
Спосіб виробництва заготовок залізничних коліс із ободом, диском і маточиною, що включає розгін центральної частини заготовки з формуванням частини маточини й формування обода, диска й маточини заготовки у формувальних штампах, який відрізняється тим, що на стадії розгону заготовку зрушують верхнім технологічним кільцем до збігу її осі з віссю преса, а потім цим же кільцем виконують вигин заготовки з наступним формуванням похилих поверхонь...
Спосіб виготовлення металевого закупорювального засобу з окремим диском і кільцем з однієї заготовки закупорювального засобу
Номер патенту: 95981
Опубліковано: 26.09.2011
Автори: Данвуді Пол, Рамзі Крістофер Пол
МПК: B21D 51/44, B21D 51/38, B65D 51/14
Мітки: однієї, закупорювального, диском, металевого, спосіб, окремим, кільцем, засобу, виготовлення, заготовки
Формула / Реферат:
1. Спосіб виготовлення відкручуваного металевого закупорювального засобу з окремим диском (10) і кільцем по колу (20), який включає наступні стадії:- стадію, на якій з листа металу витягують заготовку (1) закупорювального засобу, причому заготовка закупорювального засобу має верхню пластину (10) і бокову стінку (20), залежно від периферії верхньої пластини (10), і- стадію, на якій виготовляють диск (10') і кільце по колу (20'),...
Спосіб виготовлення гвинтової заготовки
Номер патенту: 70379
Опубліковано: 11.06.2012
Автори: Олендер Володимир Михайлович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: заготовки, спосіб, гвинтової, виготовлення
Формула / Реферат:
Спосіб виготовлення гвинтової заготовки, що включає вирізування із листового прокату багатовиткової стрічкової спіралі з наступним формуванням гвинтової спіралі та калібруванням її на крок, який відрізняється тим, формування гвинтової спіралі здійснюють шляхом згинання на ребро багатовиткової стрічкової спіралі на роликовій профілезгинальній машині з одночасним калібруванням її на крок.
Попередній патент: Комплексна установка сушіння й сухого розділення для збагачення сирового вугілля й спосіб з її використанням
Наступний патент: Гібридний підвищуючий трифазний випрямляч
Випадковий патент: Спосіб лікування невротичних розладів