Спосіб виробництва заготовок залізничних коліс із ободом, диском і маточиною
Номер патенту: 98707
Опубліковано: 11.06.2012
Автори: Дужуржи Олександр Олександрович, Снітко Сергій Олександрович


Формула / Реферат
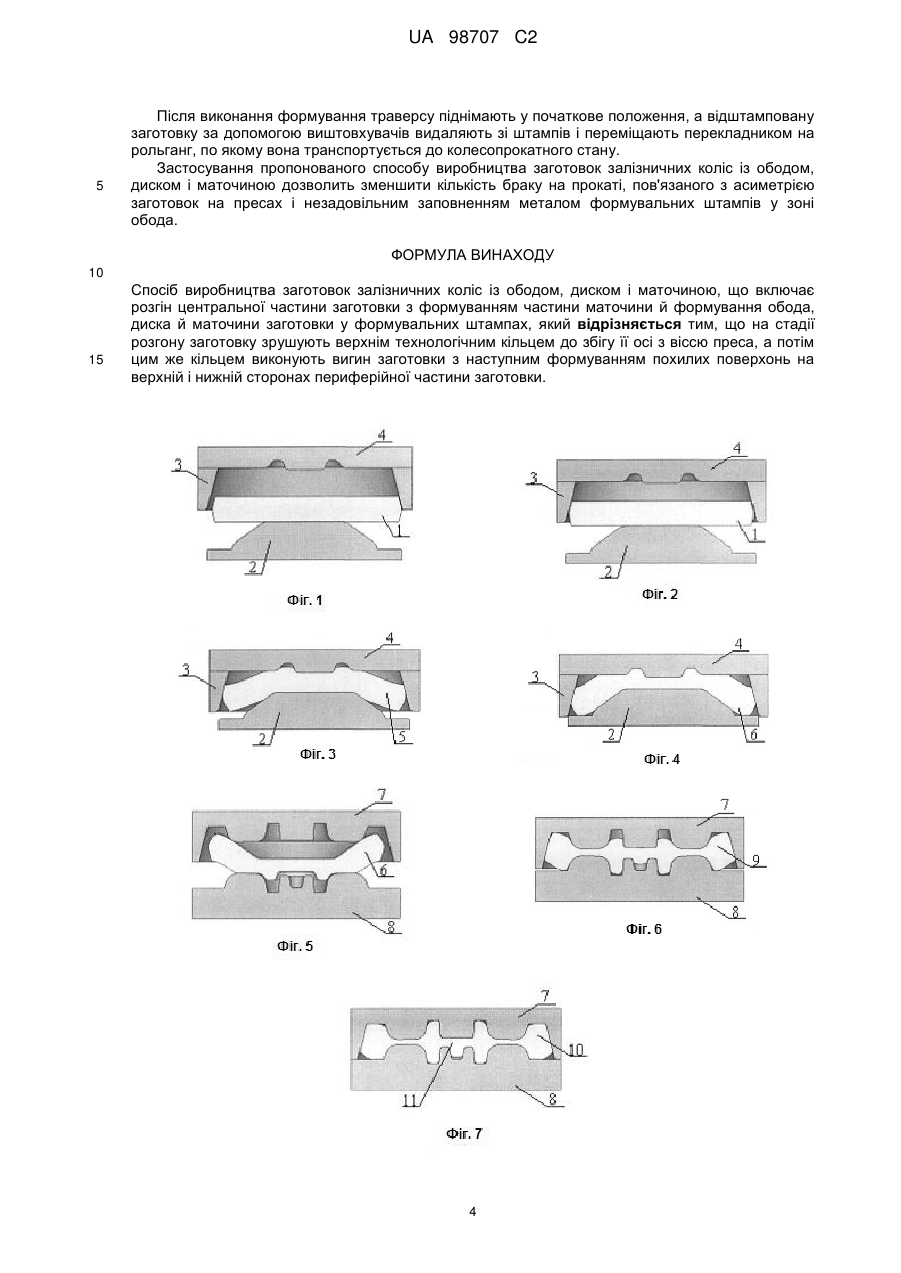
Спосіб виробництва заготовок залізничних коліс із ободом, диском і маточиною, що включає розгін центральної частини заготовки з формуванням частини маточини й формування обода, диска й маточини заготовки у формувальних штампах, який відрізняється тим, що на стадії розгону заготовку зрушують верхнім технологічним кільцем до збігу її осі з віссю преса, а потім цим же кільцем виконують вигин заготовки з наступним формуванням похилих поверхонь на верхній і нижній сторонах периферійної частини заготовки.
Текст
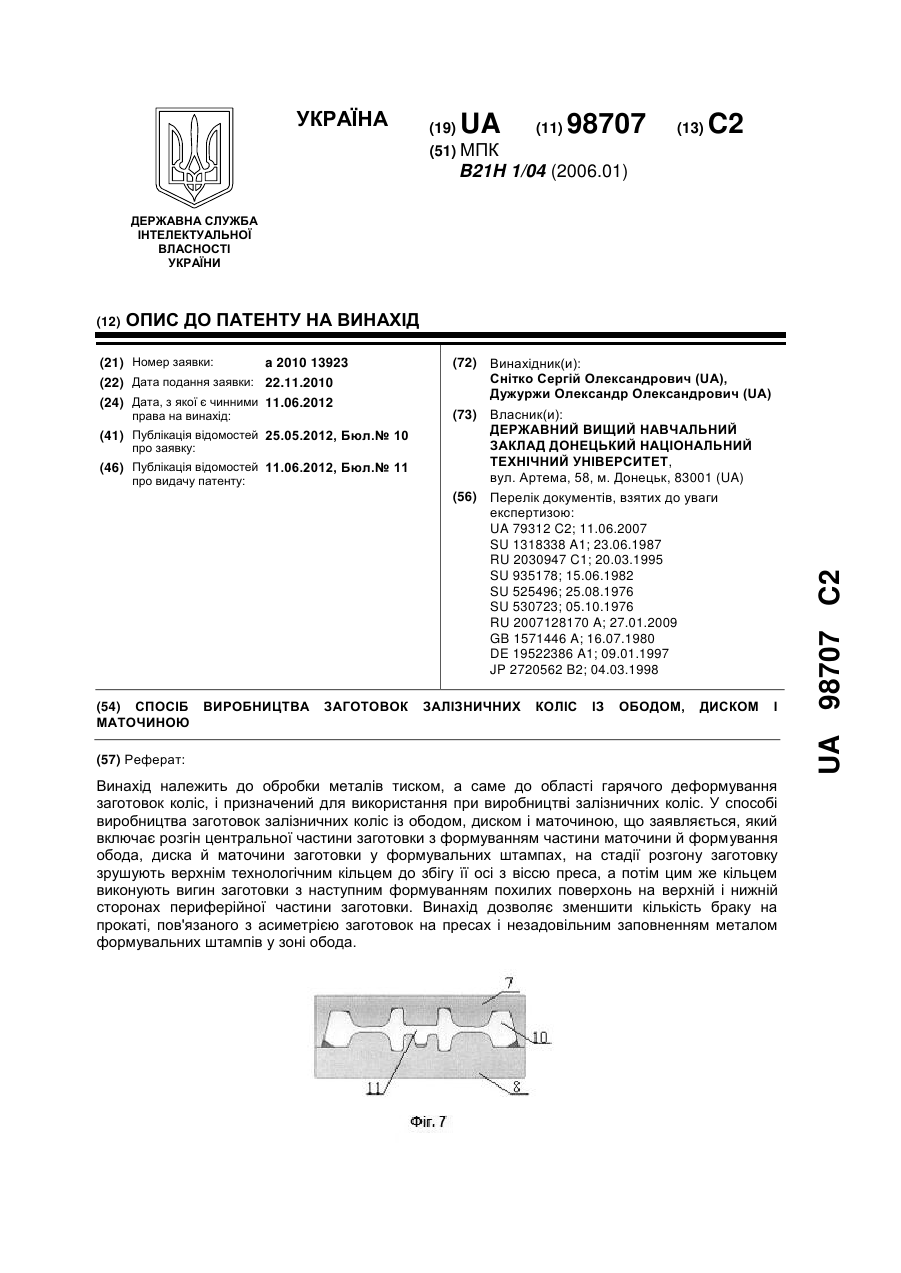
Реферат: Винахід належить до обробки металів тиском, а саме до області гарячого деформування заготовок коліс, і призначений для використання при виробництві залізничних коліс. У способі виробництва заготовок залізничних коліс із ободом, диском і маточиною, що заявляється, який включає розгін центральної частини заготовки з формуванням частини маточини й формування обода, диска й маточини заготовки у формувальних штампах, на стадії розгону заготовку зрушують верхнім технологічним кільцем до збігу її осі з віссю преса, а потім цим же кільцем виконують вигин заготовки з наступним формуванням похилих поверхонь на верхній і нижній сторонах периферійної частини заготовки. Винахід дозволяє зменшити кількість браку на прокаті, пов'язаного з асиметрією заготовок на пресах і незадовільним заповненням металом формувальних штампів у зоні обода. UA 98707 C2 (12) UA 98707 C2 UA 98707 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до обробки металів тиском, а саме до області гарячого деформування заготовок коліс, і призначений для використання при виробництві залізничних коліс. Відомий спосіб виробництва заготовок залізничних коліс із ободом, диском і маточиною [Пат. 86093 Україна, МПК8 В21Н 1/00. Опубл. 25.03.2009.], що включає центрування заготовки в нижньому технологічному кільці, розгін центральної частини заготовки конусною плитою й штампування колісної заготовки у формувальних штампах. Недоліком способу є те, що використовувана для формування в штампах заготовка має однакову висоту в зоні обода й прилеглої до нього частини диска. Це приводить до того, що периферійна порожнина формувальних штампів заповнюється металом не повністю, і заготовки мають верхній торець обода у вигляді купола з нестабільними розмірами по периметру, обумовленими неточним центруванням заготовок щодо інструмента деформації, як на етапі розгону, так і перед формуванням у штампах. Внаслідок цього співвідношення об'ємів металу в ободі із зовнішньої й внутрішньої сторін заготовки колеса будуть уже не такими, як у розрахованих калібровці й режимі обтисків заготовки у валках колесопрокатного стана. Тому прокатка таких заготовок характеризується перетіканням металу з однієї частини профілю в іншу. Крім того, нерівномірність ширини обода заготовки, що надходить до стана, є причиною пробуксовок приводних похилих валків і нерівномірного розширення металу по периметру заготовки на початковій стадії прокатки. Усе це приводить до збільшення циклу прокатки, сприяє появі дефектів на ободі й гребені й викликає надмірний ексцентриситет обода щодо маточини колеса. Найбільш близьким по технічній суті є вибраний як прототип спосіб виробництва заготовок залізничних коліс із ободом, диском і маточиною [Пат. 79312 Україна, МПК7 В21K 1/28, В21J 1/00, В21Н 1/00. Опубл. 11.06.2007.], що включає попередню осадку заготовки з одночасним або наступним розгоном металу з її центральної частини в периферійну й остаточне штампування колісної заготовки у формувальних штампах. Суть способу полягає в тому, що в процесі розгону на одній зі сторін заготовки виконують формування частини обода, що складає за об'ємом не менше 75,0 % від об'єму відповідної частини обода у відштампованій колісній заготовці, а в процесі штампування формувальним кільцем зміщують заготовку в горизонтальній площині до суміщення осі заготовки з віссю штампів. Недолік відомого способу полягає в тому, що він не дозволяє усунути куполоподібність обода з наступної причини. Для центрування покладеної на нижній штамп заготовки верхнім формувальним кільцем її діаметр повинен бути достатньо великим, щоб забезпечувати можливість зсуву заготовки в горизонтальній площині перед початком штампування. Разом з тим контакт заготовки з формувальним кільцем у перший момент штампування є й негативним фактором, тому що це спричиняє швидке зростання поверхні контакту заготовки з формувальним кільцем, внаслідок чого сили тертя починають справляти суттєву протидію плину металу у верхню частину периферійної порожнини штампів ще до початку обтиску заготовки в зоні диска. Тому й у даному способі не вирішене завдання усунення браку прокатаних заготовок коліс, пов'язаного з поганим оформленням верхнього торця обода заготовок, що надходять до колесопрокатного стана після формування в штампах. До недоліків відомого технічного рішення також належить те, що практично неможливо створити умови, при яких перед операцією розгону буде мати місце точний збіг зовнішнього діаметра заготовки після осадки у верхньому технологічному кільці із внутрішнім діаметром нижнього технологічного кільця, встановленого, як правило, на іншому пресі. Проблематичність створення таких умов у кожному робочому циклі обумовлена, насамперед, коливаннями внутрішніх діаметрів використовуваних технологічних кілець, які, як відомо, у процесі роботи зазнають пружні, а, іноді, і пружно-пластичні деформації різної величини залежно від неминучих коливань технологічних факторів, таких як маса вихідних заготовок, ступінь розігріву кілець, умови їх охолодження й змащення. Таким чином, укладена в нижнє технологічне кільце заготовка після попередньої осадки завжди більше або, що частіше, менше його внутрішнього діаметра. Наступний розгін металу призведе до одержання асиметричної заготовки, оскільки виконане на цьому етапі центрування нижнього технологічного кільця по осі преса не забезпечує центрування заготовки, що знаходиться в ній, щодо даного кільця. При використанні по даному способу двох операцій осадки й розганяльного пуансона замість верхньої фасонної плити необхідність центрування заготовки після попередньої осадки в нижньому технологічному кільці зникає. Однак, це також приводить до одержання асиметричних заготовок після розгону. Асиметрія в цьому випадку пов'язана з недосконалістю самого способу розгонки, у якому передбачено використання поворотного пристрою, що подає пуансон під верхню обтискну плиту преса після операції другої осадки. Практика показала, що при такому способі розгону точна подача пуансона на вісь преса в кожному робочому циклі 1 UA 98707 C2 5 10 15 20 25 30 35 40 45 50 55 60 практично не досяжна. Саме тому заготовки після розгону поворотним пуансоном мають нестабільні від штампування до штампування розміри. В остаточному підсумку, асиметричність заготовок після операції розгону неминуче веде до одержання асиметрії у відштампованих з них заготовках з ободом, диском і маточиною. Причому операція формування цю асиметрію не усуває, а в ряді випадків - збільшує, навіть при забезпеченні точного центрування заготовок щодо формувальних штампів. До загальних ознак прототипу й способу виробництва заготовок залізничних коліс із ободом, диском і маточиною, що заявляється, відносяться: 1) розгін центральної частини заготовки з формуванням частини маточини; 3) формування обода, диска й маточини заготовки у формувальних штампах. В основу винаходу поставлена задача вдосконалення способу виробництва заготовок залізничних коліс із ободом, диском і маточиною, в якому шляхом зсуву заготовки технологічним кільцем, її вигину з наступним формуванням похилих поверхонь на верхній і нижній сторонах периферійної частини заготовки на стадії розгону досягається підвищення стабільності розмірів заготовок після формування в штампах і усунення куполоподібності ободу із зовнішньої сторони колеса за рахунок забезпечення точності центрування заготовок при розгоні й реалізації примусового плину металу в кути периферійної порожнини формувальних штампів. Це дозволить зменшити допуски на штампування й прокатку заготовок, зменшити кількість браку на прокаті, і, як наслідок, знизити металоємність виробництва штамповано-катаних коліс. Поставлена задача вирішується за рахунок того, що в способі виробництва заготовок залізничних коліс із ободом, диском і маточиною, що включає розгін центральної частини заготовки з формуванням частини маточини й формування обода, диска й маточини заготовки у формувальних штампах, згідно до винаходу, на стадії розгону заготовку зрушують верхнім технологічним кільцем до збігу її осі з віссю преса, а потім цим же кільцем виконують вигин заготовки з наступним формуванням похилих поверхонь на верхній і нижній сторонах периферійної частини заготовки. На фіг. 1-7 показані схеми деформування заготовок за пропонованим способом: фіг. 1 - початковий етап зрушення заготовки верхнім технологічним кільцем; фіг. 2 - заключний момент центрування заготовки верхнім технологічним кільцем; фіг. 3 - проміжний етап розгону, що характеризується згинанням заготовки й плином металу з її центральної частини в периферійну; фіг. 4 - заключний етап розгону, що характеризується формуванням похилих поверхонь на верхній і нижній сторонах периферійної частини заготовки; фіг. 5 - початковий момент формування заготовки з ободом диском і маточиною у формувальних штампах; фіг. 6 - проміжний етап формування, що характеризується осьовим обтиском заготовки в зоні обода; фіг. 7 - заключний момент формування заготовки з ободом диском і маточиною у формувальних штампах. На кресл. прийняті позначення: 1 - заготовка; 2 - нижня конусна плита; 3 - верхнє технологічне кільце; 4 - верхня фасонна плита; 5 - заготовка на проміжній стадії розгону; 6 заготовка після розгону; 7 - верхній формувальний штамп; 8 - нижній формувальний штамп; 9 заготовка на проміжній стадії формування в штампах; 10 - заготовка колеса з ободом, диском і маточиною після формування в штампах; 11 - витиснення маточини. Реалізація пропонованого способу полягає в наступному. Заготовку 1, отриману вільною осадкою у технологічному кільці або іншим способом, нагріту до температури гарячої пластичної деформації, подають на нижню конусну плиту 2 преса. На наступному етапі виконують опускання траверси до зіткнення якої-небудь частини бічної поверхні заготовки 1 з технологічним кільцем 3. Потім, у процесі опускання траверси преса, заготовку 1, довільно покладену на нижню плиту 2, зрушують верхнім технологічним кільцем 3 до збігу осі заготовки з віссю преса (інструмента деформації преса). Після суміщення осей заготовки 1 і преса й утворення контакту технологічного кільця з усією бічною поверхнею заготовки (фіг. 2) виконують її вигин з наступним плином металу із центральної частини заготовки 5 у периферійну (фіг. 3) і формуванням похилих поверхонь на верхній і нижній сторонах периферійної частини заготовки 6 (фіг. 4). Реалізацією зрушення заготовки технологічним кільцем забезпечують точне центрування заготовки на етапі розгону й, як наслідок, рівномірне виконання елементів профілю заготовки по периметру. У такий спосіб виключають одержання асиметричних заготовок коліс при розгоні. Виконання при розгоні вигину заготовки з наступним формуванням похилих поверхонь на верхній і нижній сторонах периферійної частини заготовки досягають на етапі формування 2 UA 98707 C2 5 10 15 20 25 30 35 40 45 50 55 60 реалізації процесу змушеного плину металу в кути формувальних штампів у зоні обода. Рекомендований кут нахилу утворених поверхонь у периферійній частині заготовки до горизонталі, з точки зору уникнення штампувальних дефектів, становить 25-45°. Ця рекомендація стосується і до верхньої, і до нижньої сторін заготовки. Доцільно, але не обов'язково, на етапі розгону виконувати формування частини маточини з верхньої сторони заготовки, як це показано на фіг. 3 і фіг. 4. Це дозволяє вже на етапі формування виконувати точне центрування заготовки 6 у нижньому штампі по конічній зовнішній поверхні попередньо підготовленої маточини (фіг. 5). Якщо при розгонці відсутнє формування частини маточини, то замість верхньої фасонної плити 4 (фіг. 1-4) використовують обтискну плиту. Після виконання операції розгону отриману заготовку 6 кантують на 180° і передають для наступного формування заготовки 10 з ободом, диском і маточиною у формувальних штампах 7 і 8. При цьому на проміжній стадії формування за пропонованим способом створюються умови заповнення периферійної порожнини штампів, при яких має місце осьове обтиснення заготовки в зоні обода (фіг. 6) при припустимій на більшості формувальних пресів силі штампування (до 90 МН). Ці умови реалізуються за рахунок подачі у формувальні штампи заготовки 6 з похилими поверхнями на верхній і нижній сторонах її периферійної частини, профіль якої зігнуто у напрямку верхнього штампа 7. При цьому має місце захід металу в периферійну порожнину верхнього штампа 7 ще до початку обтиску заготовки 6. Крім того, з боку нижнього штампа 8 створюється підпір периферійної частини заготовки, що сприяє плину металу в глухі кути вищевказаної порожнини верхнього штампа протягом усього процесу формування. Така схема деформування дозволяє домогтися гарантованого заповнення металом усіх кутів периферійної порожнини формувальних штампів з утворенням плоских торцевих поверхонь обода (фіг. 7). У процесі формування в заготовці крім обода диска й маточини також формують витиснення 11 маточини, яке видаляють після прокатки й вигину диска заготовки. Формування витиснення і його видалення за пропонованим способом може також виконуватися до розгону, наприкінці розгону або наприкінці операції формування заготовки в штампах. Приклад. Реалізацію пропонованого способу виробництва заготовок залізничних коліс із ободом, диском і маточиною, покажемо на прикладі виготовлення заготовок 0830 мм для чорнових коліс із плоскоконічним диском 0957 мм на пресопрокатних лініях ВАТ "Інтерпайп НТЗ" і ВАТ "Виксунський металургійний завод". Склад основного технологічного обладнання даних ліній і застосовувана технологія деформування заготовок ідентичні. Колеса 0957 мм складають основу проектних сортаментів указаних вище пресопрокатних ліній. Вихідні заготовки масою 485 кг, отримані шляхом різання злитка діаметром 500 мм, нагрівають у кільцевій печі до температури 1220-1260 °C. Видалення окалини з торцевих поверхонь заготовок здійснюють у камері гідрозбиву окалини. Вільну осадку заготовок до висоти ~ 120-122 мм проводять обтискними плитами на пресі силою 20 МН. Перед заготовочним пресом силою 50 МН заготовку кантують на 180°. Після подачі заготовки на нижню конусну плиту преса виконують опускання траверси до зіткнення верхнього технологічного кільця із заготовкою. Діаметр технологічного кільця в його основі прийнятий рівним 0762 мм, величина технологічного уклону кільця - 14°. Спочатку зіткнення технологічного кільця із заготовкою відбувається не по всій її бічній поверхні, тому що має місце децентрування при довільному укладанні заготовки на нижню плиту. Потім, у процесі опускання траверси, виконують зсув заготовки технологічним кільцем до збігу осі заготовки з віссю преса. Після виконання точного центрування заготовки, подальшим опусканням траверси виконують вигин заготовки з наступним формуванням похилих поверхонь на верхній і нижній сторонах периферійної її частини. Висота заготовки після розгону в області витиснення маточини становить 61 мм. Кут, утворений похилою поверхнею на нижній стороні периферійної частини заготовки з горизонталлю, рівний 28°. У процесі розгону виконують формування частини маточини з верхньої сторони заготовки. Висота заготовки в зоні маточини дорівнює 105 мм. Після операції розгону заготовку кантують на 180° і подають на нижній штамп формувального преса силою 100 МН, де її центрують у нижньому штампі по зовнішній конічній поверхні попередньо сформованої маточини. Потім опусканням траверси виконують формування заготовки з ободом диском і маточиною. Геометричні параметри формувальних штампів, використовувані для деформування заготовок по пропонованому способу, відповідають використовуваній на пресопрокатних лініях ВАТ "Інтерпайп - НТЗ" і ВАТ "Виксунський металургійний завод" калібровці інструмента деформації формувального преса. Так, після операції формування, висота заготовки в зоні маточини дорівнює 210 мм, середня товщина диска - 25 мм, висота заготовки в зоні обода - 176 мм. 3 UA 98707 C2 5 Після виконання формування траверсу піднімають у початкове положення, а відштамповану заготовку за допомогою виштовхувачів видаляють зі штампів і переміщають перекладником на рольганг, по якому вона транспортується до колесопрокатного стану. Застосування пропонованого способу виробництва заготовок залізничних коліс із ободом, диском і маточиною дозволить зменшити кількість браку на прокаті, пов'язаного з асиметрією заготовок на пресах і незадовільним заповненням металом формувальних штампів у зоні обода. ФОРМУЛА ВИНАХОДУ 10 15 Спосіб виробництва заготовок залізничних коліс із ободом, диском і маточиною, що включає розгін центральної частини заготовки з формуванням частини маточини й формування обода, диска й маточини заготовки у формувальних штампах, який відрізняється тим, що на стадії розгону заготовку зрушують верхнім технологічним кільцем до збігу її осі з віссю преса, а потім цим же кільцем виконують вигин заготовки з наступним формуванням похилих поверхонь на верхній і нижній сторонах периферійної частини заготовки. 4 UA 98707 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of billets of railway wheels with rim, disc and hub
Автори англійськоюSnitko Serhii Oleksandrovych, Duzhurzhy Oleksandr Oleksandrovych
Назва патенту російськоюСпособ производства заготовок железнодорожных колес с ободом, диском и ступицей
Автори російськоюСнитко Сергей Александрович, Дужуржи Александр Александрович
МПК / Мітки
МПК: B21H 1/04
Мітки: виробництва, заготовок, диском, спосіб, залізничних, маточиною, коліс, ободом
Код посилання
<a href="https://ua.patents.su/7-98707-sposib-virobnictva-zagotovok-zaliznichnikh-kolis-iz-obodom-diskom-i-matochinoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва заготовок залізничних коліс із ободом, диском і маточиною</a>
Спосіб виготовлення колісних заготовок з ободом, диском і маточиною
Номер патенту: 86093
Опубліковано: 25.03.2009
Автори: Яковченко Олександр Васильович, Снітко Сергій Олександрович
МПК: B21H 1/00
Мітки: ободом, диском, спосіб, колісних, заготовок, маточиною, виготовлення
Формула / Реферат:
Спосіб виготовлення колісних заготовок з ободом, диском і маточиною, що включає центрування заготовки в нижньому технологічному кільці, розгін центральної частини заготовки конусною плитою і штампування колісної заготовки у формувальних штампах, який відрізняється тим, що при розгоні центральної частини заготовки виключають осадку її периферійної частини за рахунок неповного впровадження конусної плити на глибину
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку
Номер патенту: 60522
Опубліковано: 15.10.2003
Автори: Яковченко Олександр Васильович, Снітко Сергій Олександрович
МПК: B21H 1/00
Мітки: чорнових, колісних, спосіб, одному, рівчаку, коліс, штампування, залізничних, заготовок
Формула / Реферат:
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку, що включає осадку заготовки, формування обода, диска, маточини і витиснення, з наступним його видаленням, який відрізняється тим, що після формування витиснення й утворення при цьому круглого циліндричного заглиблення, додатково здійснюють обтиснення диска, направляючи зміщений метал в утворене заглиблення, а потім - у витиснення.
Спосіб виробництва чорнових залізничних коліс
Номер патенту: 63472
Опубліковано: 15.01.2004
Автори: Яковченко Олександр Васильович, Луговой Олександр Вікторович
МПК: B21H 1/00
Мітки: спосіб, залізничних, виробництва, коліс, чорнових
Формула / Реферат:
Спосіб виробництва чорнових залізничних коліс, який включає осадження попередньо нагрітого металу, штампування колісних заготівок та їхню прокатку, який відрізняється тим, що в процесі прокатки виключають перетікання металу з обода колісної заготівки у диск чорнового колеса шляхом нормування сумарного осьового обтиснення диска колісної заготівки похилими валками, виходячи...
Спосіб прокатки чорнових залізничних коліс
Номер патенту: 67603
Опубліковано: 15.06.2004
Автори: Яковченко Олександр Васильович, Новиков Денис Миколайович
МПК: B21H 1/00
Мітки: прокатки, коліс, чорнових, залізничних, спосіб
Формула / Реферат:
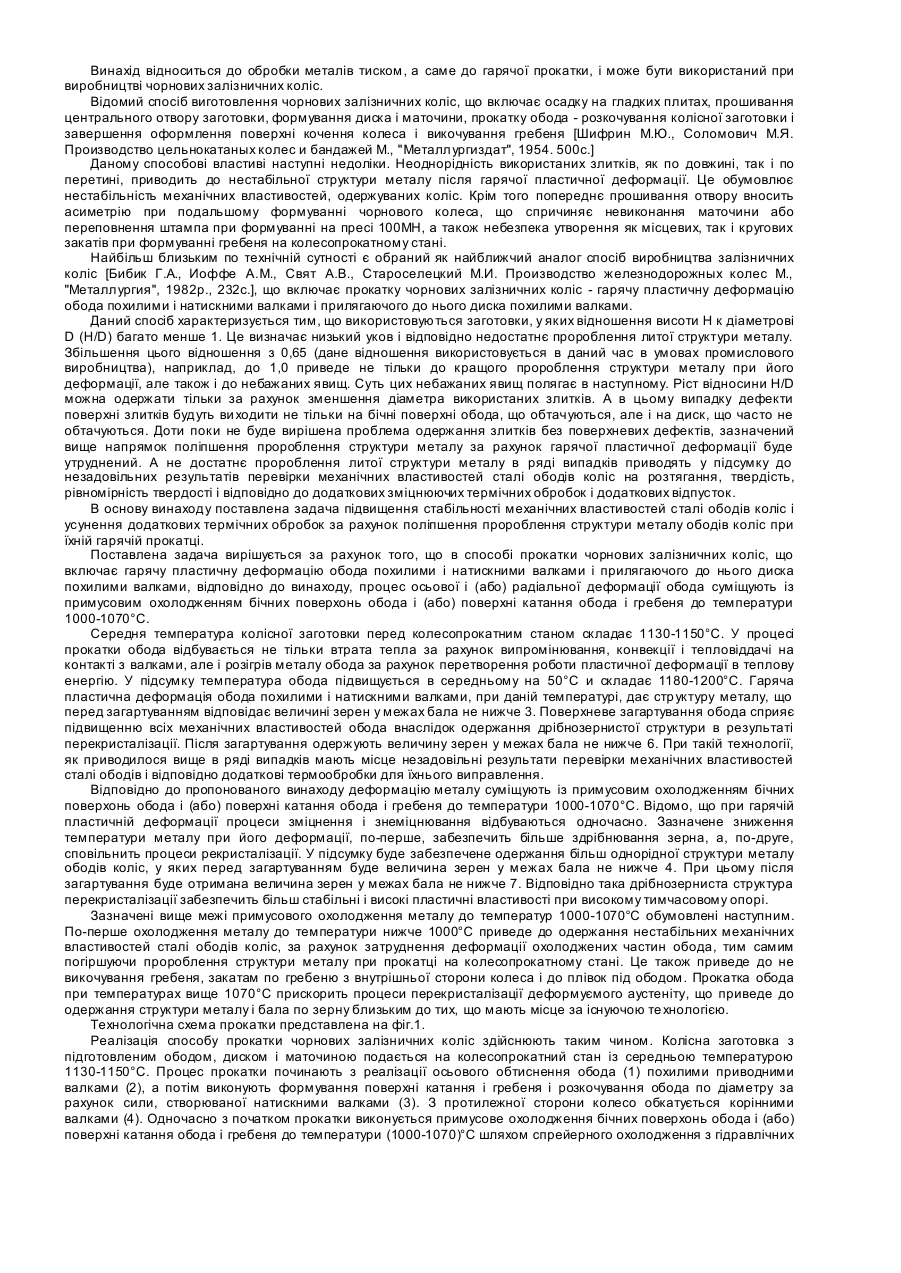
Спосіб прокатки чорнових залізничних коліс, що включає гарячу пластичну деформацію обода похилими і натискними валками і прилеглого до нього диска - похилими валками, який відрізняється тим, що процес осьової і/або радіальної деформації обода суміщають із примусовим охолодженням бічних поверхонь обода і/або поверхні кочення обода і гребеня до температури 1000 – 1070 °С.
Спосіб гарячого об’ємного штампування повнопрофільних заготовок коліс для рейкового транспорту
Номер патенту: 95031
Опубліковано: 25.06.2011
Автори: Новохатній Володимир Акимович, Ганжа Миколай Іванович, Чухліб Віталій Леонидович, Шрамко Олександр Вікторович, Пройдак Юрій Сергійович, Данченко Валентин Миколайович, Ашкелянець Антон Володимирович, Кішинський Андрій Євгенович, Рослік Олександр Вадимович, Назаренко Миколай Васильович
МПК: B21J 5/02, B21H 1/04, B21K 1/00
Мітки: транспорту, спосіб, штампування, повнопрофільних, заготовок, коліс, рейкового, гарячого, об`ємного
Формула / Реферат:
Спосіб гарячого об'ємного штампування повнопрофільних заготовок коліс для рейкового транспорту, що включає осадку вихідної заготовки, разгонку її центральної зони пуансоном і формування в штампах з відношенням: (Dшт/DK) ≥ 0,8 і (Dзаг/Dшт) ≥ 1, де Dшт - діаметр формувального штампа; DK - діаметр кільця формувального штампа; Dзаг - діаметр заготовки,який...
Попередній патент: Вертикально-осьовий вітряк
Наступний патент: Пристрій для розширення втулки та спосіб кування заготовки втулки
Випадковий патент: Спосіб нанесення чорнила на папір із сопел друкуючої головки принтера і пристрій для його здійснення