Спосіб виготовлення гвинтової заготовки
Номер патенту: 70379
Опубліковано: 11.06.2012
Автори: Олендер Володимир Михайлович, Васильків Василь Васильович, Радик Дмитро Леонидович
Формула / Реферат
Спосіб виготовлення гвинтової заготовки, що включає вирізування із листового прокату багатовиткової стрічкової спіралі з наступним формуванням гвинтової спіралі та калібруванням її на крок, який відрізняється тим, формування гвинтової спіралі здійснюють шляхом згинання на ребро багатовиткової стрічкової спіралі на роликовій профілезгинальній машині з одночасним калібруванням її на крок.
Текст
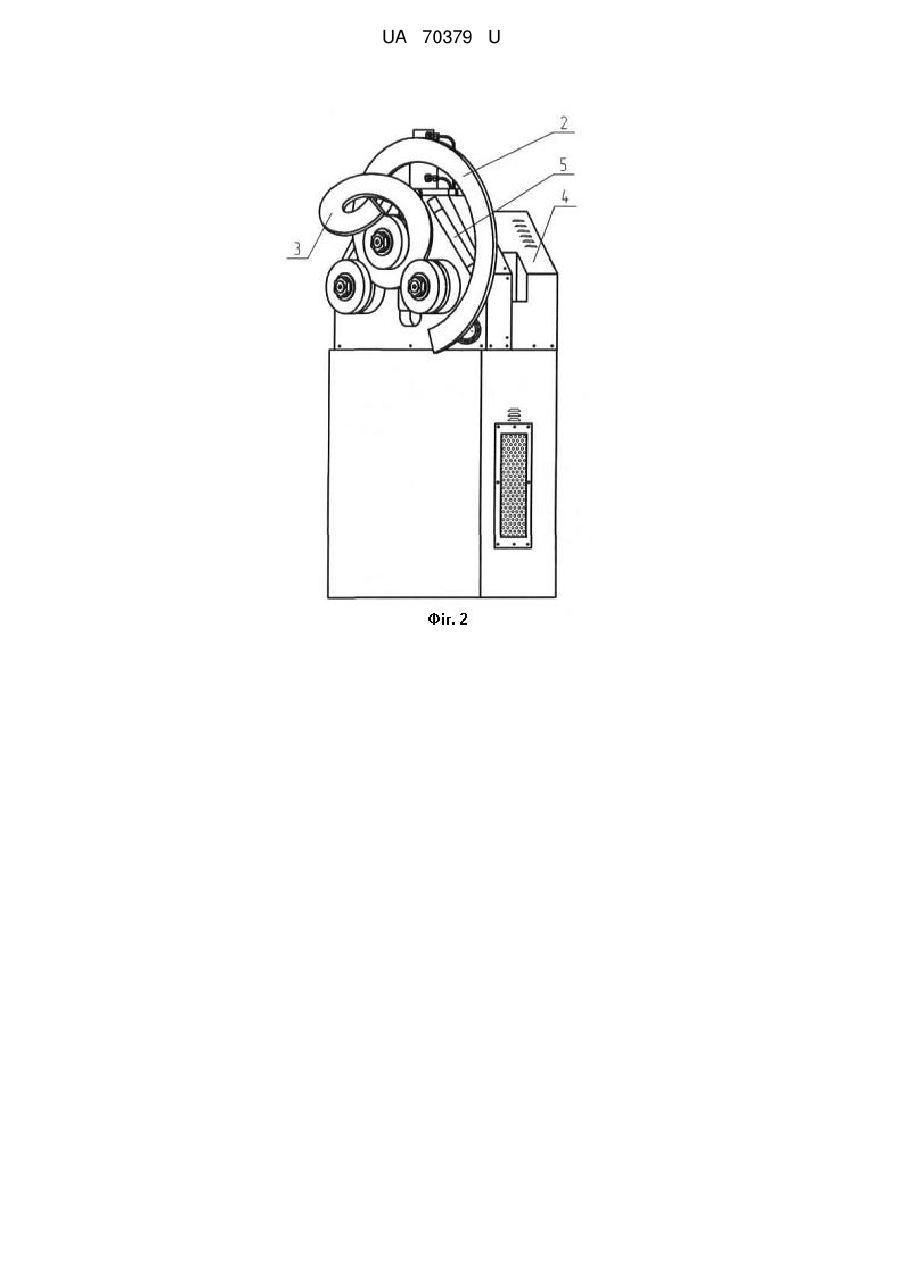
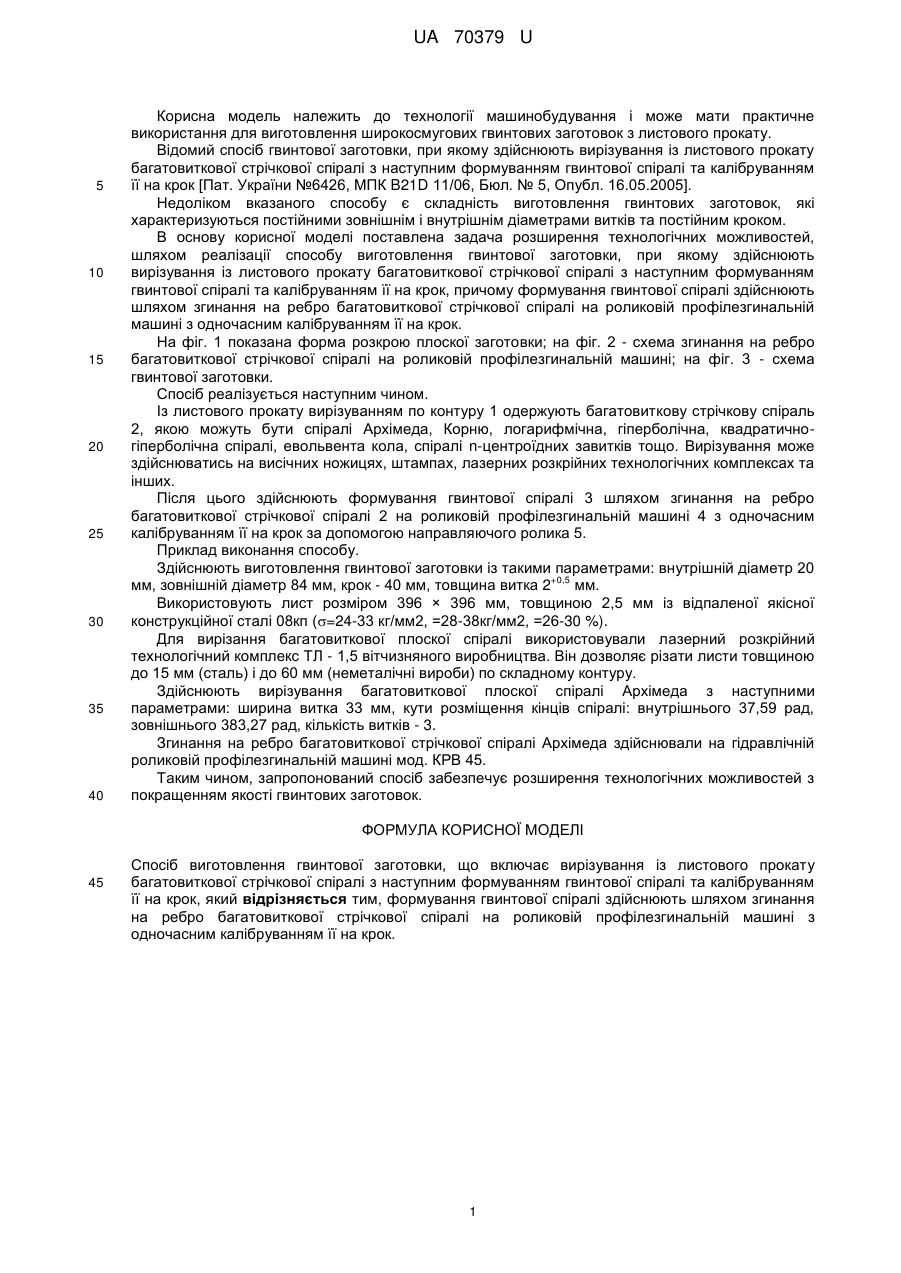
Реферат: UA 70379 U UA 70379 U 5 10 15 20 25 30 35 40 Корисна модель належить до технології машинобудування і може мати практичне використання для виготовлення широкосмугових гвинтових заготовок з листового прокату. Відомий спосіб гвинтової заготовки, при якому здійснюють вирізування із листового прокату багатовиткової стрічкової спіралі з наступним формуванням гвинтової спіралі та калібруванням її на крок [Пат. України №6426, МПК B21D 11/06, Бюл. № 5, Опубл. 16.05.2005]. Недоліком вказаного способу є складність виготовлення гвинтових заготовок, які характеризуються постійними зовнішнім і внутрішнім діаметрами витків та постійним кроком. В основу корисної моделі поставлена задача розширення технологічних можливостей, шляхом реалізації способу виготовлення гвинтової заготовки, при якому здійснюють вирізування із листового прокату багатовиткової стрічкової спіралі з наступним формуванням гвинтової спіралі та калібруванням її на крок, причому формування гвинтової спіралі здійснюють шляхом згинання на ребро багатовиткової стрічкової спіралі на роликовій профілезгинальній машині з одночасним калібруванням її на крок. На фіг. 1 показана форма розкрою плоскої заготовки; на фіг. 2 - схема згинання на ребро багатовиткової стрічкової спіралі на роликовій профілезгинальній машині; на фіг. 3 - схема гвинтової заготовки. Спосіб реалізується наступним чином. Із листового прокату вирізуванням по контуру 1 одержують багатовиткову стрічкову спіраль 2, якою можуть бути спіралі Архімеда, Корню, логарифмічна, гіперболічна, квадратичногіперболічна спіралі, евольвента кола, спіралі n-центроїдних завитків тощо. Вирізування може здійснюватись на висічних ножицях, штампах, лазерних розкрійних технологічних комплексах та інших. Після цього здійснюють формування гвинтової спіралі 3 шляхом згинання на ребро багатовиткової стрічкової спіралі 2 на роликовій профілезгинальній машині 4 з одночасним калібруванням її на крок за допомогою направляючого ролика 5. Приклад виконання способу. Здійснюють виготовлення гвинтової заготовки із такими параметрами: внутрішній діаметр 20 +0,5 мм, зовнішній діаметр 84 мм, крок - 40 мм, товщина витка 2 мм. Використовують лист розміром 396 × 396 мм, товщиною 2,5 мм із відпаленої якісної конструкційної сталі 08кп (=24-33 кг/мм2, =28-38кг/мм2, =26-30 %). Для вирізання багатовиткової плоскої спіралі використовували лазерний розкрійний технологічний комплекс ТЛ - 1,5 вітчизняного виробництва. Він дозволяє різати листи товщиною до 15 мм (сталь) і до 60 мм (неметалічні вироби) по складному контуру. Здійснюють вирізування багатовиткової плоскої спіралі Архімеда з наступними параметрами: ширина витка 33 мм, кути розміщення кінців спіралі: внутрішнього 37,59 рад, зовнішнього 383,27 рад, кількість витків - 3. Згинання на ребро багатовиткової стрічкової спіралі Архімеда здійснювали на гідравлічній роликовій профілезгинальній машині мод. КРВ 45. Таким чином, запропонований спосіб забезпечує розширення технологічних можливостей з покращенням якості гвинтових заготовок. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 Спосіб виготовлення гвинтової заготовки, що включає вирізування із листового прокату багатовиткової стрічкової спіралі з наступним формуванням гвинтової спіралі та калібруванням її на крок, який відрізняється тим, формування гвинтової спіралі здійснюють шляхом згинання на ребро багатовиткової стрічкової спіралі на роликовій профілезгинальній машині з одночасним калібруванням її на крок. 1 UA 70379 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing screw blank
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych, Olender Volodymyr Mykhailovych
Назва патенту російськоюСпособ изготовления винтовой заготовки
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович, Олендер Владимир Михайлович
МПК / Мітки
МПК: B21D 11/06
Мітки: спосіб, заготовки, виготовлення, гвинтової
Код посилання
<a href="https://ua.patents.su/4-70379-sposib-vigotovlennya-gvintovo-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гвинтової заготовки</a>
Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 50637
Опубліковано: 25.06.2010
Автори: Босюк Павло Володимирович, Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: прокату, гвинтових, листового, виготовлення, спосіб, заготовок
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок у вигляді багатовиткової плоскої спіралі з наступним формуванням гвинтової спіралі і калібруванням її на крок, який відрізняється тим, що формування гвинтової спіралі здійснюють шляхом навивання на ребро на оправу з багатовиткової стрічкової спіралі.
Спосіб виготовлення гвинтових заготовок

Номер патенту: 56791
Опубліковано: 25.01.2011
Автори: Васильків Василь Васильович, Бобрик Віталй Володимирович
МПК: B21D 11/06
Мітки: спосіб, виготовлення, гвинтових, заготовок
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок, при якому здійснюють вирізування із листового прокату плоскої заготовки у вигляді багатовиткової стрічкової спіралі з наступним формуванням гвинтової спіралі і калібруванням її на крок, який відрізняється тим, що формування гвинтової спіралі здійснюють шляхом асиметричного обтискування багатовиткової стрічкової спіралі по її ширині за допомогою валків, які утворюють між собою клиноподібну щілину.
Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 50091
Опубліковано: 25.05.2010
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович, Босюк Павло Володимирович
МПК: B21D 11/06
Мітки: спосіб, виготовлення, листового, прокату, гвинтових, заготовок
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату заготовки у вигляді плоскої багатовиткової стрічкової спіралі з наступним формуванням витків гвинтової заготовки і розтягування на крок, який відрізняється тим, що плоску багатовиткову стрічкову спіраль вирізують з профілем у вигляді кільцевих сегментів, з'єднаних по торцях перетинками, а формування витків гвинтової заготовки...
Спосіб калібрування гвинтової заготовки на крок
Номер патенту: 44545
Опубліковано: 12.10.2009
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: заготовки, гвинтової, калібрування, спосіб, крок
Формула / Реферат:
Спосіб калібрування гвинтової заготовки на крок, при якому гвинтовій заготовці надають обертового руху навколо її поздовжньої осі, а калібруючому інструменту - обертового руху навколо власної осі та поступального переміщення вздовж осі гвинтової заготовки, який відрізняється тим, що гвинтову заготовку розміщують ексцентрично на величину висоти її витка всередині калібруючого інструменту, який виконують у вигляді кільцевого диску і...
Спосіб виготовлення профільних гвинтових заготовок з листового прокату
Номер патенту: 44500
Опубліковано: 12.10.2009
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: листового, гвинтових, виготовлення, заготовок, профільних, прокату, спосіб
Формула / Реферат:
Спосіб виготовлення профільних гвинтових заготовок з листового прокату, при якому із листового прокату формують початкову заготовку, із якої вирізають профільну заготовку у вигляді багатовиткової стрічкової спіралі з наступним розтягуванням її на крок до утворення витків, який відрізняється тим, що початкову заготовку формують у вигляді еліптичної поверхні.
Попередній патент: Спосіб виготовлення секційних гвинтових заготовок
Наступний патент: Спосіб виготовлення секційних гвинтових заготовок
Випадковий патент: Заточувальний верстат