Спосіб виготовлення колісних заготовок з ободом, диском і маточиною
Номер патенту: 86093
Опубліковано: 25.03.2009
Автори: Снітко Сергій Олександрович, Яковченко Олександр Васильович
Формула / Реферат
Спосіб виготовлення колісних заготовок з ободом, диском і маточиною, що включає центрування заготовки в нижньому технологічному кільці, розгін центральної частини заготовки конусною плитою і штампування колісної заготовки у формувальних штампах, який відрізняється тим, що при розгоні центральної частини заготовки виключають осадку її периферійної частини за рахунок неповного впровадження конусної плити на глибину ![]() , рівну
, рівну
![]()
де:
![]() - задане для конкретного профілерозміру колеса значення діаметра, що визначає на завершальному етапі штампування положення нейтральної лінії в диску колісної заготовки, відносно якої має місце двосторонній плин металу в штампах, - в зону ободу і в зону маточини;
- задане для конкретного профілерозміру колеса значення діаметра, що визначає на завершальному етапі штампування положення нейтральної лінії в диску колісної заготовки, відносно якої має місце двосторонній плин металу в штампах, - в зону ободу і в зону маточини;
![]() - маса витиснення, маточини і прилеглої до неї частини диска до нейтральної лінії, відповідної діаметру
- маса витиснення, маточини і прилеглої до неї частини диска до нейтральної лінії, відповідної діаметру ![]() ;
;
![]() - висота периферійної частини заготовки після розгону;
- висота периферійної частини заготовки після розгону;
![]() - діаметр торця робочої поверхні конусної плити;
- діаметр торця робочої поверхні конусної плити;
![]() - щільність металу заготовки, нагрітої до температури гарячої пластичної деформації.
- щільність металу заготовки, нагрітої до температури гарячої пластичної деформації.
Текст
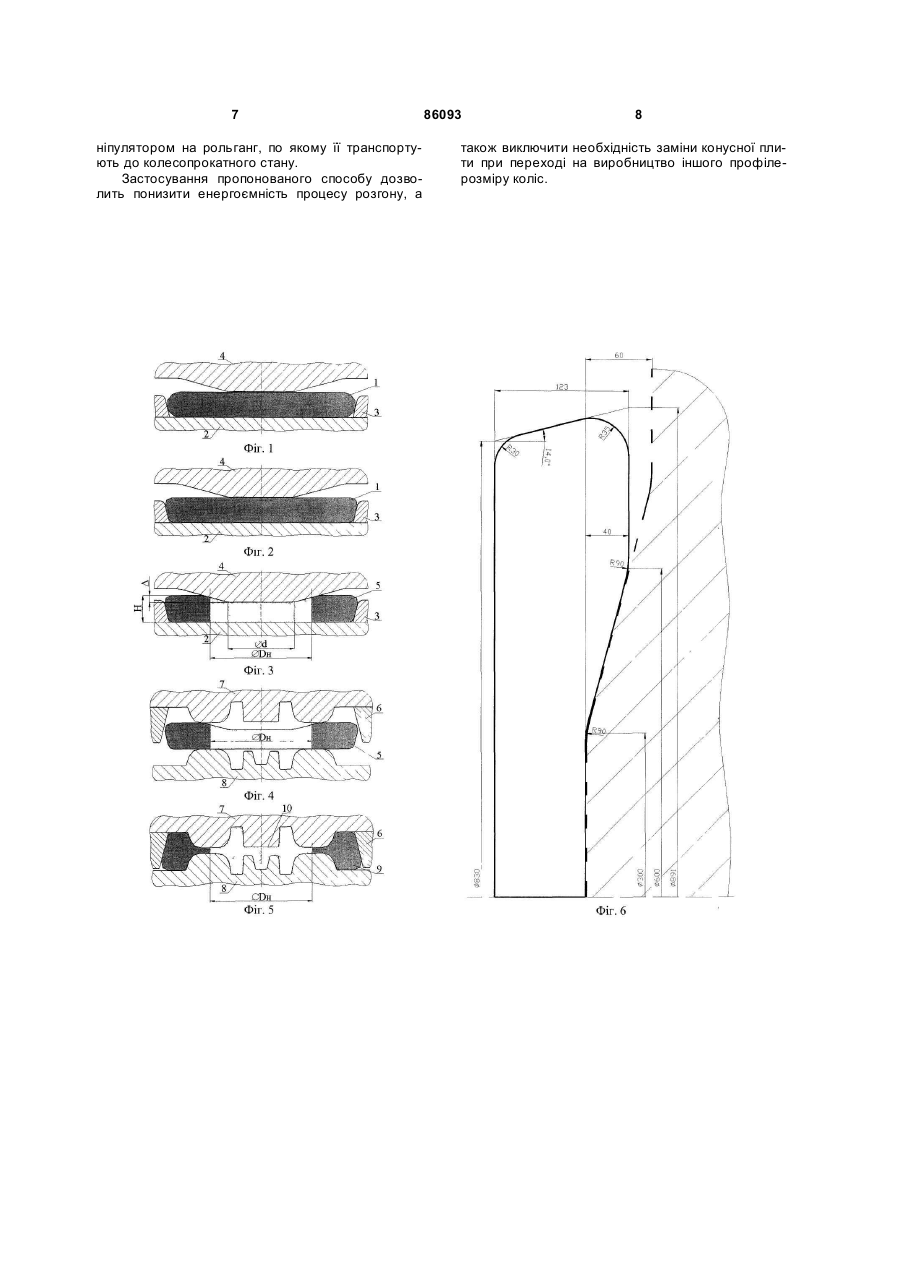
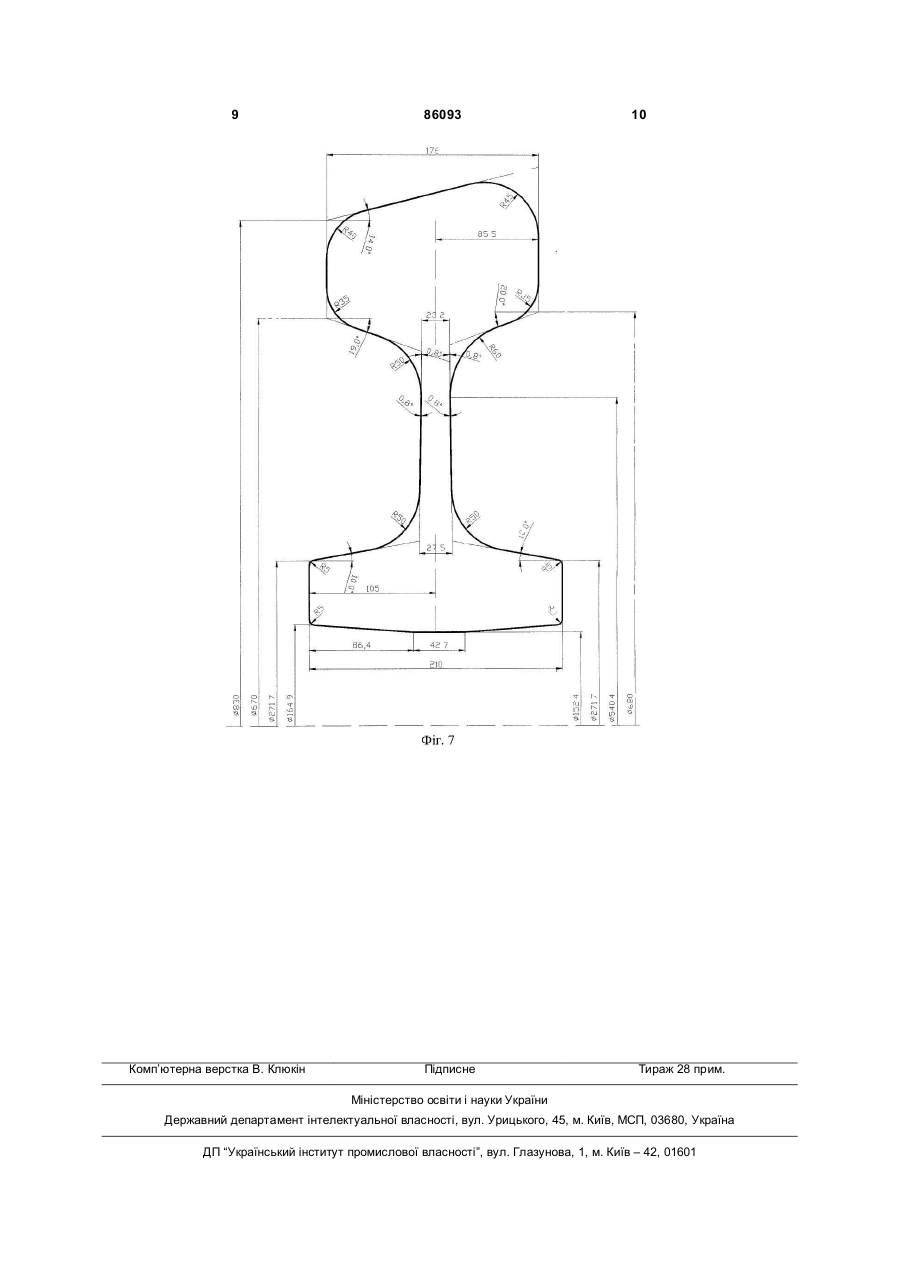
Спосіб виготовлення колісних заготовок з ободом, диском і маточиною, що включає центрування заготовки в нижньому технологічному кільці, розгін центральної частини заготовки конусною плитою і штампування колісної заготовки у формувальних штампах, який відрізняється тим, що при розгоні центральної частини заготовки виключають осадку її периферійної частини за рахунок 3 Найбільш близьким по технічній сутності є вибраний як прототип спосіб виготовлення колісних заготовок з ободом, диском і маточиною [Способ изготовления заготовок для цельнокатаных колес: А.с. СССР 525496, МПК2 В21Η1/04; опубл. 25.08.76, Бюл. №31], що включає попередню осадку заготовки, самоцентрівку заготовки в нижньому технологічному кільці, остаточну осадку заготовки, розгін центральної частини заготовки і штампування колісної заготовки у формувальних штампах. Суть способу полягає в тому, що остаточну осадку і розгін заготовки виконують одночасно, одним ходом преса. При цьому обтискається не тільки центральна частина заготовки, але і периферійна, а глибина розгону строго визначається висотою центрального виступу плити, який повністю впроваджують в заготовку. Даний виступ може мати різну конфігурацію, зокрема прямокутну і конусну. Недолік відомого способу полягає в тому, що він характеризується значними енерговитратами, оскільки одночасне виконання остаточної осадки і розгону заготовки вимагає докладання великої сили деформації (до 50МН), що підвищує енергоємність процесу. Крім того, виконуючи одночасно осадку і розгін заготовки за вищенаведеним способом, перехід на виробництво іншого профілерозміру коліс, який, зазвичай, пов'язаний із зміною глибини розгону, вимагатиме заміни конусної плити, а, отже, вимагатиме розширення парку інструменту деформації, а також більше часу на переналадку і настройку пресопрокатного обладнання. До загальних ознак прототипу і способу виготовлення колісних заготовок з ободом, диском і маточиною, що заявляється, відносяться: 1) розгін центральної частини заготовки; 2) штампування колісної заготовки у формувальних штампах. 3) самоцентрівка заготовки в нижньому технологічному кільці; В основу винаходу поставлена задача удосконалення способу виготовлення колісних заготовок з ободом, диском і маточиною, в якому шляхом виключення обтискання периферійної частини заготовки при розгоні і регламентації глибини впровадження конусної плити, досягають зменшення сили деформації, скорочення кількості переналадок інструменту деформації преса за рахунок управління розподілом об'єму металу заготовки між її елементами і виключення необхідності заміни конусної плити при переході на виробництво інших профі-лерозмірів коліс. Це дозволить понизити енергоємність процесу розгону, а також скоротити час підготовки обладнання при переході на виробництво іншого профілерозміру коліс. Поставлена задача вирішується за рахунок того, що в способі виготовлення колісних заготовок з ободом, диском і маточиною, що включає ^амокдентрів-ку заготовки в нижньому технологічному кільці, розгін центральної частини заготовки конусною плитою і штампування колісної заготовки у формувальних штампах, згідно винаходу, при розгоні центральної частини заготовки виключа 86093 4 ють осадку її периферійної частини за рахунок неповного впровадження конусної плити на глибину Δ, рівну 2 p × DH × H × r - 4M D = (0,95... 1,05) , 2p × d2 × r де DH - діаметр, що визначає в останню мить штампування положення нейтральної лінії в диску колісної заготовки, щодо якої мав місце двосторонній плин металу в штампах, - в зону ободу і в зону маточини; М - маса витиснення, маточини і прилеглої до неї частини диска до нейтральної лінії, відповідної діаметру DH; Н - висота периферійної частини заготовки після розгону; d - діаметр торця робочої поверхні конусної плити; r - щільність металу заготовки, нагрітої до температури гарячої пластичної деформації. На Фіг.1-7 показані схеми деформації заготовок і калібровки по металу для заготовочного і формувального пресів за пропонованим способом: Фіг.1 - початковий етап розгону конусною плитою заготовки, що отримана вільною осадкою гладкими обтискними плитами; Фіг.2 - початковий етап розгону конусною плитою заготовки, що отримана осадкою в технологічному кільці; Фіг.3 - завершальний момент розгону заготовки конусною плитою; Фіг.4 - початковий етап штампування колісної заготовки на формувальному пресі; Фіг.5 - завершальний момент штампування колісної заготовки з ободом, диском і маточиною у формувальних штампах; Фіг.6 - калібровка по металу для заготовочного преса (для коліс 0957мм); Фіг.7 - калібровка по металу для формувального преса (для коліс 0957мм). На Фіг. прийняті позначення: 1 - заготовка; 2 нижня обтискна плита; 3 - технологічне кільце; 4 конусна плита; 5 - заготовка після розгону; 6 - формувальне кільце; 7 - верхній формувальний штамп; 8 - нижній формувальний штамп; 9 - відштампована колісна заготовка з ободом, диском і маточиною; 10-витиснення. Реалізація пропонованого способу полягає в наступному. Заготовку 1, отриману шляхом вільної осадки (Фіг.1), осадки в технологічному кільці (Фіг.2), відцентрового лиття або іншим способом, нагріту до температури гарячої пластичної деформації, подають на нижню обтискну плиту 2 преса і центрують по зовнішній бічній поверхні в технологічному кільці З (Фіг.1, 2). Потім опусканням конусної плити 4 виконують розгін центральної частини заготовки на глибину Δ (Фіг.3). Величину Δ розраховують наступним чином. На першому етапі для колісної заготовки, що відповідає конкретному профілерозміру колеса, на основі розрахункової або практичної інформації задають значення діаметру нейтральної лінії DH. Потім розраховують масу центральної частини 5 колісної заготовки (М), обмежену діаметром DH (Фіг.3-5). Маючи величини ρ, Μ, DH, параметри робочої поверхні конусної плити 4, діаметр технологічного кільця 3, а також задаючи висоту (H) периферійної частини заготовки 5 після розгону (Фіг.3), отримують значення величини розгону Δ. Для досягнення необхідного співвідношення параметрів заготовок вищезгадані розрахунки можуть повторювати кілька разів, оскільки процес розробки калібровки носить ітераційний характер. Пропонований спосіб розгону заготовок конусною плитою (конструкція якої може бути також складеною) орієнтований на використання достатньо точних по масі заготовок з важком до ± 3кг. Це пов'язано з особливостями центрівки заготовок 1 в нижньому технологічному (конічному) кільці 3 (див. Фіг.1, 2). Для реалізації центрівки потрібний стабільний діаметр заготовок по зовнішній бічній поверхні, який вказаний важок і забезпечує. Для обліку впливу важка заготовок, коливань їх висоти і температури металу, а також можливих на практиці коливань інших технологічних чинників, у формулі для розрахунку Δ передбачений коефіцієнт з діапазоном зміни від 0,95 до 1,05. Даний коефіцієнт визначає діапазон варіювання Δ при настройці пре-сопрокатної лінії. Він і враховує при настройці пресопрокатної лінії вказані вище коливання технологічних чинників. Виключенням обтискання периферійної частини заготовки і реалізацією неповного впровадження в неї конусної плити на регламентовану величину Δ при розгоні забезпечують зменшення сили деформації і можливість управління розподілом металу заготовки між її елементами шляхом зміни величини Δ. Цим досягають зниження енергоємності процесу розгону і необхідного розподілу металу заготівки між її центральною і периферійною частинами, розділеними діаметром DH. При переході на виробництво іншого профілерозміру коліс розрахунок величини Δ повторюють, але заміна конусної плити не вимагається, оскільки висота периферійної частини заготовки 5 (Н) за пропонованим способом не обмежується інструментом деформації (див. Фіг.3). Після виконання операції розгону отриману заготовку 5 передають на формувальний прес (Фіг.4) для штампування у формувальних штампах 7 і 8 колісної заготовки 9 з ободом, диском і маточиною. При цьому в зоні маточини формують витиснення 10, яке видаляють, наприклад, на вигинальному пресі. Формування витиснення і його видалення за пропонованим способом може виконуватися і на заготовочному (Фіг.3) і на формувальному (Фіг.4, 5) пресах. Також заготовка 1 (Фіг.1, 2) може бути із заздалегідь підготовленим отвором (до розгону заготовки). Нормуванням об'ємів металу в центральній і периферійній частинах заготовки при розгоні забезпечують на етапі штампування необхідне заповнення металом всіх елементів формувальних штампів (Фіг.5). Приклад. Реалізацію пропонованого способу виготовлення колісних заготовок з ободом, диском і маточиною, покажемо на прикладі виготовлення колісних заготовок Æ830мм (Фіг.6, 7), з яких пода 86093 6 льшою прокаткою отримують колеса Æ957мм на пресопрокатних лініях ВАТ «Нижньодніпровський трубопрокатний завод» і ВАТ «Виксунський металургійний завод». Склад основного технологічного обладнання даних ліній і застосовувані схеми деформації заготовок ідентичні. Калібровки по металу, що є контурами перетинів заготовки після розгону і колісної заготовки, отриманих на заготовочному пресі силою 50МН і формувальному пресі силою 100МН, наведені відповідно на Фіг.6 і Фіг.7. Вихідні заготовки, що мають середню масу 485кг, отримані із злитка діаметром 500мм, нагрівають в кільцевій печі до температури (12301250)°С. Видалення окалини з торцевих поверхонь заготовок здійснюють водою високого тиску в камері гідрозбиву окалини. Вільну осадку заготовок до висоти 120 -122мм проводять обтискними плитами на пресі силою 20МН. В процесі осадки видаляються залишки окалини з бічних поверхонь заготовок. Перед заготовочним пресом силою 50МН заготовку кантують на 180°. Після подачі заготовки на стіл преса вона самоцентрується по зовнішній бічній поверхні в нижньому жорстко закріпленому технологічному (конічному) кільці (діаметр кільця у його основи рівний Æ830мм, величина технологічного ухилу кільця - 14°). Потім виконують робочий хід конусної плити (d=300мм, див. Фіг.3, 6), що забезпечує розгін заготовки на глибину 40мм. Отримувана при цьому заготовка показана на Фіг.6. Висота центрального виступу конусної плити, показаної на Фіг.6 пунктирною лінією, прийнята рівною 60мм, але у виробничих умовах вона може змінюватися в межах від 45 до 70мм. Розрахункове значення Δ=40мм отримано для діаметру нейтральної лінії DH=442,3мм (маса витиснення, маточини і прилеглої до неї частини диска до нейтральної лінії (див. Фіг.5) рівна М=101,8кг) при висоті периферійної частини заготовки після розгону H=123мм і щільності металу заготовки в гарячому стані ρ=7485кг/м3. Поправочний коефіцієнт, що входить у формулу для Δ, при розрахунку прийнятий рівним 1,05. З урахуванням меж зміни даного коефіцієнта (0,95-1,05) діапазон варіювання Δ, розгону заготовок, при настройці пресопрокатної лінії залежно від коливання на практиці технологічних чинників рівний Δ=36-40мм. Коефіцієнт узятий максимальним (1,05) для того, щоб при настройці в першу чергу перевірити отримання маточини при найбільшому за пропонованим способом розгоні заготовки, коли об'єм металу (на формування витиснення, маточини і прилеглої до неї частини диска), обмежений діаметром DH, - мінімальний. Після операції розгону заготовку подають на нижній штамп формувального преса силою 100МН, де її центрують трьохважілевим центрувачем. Після цього опусканням траверси з верхнім штампом виконують штампування колісної заготовки, показане на Фіг.7. Потім здійснюють підйом траверси в початкове положення, відформовану заготовку видаляють за допомогою виштовхувачів з верхнього і нижнього штампів і переміщають ма 7 ніпулятором на рольганг, по якому її транспортують до колесопрокатного стану. Застосування пропонованого способу дозволить понизити енергоємність процесу розгону, а 86093 8 також виключити необхідність заміни конусної плити при переході на виробництво іншого профілерозміру коліс. 9 Комп’ютерна верстка В. Клюкін 86093 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing of wheel billets with rim, disk and nave
Автори англійськоюSnitko Serhii Oleksandrovych, Yakovchenko Oleksandr Vasyliovych
Назва патенту російськоюСпособ изготовления колесных заготовок с ободом, диском и ступицей
Автори російськоюСнитко Сергей Александрович, Яковченко Александр Васильевич
МПК / Мітки
МПК: B21H 1/00
Мітки: спосіб, заготовок, колісних, диском, маточиною, виготовлення, ободом
Код посилання
<a href="https://ua.patents.su/5-86093-sposib-vigotovlennya-kolisnikh-zagotovok-z-obodom-diskom-i-matochinoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення колісних заготовок з ободом, диском і маточиною</a>
Спосіб формування колісних заготовок, що мають обід, диск і маточину
Номер патенту: 79312
Опубліковано: 11.06.2007
Автори: Яковченко Олександр Васильович, Снітко Сергій Олександрович
МПК: B21H 1/00, B21J 1/00, B21K 1/28
Мітки: мають, обід, колісних, диск, заготовок, маточину, спосіб, формування
Формула / Реферат:
Спосіб формування колісних заготовок, що мають обід, диск і маточину, який включає попередню осадку заготовки з одночасним чи наступним розгоном металу з її центральної частини в периферійну й остаточне штампування колісної заготовки у формувальних штампах, який відрізняється тим, що в процесі розгону на одній зі сторін заготовки виконують формування частини обода, що складає по об'єму не менше 75,0 % від об'єму відповідної частини обода у...
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку
Номер патенту: 60522
Опубліковано: 15.10.2003
Автори: Яковченко Олександр Васильович, Снітко Сергій Олександрович
МПК: B21H 1/00
Мітки: залізничних, рівчаку, заготовок, чорнових, спосіб, коліс, штампування, одному, колісних
Формула / Реферат:
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку, що включає осадку заготовки, формування обода, диска, маточини і витиснення, з наступним його видаленням, який відрізняється тим, що після формування витиснення й утворення при цьому круглого циліндричного заглиблення, додатково здійснюють обтиснення диска, направляючи зміщений метал в утворене заглиблення, а потім - у витиснення.
Спосіб штампування кільцевих заготовок із зовнішнім гребенем
Номер патенту: 24946
Опубліковано: 25.07.2007
Автори: Богун Олексій Олександрович, Яковченко Олександр Васильович
МПК: B21D 22/02
Мітки: гребенем, кільцевих, штампування, спосіб, заготовок, зовнішнім
Формула / Реферат:
Спосіб штампування кільцевих заготовок із зовнішнім гребенем, що включає попереднє осадження циліндричної заготовки і наступний розгін металу в гребеневу частину штампа у формувальному кільці, який відрізняється тим, що наступний розгін металу в гребеневу частину штампа здійснюють у формувальному кільці, що має зменшений внутрішній діаметр на величину його температурної та пружнопластичної деформації, яка визначається за...
Спосіб виготовлення заготовок з порошків інструментальних сталей
Номер патенту: 64360
Опубліковано: 16.02.2004
Автори: Бедросова Лариса Василівна, Лазоркіна Дар'я Вікторівна, Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: C22C 33/02, B22F 3/12
Мітки: спосіб, інструментальних, сталей, виготовлення, заготовок, порошків
Формула / Реферат:
Спосіб виготовлення заготовок з порошків інструментальних сталей, що включає завантаження порошку в металевий контейнер, вакуумування, заповнення контейнера азотом, герметизацію, нагрів заготовки, ущільнення осьової зони, ущільнення периферійної зони нагріванням до температури плавлення шару інструментальної сталі до розплавлювання його на глибину 0,03-0,10 поперечного перерізу заготовки і наступне гаряче деформування, що відрізняється тим,...
Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 6426
Опубліковано: 16.05.2005
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович, Гевко Іван Богданович
МПК: B21D 11/06
Мітки: виготовлення, заготовок, листового, спосіб, гвинтових, прокату
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок з наступним розтягуванням на крок до утворення витків, який відрізняється тим, що заготовку вирізають у вигляді розгортки - багатовиткової стрічкової спіралі, причому кінець малого діаметра розкручують до розмірів необхідної гвинтової заготовки, а кінець великого діаметра скручують до необхідного розміру з...
Попередній патент: Вітроустановка
Наступний патент: Спосіб одержання оксикодону
Випадковий патент: Спосіб вторинного окарбоначування ґрунтів в агроценозах